
3
General Atomics Technology Package
DESCRIPTION OF THE PROCESS
The GATS technology package proposed for the Pueblo Chemical Agent Disposal Facility is based on, and very similar to, the design General Atomics originally proposed for the treatment of all assembled weapons at all chemical munitions storage sites in the United States (NRC, 1999). General Atomics is the sole developer of the GATS process, including the designs for all of the munitions-processing and dunnage-processing equipment. The balance of the plant design and site infrastructure was prepared by Parsons Infrastructure and Technology Group.
The Pueblo design incorporates changes based on the Demonstration I tests and other tests conducted during the EDS that coincided with the data-gathering phase of this report (NRC, 2000). The specific GATS technology package evaluated by the committee is for the treatment of the particular mix of mustard-agent-filled munitions stored at Pueblo (i.e., 105-mm M60 projectiles; 155-mm M104 and M110 projectiles; 4.2-inch M2 and M2A1 projectiles; and M2 and M2A1 mortar rounds). These munitions are described in Table 1–2. The full process is designed to treat agent, energetic materials, metal parts (including munitions bodies), and dunnage (e.g., wooden pallets and packing boxes used to store munitions), and nonprocess waste (e.g., plastic DPE suits; the carbon from DPE suit filters and plant HVAC filters; and miscellaneous plant wastes).
The 16 unit operations are shown in Figure 3–1 and discussed below. Figure 3–2 is a block diagram showing the major components of the process. The GATS design anticipates the movement of munitions from storage to the munitions demilitarization building (MDB) using modified ammunition vans (MAVs). Transport will be in two steps: first to the on-site munitions storage building (MSB) and then to the unpack area (UPA) in the MDB.
Disassembly of Munitions (Steps 1 to 4)
Steps 1, 2, 3, and 4 of the GATS process (Figure 3–1) incorporate comparatively minor modifications to existing baseline reverse-assembly procedures. These procedures have been used at the Johnston Atoll and Tooele, Utah, baseline incineration-system disposal facilities, where the Army has accumulated more than 10 years of experience in their operation. During reverse assembly by the projectile mortar demilitarization (PMD) machines, fuzes and whole bursters are removed from the projectiles. The General Atomics design for Pueblo uses two parallel (and redundant) PMD machines to meet specified throughput rates (General Atomics, 2000a).
The bursters removed from the munitions are then sheared to access the energetic materials. The sheared burster parts and fuzes are then transferred to the ERH. The shearing step is a mechanical cutting operation involving shearing equipment used in the baseline disassembly process and in nonchemical weapons applications. All propellant material removed either from the storage containers or from the munitions is fed into the ERH along with the fuzes and sheared bursters.
Hydrolysis of Energetic Materials (Steps 5 and 6)
Energetics Rotary Hydrolyzer (Step 5)
Step 5 of the GATS process is the ERH, a long, steamjacketed, rotating cylinder with internal spiral flights and lifting flights. Table 3–1 lists design parameters for the ERH (and the projectile rotary hydrolyzer [PRH] discussed in Step 8). The full-scale ERH can be characterized as a series of identical chambers through which materials pass and in which the hydrolysis reaction occurs. The GATS design for Pueblo would use two ERHs. Hot water and NaOH solution, along with energetic materials and associated metal parts from the PMD operation, are fed into the ERH and flow
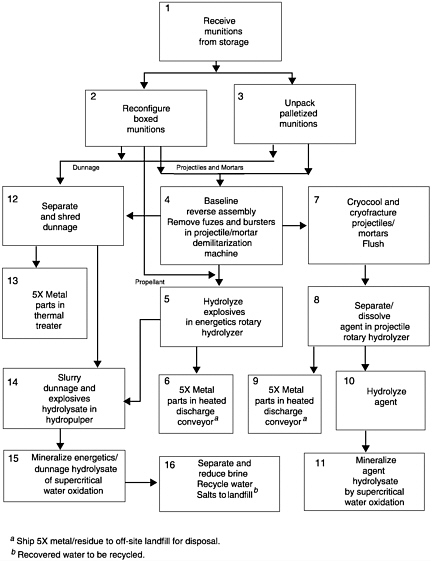
FIGURE 3–1 Simplified schematic flow diagram for GATS. Source: Adapted from General Atomics, 2000a.
concurrently through the ERH. Hydrolysis of the energetic materials by the caustic leaves only small pieces of residual energetics.
The spiral flights in the ERH, which transport material axially along the cylinder, create baffles that divide the cylinder into a series of batches. The lifting flights slowly agitate the hydrolyzing solution with the energetic materials and metal parts. The drum is steam heated on the outside surface to maintain the ERH contents at 100°C to 110°C (212°F to 230°F), which is higher than the melting point of TNT-based energetic materials.
The drum rotates slowly, and each batch moves through the ERH with a residence time of approximately 2 hours. General Atomics claims this time is sufficient for complete
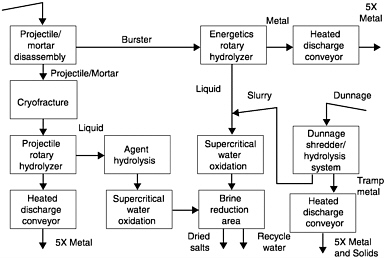
FIGURE 3–2 Simplified block diagram of GATS process components. Source: Adapted from General Atomics, 2000a.
TABLE 3–1 Design Parameters for GATS ERH and PRH
|
Design Parameter |
Energetics Rotary Hydrolyzer (ERH) |
Projectile Rotary Hydrolyzer (PRH) |
|
Residence time (nominal) (hr) |
2 |
1 |
|
Drum diameter (ft) |
4 |
6 |
|
Drum length (ft) |
20 |
40 |
|
Flight |
Helical, 2.5-ft pitch/ 20 ft long |
Helical, 2.5-ft pitch/ 40 ft long |
|
Lifting flights |
To be determined |
To be determined |
|
Rotations per hr (nominal) |
4 |
9 to 18 |
|
Operating temperature |
~105°C (221°F) |
~100°C (212°F) |
|
Operating pressure |
Ambient |
Ambient |
|
NaOH solution (12–20%) per pound of energetic (lb) |
5.6 |
0 |
|
Process water per pound of munition (lb) |
0.5 |
0.6 |
|
Source: Adapted from General Atomics, 2000a. |
||
hydrolysis of the energetic materials in the munitions at Pueblo. Multiple energetic items and their associated materials are fed to the ERH at a rate that results in a maximum explosive loading per flight of about 15 lb TNT equivalent.
At the discharge end of the ERH, the remaining metal parts, which include nonhydrolyzed fuzes and booster cup components, are lifted out of the solution by the spiral flight and fed into a chute leading directly into a heated discharge conveyor (HDC, discussed in Step 6). Immediately upstream, the liquid hydrolysate is separated from metal parts by draining through a perforated section of the ERH drum and accumulated in a sump. The liquid discharge is configured to maintain a minimum depth of 12 inches in the ERH drum. The hydrolysate is pumped to a continuously stirred reactor, where additional hydrolysis can take place if necessary. The NaOH also dissolves any aluminum present in the munitions, converting it to aluminum hydroxide. To prevent clogging of downstream components by the aluminum hydroxide, phosphoric acid is added to form a phosphate precipitate, which is removed by settling or filtration.
Air is drawn through the ERH to remove hydrolysis vapor and fumes, including hydrogen produced from the hydrolysis of aluminum in the munitions. Sufficient air is used to keep the hydrogen concentration well below the lower explosive limit. The air is passed through an air-treatment system con-
sisting of a scrubber, a condenser, and carbon filters and is then exhausted to the plant ventilation system.
Treatment of Metal Parts (Step 6)
In Step 6 of the GATS process, metal parts from the ERH pass through a chute to an electrically heated discharge conveyor (HDC) purged with nitrogen. The metal parts are heated to 1,000°F (538°C) and held at temperature for at least 15 minutes to decontaminate them to a 5X level.1 The heat causes any residual energetic materials that might remain in the solids (e.g., fuzes) to decompose. The solids leaving the HDC are cooled and disposed of off-site. Off-gases from the HDC are passed through the activated carbon filter system for the explosion containment room (ECR).
Separation of Agent from Munition Bodies and Agent Hydrolysis (Steps 7 to 10)
Cryofracture of Munitions (Step 7)
Step 7 of the GATS process is the projectile agent removal system. After the energetic materials and associated metal parts have been removed and sent to the ERH, the agent cavity of the munition body is accessed by cryofracture and the free agent is drained. Two streams are produced from this step, liquid agent and agent-contaminated metals.
The munitions are first embrittled by cooling in a liquid nitrogen bath (77°K; -321°F; -196°C) and then transferred via an overhead crane to a hydraulic press that cracks open the agent cavity, exposing the frozen, solidified, or gelled agent and agent heels. Any free liquid agent is collected in receivers under the cryofracture press.
The cryocooling bath is modeled after commercial food-freezing tunnels. Key design parameters for the two cryofracture system trains are given in Table 3–2. Projectiles and mortars minus energetic components are conveyed from the PMD ECR to the cryobath loading station in a horizontal orientation. A cryobath loading robot places each round onto a moving link belt that conveys the munitions completely submerged through the liquid nitrogen bath. The residence time in the liquid nitrogen is sufficient to freeze the munition and associated agent to the temperature of liquid nitrogen. At the discharge end, the belt lifts the munitions out of the bath and onto the anvil of the cryopress.
The hydraulic presses (cryopresses) are described in Table 3–2. The press base is a tilt table that discharges the cracked munitions into a discharge chute, which in turn discharges both the metal and frozen agent into the feed chute
TABLE 3–2 Key Design Parameters for GATS Cryofracture Systems (Two Trains)
|
Design Parameter |
Specification |
|
Cryocooling conveyor |
|
|
Dimension (ft) |
57 (L)×4 ft (W)×4 ft (H) |
|
Maximum speed (ft/min) |
1.5 |
|
Capacity |
38 munitions |
|
Liquid N2 capacity (gal) |
3,000 |
|
Munition residence time (min) |
38 (in bath) |
|
Cryofracture press |
|
|
Tonnage |
500 |
|
Stroke |
To be determined |
|
Cycle time (s) |
15–30 |
|
Ventilation airflow (lb/hr) |
4,800 |
|
Liquid N2 usage |
1 lb liquid N2/lb munition+ 400 lb/day boil-off |
|
Flush water per fracture (gal) |
0.40 |
|
Source: Adapted from General Atomics, 2000a. |
|
of the PRH. The present level of design makes no provision for separate removal and treatment of the liquid agent, which now passes into the PRH along with the remaining munitions components.
The cryofracture system was developed and tested by General Atomics for the Army and Air Force under previous programs for cracking solid-fuel rockets and other agent-free munitions (NRC, 1991). Munitions-processing bay-bridge robots, as used in the baseline system, have been fitted with new end effectors for loading and harvesting munitions from the cryobath and transferring them into the press.
Projectile Rotary Hydrolyzer (Step 8)
In Step 8 of the GATS process, accessed frozen agent is hydrolyzed with hot water, and agent-contaminated metal parts from the cryofracturing step are washed in one of two parallel PRHs. The PRHs are larger than the two ERHs (see Table 3–1) but similar to them in function and construction. Each PRH is externally steam heated to maintain the temperature of the metal parts near the boiling point of the water used for hydrolysis.
The drum of the PRH is fitted with a spiral flight and lifting flights to transport and mix the munition fragments axially along the drum from feed to discharge. A stationary shell of thermal insulation encloses the drum and reduces the heat loss to the room. Water introduced at the discharge end flows countercurrent to the flow stream of solids. The liquid level in the PRH is deeper than the height of the spiral flight to ensure that the liquid flows toward the feed end. The hot water, which dissolves the frozen agent and/or agent heels,
is discharged through a screen at the feed end of the PRH, separating the solution from the freshly introduced metal fragments. At the discharge end, the spiral flight lifts the metal fragments out of the solution and discharges them through a chute directly onto an HDC, which is distinct from but similar to the HDC to which ERH materials are discharged.
The PRH hydrolysate is discharged to a stirred tank to complete the hydrolysis of agent. Air is drawn through the PRH to remove volatile materials, and the gaseous effluent is passed through a scrubber and carbon filters prior to release to the plant’s HVAC system.
Treatment of Metal Parts after PRH Processing (Step 9)
Step 9 of the GATS process is the treatment of the metal parts from the PRH in an HDC, a different unit from the one described in Step 6, but similar in design and function.
Completion of Agent Hydrolysis (Step 10)
In Step 10 of the GATS process, the PRH hydrolysate solution (and any residual agent) is transferred to one of four well-mixed reactor vessels, where caustic solution hydrolyzes the remaining agent and where the hydrolysate is stored pending verification of agent destruction. These reactor vessels are similar in design to the ones that will be used in the hydrolysis of bulk mustard agent at the Aberdeen Chemical Agent Disposal Facility. See Table 3–3 for parameters of the neutralization system tanks.
Treatment of Agent Hydrolysate by Supercritical Water Oxidation (Step 11)
Step 11 of the GATS process is treatment of the agent hydrolysate from the PRH by SCWO. The GATS design
TABLE 3–3 Key Design Parameters for the GATS Projectile Agent Hydrolysis System
|
Design Parameter |
Specification |
|
Batch preparation tanks |
|
|
Number |
4 |
|
Capacity (gal) |
5,000 |
|
Materials |
TBD |
|
Neutralization tanks |
|
|
Number |
3 |
|
Capacity (gal) |
8,000 |
|
Materials |
TBD |
|
Cycle time (hr) |
6 |
|
Planned batches/day/tank |
2 |
|
Source: Adapted from General Atomics, 2000a. |
|
uses two SCWO reactors (specifications, including system component sizing assumptions, are shown in Table 3–4). The specifications in Table 3–4 also apply to the two other SCWO reactors in the GATS process treating combined-energetics hydrolysate and slurried dunnage (described in Step 15). The reactors are intended to oxidize organic materials, including the agent hydrolysate, in an aqueous solution of about 10 weight percent hydrolysate. The SCWO reactors operate at approximately 650°C (1,140°F); a nominal operating pressure is approximately 3,400 psig. The conditions are above the critical temperature and pressure of pure water and of the solution. The oxidizer is either ambient air or a synthetic air consisting of a mixture of oxygen and nitrogen at a 21:79 ratio by volume at a feed rate in excess of the stoichiometric requirement. The oxidation reaction is autogenous (i.e., the heat released from the oxidation reaction is sufficient to maintain the reactor temperature). Isopropyl alcohol is added as an auxiliary fuel whenever needed to maintain an autogenous feed mixture to the SCWO reactor.
During system start-up, an electric preheater and the oxidation reaction of isopropyl alcohol are used to heat the reactor to the desired operating temperature. Once the reactor
TABLE 3–4 Equipment Sizes for the Full-scale SCWO Systema
|
Equipment Component |
Requirement |
|
Water feed pump |
8 gpm, 3,800 psi |
|
Hydrolysate feed pumpb |
16 gpm, 3,800 psi |
|
Quench pump |
52 gpm, 3,800 psi |
|
Auxiliary fuel pump |
1 gpm, 3,800 psi |
|
High-pressure oxygen system |
6,400 lb/hr |
|
High-pressure nitrogen system |
TBD |
|
Hydrolysate tank (including mixer) |
10-hr holdup, 25% free space, 12,000 gal |
|
Water tank |
4-hr holdup, 25% free space, 2,400 gal |
|
Auxiliary fuel |
750-gal tank |
|
Transfer pumps |
4 pumps |
|
Start-up preheater |
~600 kW |
|
Reactor |
12.5 inches (process ID)×19 ft long |
|
Reactor liner |
0.030-inch titanium pipe |
|
Cool-down heat exchanger |
3,000 kW |
|
Pressure letdown |
Redundant valves |
|
Liquid separation/holdup tanks and quench supply |
600 gallons, 50 psi |
|
aTwo scaled-up SCWO units are required for treatment of agent hydrolysate and for energetics hydrolysate (four trains altogether). bFor SCWO units treating agent hydrolysate only. For SCWO units treating energetics hydrolysate, this pump is replaced by the high-pressure slurry feed system with 11 gpm throughput requirement. Source: Adapted from General Atomics, 2000a. |
|
is at operating temperature, the preheater is turned off, hydrolysate flow is initiated, and auxiliary fuel flow is reduced.
The SCWO reactors are operated cyclically. That is, once started, hydrolysate is oxidized continuously for 22 hours, after which the SCWO reactor is cooled down and flushed at high pressure to clear out any buildup of salts insoluble at SCWO operating conditions. After every three flush cycles, the reactor is cooled and depressurized for weekly maintenance.
The fluid discharged from the SCWO reactor passes through a cooler and enters a phase-separation vessel. Gases and liquids then flow to separate pressure-reduction stations before entering a low-pressure phase-separation vessel. Noncondensable gases, mostly carbon dioxide, are monitored and filtered before release to the environment via the plant HVAC system. Liquids are monitored and transferred to the brine recovery area, which is identical to the one used in the baseline incineration system. If fluid does not meet release specifications, it is returned to a storage tank for off-specification product and reprocessed in the SCWO reactors.
The GATS SCWO reactor design includes a replaceable titanium inner liner surrounded by a gap purged with nitrogen. With this design, the liner can be periodically replaced to compensate for corrosion, and the reactor shell can be operated at a lower temperature. The nitrogen purge should keep water from contacting the shell material. The liner is made of commercially available Grade 2 titanium. The results of the 500-hr test and other tests are discussed later in the chapter.
Processing and Treatment of Dunnage and Energetics Hydrolysate (Steps 12 to 15)
Steps 12 through 15 address the processing and treatment of dunnage and nonprocess wastes in the DSHS. After shredding and micronization, these materials are combined with energetics hydrolysate from the ERH for subsequent treatment by SCWO.
Step 12 of the GATS process is the separation, shredding, and grinding of dunnage and nonprocess wastes. The design parameters for the DSHS are listed in Table 3–5. The technology provider assumes that all dunnage and nonprocess wastes are contaminated with agent. The organic materials (e.g., wood, paper, rubber, plastic, metal-free DPE suit material, and spent carbon) are reduced in a series of steps to a particle size of less than approximately 1 mm and fed to two commercial hydropulpers; a grinding pump then transfers the slurried material to the high-pressure pumps that feed it to the SCWO reactor.
Wood dunnage (e.g., pallets and boxes) is reduced in a dedicated low-speed shredder, hammer mill, and micronizer to produce a fine wood flour suitable for slurrying. Metalscavenging magnets are used at various points in the process to remove tramp metal, such as shredded nails.
TABLE 3–5 Design Parameters for the GATS DSHS
|
Material |
Specification |
|
Wood |
|
|
Size-reduction rate (lb/hr) |
1,650 |
|
Particle size (mm) |
<1 |
|
Plastic/rubber |
|
|
Size-reduction rate (lb/hr) |
70 |
|
Particle size (mm) |
<1 |
|
Spent carbon |
|
|
Size-reduction rate (lb/hr) |
30 |
|
Particle size (mm) |
<0.5 |
|
Source: Adapted from General Atomics, 2000a. |
|
Metal parts are manually cut and removed from each DPE suit at the same time the worker is cut out of the suit upon exiting the Level 1 area. The metal fittings are sent to the PRH for treatment. The metal-free DPE suit material is fed to a two-stage size-reduction system. In the first step, the material is shredded in a dedicated granulator. Tests showed that further mechanical size reduction in the granulator was ineffective because the polyvinyl chloride suit material melts rather than tears. Therefore, after shredding, the DPE suit material is cryocooled in a small nitrogen bath and fed to a micronizer. Several passes of the cryocooling and micronizing steps may be necessary to ensure adequate size reduction.
Spent activated carbon from plant HVAC filters is ground wet in a dedicated colloid mill. The wood, plastic and rubber, and spent carbon materials are thus processed in three separate equipment lines. The resulting dry material is placed in storage bins prior to introduction into the hydropulpers, described in Step 14.
Step 13 of the GATS process is the thermal treatment and decontamination of metal parts from dunnage and DPE suits to a 5X level. The original design used a separate metal treating furnace. In the current design, the metal parts are sent to one of the HDCs.
Step 14 is the slurrying of the dry, size-reduced dunnage materials and nonprocess wastes from Step 12 with energetics hydrolysate in preparation for feeding to one of two dedicated SCWO reactors. The hydrolysate fluid from the ERH is pumped into a holding tank, where phosphoric acid is added to precipitate aluminum. The hydrolysate fluid is then filtered to remove the precipitated aluminum and transferred to one of the two hydropulper tanks. Spent decontamination solution used in various decontamination operations in the plant also goes to the hydropulper tanks. Additional water or a dilute solution of NaOH is added as needed to adjust water content, neutralize any residual agent, and otherwise adjust the slurry to meet the feed chemistry requirements of the SCWO reactors. Other additives are used to ensure that the solids remain in suspension and that the slurry can be reliably pumped and processed in the SCWO reactor system.
In the hydropulper tanks, the ERH hydrolysate fluid is mixed with the dry material produced from shredding and micronizing the organic dunnage and other waste materials to produce a slurry. The hydropulper tanks are continuously stirred and periodically sampled prior to the transfer of their contents to the hydrolysate storage tank, from which the slurried dunnage and neutralized energetics are pumped to the two SCWO reactors.
Step 15 of the GATS process is the treatment of the slurried dunnage and neutralized energetics in one of two dedicated SCWO reactors. These reactors are different units from those described in Step 11 but are similar in design and function.
Water Recovery and Salt Disposal (Step 16)
Step 16 is concentration of the brine from the four SCWO reactors using evaporation/crystallization equipment to reclaim the water and generate solid salt cake for off-site disposal. No specific design details for brine water recovery and salt cake disposal had been developed for this operation at the time this report was prepared. The evaporation/ crystallization step has been eliminated from the designs of the facilities at the Newport and Aberdeen sites, and brine at Tooele is being sent off site rather than processed in the facility’s brine-reduction area. It is the committee’s understanding that off-site disposal of the SCWO liquid effluent, instead of concentrating the brine, is being investigated for the Pueblo site.
INFORMATION USED IN THE DEVELOPMENT OF THE ASSESSMENT
To produce a report by July 2001, the committee had to review test data and documented design developments concurrently with ongoing EDS activities. Thus, most of the data were available only in draft form. Some information was provided to the committee orally through briefings by the PMACWA and by the technology providers. In developing its assessment, the committee used several sources of information:
-
General Atomics EDP (General Atomics, 2000a)
-
General Atomics EDS study plan (General Atomics, 2000b)
-
General Atomics EDS draft final report (including preliminary results of tests in progress at the time this report was prepared) (General Atomics, 2001)
-
design-review meetings (General Atomics, 2000c, 2000d, 2000e, 2000f, 2000g)
-
briefings by PMACWA personnel (Susman, 2000a, 2000b)
-
visits to EDS test sites at Dugway Proving Ground
Engineering Design Package
The engineering design drawings and associated documentation for the proposed facility provided to the committee were very extensive. They were complemented by the information committee members received from design-review meetings where the technology provider and other contractors associated with the General Atomics EDS discussed and clarified intermediate plans and activities associated with the development of the facility design (General Atomics, 2000c, 2000d, 2000e, 2000f). The committee concentrated its efforts on evaluating the following critical components of the GATS process design that had been identified as potential concerns in the two reports by the ACW I Committee (NRC, 1999; NRC, 2000):
-
the long-term reliability of the SCWO system
-
the advantages and disadvantages of cryofracture over baseline technology as a means of accessing the agent in the munitions
-
the ability of the rotary hydrolyzers (both the PRH and the ERH) to process their respective feed materials in a reasonable time and with acceptable safety and reliability
Engineering Design Studies Tests
The GATS EDS tests were designed to provide data for the evaluation of the ERH, DSHS, and SCWO components of the GATS process (DOD, 2000). Demonstration I tests conducted in 1999 were designed to address the issues of SCWO reactor design and reliability (General Atomics, 1999a). Although the scope and schedule of those tests were not sufficient to address these issues fully, specific problems were identified that had to be addressed during the EDS-phase testing. The Demonstration I results were evaluated by the NRC and published in a supplemental report (NRC, 2000); key results are summarized in the “Previous Findings and Recommendations” section at the end of this chapter. The results were used by the Army and its contractors in the design of tests included in the General Atomics EDS. The EDS tests evaluated three components of the GATS: the ERH, the SCWO system, and the DSHS.
ERH Testing
Specific test objectives for the EDS ERH tests were as follows (General Atomics, 2001):
-
Demonstrate the effects on the hydrolysis of M28 propellant of the following changes in operating procedures (relative to results of the PMACWA Demonstration I test program):
-
rocket motor lengths shorter than 12 inches (4 inches and 8 inches)
-
-
multiple pieces of rocket motor lengths (4 inches)
-
NaOH concentrations of 12 to 14 M (molar concentration)
-
temperatures to 120°C (248°F)
-
Results should be compared with data from the PMACWA Demonstration I test program on 2-inch lengths with steel casing in 12 M NaOH at 110°C (230°F).
-
Demonstrate containment of fugitive emissions and characterize gas, liquid, and solid process streams from the ERH process to supplement data generated during the PMACWA Demonstration I test program.
-
Demonstrate the effect of higher caustic concentration and bath temperature (19 M [50 weight-percent] NaOH, 136°C [277°F] or highest allowable) on the rate of hydrolysis of M28 propellant.
-
Confirm that nitrosodiphenylamine and other reaction products were removed from the ERH off-gas by a negative-draft pollution-abatement system (a condensing scrubber and downstream filters).
The ERH tests consisted of rate-of-hydrolysis tests for the following feed materials:
-
single 4-inch rocket motor segments in 12 M NaOH solution at 110°C (230°F)
-
single 8-inch rocket motor segments in 12 M NaOH solution at 110°C (230°F)
-
multiple rocket motor segments in 12 M NaOH solution at 110°C (230°F)
-
single and multiple rocket motor segments in 12 to 14 M NaOH solution at 120°C (248°F)
The results of the ERH tests were as follows (General Atomics, 2001):
-
M28 propellant can be hydrolyzed from single 4-inch rocket motor segments at 110°C (230°F) for 5 hours with <5 g propellant remaining.
-
M28 propellant can be hydrolyzed from single 8-inch rocket motor segments at 110°C (230°F) for 5.5 hours with <5 g propellant remaining.
-
M28 propellant can be hydrolyzed from as many as eight 4-inch rocket motor segments (one complete rocket) at 110°C (230°F) for 7 hours with <30 g propellant remaining, or for 7.5 hours with <5 g propellant remaining.
-
M28 propellant can be hydrolyzed from as many as eight 4-inch rocket motor segments (one complete rocket) at 120°C (248°F) for 3 hours with <30 g propellant remaining, or for 3.5 hours with no propellant remaining.
-
The negative-draft pollution-abatement system with condensing scrubber and filters effectively captured nitrosodiphenylamine and other fugitive emissions.
The ERH test unit was operated in a batch mode rather than a continuous mode. Results from the EDS tests are to be used for sizing the full-scale ERH and establishing the residence times of the munitions in the hydrolysis solution. The testing further investigated the effect of hydrolysis parameters, specifically caustic concentration and process temperature. Although no rockets are stored at Pueblo, ERH tests with sections of rocket motors were done to optimize the processing conditions for M28 propellant. Test data were not generated during the EDS for the propellants associated with the 4.2-inch mortars or with the 155-mm and 105-mm projectiles stored at Pueblo. The PMAWCA-sponsored EDS program on hydrolysis of energetic materials was designed to address these materials (discussed in Chapter 2), and the results of that program are applicable to the General Atomics design.
SCWO Testing
The GATS SCWO system is designed to oxidize an aqueous organic feed to carbon dioxide, water, and salts. The EDS testing of the SCWO system had the following objectives (General Atomics, 2000b):
-
Demonstrate long-term continuous operability without plugging.
-
Demonstrate acceptable corrosion rate.
-
Demonstrate that any feed additives for control of salt transport do not interact with feed and/or equipment to generate salt plugs or accelerate corrosion.
-
Determine a maintenance schedule and the frequency of shutdowns based on the results of this long-term testing.
-
Generate data for use in validating the development of a SCWO model sponsored by the Army Research Office.
Two types of test runs were performed during the GATS EDS for SCWO: work-up tests and 500-hr duration tests. The work-up tests were trials to verify system upgrades and operating conditions for simulant and hydrolysate processing. These tests were performed at varying conditions to determine the best conditions for simulant destruction and salts or solids transport. Starting with the flow rates used in the Demonstration I testing, the goal was to increase flow to provide residence times consistent with those anticipated for the full-scale plants.
Flow rates for the EDS tests were finalized based on the results of the work-up trials. The primary goal of the 500-hr EDS tests was to demonstrate long-term operability of the system. Table 3–6 shows the original plans for the EDS tests. In addition to those tests, limited tests with actual mustard agent and nerve agent GB hydrolysates were also scheduled. Many of the planned tests were not performed, however, because of operational and equipment problems with the
TABLE 3–6 Feeds and Duration of Planned SCWO Tests
|
Feed |
Duration (hr) |
|
Agent hydrolysate |
|
|
Mustard agent HD hydrolysate (15 wt % HD mixture) |
12 |
|
Mustard agent HD hydrolysate simulant |
488 |
|
Nerve agent GB hydrolysate |
12 |
|
Nerve agent GB hydrolysate simulant |
488 |
|
Energetics hydrolysate/dunnage |
|
|
Composition B hydrolysate/M28 hydrolysate/ aluminum hydroxide/dunnage with PCBs |
11–20 |
|
Composition B hydrolysate/M28 hydrolysate/ aluminum hydroxide/dunnage |
500 |
|
Tetrytol hydrolysate/aluminum hydroxide/dunnage |
500 |
|
GB hydrolysate simulant for Army Research Office model |
10 |
|
Source: Adapted from General Atomics, 2000a. |
|
SCWO system. Test results that were available are discussed below.
The EDS tests evaluated a number of different liners for the reactor interior. Initially, General Atomics had proposed using a platinum liner for Demonstration I testing. However, because a platinum liner could not be fabricated on the Demonstration I schedule, General Atomics used a Hastelloy reactor with no liner during the Demonstration I testing. Serious corrosion of the SCWO reactor resulted, a problem that had been identified previously (NRC, 2000).
On the basis of preliminary EDS testing, General Atomics determined that platinum might be an appropriate liner material to treat both nerve agent VX and mustard agent HD hydrolysate. As a result, the first EDS SCWO tests with HD hydrolysate were conducted in a reactor with a platinum liner. The platinum liner did not perform adequately. Degradation was first observed in the form of blisters after 138 hot hours.2 Collapse and regrowth of blisters presumably led to a breach of the liner, observed at 170 hot hours. The liner continued to serve as a reasonably good corrosion barrier for another 100 hours of feed exposure, for a total of 315 hot hours. But by then, the poor condition of the liner necessitated that it be retired from service. Analysis of the SCWO effluent showed adequate destruction (99.9999 percent) of organic materials in the feed, but compounds of platinum were also identified.
Because the performance of platinum in the HD hydrolysate-type environment was based on limited preliminary data, a contingency liner of titanium had also been fabricated for the EDS tests. Shortly after the failure of the platinum liner, this Grade 7 titanium (0.5 percent palladium)
|
2 |
Hot hours are defined as operating hours whether on supplementary fuel (isopropyl alcohol), hydrolysate, or hydrolysate simulant. |
liner was installed in the reactor. The titanium was 0.030-inch thick and had an outer sleeve of Hastelloy C-276, similar to the sleeve used with the platinum liner. The primary difference in liner geometry was the absence of bimetallic welds between the Hastelloy sleeve and the titanium liner because titanium and Hastelloy C-276 are not compatible materials for welding. The titanium liner originally hung from a ring welded around its top edge; in later designs, it rests on several lugs welded to the bottom ID of the C-276 sleeve or on the discharge cone of the reactor. No seal isolates the space between the titanium and Hastelloy C-276 from the process fluid. A slow stream of nitrogen is passed between the titanium liner and the Hastelloy reactor shell to cool the shell and prevent contact with process fluid.
Table 3–7 is a summary of the operating log from the first round of EDS tests of the SCWO system using two types of titanium liners. The first titanium liner failed after 33 hot hours and was replaced with a second, identical liner, which failed after 161 hot hours. Meanwhile, the first liner was patched and reinserted. It was operated for 102 hours. On November 14, 2000, the patched (original) titanium liner was replaced with a new one manufactured from titanium pipe rather than custom rolled from titanium sheet. The new liner was of a different grade and thickness of titanium from the original one. Titanium pipe is a commercially available product that, according to General Atomics, is far less expensive and easier to produce than the original rolled-titanium liner (Spritzer, 2000a; Hong, 2001). The reactor was operated with the new liner for 115 hours, when corrosion at the top exceeded 50 mil, approximately one-half the liner thickness. The liner was then inverted in the reactor (with the undamaged portion placed at the top) and operated for an additional 106 hours, when corrosion at the top reached 85 mil. The liner was inverted and operated again for 332 hours. No corrosion results were presented for the liner after this period of usage (General Atomics, 2001).
On the basis of these results, a 500-hr mustard-agent hydrolysate run was approved by the PMACWA. The following criteria for success were established for the 500-hr run (General Atomics, 2001):
-
Corrosion. Liner wear-surface change (liner flip or replacement) not more frequent than every 66 hours of HD hydrolysate feed, on average.
-
Salt transport. Salt flush not more frequent than every 22 hours of HD hydrolysate feed, on average.
-
Feed composition. Demonstrate control of feed composition to maintain corrosion and transport of salts within the bounds defined by the preceding criteria. Real-time indicators of satisfactory feed composition include reactor temperature and pressure profiles and effluent pH and turbidity.
-
Organic destruction. Liquid effluent total organic carbon (TOC) <10 mg/L, on average.
-
Availability. Process feed at least 39 percent of calen-
TABLE 3–7 Corrosion of Titanium Liners During GATS EDS Work-up Tests
|
Date |
Event |
Fuel Hours |
Feed Hours |
Total Hot Hours |
|
10/4/00 |
Start Ti rolled-sheet liner #1 (Grade 7, 0.030 inches thick). |
0 |
0 |
0 |
|
10/5/00 |
Small hole in liner about 2 inches below nozzle tip. Two patches each several inches square with wall thinning of about 10 mil. |
10 |
23 |
33 |
|
11/1/00 |
Start Ti rolled-sheet liner #2 (Grade 7, 0.030 inches thick). |
0 |
0 |
0 |
|
11/2/00 |
Ti pit depth ~10 mil. General thickness loss <~1 mil. |
6 |
33 |
39 |
|
11/12/00 |
~2,000 small pits counted with maximum depth ~10 mil. Switch to new liner for 5% HD hydrolysate simulant tests. |
16 |
145 |
161 |
|
11/14/00 |
Start repaired Ti rolled sheet liner #1. |
10 |
23 |
33 |
|
11/17/00 |
Switch to testing of Grade 2 pipe liners. |
17 |
85 |
102 |
|
11/18/00 |
Start Ti pipe liner #1 (Grade 2, 0.110 inches thick). |
0 |
0 |
0 |
|
11/19/00 |
Pitting noted 16 inches below nozzle tip. Maximum depth ~10 mil. |
2 |
20 |
22 |
|
11/22/00 |
Pitting from 6 inches to 18 inches below nozzle tip. Maximum depth ~20 mil. Maximum general corrosion ~5 mil. |
7 |
47 |
54 |
|
11/30/00 |
Maximum general corrosion ~50 mil primarily in top 3.5 inches below the nozzle tip. Maximum pit depth ~20 mil. |
10 |
105 |
115 |
|
12/1/00 |
Start inverted Ti pipe liner #1 (Grade 2, 0.110 inches thick). |
10 |
105 |
115 |
|
12/5/00 |
Maximum corrosion ~85 mil, a bit less than 1 mil/hr. Corrosion primarily in top 3.5 inches below the nozzle tip. |
21 |
200 |
221 |
|
12/12/00 |
Ti pipe liner #1 returned to original orientation. |
27 |
237 |
264 |
|
12/17/00 |
Ti pipe liner #1 broken during removal from Hastelloy sleeve. |
38 |
294 |
332 |
|
Source: General Atomics, 2001. |
||||
-
dar time, with minimum outages, excluding events not directly relevant to Pueblo operations.
-
Run time. The 500-hr run clock begins when steady state is attained with full hydrolysate flow. The 500-hr run time applies to normal system operation and therefore includes planned system flush cycles. Unplanned shutdowns and recovery from unplanned shutdowns back to steady-state operation are not counted in the 500-hr run time.
The ACW II Committee was briefed on these tests on February 8, 2001, and a report was provided to the NRC shortly thereafter (General Atomics, 2001; Hong, 2001). The log for the 500-hr tests is reproduced in Appendix B. The results are discussed as part of the committee’s evaluation of the GATS technology package.
Engineering-scale Tests of SCWO for the Newport Site
The Project Manager for Alternative Technologies and Approaches in the CSDP has already established an engineering-scale test (EST) program to support the planned use of SCWO to treat nerve agent VX hydrolysate that will be produced during disposal operations at the Newport site, where only bulk VX is stored. The EST uses a one-tenth-scale General Atomics SCWO reactor design and is being conducted at GDS, Inc., Corpus Christi, Texas. Although VX is not stored at Pueblo, and the EST results for treatment of VX hydrolysate are not directly applicable to the use of SCWO in the GATS design for Pueblo, these test results were useful for the overall evaluation of the operability of the GATS SCWO system. The following test description is taken from a letter report prepared by another NRC committee (NRC, 2001):
The EST facility in Corpus Christi, Texas—designed, constructed, and presently operated by General Atomics—is a one-tenth-scale pilot version of the SCWO reactor planned for NECDF (Newport Chemical Agent Disposal Facility). The EST facility was initially scheduled to produce the data necessary to confirm the SCWO reactor system design and operational parameters by April 1999. However, difficulties have arisen, including problems in (1) fabrication (flange welds have failed), (2) design (two multilayered removable platinum liners have proved to be unworkable), (3) materials of construction (the platinum liner has developed a bulge and separated from its supporting structure, and platinum has migrated into a deposit of solids), and (4) operation (erosion has been found in the feed nozzle and the automatic control system, and the high-pressure oxygen supply system failed in one test). EST processing of surrogate hydrolysate solutions began in late October 1999, but results to date have not provided sufficient data to support scale-up.
DSHS Testing
The GATS DSHS is used to reduce dunnage to a shredded product that can be slurried with energetics hydrolysate from
the ERH in a hydropulper for subsequent processing by SCWO. EDS testing of the DSHS was designed to meet the following specific objectives (General Atomics, 2000b):
-
Demonstrate all changes (relative to the PMACWA Demonstration I tests) to the dunnage-shredding equipment proposed for the full-scale design and verify improved efficiency and uninterrupted operation (e.g., avoidance of nesting and unit overloads) and a particle size of <1 mm for wood and plastic/rubber and <0.5 mm for carbon.
-
Generate information required for design of the dust/ agent vapor-emission control system.
-
Verify size reduction for carbon in the carbon grinder sufficient for downstream SCWO processing.
-
Verify feasibility of removing DPE metal parts fixtures for full-scale facility operation.
The tests on DPE suit material and wood were planned to address size-reduction and material-transport problems identified during the Demonstration I testing (NRC, 2000).
Since the technology required for EDS testing had been developed for other applications in industry, full-size commercial equipment was used in the EDS testing, rather than the smaller size proposed for Pueblo. The particle size for wood dunnage was continuously reduced through (1) a dedicated low-speed shredder, (2) a reducing screw feeder, (3) a hammer mill, and (4) a micronizer to produce fine wood flour. DPE suit and butyl rubber simulant materials were shredded in a dedicated granulator, cryogenically cooled in a cryocooler with internal screw conveyor, and reduced in a cryocooled hammer mill. No materials contaminated with agent were tested.
EDS tests for processing of the wood dunnage and for the granulation of DPE suit material were performed using existing General Atomics process equipment (low-speed shredder, hammer mill, micronizer, and granulator) and a wood screw feeder that had been installed during EDS testing at Dugway Proving Ground, Utah. General Atomics also provided guidelines for sampling, operator training, systemization protocols, standard operating procedures, and test plans. The PMACWA provided the operating personnel and arranged for testing support services.
General Atomics’ engineers and field technicians specified the appropriate operating conditions to reduce wood particles to less than 1 mm at a process rate of 1,250 lb/hr and DPE suit materials to less than 1 mm at a process rate of 70 lb/hr. Material from the wood pallets processed through the wood process line and DPE material processed in the granulator system were sampled and analyzed to confirm the size reduction of feed materials and the sizing of the overall system.
EDS testing of cryogenic micronization of DPE material was completed at Pulva Corporation facilities in Saxonburg, Pennsylvania. General Atomics provided PMACWA-supplied feed materials, guidelines for sampling, a test plan, and operating procedures. Pulva Corporation provided the test facilities, cryogenic equipment, operating personnel, utilities, sieves and sieve stack agitator, equipment cleanout, and product transport to Dugway Proving Ground. Pulva engineers specified the appropriate operating conditions to reduce rough-granulated DPE suit material to less than 1 mm at a process rate of 70 lb/hr.
EDS testing for micronization of granulated activated carbon was completed at Bematek Systems facilities in Beverly, Massachusetts. General Atomics provided PMACWA-supplied feed materials, guidelines for sampling, carbon slurry-drying techniques, a test plan, and operating procedures. Bematek provided the facilities, wet-milling process equipment, operating personnel, utilities, sieves, sieve stack agitator, equipment cleanout, and product transport to Dugway Proving Ground. Bematek engineers specified the appropriate operating conditions to reduce the size of spent granulated activated carbon to less than 0.5 mm at a process rate of 30 lb/hr.
In summary, in spite of a few minor operating problems, the tests appeared to have been successful. All materials, pallets, carbon, and DPE suit material were reduced to within the size specifications for feeding to the SCWO system; the metal removal devices appear to have performed well and fugitive dust appears to have been controlled. The size reduction of the DPE suit material was of special interest because the technology for heavy polymeric composites is comparatively new.
The work-up and EDS granulation testing demonstrated that DPE suit material could be successfully granulated to less than 10 mm in General Atomics’ existing granulator at Dugway Proving Ground. The granulated DPE suit material was then shipped to the Pulva Corporation facilities, where it was successfully size-reduced in Pulva’s cryogenic micronization system. Approximately 177 lb DPE suit material was micronized during the first six test runs.
Agent Hydrolysis Studies
Laboratory testing of agent hydrolysis conducted at the Edgewood Chemical and Biological Center (Maryland) led to EDS tests using 15 weight percent mustard hydrolysate for feed to the SCWO reactor.
Materials of Construction Studies
In the course of its information-gathering activities, the committee examined two earlier reports on materials of construction for SCWO reactors that contained pertinent test data applicable to the treatment of HD hydrolysate (General Atomics, 1997; SWEC, 1996).
ASSESSMENT OF PROCESS COMPONENT DESIGN
With the exception of the PMD machines and the SCWO system, all of the components in the unit operations of the GATS process are commercially available. In general, however, this equipment has not been used in applications as demanding as chemical demilitarization. For example, the dunnage-shredding train must produce a metal-free, fine powder from essentially scrap wood. Even though wood shredding and hydropulping are common processes in the papermaking industry, a papermaking machine is far more tolerant of the presence of a few larger particles of wood or a few metal shards than the feed nozzles of the SCWO reactors. A significant issue is the ability of the DSHS operation for wood dunnage, the DPE suit micronizing operation, the slurrying operation, and upstream operations (e.g., the PMD machines and cryofracture system) to produce a consistent feed of the quality required to avoid unscheduled maintenance of the SCWO reactors.
The most significant considerations unique to the GATS process are listed below:
-
scale-up of the ERH to a full-scale, continuous-flow system based on test data obtained on a batch ERH test unit module
-
shredding of dunnage (e.g., pallets, DPE suits, and gloves) to less than 1 mm by a combination of hammer milling, shredding, and cryogenic milling (for DPE suits and other polymeric waste) with high-shear blending and hydropulping to create a slurry that can be fed into the SCWO reactor for oxidation
-
SCWO treatment of agent hydrolysate, energetics hydrolysates, and slurried dunnage
Prior to EDS testing, the ACW I Committee had identified the following issues as critical to the demonstration of the overall GATS process (NRC, 1999, 2000):
-
the ability of the SCWO reactor to operate continuously for reasonable periods of time3
-
the ability of the SCWO units to process shredded dunnage, including shards of metal (e.g., nails in pallets and pieces of the metal connectors in DPE suits) that may elude separation prior to becoming part of the SCWO feed stream
-
the ability of the shredding system to achieve =1 mm size and to keep tramp metal out of the final SCWO feed
-
the ability of the ERH to treat the burster, fuze, and
-
propellant safely and effectively to create a hydrolysate that can be processed in the SCWO system
-
the quantity and composition of discharges from the process to the environment via the air, wastewaters, and solid waste
These issues are addressed below in the course assessing the steps in the GATS process.
Disassembly of Munitions (Steps 1 to 6)
The Army has accumulated years of experience with the PMD machinery, which is part of the baseline incineration system at two operating disposal facilities. Although these machines experienced a number of operational problems in the past, they appear to have matured and are an acceptable method of separating energetic components from assembled chemical weapons. In the baseline system, however, PMD machines are used to prepare munitions for incineration. The GATS process (and other ACWA technologies being investigated) propose using them in slightly different ways. The GATS PMD machine is similar to the baseline version with respect to the Steps 1 to 3 for removing fuzes, bursters, and miscellaneous parts. The discharge/output components for transporting the disassembled parts to their destinations are different, but the changes can be accommodated by well-established engineering methods (e.g., energetics may be cut into smaller lengths). Step 4, removal of encased energetic materials by shearing, is a routine operation. In the committee’s opinion, shearing in the GATS process at Pueblo should not pose any difficulties beyond the safety issues normally encountered in the handling of energetic materials.
Hydrolysis of Energetic Materials
Step 5, the ERH, is unique to the GATS process. To the best of the committee’s knowledge, a system such as this has never been used to hydrolyze solid energetic materials. Although the ERH should prove to be workable, a number of engineering issues will have to be addressed before it can be used in a full-scale disposal facility at Pueblo. The issues still pending following EDS testing are discussed below.
First, the committee is concerned that processing agent-contaminated energetic materials would require verification that no agent is present in the hydrolysate that leaves the ERH. If the complex chemical soup constituting the energetics hydrolysate interferes with analysis for agent, downstream operations (including the high-pressure SCWO) would have to be operated in a Category A environment rather than the planned Category C environment. This would undoubtedly increase the complexity of the SCWO system and pose additional operating and maintenance challenges.
Second, the committee believes ERH testing conducted with a batch, single-chamber flight reactor can adequately simulate the kinetics of energetics hydrolysis in the multi-
chamber cascading system configuration proposed for the full-scale ERH, but it cannot simulate the mechanical behavior of the overall system. For example, if the energetic materials contain a granular component that does not hydrolyze, the granular components could accumulate behind the flights of the initial chambers in a full-scale, cascading ERH. According to General Atomics, the ERH design should ensure that loose solids (e.g., small metal parts or cuttings) move forward and do not accumulate (Spritzer, 2000b). However, a gummy/sticky reaction product from an unknown energetic component could cause problems that would require a shutdown and removal by personnel. This situation (or any other maintenance inside the ERH) would pose a severe challenge to maintenance personnel. Enough energetic material could even accumulate to create a hazardous condition. Before building a full-scale ERH, the committee believes it would be prudent to test the continuous (flow, not batch) ERH design to determine (1) its flow characteristics, (2) that energetics hydrolysis is complete, and (3) that no hazardous residues accumulate on the ERH walls.
In summary, EDS testing of the ERH and other testing discussed in Chapter 2 suggest that, although the hydrolysis of energetic materials can be achieved, the hydrolysis process must be further optimized. Fuzes and bursters were successfully hydrolyzed during Demonstration I, and EDS testing of the ERH focused on 4-inch and 8-inch chunks of M28 propellant, which is not among the energetic materials associated with the munitions stored at Pueblo. Nevertheless, tests of energetics hydrolysis in other locations suggest that the larger chunks of M28 are more likely to represent a worst-case condition than the smaller grain of other energetic materials. The results of testing to date indicate that the ERH is a promising technology, but its use with the specific type and configuration of energetic components should be demonstrated. In addition, a continuous version of the ERH should be tested before a full-scale system is built.
Step 6 of the GATS process is the heating of metal parts from the ERH to 1,000°F (538°C) and holding them at temperature for 15 minutes by the HDC to decontaminate them to the 5X level. The committee did not identify any difficulties in this step.
Separation of Agent from Munition Bodies and Agent Hydrolysis (Step 7)
The committee did have a number of concerns about Step 7 of the GATS process, the projectile-agent removal system, in which the agent cavity is accessed by cryofracture. The EDS testing did not include tests of cryofracture as a means of accessing the agent cavity in projectiles and mortars. After evaluating the design of the cryofracture system, the committee concluded that the potential advantages of this technique over traditional means of accessing the agent (i.e., mechanical shearing or punching) have not been demonstrated. Cryofracture has been successfully demonstrated as a means of breaking up nonchemical projectiles but has not been tested as a method of accessing the agent cavity in projectiles and mortars. This raises two primary concerns regarding the GATS cryofracture operation:
-
An unexpected component of a projectile or mortar might incorporate a material that cannot be made brittle at the temperature of liquid nitrogen.
-
Solidified agent and other contaminants could accumulate in the cryobath tank that might be released to the surroundings when the bath is drained and the liquid nitrogen evaporated (e.g., during shutdown or during cleaning or other maintenance).
The first concern is based on the behavior of alloys of aluminum, which do not become brittle when cooled to the temperatures of liquid nitrogen (NRC, 1991). To date, no projectiles or mortars have been found to contain aluminum components, so this is only a hypothetical concern for the Pueblo facility.
The second concern relates to safety. Quantities of ice, dirt, and solidified impurities will accumulate in the liquid nitrogen cryobath tank. The committee also believes that some of the munitions might crack from the thermal shock of immersion in the liquid nitrogen bath. Although the agent thus released would quickly freeze in the crack, making the process self-healing (Spritzer, 2000a), some frozen agent could still accumulate in the cryobath tank.
During shutdown of the cryofracture system for maintenance, the liquid nitrogen would typically be drained and the cryobath tank allowed to warm to room temperature. As the tank warms, agent would vaporize and create airborne hazards, which would require that personnel use higher-level protective gear. General Atomics has responded that sufficient decontamination fluid to neutralize any agent could be introduced into the tank as the liquid nitrogen evaporates (Spritzer, 2000b). Appropriate protective gear would be used during the decontamination.
Although cryofracture may offer some performance advantages over mechanical access to the agent cavity of projectiles and mortars, the information available is insufficient to determine if the advantages would be offset by safety concerns and additional maintenance requirements. The committee is concerned because sufficient thought did not appear to have been given to these potential issues. For example, the response to the committee’s query on decontamination of any agent in the cryotank ignores the obvious fact that all known decontamination fluids are solids at the temperature of liquid nitrogen. Cryofracture should, therefore, be demonstrated in a way that addresses these concerns before it is implemented. The committee concluded that a decision to use this alternative to mechanical shearing should be governed by considerations of safety, cost, and reliability of the equipment.
Agent Hydrolysis and Metal Parts Treatment (Steps 8 to 10)
In Step 8 of the GATS process, accessed frozen agent is hydrolyzed, and agent-contaminated metal parts from the cryofracturing step are decontaminated to a 3X level by washing in one of two PRHs. The PRH is similar in design to the ERH, and its application for hydrolysis of agent and munition body fragments from the cryofracturing process appears to be reasonable. As stated in prior NRC reports, hydrolysis appears to be a well-established technique (NRC, 1999, 2000). In essence, the committee believes the PRH is an adequate mixing system to effect hydrolysis of agent and decontamination washing of the metal munition parts.
Step 9 of the GATS process is the treatment of the metal parts from the PRH in an HDC to a 5X decontamination level. Although this is a different unit from the one described for 5X decontamination of metal parts from the ERH, it is similar in design and function, and all comments apply to both units.
Step 10 of the GATS process is completion of hydrolysis of the liquid agent remaining in the hydrolysis solution that drains from the PRH. The committee considers this system, which uses continuously stirred chemical reactors, to be a well-established technology for hydrolysis of chemical agent.
Treatment of Hydrolysates and Dunnage by Supercritical Water Oxidation (Steps 11 and 15)
Step 11 of the GATS process is treatment of the agent hydrolysate from the continuously stirred reactors by SCWO. Step 15 is treatment by SCWO of the energetics hydrolysate mixed with hydropulped dunnage. The four SCWO units, two each for secondary treatment of each waste stream, are evaluated collectively.
Related SCWO Testing
Concurrent with the GATS EDS tests, the committee was also aware of other testing being conducted on SCWO reactor systems, including the following:
-
testing of other SCWO reactor configurations, such as the transpiring-wall reactor (Crooker et al., 2000; Elliot et al., 2000; Griffith, 2000)
-
the EST on a SCWO reactor one-tenth the size of the one anticipated for treating VX hydrolysate at the Newport Chemical Agent Storage Facility sponsored by the Project Manager for Alternative Technologies and Approaches, a part of the CSDP (NRC, 2001)
The committee also examined earlier laboratory-scale tests of materials of construction to address corrosion and fabrication problems encountered in applying SCWO technology to chemical demilitarization (General Atomics, 1997; SWEC, 1996). The SCWO reactor environment is highly oxidative, involves both high- and low-pH conditions, is highly turbulent in the reaction zone, and includes suspended solids. The 1997 General Atomics report describes corrosion studies on test coupons in a tubular reactor operated at 4,000 psig and 350°C (660°F) (subcritical), 450°C (842°F), and 550°C (1,022°F) with feed surrogates for mustard agent HD, neutralized HD hydrolysate, and HD hydrolysate with excess NaOH (General Atomics, 1997). Surrogates for HD and neutralized HD produced acidic test conditions; the HD hydrolysate with excess NaOH produced alkaline test conditions.
Materials classes that were tested included ceramics, nickel-based and cobalt-based alloys, refractory metals and alloys, reactive metals and alloys, noble metals and alloys, and high-temperature polymers, a total of 26 materials. Test periods varied between 37.5 and 47.5 hours. None of the materials was found to be suitable for all test conditions, and most exhibited moderate (equivalent to between 10 and 200 mil per year) to severe (>200 mil per year) corrosion. Titanium and titanium alloys (Nb/Ti and Ti-21S) exhibited the best performance, showing only slight corrosion in the presence of excess sodium hydroxide. Under acidic conditions, titanium showed increased rates of corrosion, apparently from attack by sulfuric acid and hydrochloric acid. Both localized pitting and wall thinning were observed.
Titanium corrosion also was observed during oxidation of cutting oil that contained sulfur and chlorine. For these tests, the SCWO system was operated at 600°C (1,112°F) and 3,400 psig (SWEC, 1996). Severe crevice and pitting corrosion were noted. In this study, acidic and reducing conditions (indicated by the presence of hydrogen sulfide) were present locally within the reactor. The operating period was approximately 50 hours.
GATS EDS SCWO Reactor Testing
The original General Atomics proposal for the GATS EDS included laboratory studies of materials of construction to evaluate how well different materials could withstand the SCWO environment. However, this part of the proposal was not accepted by the PMACWA, and materials of construction studies were not included in the EDS (M.Spritzer and G.Hong, General Atomics representatives, personal communication, December 13, 2000). To deal with the corrosive environment, the GATS SCWO reactor includes a replaceable inner liner. The EDS testing was done using liners made of platinum and two grades of titanium. Corrosion rates under various operating conditions were assessed.
The EDS testing was begun with a platinum reactor liner. When HD hydrolysate was processed, the liner showed significant corrosion. Corrosion rates as high as 10 mil per day were observed, making the replacement interval and cost of the 30-mil liners impractical. Thicker liners of platinum were considered too expensive. The high corrosion rate was
attributed to attack by the chloride ions derived from the HD hydrolysate and by the formation of other platinum ions (M. Spritzer and G.Hong, General Atomics representatives, personal communication, December 13, 2000).
General Atomics subsequently tested a 110-mil-thick titanium liner and plans to test a 375-mil-thick liner for the full-scale reactor. Titanium is also subject to corrosion, but its lower cost makes a much thicker liner practical. General Atomics now plans to replace or invert this liner at 132-hr intervals, depending on how rapidly it corrodes (General Atomics, 2000c, 2000f, 2000g; Hong, 2001; M.Spritzer and G.Hong, General Atomics representatives, personal communication, December 13, 2000).
The corrosion occurs almost exclusively within five diameter lengths at the top of the SCWO reactor, in the vicinity of the injector nozzles. Very little corrosion is typically observed at the bottom. As a result, as the liner corrodes to the point where the top is at risk of failing, EDS tests demonstrated it could be inverted and used for approximately the same length of time again (Hong, 2001).
The corrosion rate of titanium in this service was fairly well characterized during the EDS testing and it is, indeed, quite high. Thus, General Atomics has come up with a scheme to replace a titanium liner at frequent enough intervals to allow for this corrosion rate. The committee points out that this is a mode of operation involving very high maintenance, which may take even longer on larger scale SCWO systems (see the discussion on “Maintenance Issues” later in the chapter). However, the committee cannot say that it is infeasible, since the technology provider has actually demonstrated it.
However, switching from platinum to titanium creates a new problem, because titanium tends to combust in pure oxygen. Consequently, the process design had to be modified to use air or synthetic air as the oxidizing medium. For synthetic air, pure oxygen is blended with pure nitrogen. If the mixing system fails to maintain the proper ratio, the potential for oxygen combustion remains. The lower oxygen and water activity resulting from the dilution with nitrogen, or the use of ordinary air, affects both the reaction rate and salt transportability. The lower reaction rate requires that throughput be reduced or that a larger reactor be used. The rate of nitrogen oxide formation from the use of nitrogen is expected to be too slow at the SCWO reactor operating temperature (616°C; 1,140°F) to be of concern. EDS test results on nitrogen oxide levels were not available when this report was prepared.
In addition to finding materials of construction that can withstand the corrosive SCWO environment, salt transport is essential to avoid plugging caused by salt deposition. Salts have a much lower solubility in supercritical water than in water at lower temperatures. The GATS SCWO system uses a proprietary additive to improve the mobility of the precipitated salt. In addition, the operating schedule calls for a rinse of the system with cooler, slightly subcritical water for 2 hours to dissolve salt deposits after every 22 hours of operation (Hong, 2001). This procedure appears to have been effective, and no problems with clogging or unacceptable pressure spikes were observed during the 500-hr test.
The EDS tests identified Hastelloy C-276 as a suitable material of construction for the following critical parts of the SCWO system:
-
Performance was acceptable when the Hastelloy was used for the top insert of the reactor. The moderate rate of corrosion could be readily accommodated in this non-pressure-bearing part. The exposed area was small enough that effluent quality was not severely degraded by metals contamination.
-
Good performance was exhibited in the quench zone of the reactor and when used for the removable sleeve for supporting the liner. The low rate of corrosion was consistent with long component lifetime.
-
Excellent performance was shown in the region downstream of the reactor. No failures or indications of significant corrosion have been observed to date.
Processing and Treatment of Dunnage and Energetics Hydrolysate (Steps 12 to 16)
Step 12 of the GATS process is the separation, shredding, and grinding of the dunnage and other nonprocess waste until all solid material is reduced to granules <1 mm in size. These powdered solids are then mixed with energetics hydrolysate and other liquid wastes in a hydropulper to create a slurry that is then oxidized in a SCWO reactor.
It is critical that the feed to the hydropulper be reduced to a fine powder to avoid large particles in the slurry feed stream to the SCWO reactor. This may be difficult to accomplish for DPE suit material, because plastic tends to melt and stick to the shredder. Micronization of DPE suit material was successful during the EDS testing; however, several cycles of cryogenic cooling and micronizing were required to produce the desired particle sizes. This technology will require additional engineering design testing and validation before it can be used for the disposal facility at Pueblo.
Step 13 of the GATS process is the thermal treatment of metal parts from dunnage and DPE suits to a 5X decontamination level in an HDC. The committee considers this technology to be reasonably well established.
Step 14 of the GATS process is the slurrying of the size-reduced dunnage and nonprocess waste with energetics hydrolysate in preparation for feeding to the SCWO reactor. As discussed above, the size-reduction and slurrying equipment in the GATS design is commercially available and commonly used in many types of processing. With the possible exception of the DPE suits, the material can be shredded to the desired size and then slurried.
Step 15 is the treatment in the SCWO reactors of the micronized dunnage (with metal removed) slurried with
energetics hydrolysate. The committee has concerns about how well the SCWO system can process slurries of organic materials, especially if they contain small quantities of tramp metal. The demonstration testing indicated very high metal-removal efficiencies from the shredded pallets. However, that high removal efficiency is unlikely to be maintained during actual operation. No SCWO testing was conducted using energetic hydrolysate slurried with shredded and micronized dunnage. This step remains to be demonstrated.
Step 16 of the GATS process is concentration of the brine from the SCWO reactors to reclaim the water and generate a solid salt cake for off-site disposal. Although the EDP did not include specific design parameters for this unit operation, it is existing technology, and, assuming that the SCWO reactor produces an effluent with the very low organic content called for in design specifications, appropriate concentration and crystallization equipment is commercially available. The committee notes that other chemical weapons demilitarization facilities have eliminated this processing step and suggests that a similar change be evaluated for the Pueblo facility.
ASSESSMENT OF INTEGRATION ISSUES
Component Integration
Destruction of the Pueblo stockpile to comply with provisions of the CWC treaty will require that the availability and throughput of each processing step, along with redundant process trains and sufficient buffer storage capacity between individual processing steps as necessary, achieve the destruction rate specified in the design package. General Atomics has not yet conducted a detailed throughput analysis that takes into account intermediate storage capacity. Such an analysis could assist in verifying that planned throughput rates can be achieved. Training is also important because the effectiveness of plant operating and maintenance personnel also contributes to process availability.
General Atomics has designed the GATS process and sized the equipment to process the Pueblo stockpile in 29 months (General Atomics, 2000a). The output rate from the reverse-assembly PMD system determines the size and number of units for all downstream process equipment. The GATS PMD equipment is similar to the equipment used in the baseline incineration system, and the operating experience from baseline facilities led General Atomics to conclude that a throughput rate of 50 lb/hr per machine would be attainable. General Atomics has determined that the long-term average capacity for the GATS design for Pueblo (actual throughput per year/maximum theoretical throughput per year) is 38 percent. To achieve this average capacity, two PMD machines are required to handle the Pueblo stockpile. The size and number of the rest of the General Atomics process equipment are planned to match the throughput of the PMD operation. For example, two SCWO reactors are used to treat the downstream agent hydrolysate, and two more SCWO units are used to treat the micronized dunnage and energetics hydrolysate waste stream.
Integrating the individual processing steps requires effective process monitoring and control to ensure that appropriate materials are fed to each processing step and that all materials discharged from the plant meet all safety and environmental specifications. Monitoring and control of the integrated facility using the GATS process will be based primarily on the strategies and means used in the baseline system. The overall monitoring and control system consists of the basic process control system (BPCS), the emergency shutdown system (ESS), and PLCs for individual equipment units. The BPCS comprises microprocessor-based controllers for monitoring and control. The ESS is a dedicated safety system of PLCs or microprocessor-based controllers that provide protective logic and shutdown capability. The means of controlling machines throughout a GATS facility are similar to those used for the baseline system machines (i.e., sequence-enabled functions with position switches).
Most of the monitoring instruments specified in the GATS design package are simple and reliable, having been used extensively in the chemical industry for many years. Control valves and monitors for temperature and pressure, as well as the distributed control systems and PLCs, have also been widely used in industry.
Process Operability
The operability of the SCWO reactors remains a significant issue. The reactors’ operating conditions are set to balance competing conditions for minimizing plugging by salts and minimizing liner corrosion. That is, the conditions that result in good salt transport (and hence minimal plugging) are also the conditions at which corrosion is at a maximum. Conversely, operating conditions at which corrosion is at a minimum are conducive to the precipitation of salts that can cause plugging. General Atomics has approached this problem by (1) using a proprietary additive to improve salt transport and (2) designing the SCWO reactors with a slip-in sacrificial liner that would be replaced at regularly scheduled intervals. This combination, along with careful monitoring and control of temperature, pressure drop across the liner, additive feed rates, and other operating conditions, reduces the severity of the salt plugging and corrosion problems, but not sufficiently. The committee believes the SCWO system is still very difficult to operate, especially at full scale (see also the section on Maintenance Issues below).
Monitoring and Control Strategy
As discussed in previous NRC reports, except for the monitoring of corrosion and salt plugging discussed above, the GATS process does not require any unusual monitoring or control systems (NRC, 1999, 2000). The process control
strategies consist of straightforward monitoring of pressure, flow rate, and temperature by well-established methods and equipment.
General Atomics believes that monitoring the turbidity resulting from titanium dioxide suspended in the reactor effluent will effectively monitor corrosion rates. Monitoring the turbidity of the effluent gives a good indication of the instantaneous corrosion rate, which can be used to ensure that operating conditions remain within the desired range. However, the decision to shut the process down for liner replacement would be facilitated if the extent of corrosion could also be monitored. This could be done by adapting one of the various probe designs available commercially or previously developed in other SCWO studies (Macdonald and Kriksunov, 2001). Another simple method would be measurement of the electrical conductivity of the thermocouple well.
Maintenance Issues
The EDS testing clearly showed that successful operation of the SCWO system requires an aggressive, proactive maintenance program to replace (1) the thermocouple well after approximately 60 hours of operation and (2) the titanium liner after approximately 130 hours of operation.
Replacement of internal components of the SCWO reactor is a time-consuming, elaborate procedure that involves cooling the system, flushing with clean water, manually removing the pressure head from the reactor, manually removing the liner, inverting the liner or replacing it with a fresh liner, reassembling the reactor, and restarting the system. General Atomics has performed this procedure more than 100 times on reactors with test-sized (3- to 4-inch ID) liners during the EDS and other SCWO test programs (Hong, 2001). During the EDS tests, the shutdown/start-up procedure required an average of 7 hours (3 to 11 hours) to complete.
However, maintenance has been performed only on comparatively small test-size SCWO reactors. The SCWO reactors proposed for the Pueblo facility are approximately 18 inches in diameter. The head at the top of an 18-inch reactor will not only be larger, but it will also have to be considerably thicker to withstand more than 20 times the internal pressure. Thus, the head on the full-scale reactor will be heavier and bulkier and will have more and larger bolts to be removed and replaced than the small SCWO test reactors. It will also have a larger sealing surface, which will have to be set and pressure tested. In the committee’s experience, proper pressure testing of equipment is very time consuming. Consequently, the time and effort required to change the liner are likely to be much greater than for the EDS and Demonstration I tests. In the committee’s opinion, maintenance approximately every 60 to 130 hours of operation will place a very heavy demand on operating and maintenance personnel.
Process Safety
The ACW I Committee concluded in its original report that there were “no unusual or intractable process safety problems” associated with the GATS process (NRC, 1999). However, in a subsequent evaluation of the Demonstration I test results, some aspects of process safety were identified (NRC, 2000). General Atomics also acknowledged the following safety design requirements in its report on the Demonstration I test results (General Atomics, 1999b):
-
design modifications to incorporate equipment for removing aluminum hydroxide generated by the caustic dissolution of weapons to minimize aluminum-caused salt plugging and associated maintenance4
-
control of volatile organic vapors generated in the ERH to prevent the accumulation of explosive mixtures in the ERH off-gas system and minimization of the maintenance requirements for removing condensed organics from fugitive emissions entering the ERH explosion containment cubicle
-
safety features to preclude dust explosions in the DSHS
All of these concerns have been addressed in the EDS design package to the extent possible at this design stage (General Atomics, 2000a).
During the information-gathering phase of this report, the committee learned of an occurrence on December 2, 2000, involving backflow of fuel into the liquid oxygen feed line for the General Atomics SCWO reactor being operated in Corpus Christi, Texas, in conjunction with the EST for treatment of VX hydrolysate at the Newport site (PMACWA, 2000). This backflow resulted in overpressure (possibly in excess of 5,000 psig) and permanent expansion of part of the liquid oxygen feed line. The overpressure is believed to have resulted from the oxidation of fuel in the oxygen line. An earlier occurrence (July 14, 2000) involving the oxygen feed line resulted in a release of oxygen through the relief valve, whose metal components melted and started a grass fire (Bernard Bindle, safety engineer, PMCD, personal communication, March 26, 2001). The fire was attributed to removal of the high-pressure and high-high-pressure shutdowns from the pump circuit control and the use of stainless steel rather than monel for the pressure relief valve. Based on these incidents, the committee inferred that the General Atomics SCWO system would continue to be vulnerable to fires if pure oxygen and nitrogen were used to produce synthetic air for the SCWO reactors. The committee also noted that synthetic air could cause oxygen combustion of the titanium liner if the nitrogen-oxygen mixture was not controlled. Design modifications will be necessary to prevent similar
incidents in the future. Use of compressed air would completely eliminate this hazard.
As a part of the EDS design package, General Atomics prepared a preliminary hazards analysis (PHA) in accordance with Mil-Std-882C (DOD, 1993). The committee received a draft version of this package, and some committee members attended a design-review meeting that included a review of the draft PHA (General Atomics, 2000d, 2000h). The committee concluded that the PHA appears to be complete for the current stage of design and that key safety concerns have been identified for resolution in subsequent stages of design.
The PHA was based partly on interactive reviews by the engineers responsible for the EDS design package. These reviews were subsequently used to identify engineering measures for reducing risk. The committee believes that the use of procedural training and administrative solutions (e.g., checklists) for reducing risks should be minimized at this stage of design in favor of engineering design changes. The selection of hazard scenario frequencies in the completed PHA should be based on the assumption that procedures, training, and administrative controls established by the PMCD in charge of the CSDP will be used.
The PHA appears to have been conducted in a satisfactory manner at this stage of design, although it will have to be updated as the GATS design progresses, especially for parts of the design that are not yet fully developed, such as final designs of components supplied by the technology provider (ERH and PRH, for instance) and the selection of a method of supplying oxygen to the SCWO reactors that minimizes the risk of fire under upset conditions.
Worker Health and Safety
The conclusions regarding worker health and safety in the ACW I Committee’s original and supplemental reports are still valid (NRC, 1999, 2000). The primary hazardous materials used during the destruction of agent and energetics are sodium hydroxide, liquid and gaseous oxygen, liquid and gaseous nitrogen, and methane (natural gas) for boiler fuel. Sodium hydroxide will be delivered in concentrated liquid form (50 weight percent) and diluted with water to produce lower strength solutions as required. This strongly corrosive caustic is handled safely in similar quantities and concentrations throughout the chemical industry and should not be unusually hazardous in the GATS process. Liquid and gaseous oxygen, liquid and gaseous nitrogen, and methane are also handled routinely and safely in many industries and do not represent an unusual hazard to workers.
As the design becomes more detailed, the PHAs will have to emphasize the safety of maintenance workers. The design should be configured to minimize the number of maintenance activities in contaminated areas to reduce worker risk and to ensure that worker access in DPE suits can be accomplished easily and safely. This precaution could also reduce the waste streams from used DPE suits and decontamination solution used during maintenance activities.
Public Safety
Accidental releases of agent or other regulated substances to the atmosphere or the groundwater system are extremely unlikely. Caustic scrubbing and activated carbon filtration are used on all gaseous process streams. Based on experience with the baseline facilities, these measures should provide a reasonable level of safety. Hold-test-release systems are not provided for gaseous effluents, but the scrubbing and filtration scheme, combined with the standard automatic continuous air monitoring system (ACAMS) monitors used at baseline facilities, should provide adequate protection against all gaseous process effluents. The facility HVAC design is similar to the design at existing baseline facilities, where air flows from clean areas to potentially contaminated areas and then through high-efficiency particulate air (HEPA) and activated carbon filters before release to the atmosphere.
The primary risk of a release of agent or other regulated substances is the explosion of a munition or the rupture of a pipe or vessel, but the likelihood of such an event for the full-scale facility should be extremely small. This conclusion is based on the committee’s review of the General Atomics EDP for Pueblo and the understanding that the PMCD will require a comprehensive quantitative risk assessment (QRA) for the final facility design to ensure acceptable levels of risk. A QRA, which is much more detailed than the PHA performed at this stage of design, is a risk management tool during actual operation of the facility and serves as a basis for evaluating proposed changes in design or operation in accordance with CSDP risk management policies and procedures (PMCD, 1996, 1997).
QRAs are typically developed in parallel with the completion of facility design and construction. However, because design-based solutions to high-risk hazards can be implemented more easily during the design stage than during the construction stage, the committee recommends that the QRA process be implemented as early as possible. When a QRA done later reveals risks that must be addressed, the tendency is to rely on procedural/administrative solutions, which often complicate operations and are less effective than design modifications.
Human Health and the Environment
The environmental impact of the proposed GATS process appears to be minimal. All handling and processing of agent will be conducted indoors in sealed rooms that are vented through HEPA and carbon filters. Liquid and solid waste streams will be relatively small and manageable and will be subjected to hold-test-release procedures.
Effluent Characterization
The liquid effluent, which consists of water from the evaporator/crystallizer used to produce the solid filter cake produced by the brine-recovery operation, should not pose a significant hazard to human health or to the environment. Much of the recovered water is recycled for use in the process. The solid waste from the process, consisting of dried filter cake, is likely to require stabilization prior to disposal in a hazardous-waste landfill.
The EDS tests indicate that the hazardous constituents of gaseous effluents are present only in very low concentrations, especially in the gaseous effluent from the SCWO reactor liquid after pressure letdown. If scrubbers and carbon filters are used properly, these discharges should meet regulatory standards. However, this must be confirmed through comprehensive testing and characterization of the trace constituents of gaseous effluents.
Completeness of Effluent Characterization
The liquid and solid effluents are well characterized, but only major constituents of the gaseous effluents have been characterized. As the ACW I Committee noted in its original and supplemental reports, the gaseous process emissions will have to be characterized for the health and environmental risk assessments required by EPA guidelines (NRC, 1999, 2000). Measurements to date are not adequate for the committee to evaluate the environmental impact of the process. Standard EPA methods of analyzing samples of gaseous effluents generally produce full scans that can indicate the quantities of a large number of compounds of environmental concern.5 These results, along with the results of analyses of emissions of metals (including chromium VI), can be used to assess the environmental impact of a facility through accepted risk-assessment methods (EPA, 1998).
Effluent Management Strategy
The proposed strategy appears to be reasonable and should protect public health and the environment.
Off-site Disposal Options
Dunnage. Experience at JACADS and Tooele has shown that only a tiny fraction of dunnage is contaminated with agent. Uncontaminated dunnage from these two stockpile locations is being disposed of off site by commercial waste management facilities (McCloskey, 2000; U.S. Army, 1998). Off-site management of uncontaminated dunnage is also planned for both the Newport and Aberdeen sites. Off-site management of dunnage from Pueblo would greatly reduce
|
5 |
EPA analyses are done with 8000 Series methods, especially those using gas chromatography/mass spectrometry scans—for example, Methods 8260B, “VOCs by GC/MS,” and 8270C, “Semi-VOCs by GC/MS.” |
the on-site processing requirements and greatly simplify process integration by eliminating the need for size reduction and SCWO treatment of the dunnage.
Brines. Brines produced from air pollution control processes at Tooele are currently being shipped off site for disposal by commercial waste management facilities. The Army also plans to ship the effluent from SCWO (after concentration by evaporation) at Newport off site for disposal. This material has been delisted as a hazardous waste by the state of Indiana, and the Army has identified 16 commercial facilities that can accept the brine (Wojciechowski, 2000). Off-site management of SCWO effluent after evaporation (to recover water) would eliminate the need for a crystallizer and simplify process integration at Pueblo.
Environmental Compliance and Permitting
The combination of technologies in the General Atomics technology package is not expected to lead to problems with environmental compliance or permitting. All process waste streams except the SCWO off-gas will be evaluated prior to release to confirm that they are either free of regulated substances or that these substances are at acceptable concentrations. The SCWO off-gas will be scrubbed, monitored by ACAMS, and passed through activated carbon filters.
ASSESSMENT OF OVERARCHING TECHNICAL ISSUES
Overall Engineering Design Package
Although the EDS test results with the PRH, the ERH, and their HDCs appear to warrant proceeding with additional developmental testing of these GATS components, the corrosion of the SCWO reactor liner raises questions about whether the GATS process could destroy the munitions stored at Pueblo within a reasonable period of time. Even though tests of the dunnage-shredding and micronizing system were successful, this system would be superfluous if the SCWO system cannot treat the resulting dunnage slurry. The SCWO system, a major part of the process, still has significant problems, especially the high maintenance associated with corrosion of the reactor liner and thermocouple well.
Steps Required Before Implementation
The initial evaluation of the GATS process by the ACW I Committee identified the following steps required for implementation (NRC, 1999). These steps are reevaluated below.
Conduct tests of the cryofracture process to ascertain if it provides better access to the agent cavity in projectiles and mortars than the baseline disassembly process.
The cryofracture process was not tested in the EDS program. Therefore, concerns about operating hazards associated with the possible accumulation of agent in the cryobath have not been addressed. In addition, the advantages of cryofracture over the baseline system disassembly process have not been demonstrated.
Sample and analyze air emissions from the demonstration system. The air emissions will have to be measured to a level of detail and accuracy that can be used for HRAS (health risk assessments) and environmental risk assessments required by EPA.
Subsequent testing resulting in extensive analyses of air emissions revealed no obvious problems. However, effluents from all major feed streams in the GATS process for Pueblo have not been characterized (e.g., effluent from the SCWO reactors that process the energetics hydrolysatedunnage slurry) because EDS testing did not include processing of those streams. Moreover, final determinations of safety and environmental acceptability can only be made through a formal risk assessment process.
Verify that energetic materials encased in metal (e.g., rocket or other munitions fragments) will be hydrolyzed.
The EDS testing appears to demonstrate that energetic materials encased in metal can be hydrolyzed successfully, although some questions remain regarding the absolute completeness of the hydrolysis. During the Demonstration I testing, fuzes were observed to have popped on the HDC, indicating that they may not have been completely hydrolyzed. Also, the ERH tests were conducted on rocket segments even though there are no rockets in the stockpile at Pueblo.
Ascertain how well the SCWO process can handle high-solids materials (shredded dunnage).
No SCWO testing was conducted using energetic hydrolysate slurried with shredded and micronized dunnage. Consequently, this step remains to be demonstrated.
Determine erosion and corrosion behavior of the components of the SCWO system.
The EDS testing and other testing cited in this report provided design information on the erosion and corrosion behavior of SCWO components. The data, which appear to be excellent, confirm high rates of corrosion. As discussed elsewhere in this report, the GATS SCWO system, as currently designed, would present a significant maintenance burden for operators and maintenance personnel.
Previous Findings and Recommendations
In this section, the findings and recommendations regarding the GATS process from the two ACW I Committee reports are reviewed to determine if they are still valid or if they have been addressed by the EDS tests or by information from the evolving GATS design (NRC, 1999, 2000).
Review of Findings from the 1999 Initial ACW I Committee Report (NRC, 1999)
Finding GA-1. Cryofracture appears to be an effective method for accessing the agent in projectiles and mortars and might provide an improvement over baseline disassembly in accessing gelled or crystallized agent. This remains to be demonstrated.
Cryofracture as a means of accessing the agent cavity has still not been tested. The ACW I Committee’s original finding remains unchanged (see new Finding [Pueblo] GA-8 and Recommendation [Pueblo] GA-4).
Finding GA-2. Hydrolysis of energetics at the scales proposed by the technology provider is a relatively new operation. Chemically, it is possible to hydrolyze all of the energetic materials; however, the rate of hydrolysis is limited by the surface area and, therefore, depends on particle size. (Smaller particles are more desirable because they have a higher surface-to-volume ratio.) The proposed method of removing and hydrolyzing the energetics appears to be reasonable, but further testing is required to determine the hydrolysis rates and to confirm that throughput rates can be achieved.
This finding is still valid. The ERH successfully hydrolyzed fuzes and bursters (Demonstration I), as well as 4-inch to 8-inch rocket segments of propellant (EDS). The hydrolysis time for rocket segments is consistent with overall process feed rates. Further process development is ongoing.
Finding GA-3. The rotary hydrolyzer appears to be a mature reactor configuration that is well suited for this application.
The committee’s evaluation of the detailed design for the ERH raised a concern about basing the design of a full-scale flow ERH strictly on data collected from ERH testing conducted in a batch reactor. This finding is superseded by the new finding (Pueblo) GA-2.
Finding GA-4. Shredding of dunnage and injection of the slurry directly into a SCWO system is a new and unproven process. General Atomics claims to have developed a proprietary pump capable of pumping the slurry at high pressures, but it has not been tested under the intense solids loading anticipated. Furthermore, the injection of large amounts of solid material, including shredded wood, cut-up nails, and complex organic materials, such as pentachlorophenol and
other wood preservatives, into the SCWO system has not been demonstrated. Considering the difficulty SCWO reactors have encountered with deposition of solids when liquids are treated, the committee believes that this application of SCWO may encounter significant difficulties. (At the time of this writing, processing of solids with SCWO was being performed as part of the ACWA demonstrations.)
The EDS testing has demonstrated the dunnage-shredding system with some success. However, no tests have been conducted for SCWO treatment of shredded and slurried dunnage. As a result, this finding remains unchanged.
Finding GA-5. All of the findings in the NRC report, Using Supercritical Water Oxidation to Treat Hydrolysate from VX Neutralization, apply to the General Atomics system.
A subsequent NRC report indicated that the findings presented in the 1998 NRC report Using Supercritical Water Oxidation to Treat Hydrolysate from VX Neutralization are still applicable to the SCWO system planned for Newport (NRC, 2000). For Pueblo, considerable additional data have been accumulated from Demonstration I and EDS testing, including the data resulting from a planned change in materials of construction from platinum to titanium. Nevertheless, concerns about the SCWO system for Pueblo remain.
Finding GA-6. The crystallization and evaporation operations have not been tested for this application. Although these are conventional technologies and are expected to work effectively, testing will be necessary.
No testing of crystallization and evaporation has been performed. This finding is unchanged.
Finding GA-7. No hold-test-release facilities are provided for gases from the hydrolysis reactors or the SCWO reactors. These gases will be scrubbed using activated carbon prior to release.
This finding is unchanged; however, the committee considers this requirement to be unnecessary for safety or protection of the environment.
Review of Findings and Recommendations from the 2000 ACW I Committee Supplemental Report
Finding (Demo I) GA-1. Testing on the hydrolysis of energetic materials contaminated with agent will be necessary before a full-scale system is built and operated.
This finding is not being addressed by the ACWA EDS program.
Finding (Demo I) GA-2. Testing will be required to verify that the larger-diameter supercritical water oxidation (SCWO) reactor feed nozzles will be capable of accepting the dunnage material as shredded (i.e., without additional classification and segregation) and that the reactor will perform reliably under these conditions.
This finding is still valid. During EDS testing, micronizing and slurrying of the dunnage was successful, but no SCWO testing with this slurried material was performed.
Recommendation (Demo I) GA-1. Operation of the size-reduction and slurrying system, and long-term operation of the supercritical water oxidation (SCWO) reactor with slurry, should be conducted before proceeding with a full-scale system.
This recommendation has been partially fulfilled. The size-reduction system appears to have performed well in both Demonstration I and EDS testing; however, SCWO treatment of slurried dunnage has not been tested to date.
Recommendation (Demo I) GA-2. Before construction of a full-scale supercritical water oxidation (SCWO) system, additional evaluations of construction materials and fabrication techniques will be necessary because corrosion and plugging prevent continuous operation with the present design. If the new construction materials do not solve these problems, then alternative SCWO reactor designs should be investigated.
The EDS test results reinforce this recommendation. Furthermore, scale-up from the test vessel, with a diameter of approximately 4 inches, to a full-scale reactor, with a diameter of 18 inches, introduces additional uncertainties about how well the reactor liner will withstand corrosion.
Recommendation (Demo I) GA-3. To determine the operability of the supercritical water oxidation (SCWO) reactor and the reliability of the materials of construction, long-duration runs of a SCWO reactor should be conducted with slurry, with energetics hydrolysate, and with agent hydrolysate before full-scale implementation proceeds.
This recommendation is still valid.
Recommendation (Demo I) GA-4. The efficacy and safety of the additional step to remove aluminum hydroxide from the hydrolysate produced from rocket propellants should be evaluated prior to construction of a full-scale supercritical water oxidation (SCWO) system.
This recommendation is not pertinent to the Pueblo facility because no rockets are stored at the Pueblo site. EDS testing showed that phosphate precipitation did remove aluminum from the hydrolysate. However, the testing was of insufficient duration to ascertain whether the removal was adequate for the small quantities of aluminum in the munitions stored at Pueblo.
Recommendation (Demo I) GA-5. Decontamination of solid munitions materials by flushing and immersion should be demonstrated prior to full-scale implementation.
This recommendation is still valid. No testing of agent-contaminated munition material has been conducted to date.
Recommendation (Demo I) GA-6. The air emissions data from the demonstration tests should be used in a screening risk assessment. The results of the air effluent samples should be subject to (1) a human health risk assessment following the Human Health Risk Assessment Protocol (HHRAP) for Hazardous Waste Combustion Facilities from the Environmental Protection Agency (EPA) [EPA530-D-98– 001(A,B,C] and (2) an ecological risk assessment following a protocol that will be released by EPA in the very near future.
This recommendation is still valid. At the time this report was being prepared, no environmental health or ecological risk assessments for a disposal facility at Pueblo had been performed based on the available emissions data from the EDS testing (General Atomics, 2001).
New Findings and Recommendations
Finding (Pueblo) GA-1. The GATS projectile/mortar disassembly (PMD) machines should perform as well as they do in the baseline system. The modifications in the reverse assembly steps in the GATS process should not substantially affect the performance of the PMD machines.
Finding (Pueblo) GA-2. The GATS energetic rotary hydrolyzer (ERH) is a new technology that has been tested only in a batch-system mode. None of the testing to date has been performed on a full ERH operating system in a flow-system mode in conjunction with a heated discharge conveyor.
Finding (Pueblo) GA-3. The liquid nitrogen tank of the cryofracture system could be a site of accumulation for neat agent that may leak from munitions either because the munitions are already leakers or because thermal shock causes a leak. Although it is unlikely that very much agent would leak from any one munition, small amounts could potentially accumulate in the liquid nitrogen bath and create a hazard during cleaning and other maintenance activities.
Finding (Pueblo) GA-4. Additional testing and demonstration of the demilitarization protective ensemble (DPE) suit shredding and micronizing system will be necessary to establish the operability of the process at full scale. The EDS tests established the proof of concept but did not demonstrate the operability of a continuous shredding and micronizing system for DPE suit material.
Finding (Pueblo) GA-5. The GATS supercritical water oxidation (SCWO) system is subject to large, sudden pressure swings that could cause a backup of materials from the SCWO reactor into the feed lines. If pure oxygen is one of the feed streams, pressure upsets could create a safety problem. During engineering-scale testing of a General Atomics SCWO reactor configuration intended for use at the Newport site to treat VX hydrolysate, flammable material forced by pressure surges into an oxygen line caused a fire.
Finding (Pueblo) GA-6. Although the operation of the GATS supercritical water oxidation reactor was demonstrated over a 500-hr period during the engineering design study tests, the reactor required frequent shutdowns for inspection, maintenance, or replacement of corroded reactor components. This high maintenance requirement would seriously burden operating personnel in a full-scale operation.
Finding (Pueblo) GA-7. Corrosion remains a serious operating problem with the GATS supercritical water oxidation system. Failure to shut down in time to replace a perforated reactor liner could result in rapid corrosion of the high-pressure reactor shell.
Finding (Pueblo) GA-8. A detailed throughput analysis that takes into account intermediate storage capacity has not been carried out. A throughput analysis would verify if planned throughput rates can be achieved.
Recommendation (Pueblo) GA-1. Provisions should be made in the design of the liquid nitrogen cryobath for the remote cleanout of residues that may be contaminated with agent.
Recommendation (Pueblo) GA-2. A flow-system version of the energetics rotary hydrolyzer should be built and tested to assess materials flow characteristics prior to construction of the full-scale system. The tests should be performed on chunks of material similar in size to the fuzes, bursters, propellants, and mixtures of energetics and metals and other inert components.
Recommendation (Pueblo) GA-3. Methods for monitoring the extent of corrosion in the supercritical water oxidation reactor other than by measuring effluent turbidity should be investigated. Outputs from the monitors should identify corrosion that exceeds safe operating limits, enabling operators to take corrective action when necessary.
Recommendation (Pueblo) GA-4. Safeguards should be provided for the GATS supercritical water oxidation (SCWO) system against pressure surges causing material from the reactor to flow back into a feed pipe. The use of pure oxygen feed for the GATS SCWO system should be avoided if at all possible.






















