
3
Foster Wheeler/Eco Logic/Kvaerner Integrated Demilitarization Process
The Foster Wheeler/Eco Logic/Kvaerner (FW/EL/K) system is based on the Lockheed Martin Integrated Demilitarization System (LMIDS). The technology development is continuing with Kvaerner John Brown as the project integrator. Foster Wheeler Corporation is overseeing the supercritical water oxidation (SCWO) unit, which uses the transpiring-wall (TW) technology developed by the Aerojet General Corporation. Eli Eco Logic International (commonly referred to as Eco Logic) is in charge of the gas-phase chemical reduction (GPCR™) unit. In the FW/EL/K system, the chemical agent, energetic materials, and metal parts are separated by a modified version of the Army’s baseline disassembly process. Chemical agent, energetic materials, and agent remaining on metal parts and dunnage are decomposed in separate caustic hydrolysis units. The hydrolysates are then further treated in a TW-SCWO unit. At the same time, metal parts and dunnage are decontaminated to a 5X level and gaseous effluents from the hydrolysis processes are treated by GPCR™. A schematic diagram of the process is shown in Figure 3–1.
Based on the results of Demo II tests for the SCWO unit and the GPCR™ unit and concerns of the PMACWA and the ACW I committee, changes were made to the integrated full-scale system described in the earlier report (NRC, 1999). The main changes are described below.
The immersed conveyor system for moving solids in baskets through the hydrolysis reactor has been removed from the caustic bath and is now replaced by an overhead chain conveyor system. This move is expected to reduce the maintenance for the conveyor system, which requires the presence of workers in demilitarization protective ensemble (DPE) suits. The new design has not been tested.
A number of changes have been made to the reverseassembly/munitions-access process originally proposed in the LMIDS. The changes for M55 rockets include (1) using an expansion collet instead of hydromining for the removal of M28 propellant, (2) grinding the propellant to granules of less than 0.25-inch-diameter under a deluge of water solution at ambient temperature, and (3) hydrolyzing the propellant slurry separately to avoid the possible formation of lead picrate, which is a very sensitive explosive when it is dry. The changes in handling projectiles include (1) eliminating the burster well pull-and-place station, (2) replacing the burster well boring station with a projectile punch machine for accessing the agent cavity, and (3) replacing the projectile wash bay with a less complex wash operation.
No major changes have been made to the SCWO system, but there are some differences between the SCWO unit previously tested and the SCWO units proposed for EDS and for full-scale operation. Changes have also been made to equipment downstream of the SCWO reactor to facilitate processing of the suspended solids in the reactor effluent, especially for aluminum-rich feeds. The effluent flows from the pressure letdown valves to a knockout drum that contains a venturi scrubber, which separates liquid and suspended solids from the uncondensed vapor. The slurry is pumped to an evaporator/crystallizer system that replaces the flash separator in the original design.
Two changes are planned for the GPCR™. First, a step will be added to remove the toxic phosphine gas formed in the processing of GB. Second, hydrogen sulfide formed in the processing of mustard and VX will be removed. The removal system will be designed and included in the engineering design package for the full-scale plant. This will require one or both of the following modifications: (1) minor enhancements to the projectile trains in Area 100 to maximize the removal of mustard from the projectiles and (2) optimizing conditions for removal or adsorption/absorption of hydrogen sulfide in the existing Area 400 scrubber.
TRANSPIRING-WALL SUPERCRITICAL WATER OXIDATION UNIT
The following objectives were established for the Demo II TW-SCWO tests (DoD, 2001):
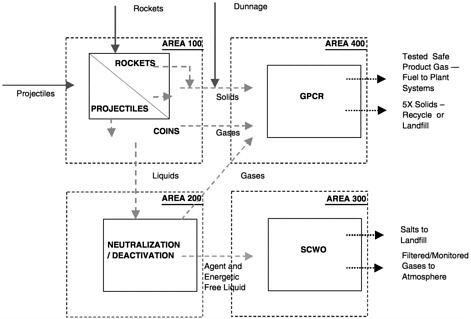
FIGURE 3–1 Schematic diagram of the FW/EL/K demilitarization process. SOURCE: FW/EL/K, 2000.
-
Demonstrate the long-term, continuous operability of the TW-SCWO unit with respect to salt plugging, corrosion, integrity of the platelet liner, and erosion of the pressure control valve of the TW-SCWO reactor.
-
Determine if aluminum from the energetic hydrolysis process can be processed by the TW-SCWO reactor without plugging.
-
Demonstrate that the TW-SCWO can destroy CWC Schedule 2 compounds in the feed to below their detection levels.
-
Characterize the gas, liquid, and solid process streams from the TW-SCWO process for selected chemical constituents and physical parameters and the presence or absence of hazardous, toxic, agent, and CWC Schedule 2 compounds.
To meet these objectives, four 100-hour validation tests of the TW-SCWO unit were planned, with each test preceded by a workup run. The tests were designed to demonstrate the DRE for Schedule 2 compounds and the long-term continuous operation of the TW-SCWO unit without salt plugging or corrosion. The feed for the first validation test was identical to that used by General Atomics in Demo I testing in 1999 to compare the performance of the TWSCWO designed by Foster Wheeler with the General Atomics SCWO. The feeds for the remaining three tests were mixtures of agent and energetic hydrolysates in the same ratios expected from the hydrolysis of specific munitions. The four test runs had the following feeds:
-
test 1: VX hydrolysate simulant
-
test 2: HD/tetrytol/aluminum hydrolysate and simulant
-
test 3: GB/Composition B/aluminum hydrolysate and simulant
-
test 4: VX/Composition B/M28 propellant/aluminum hydrolysate and simulant
The first demonstration run lasted the planned 100 hours but was interrupted twice when the air compressor failed. The technology provider stated that this compressor unit would not be used in the full-scale system. Problems encountered during the other three validation tests included (1) deformation of the top edge of the liner, caused by poor distribution of transpiration water attributable to a manufacturing defect; (2) stress cracking of the upper liner, caused by corrosion and by thermal cycling during frequent unanticipated shutdowns; and (3) poor distribution of the feed into the reactor after a broken drill bit was left in the feed nozzle. Because of these problems, which are discussed in more detail below, the second run was terminated after 55 hours, the third was reduced from the scheduled 100 hours to 50 hours, and the fourth was reduced to 25 hours. Nevertheless, the technology provider considers that all of the tests were successfully completed and met the test objectives, with the exception of the length of the runs.
During the workup run for the second test, pressure fluc-
tuations indicated that the upper section of the reactor liner had been damaged. This reactor had been previously used in testing for a Navy program and was not designed for the ACWA demonstration tests. Inspection of the upper section revealed a crack and corrosion damage. Therefore, immediately before the HD test, the upper section of the liner had been replaced with a liner of the same external dimensions but with a lower transpiration flow rate. Because the replace-ment liner was designed for a lower section of the reactor, it had smaller holes than the top sections and a slower flow rate; accordingly, a bleed hole for additional transpiration water flow was added to ensure the appropriate pressure drop and to increase the flow rate. This field modification led to a highly asymmetric flow of transpiration water and formation of a blister in the liner near the bleed hole, which was discovered during testing.
During the aluminum-rich HD test (test 2), the feed injector became plugged. To eliminate this problem in subsequent GB and VX tests, both of which contained aluminumrich energetic hydrolysate (tests 3 and 4), the feed was not preheated and its pH was increased. No plugging of the feed injector occurred in these two tests. Visual observation of the reactor liner after the completion of all tests showed no evidence of salt plugging. Reasonably steady differential pressures across the liner for the duration of the runs also suggested that there was little or no salt buildup. Several problems were encountered during test 4, including difficulty in starting up the reactor, a distorted spray pattern from injector ports, and failures of the caustic feed pump.
Despite the problems encountered during testing, ad-equate destruction of CWC Schedule 2 compounds was demonstrated for the gaseous, liquid, and solid effluents from the TW-SCWO system. The concentrations of many chemical constituents in the gaseous effluent were highly variable.
Other Observations
During the workup run for test 2 (HD/tetrytol/aluminum hydrolysate and simulant), the technology provider discovered that no water was passing through the top 10 rows of transpiration holes (approximately the top 1.5 inches of the reactor). This problem was the result of a manufacturing defect. Because of the aggressive ACWA testing schedule, however, the Army and Foster Wheeler agreed that fabrication, testing, and replacement with a proper upper liner was not possible. Test 1 (VX hydrolysate simulant) was completed with no changes to the reactor. During the workup for test 2 (HD/tetrytol/aluminum hydrolysate and simulant), pressure fluctuations indicated the upper liner had been damaged. Inspection of the cracked upper liner after it was removed revealed severe corrosion caused by an absence of transpiration water flow in the area surrounding the crack. No evidence of corrosion was found in the region of the reactor liner that was protected by transpiration water flow. At that point the cracked upper liner was replaced with a spare lower liner that had to be modified by adding a bleed hole.
Based on the committee’s knowledge of the operation of SCWO reactors of different sizes and models of their performance, the most corrosive environment is in the turbulent region at and below the feed nozzle, a region that extends approximately 5 reactor diameters down the reactor from the nozzles. For the reactor used in the Demo II test (6.065 inches in diameter and 63 inches long), this corrosion region would be within the top 30 inches of the reactor. Because corrosion was observed only in the top 1.5 inches, which did not have sufficient transpiration water flow, Foster Wheeler suggested that this reactor design would be effective with a properly constructed transpiring wall. In the tests following replacement of the reactor liner, no evidence of significant corrosion or salt buildup was found in the TW-SCWO reactor by post-test visual inspection and analysis of metals in the liquid effluent stream. This suggests that the transpiration water did protect the liner from corrosion and salt buildup.
During cleanup after test 2, a fine drill bit had been left in the inlet feed manifold, and a flow test partway through the VX campaign (test 4) showed an uneven flow from the feed ports. FW/EL/K believes the drill bit caused the erratic feed injection behavior, causing some of the feed to bypass the high-temperature SCWO reactor zone. Thus, some isopropyl methylphosphonic acid (IMPA) and tributylamine (TBA) were found in the initial 4-hour composite sample, and methylphosphonic acid (MPA) in the 4-, 24-, 34-, and 46-hour composite samples. The MPA concentrations ranged from 61 to 118.2 parts per million (ppm). These results indicate the TW-SCWO reactor design and operation are vulnerable to slight plugging of the feed nozzle.
The initial pressure control valve eroded during the workup run for the aluminum-rich GB campaign (test 3). When it was replaced with an abrasion-resistant valve, no erosion was observed during the aluminum-rich GB and VX campaigns (tests 3 and 4), which totaled 75 hours. During these aluminum-rich campaigns, the feed preheat heat exchanger did become plugged. This heat exchanger, which was a legacy from a prior program and was not designed for use with slurry, will not be used in the full-scale plant. Because the TW-SCWO reactor used in the Demo II tests was designed and built to process low-solids Navy wastes, some problems were encountered in treating feed hydrolysates with high concentrations of solids.
In the full-scale design, Foster Wheeler intends to use a TW-SCWO reactor that is 9 inches in diameter. This is only 50 percent larger in diameter and 2.25 times larger in cross-sectional area than the Demo II test reactor, so there will be only a small scale-up in size. However, there will be a significant scale-up in flow. The hydrolysate flow to the reactor in Demo II was 60 lb/hr, while the full-scale reactor will treat 2,100 lb/hr, which would be inconsistent with the small increase in cross-sectional area. This suggests that the ratio
of hydrolysis to total feed will be increased by approximately a factor of 10 over the Demo II tests. FW/EL/K believes this problem can be overcome by proper design of the reactor and by changing the oxidant from air to oxygen.1 The committee believes these modifications should be demonstrated during EDS testing.
Before the full-scale plant design is finalized, the committee also recommends demonstration tests for the following changes suggested by Foster Wheeler:
-
using oxygen instead of air in the SCWO reactor
-
increasing the temperature of the transpiration water to reduce thermal stresses during planned and unplanned shutdowns
-
altering the flow circuitry of water in the transpiring wall
-
using an evaporator/crystallizer instead of a flash separator after the reactor
A much more detailed discussion of the TW-SCWO Demo II testing can be found in Assembled Chemical Weapons Assessment Program: Annual Report to Congress (DoD, 2001) and Foster Wheeler/Eco Logic/Kvaerner Draft Final PM-ACWA Demonstration II Test Program Technical Report (FW/EL/K, 2000).
GAS-PHASE CHEMICAL REDUCTION SYSTEM
The following objectives were established for the GPCR™ system demonstration tests (DoD, 2001):
-
Validate the ability of the GPCR™ process to achieve 5X decontamination condition for metal parts and dunnage.
-
Demonstrate the effectiveness of the GPCR™ process to treat product gases generated during the treatment of metal parts and dunnage.
-
Validate the ability of the GPCR™ process to achieve a DRE of 99.9999 for HD and neat GB.
-
Characterize the gas, liquid, and solid process streams from the GPCR™ process for selected chemical constituents and physical parameters and the presence or absence of hazardous, toxic, agent, and CWC Schedule 2 compounds.
-
Demonstrate the ability of the GPCR™ process to produce a gas effluent that meets either EPA syngas or the hazardous waste combustion and thermal treatment regulations and requirements.
-
Determine the need for stabilization of residual dunnage solids based on the results of toxicity characteristic leachate procedure (TCLP).
One workup and three validation runs were planned for each feed to test the treatment of dunnage and chemical agents. The following materials were tested:
-
trays containing activated carbon filter media
-
wood spiked with 4,000 ppm pentachlorophenol (PCP)
-
DPEs with 10 percent butyl rubber by weight to simulate gloves and boots
-
fiberglass firing tubes
-
neat GB
-
M2A1 4.2-inch mortars spiked with simulated 30 percent HD heel
The GPCR™ process was able to achieve a 5X-level decontamination for carbon, PCP-spiked wood, DPE, firing tubes, and HD mortars. The first run with DPE was stopped prematurely because the reactor input line became plugged.
Reactor product gases were effectively treated in the two-stage scrubber system and product gas burner (PGB). However, process modifications may be necessary to control hydrogen sulfide and phosphine in the off-gas from the GPCR™ reactor. The liner in the PGB also showed evidence of corrosion during ACW Demo II tests.
In the test with partly filled 4.2-inch HD mortar shells, no agent was detected in either the scrubber solution or the scrubber filters. However, product gas sampling methods did not work as intended, so that DREs for the HD and GB runs could not be determined. Based only on the scrubber solution and filter results, FW/EL/K estimates a DRE of at least 99.9999 percent. However, this could not be verified. Earlier tests of the GPCR™ at Aberdeen (or Edgewood) in 1996 were able to destroy VX to a DRE of 99.999999 percent (NRC, 1999). Although the technology provider has analyzed the scrubber solution, the committee points out that the scrubber solution, which is pH-controlled caustic, is likely to hydrolyze any chemical agent that is absorbed. Therefore, agent would not be detected in the scrubber solution under any conditions.
The gas, liquid, and solid process streams from the GPCR™ process were analyzed for specified chemical constituents and physical parameters, as well as for the presence of hazardous, toxic, agent, and CWC Schedule 2 compounds. For the tests that included chemical agents, scrubber solution and scrubber filters were completely characterized. However, the gas sampling streams for the runs with agents could not be analyzed. During the test runs on GB and HD, Army personnel responsible for the use of the MiniCAMS (a type of air monitoring instrument) declined to use the unit on the product gas stream despite prior approval in the Test Plan, Safety Plan, and Site Review. This decision was based on the fact that the MiniCAMS had not been previously used for agent destruction streams (FW/EL/K, 2000). Testing of the GPCR™ product gas for agent was also inconclusive, because the tests showed that depot area air monitoring sys-
tem (DAAMS) tubes, which were designed for use on stack gas, were inadequate for use for the GPCR™ product gas.
A method of off-gas analysis and validation will therefore have to be developed before EDS tests are conducted. Because the Demo II gas samples could not be certified to be free of agent, they could not be taken off-site for complete analysis.
Except for the GB and HD campaigns, for which the data were incomplete, the stack off-gas did meet the hazardous waste combustion and thermal treatment regulations and requirements criteria for waste streams.
The GPCR™ product off-gas did not meet either the EPA comparable fuel exemptions or the synfuel characteristics (40 CFR 261.38) owing to unacceptable levels of benzene and polyaromatic hydrocarbons. The combustion of the product gas will therefore be regulated under RCRA. FW/EL/K also evaluated the stack gases from combustion of the GPCR™ product gas in the PGB. The PGB stack gas was found to meet the boiler and industrial furnace (BIF) emission standards (40 CFR 266.1). However, the EPA has recently promulgated new maximum achievable control technology (MACT) standards for hazardous waste combustion which are more stringent than BIF standards. FW/EL/K must determine whether the emissions from the PGB can meet the MACT standards, not just BIF rules.
Dioxins were detected in the GPCR™ off-gas only in tests with PCP-spiked wood, DPE suits, and butyl rubber. The levels were 0.0002 to 0.0008 ng/m3, three orders of magnitude below the EPA criterion of 0.2 ng/m3 for dioxin emissions from incinerators. In the neat GB test, the product off-gas contained 0.02 to 0.07 percent benzene and 0.01 to 0.06 percent phosphine.
A further objective was to determine the need for stabilization of residual dunnage solids based on toxicity characteristic leachate procedure (TCLP) results. Except for the DPE-solids, stabilization would not be necessary for the GPCR™ solid wastes. Stabilization of DPE-derived solids was necessary because in some tests the cadmium and lead criteria were not met by the dunnage treatment.
SAFETY CONCERNS
As described in the ACW I committee’s previous report on the FW/EL/K design (NRC, 1999),
The most significant worker safety issue will probably be maintenance of the hydrolysis vessels in DPE suits. These vessels have conveyor systems that operate in hot caustic solutions.
Since then, the hydrolysis process has been changed; the moving parts driving the baskets have been removed from the caustic bath and replaced with an overhead chain conveyor system. As a result, the maintenance associated with the hydrolysis process, which is performed by workers in DPE suits, is expected to be reduced, with a corresponding increase in worker safety.
The ACW I committee was also concerned that (NRC, 1999)
The GPCR™ reactor operates in a hydrogen atmosphere and generates methane and other gaseous hydrocarbons that could burn or explode in the presence of air.
The Demo II tests showed that the safe operation of this high-temperature hydrogen process could be achieved in the relatively short time allowed for construction of the equipment, systerilization, and training of Army operators. However, a preliminary hazards analysis must seriously evaluate the use of hydrogen in a closed area.
FW/EL/K has simplified the reverse-assembly/munitions-access processes. One of the changes involves grinding M28 propellant under a deluge of ambient-temperature caustic hydrolysis fluid. The ACW I committee had expressed a related concern (NRC, 1999):
Friction, shear, or heat may result from the inadvertent introduction of metal, an excessive feed rate, or some other cause and could initiate the energetic material.
Demo I tests showed that inundating the shredder face with cooling water would prevent propellant ignition in the absence of metal parts (NRC, 2000). The proposed hydrolysis fluid or water deluge appears to address this concern. FW/EL/K has noted, however, that metal parts may occasionally enter the grinder, so the possibility of propellant ignition presented by the occasional metal part should be kept in mind as the design progresses. The committee believes that deluging with water would be sufficient and much less corrosive to the grinding equipment.
REEVALUATION OF STEPS REQUIRED FOR IMPLEMENTATION
The ACW I committee identified several steps to be addressed prior to implementation of this technology package (NRC, 1999). These are quoted below and reevaluated on the basis of the Demo II test results.
Overarching Comment
Overall, the LMIDS appears to be capable of operating as proposed by the technology provider, but the process must be developed further, especially the interfaces between and integration of the process units. If the LMIDS were to proceed towards full-scale implementation, the next step should be to design, build, and operate a pilot-scale system that incorporates all of the unit operations into a fully functional, integrated process. Full-scale implementation will involve interfacing and integrating batch processes (the hydrolysis reactors and the thermal reduction batch processor) with continuous processes (the SCWO reactor, the thermal reduction continuous processor, and the GPCR™ reactor). These in-
terfaces must be tested at the demonstration stage to avoid implementation problems. Also, all problems with materials of construction and waste characterization will have to be solved before implementation. However, no problems have been identified that would prevent eventual full-scale implementation.
Pilot-Scale Evaluation for Hydrolysis of Energetics
-
Establish that the mechanical equipment used in the energetics hydrolysis vessels can tolerate the harsh conditions without excess maintenance.
Foster Wheeler has redesigned and simplified this process, but the recommendation is still valid.
-
Determine whether the hydrolysis of aluminum together with energetics presents any problems.
Hydrolysis of aluminum with energetics was not tested in Demo II. However, aluminum in the hydrolysate produced a slurry, which led to downstream fouling of the heat exchanger. Since then, FW/EL/K has changed the temperature and pH of the hydrolysate. This modification will have to be demonstrated for long-term operation with aluminum in combination with energetics. Another approach would be to reduce the amount of aluminum that enters the hydrolysis unit (by, for example, separating rocket fins).
Pilot-Scale Evaluation for SCWO
-
Show that the SCWO reactor platelet wall can be constructed.
Several units have been built and are in operation; therefore, this technology has been established. However, the Demo II tests revealed possible difficulties with the construction and operation of the TW-SCWO reactor.
-
Demonstrate that the SCWO reactor can be operated for sufficient periods of time without excessive clogging or corrosion.
Long-term tests with a TW-SCWO reactor designed specifically for this application will have to be done to demonstrate the operability of the TW-SCWO without excessive clogging and corrosion. The tests should also determine whether transient pressure surges or fluctuations could temporarily or permanently plug the transpiration holes. Demo II results show that, without the protection of transpiration water, the upper section of the platelet liner is subject to severe corrosion and salt deposition. Therefore, transpiration water flow must be maintained.
-
Fully characterize the SCWO gaseous effluent from mixed hydrolysates of agent and energetics.
This has effectively been done.
-
Establish that the continuous monitoring of the SCWO gaseous effluent ensures against unacceptable releases of hazardous materials.
This remains to be done and should be included at the EDS tests stage. Note, however, that all of the Demo II tests of the SCWO system have been done at flow rates and velocities that are significantly lower than, and a hydrolysate/ total feed ratio different from, those of the proposed full-scale design. Therefore, in addition to establishing the long-term reliability of the SCWO system, it must be shown that corrosion and salt deposition will not be a problem at the design conditions. The higher flow velocities at the design conditions will result in a thinner wall boundary layer, which may change the effectiveness of the transpiring wall. Also, it needs to be established that satisfactory destruction efficiencies can be obtained at these higher flow rates.
Pilot-Scale Evaluation for GPCR™
-
Fully characterize the GPCR™ gaseous effluent and establish whether it can be used as a boiler fuel.
Demo II tests have shown that the GPCR™ off-gas does not meet the EPA syngas criterion. The stack gas from the PGB did meet the BIF emission requirements but may not meet the new EPA MACT requirement and therefore may be subject to RCRA regulations.
-
Ascertain whether the large quantity of soot generated in the thermal-reduction batch process will create any problems.
Based on the postwaste feed reactor cleanout (no solids recovered), there was little evidence that carbon dust made it out of the batch GPCR™ thermal reduction batch processor (TRBP) during the PCP-spiked wood test.
A comparison of prerun and postrun scrubber solutions showed that during the processing of firing tubes, suspended particulate levels in the scrubber solution did not increase. This suggests that particulate matter (carbon dust) from the breakdown of the firing tubes did not move from the batch TRBP to the scrubbers. The TRBP treatment of the firing tubes produced a solid residue that largely remained in the reactor. In the treatment of neat GB and mortars containing HD, no suspended solids were detected in the scrubber solution, indicating that appreciable amounts of carbon dust did not form in the reactor and exit with the product gas. Furthermore, in processing a mortar initially containing 810 grams of HD, the amount of residue after processing was too small for solids analysis.
REEVALUATION OF FINDINGS FROM ACW I REPORT
Finding LM-1. The disassembly methods proposed in the LMIDS are based largely on the baseline disassembly methods. The proposed modifications appear to be reasonable, but testing will be necessary to verify that performance, reliability, and production objectives can be met.
The disassembly process was not tested in Demo II, so this finding remains valid.
Finding LM-2. Primary agent decomposition and detoxification is achieved using a strong caustic hydrolysis of bulk agent-a proven technology. Overall, the implementation of agent hydrolysis in the LMIDS is sound.
No additional test was recommended or required, so this finding remains valid.
Finding LM-3. Primary decomposition and deactivation of energetics is also achieved using a strong caustic hydrolysis. This technology has been tested but is less mature than agent hydrolysis. The implementation of this technology in the LMIDS is reasonable but will require thorough testing at the pilot scale.
Energetics hydrolysis with caustic is the subject of a separate testing program being conducted during the EDS design phase of the ACWA program.
Finding LM-4. The method of removing agent from metal parts—caustic solution jet washout followed by the movement of the parts in baskets through a caustic bath—is new and unproven. It is expected that this method can be made to work, but the effort and time required to come to acceptable performance goals may be longer than anticipated and may require alternate methods. Thus, it will be desirable to have alternate plans if the desired detoxification efficiencies are not achieved (e.g., increase the capacity of the GPCR™ unit to allow for more than the planned agent cleanup load).
Finding LM-5. The hot-caustic environments in the initial hydrolysis vessels will pose severe challenges to the reliability and operability of the equipment inside these vessels, especially the basket transport mechanisms.
Removal of agent by caustic solution jet washout and movement of metal parts through a caustic bath in baskets were not tested in Demo II. FW/EL/K has proposed a new, simplified process so that only the baskets, not the conveyor system, are in contact with the corrosive hot caustic bath. Reliability of the overhead conveyor system in the presence of hot caustic vapor has not been demonstrated. The design change is likely to improve the reliability and reduce the maintenance requirement. However, this design should be tested before it is incorporated into a full-scale design.
Finding LM-6. The SCWO process appears to be capable of completing the destruction of both agent and energetics in the hydrolysates. The key area of uncertainty in the technology provider’s proposed application of SCWO is the use of its proprietary transpiring-wall tubular reactor. The demonstration of this technology will be essential to proving the efficacy of this crucial step in the agent/energetics destruction process.
The ability of the TW-SCWO reactor to destroy CWC Schedule 2 compounds in hydrolysates has been successfully demonstrated. The ability of the transpiring wall to eliminate salt plugging and corrosion has not been completely demonstrated. The committee believes that long-term reliability has not yet been demonstrated.
Finding LM-7. The crystallization and evaporation operations have not been tested for this application. These conventional technologies, which are expected to work effectively, must still be tested.
These operations were not tested in Demo II, so this finding remains valid. Experience at the Tooele facility has shown that there may be better alternatives than evaporating brine streams, such as shipping off-site.
Finding LM-8. The use of GPCR™ in an enclosed environment raises unique safety concerns because of the presence of hot hydrogen gas. Hydrogen is handled routinely (and safely) in the chemical industry, and the technology provider is aware of the hazards. Implementation of this technology will require a design that ensures that these hazards are thoroughly understood and mitigated.
This conclusion remains unchanged. However, it is important to note that these full-scale units have been operated by inexperienced Army personnel without an accident, rather than by experienced GPCR™ operators.
Finding LM-9. The gas stream from SCWO is not subjected to hold-test-release. Instead, the gas is scrubbed, monitored, and passed through activated carbon. This treatment appears to be appropriate for the anticipated composition of the SCWO off-gases.
The results of Demo II and the characterization of all effluents from the TW-SCWO confirm this conclusion.
Finding LM-10. Pilot-scale testing will be necessary to refine the component technologies and demonstrate that these technologies can be operated as an integrated system.
Further testing of the unit operations is planned in the EDS program. Integration issues are being addressed during EDS but will not be tested until the full-scale plant is constructed. Integration of the unit operations will be crucial to the successful implementation of this technology and, indeed, of all the technologies presently in demonstration and engineering design.
Finding LM-11. The proposed use of the cleaned GPCR™ off-gas as a boiler fuel poses unique permitting challenges. Any demonstration must characterize this stream to ensure that permitting as a boiler fuel is possible. If this off-gas cannot be used as a boiler fuel, significant process modifications may be necessary.
The Demo II tests showed that the GPCR™ off-gas does not meet the EPA syngas criterion. Therefore, the boiler or other device in which this stack gas is burned may be subject to RCRA regulations.
Finding LM-12. All of the findings in the NRC report, Using Supercritical Water to Treat Hydrolysate from VX Neutralization (NRC, 1998), apply to the LMIDS SCWO system.
This finding is unchanged. A 2001 letter report by the NRC reiterated that materials of construction and salt transport are among the issues that have to be resolved (NRC, 2001).
SUPPLEMENTAL FINDINGS
Finding DII FEK-1. The proposed full-scale TW-SCWO system has design and operating conditions significantly different from those tested in Demo II. These include the temperature of the transpiration water at the inlet; pH of the feed; turbulence in the reactor; and use of pure oxygen, not air, as the oxidant.
Finding DII FEK-2. The proposed full-scale design for the TW-SCWO system involves a scale-up in reactor cross-sectional area by a factor of 2.25 from the Demo II test unit and an increase in reactor throughput by a factor of 35. Performance under these full-scale design conditions has not been demonstrated.
Finding DII FEK-3. Aluminum present in the hydrolysates, which could lead to the formation of slurries and plugging, could be a problem. The proposed changes for mitigating this problem (e.g., changing operating conditions and/or removing aluminum during weapon disassembly) must be tested.
Finding DII FEK-4. Demo II tests confirmed that firing tubes and other solids could be treated to a 5X condition by the GPCR™ process.
Finding DII FEK-5. All waste streams have been or can be characterized sufficiently for engineering design to proceed.
Finding DII FEK-6. The current sampling and monitoring systems for agent in gaseous streams have not been certified or validated for use with the GPCR™ process off-gas.
Finding DII FEK-7. The product gas from the GPCR™ process does not meet the EPA syngas requirements because of high benzene and polyaromatic hydrocarbon content.
Finding DII FEK-8. While no agent was detected in the scrubbing solutions and scrubber filters, the ability of the GPCR™ process to destroy HD in mortars and neat GB could not be confirmed because sampling and analysis problems hampered the gathering of gas-phase data.
Finding DII FEK-9. Little evidence of soot formation was indicated when the GPCR™ unit was tested separately with PCP-spiked wood, HD mortars, M55 rocket firing tubes, and neat GB.
Finding DII FEK-10. The full-scale SCWO reactor design has not been tested and is different in size and in the flow rates of the feed streams from those used in the Demo II tests. The full-scale design treats hydrolysate at a rate per unit volume of reactor that is almost 10 times higher than that used during the Demo II tests. In addition, the ratio of the flow rates of all other streams to the flow rate of hydrolysate in the full-scale unit has decreased by approximately a factor of 10 from those used during the Demo II tests. These changes in hydrolysate processing per unit of reactor volume and the reduction of other feed streams relative to the hydrolysate may reduce the efficacy of the SCWO reactor and may be expected to exacerbate problems of corrosion and plugging.
Finding DII FEK-11. The experience of multiple shutdowns during Demo II testing of the TW-SCWO and the resulting thermal stresses and crack generation in the liner indicate a potential reliability issue, which must be significantly reduced or eliminated.
SUPPLEMENTAL RECOMMENDATIONS
Recommendation DII FEK-1. Since the hydrolysate/total feed ratio and flow velocity used in Demo II testing are so different from those of the proposed design, the TW-SCWO reactor must be tested at a hydrolysate/total feed ratio and flow velocities close to the proposed design conditions.
Recommendation DII FEK-2. Long-term testing of appropriately designed SCWO reactor liners under the new operating conditions for the proposed full-scale operation will be necessary to prove the reliability and effectiveness of the TW-SCWO unit.
Recommendation DII FEK-3. Long-term testing of the TW-SCWO should include feeds containing chlorine, phosphorus, and sulfur and be at residence times and flow velocities close to the proposed design conditions.
Recommendation DII FEK-4. The Army or the technology provider must develop analytical methods to determine the quantities of agent in the gas streams containing hydrogen.








