
Chapter 3
NDCEE TECHNOLOGY TRANSFER: SELECTED CASES
Paint and coating materials are used extensively at DOD facilities. Vehicles, ships, and aircraft are coated at the time of initial manufacturing and are refinished during the life cycle as required. Coatings are used for a variety of purposes, including to protect exposed surfaces against corrosion and other forms of environmental deterioration; to add camouflage; to reduce radar signatures; or to facilitate removal of chemical and biological weapon residues. A variety of coatings are used across the military, but most involve standard liquid paint systems using spray or brush application. For example, the standard polyurethane coating system for Air Force equipment consists of high-solids epoxy primer, polyurethane primer, polysulfide primer, or water-reducible epoxy primer, topcoated with high-solids polyurethane.1
The Department of Defense has experienced environmental problems in its existing paint application facilities and has, in some cases, incurred violations for exceeding air emissions standards.2 Consequently, various efforts within DOD have focused on investigating environmentally friendly coating materials as alternatives to those used currently. The NDCEE has worked with the U.S. Army, the Department of Defense, and defense contractor organizations to transfer various pollution prevention technologies. To identify lessons learned and opportunities for improvement in technology transfer activities, four of these technologies were selected as cases studies:
-
Electrocoat;
-
Powder coating;
-
Coating removal by ultrahigh-pressure waterjet; and
-
Ion beam surface modification.
CASE I. ELECTROCOAT AND CASE II. POWDER COATING
Waterborne electrocoat technology—Case I—is widely used in automotive, appliance, and general industrial metal coating applications. In this process the pretreated object is immersed, usually by a conveyor system, in a bath containing a colloidal dispersion of an organic coating at 10 to 20 percent solids content. The coating is deposited by electrical transport (electrophoresis) at 200 to 400 volts, using a cathodic or anodic process as shown in Figure 3-1. Common industrial applications for electrocoat include clothes hangers, wire screens, metal air diffusers, automobile bodies, home appliances, office furniture, and lawn mowers. Electrocoat can provide excellent corrosion protection, especially for creviced configurations. The coating materials and solutions are relatively nonpolluting.
Powder coatings—Case II—are manufactured from ingredients such as polymeric binders, cross-linkers, pigments, and additives, most of which are solids at room temperature. The ingredients may also include liquid additives, such as flow agents, that are premixed with one of the solid components prior to the melt mixing. The ingredients are then mixed in an extruder at temperatures high enough to melt the polymeric binders, cooled, and then pulverized to form the powder, which is packaged for transportation to the application site. It is applied to the substrate, most often with an electrostatic spray gun or in a fluidized bed process, to deposit a uniform layer of charged powder particles onto the electrically grounded part. This layer is converted to a continuous film by baking, typically at temperatures ranging from 135 to 180 oC (275 to 356 oF).
Powder coating technology is relatively mature, having originated in the 1950s and 1960s, and is widely used in commercial original equipment manufacturing (OEM) applications, including automotive, appliance, and general metal finishing. Powder coatings are used primarily in high-volume applications for metal substrates at factories where the products are manufactured. Generally characterized by long runs of standard colors on relatively small metal objects requiring a rugged, durable finish, powder
|
1 |
NDCEE. 1995. Program Management Plan. Johnstown, Pennsylvania: Concurrent Technologies Corporation. |
|
2 |
See note 1 above. |
coatings are also used in some refinishing operations, such as those for metal office furniture. Processing requirements for expensive equipment, high-temperature bake treatments, and frequent color changes generally make the technology unattractive for smaller-scale refinishing operations such as those at auto-body repair shops.
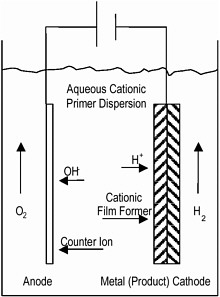
Figure 3-1 Schematic of electrodeposition process.
NDCEE Program Overview
In 1994, the NDCEE was tasked by the U.S. Army Tank-automotive and Armaments Command's Armament Research, Development and Engineering Center (TACOM-ARDEC) to facilitate the transition of electrocoat and powder coating technologies to both Department of Defense and defense industry applications.3 These two technologies were among the original project areas identified at the establishment of the NDCEE.
The plan created by the NDCEE for transferring electrocoat and powder coating technology contained seven activities to meet the requirements of the statement of work:4
-
Establish baseline and identify requirements;
-
Develop electrocoat and powder coat technology benchmarks;
-
Establish a demonstration and training facility;
-
Perform applications engineering;
-
Conduct process validation;
-
Complete process verification; and
-
Complete technology transition.
One of the initial efforts undertaken by the NDCEE was a survey of commercial powder coating and electrocoat practices to establish a “state-of-the-market” baseline. Using a simplified costing program developed by PPG Industries, NDCEE also conducted an economic analysis of the two technologies.5 The relationship between annual cost and cost per square foot was calculated for powder coat or electrocoat technologies for different production volumes used in the economic analysis (Figure 3-2).
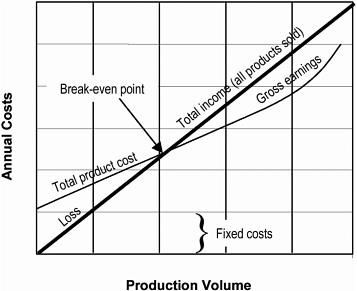
Figure 3-2 Annual cost of powder coating or electrocoating at various production volumes. Source: NDCEE. 1995. Report Comparing Industrial and Military Procedures in Cleaning, Preparation, and Coatings Application. Johnstown, Pennsylvania: Concurrent Technologies Corporation.
Calculations based on this data show higher costs per part at low production volume, primarily because of the high capital cost of the equipment required (Figure 3-3). Most military applications would have production volumes well below 100,000 square feet per year, and the cost per square foot coated would be correspondingly high. This analysis confirmed the findings of numerous studies on the same topics over the past 30 years. The minimum economic volume for electrocoat has been characterized as at least 2 or 3 million square feet per year of painted surface, or a significant percentage of the overall painted surface market.6
Based on its review of military procedures, industrial practices, and the overall program plan, the NDCEE installed an electrocoat and powder coating demonstration facility at the NDCEE’s Johnstown location. The rationale for an in-house facility was that it would provide an opportunity to independently validate materials and processes offered by commercial suppliers and to test and validate the coating technologies for specific Department of Defense applications prior to technology transfer.
The powder coat and electrocoat facility includes a seven-stage pretreatment/surface preparation unit; a cathodic five-stage electrocoat system; a powder application system with a booth; automatic and manual guns; two powder collection and reclamation modules; a wet spray system; ovens; material-handling systems; and system controls and data collection capabilities. The equipment purchase and installation cost of the facility was approximately $3 million, and the cost of operating the facility since its inception in 1994 is about $2.4 million.7 The system allows for varying process parameters such as production volume and product size, weight, configuration, and residence time. It is capable of processing 60 parts per hour with a maximum part dimension of 1.22 m (4 feet) high by 1.22 m (4 feet) long by 0.91 m (3 feet) wide and a maximum weight of 113 kg (250 pounds).
|
5 |
NDCEE. 1995. Report Comparing Industrial and Military Procedures in Cleaning, Preparation, and Coatings Application. Johnstown, Pennsylvania: Concurrent Technologies Corporation. |
|
6 |
Triplett, T. 1997. The economics of electrocoat: Investing in electro-coating may not be as costly as you think. Industrial Paint and Powder. Available at <http://www.ippmagazine.com/articles/1997/997arc1.htm>. Accessed February 2002. |
|
7 |
See note 3 above. |
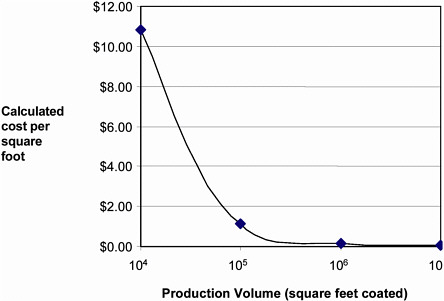
Figure 3-3 Calculated cost per square foot for electrocoat at various production volumes. The relationship shown is similar for powder coating. Data source: NDCEE. 1995. Report Comparing Industrial and Military Procedures in Cleaning, Preparation, and Coatings Application. Johnstown, Pennsylvania: Concurrent Technologies Corporation.
To identify military coating applications for these technologies and to help the Department of Defense and government-owned, contractor-operated (GOCO) installations implement appropriate technologies, the NDCEE’s technology transfer effort includes:
-
Selection of coating materials, application techniques, and process parameters;
-
Testing of powder coat and electrocoat materials to military specification requirements;
-
Coating system design, configuration, and installation; and
-
Training for personnel who will operate a system, as well as on-site start-up assistance.
Program Effectiveness
Both powder coatings and electrocoat are relatively mature technologies in commercial applications. Whereas commercial applications of these technologies focus on newly manufactured metal objects, the potential military applications for these coatings primarily involve refinishing of previously painted components.
Electrocoat
The electrocoat program at the NDCEE was initiated based on interest expressed by the U.S. Army Tank-automotive and Armaments Command (TACOM) and the Naval Air Systems Command (NAVAIR). The NDCEE has participated in evaluation of this technology for two sites, the Jacksonville Naval Air Depot (NADEP-JAX) and TACOM. For the Naval Air Depot, the NDCEE established preliminary operating parameters for powder coating or a powder coat/electrocoat system. Although the technology has not yet been implemented, a pilot electrocoat line is in operation for production testing.
Support provided by the NDCEE has included training and equipment design and installation.8 For the Tank-automotive and Armaments Command, the NDCEE demonstrated a combination of electrocoat/powder coatings used as a primer to meet or exceed current performance requirements.9
Several reasons may account for this limited success in technology transfer. A primary reason is given in the initial assessment by NDCEE, which showed that an electrocoat system is cost-effective only if production exceeds a threshold volume, as shown in Figure 3-2 and Figure 3-3.10 The technology is very costly at low production volumes primarily because of the various fixed costs associated with the process. Most of the applications for this technology at defense facilities are for refinishing rather than for production coating. Generally, the production volumes of refinishing applications are small, and the potential advantages of an electrocoat system are thus masked by high capital and maintenance costs.
In addition, the NDCEE was able to test only one electrocoat material at its facility in Johnstown.11 Additional electrocoats could not be tested because of the difficulty of switching materials in the electrocoat tank, whose volume of more than 11,400 liters (3000 gallons) makes changing materials for the purpose of testing cost-prohibitive. This limitation clearly affects the transfer of electrocoat technology by the NDCEE.
Finally, an electrocoat bath is reliably stable only if it is used frequently. In industrial practice, 6 to 10 turnovers of the bath contents per year are typical. Currently the electrocoat bath at the Johnstown facility is used very infrequently. Considering its minimal use and large size, the present Johnstown bath must be monitored and its quality re-established each time the facility is used.
The electrocoat bath at the NDCEE Johnstown facility is maintained at an annual cost of approximately $50,000.12 The need for this expenditure is unclear given the existence of several major electrocoat suppliers that have pilot facilities for their customers and that could perform the required tests with a variety of contemporary electrocoat materials, potentially at a far lower cost. Utilizing these facilities, the NDCEE could perform its intermediary function with greater flexibility and impact than with its current dedicated bath.
Powder Coat
Powder coating is cited by the NDCEE as an example of successful technology transfer.13 The NDCEE has assisted several facilities in investigating powder-coating technology for specific applications, including the Jacksonville Naval Air Depot (NADEP-JAX), the Corpus Christi Army Depot (CCAD), the Army Tank-automotive and Armaments Command’s Armament Research Development and Engineering Center (TACOM-ARDEC), and the Lake City Army Ammunition Plant (LCAAP).
Powder coat technology has been installed only at the Corpus Christi Army Depot; however, the line is used primarily for demonstration purposes.14 The NDCEE provided training for its operators to become familiar with the operation and maintenance of the equipment, powder materials, pretreatment, racking, and cure. This training was designed to reduce the start-up time for implementation of powder coat.
Powder coating is used routinely at other military facilities. For example, at the Mayport, Florida, naval operations depot, powder coating is used to refinish metal doors removed from naval vessels that are in port for maintenance.15
In the powder coating program, the NDCEE acts as an intermediary between powder coating suppliers, powder coating equipment producers, and potential users in defense and contractor facilities rather than as a technology demonstrator. As an intermediary, the NDCEE gives presentations to point out needs and assess specifications, obtains suitable materials, coats test coupons or prototype objects at its Johnstown facility, tests the coupons for performance, develops and demonstrates application-specific processes, and helps to implement the technology at user sites. Although the NDCEE seeks off-the-shelf powder coatings that can be used without modification, it sometimes has to work with
|
8 |
NDCEE. 1997. Investigation of E-coat and PC Technology for NADEP-Jacksonville. Johnstown, Pennsylvania: Concurrent Technologies Corporation. |
|
9 |
NDCEE. 1997. Investigation of E-coat and Powder Paint Technology for TACOM. Johnstown, Pennsylvania: Concurrent Technologies Corporation. |
|
10 |
See note 5 above. |
|
11 |
See note 5 above. |
|
12 |
Scola, R. 1999. Pollution Prevention Program Overview. Background paper prepared for this study. Picatinny Arsenal, New Jersey: Industrial Ecology Center, U.S. Department of the Army. |
|
13 |
See note 12 above. |
|
14 |
NDCEE. 1997. Investigation of Powder Coat Technology for CCAD. Johnstown, Pennsylvania: Concurrent Technologies Corporation. |
|
15 |
See note 12 above. |
commercial material suppliers to adjust formulations to meet special color or film property requirements for a given military application.
In commercial industries, intermediaries between suppliers and users are usually unnecessary. In the powder coating industry, for example, manufacturers and equipment suppliers work directly with prospective users to satisfy the user’s requirements and can be expected to focus their resources on prospects likely to use substantial amounts of powder coating. However, most potential DOD applications are too small to attract the interest of material suppliers.
In this situation, the NDCEE could potentially act as an intermediary between military users and commercial suppliers interested in developing powder coating applications. In developing such an effort, however, several issues must be considered. First, the stated benefits of powder coating are pollution reduction, improved coating quality, and reduction of repainting costs—all clearly desirable and reasonable objectives. However, powder coating may be the preferred choice only if the ultimate objective is the total elimination of VOC emissions. If the objective is to meet the emissions requirements set by the regulatory agencies, then the more cost-effective choice may be low-VOC liquid coatings that are, in small runs, much less expensive than powder coatings when the system cost is considered.
A second issue is the limited potential applications for this technology. If the volumes of military applications are truly too small to warrant attention from the powder coat supplier community, the question can be raised as to the overall value of developing and applying the new technology. At some point, the NDCEE must consider the trade-off between saving environmental costs and the cost of the technical effort to develop and implement the new technology. Improved coating quality, if substantial and proven, undoubtedly results in cost savings, but these savings are unlikely to be large enough to offset the expense.
A third area of concern is the need to use balanced assessments of alternative coating technologies in selecting the most appropriate approach for each defense application. In the commercial sector, it is unusual to use powder coatings for repainting operations because of the need for extensive metal cleaning and the high-temperature bake. High-solids or two-component liquid coatings, such as polyurethanes, produce durable films and are generally preferred for repair.16 They can be applied with relatively inexpensive equipment and usually cure at ambient or low bake temperatures. The concerns with conventional two-component liquid polyurethanes regarding worker safety and emissions are generally manageable through good industrial practices,17 and they are routinely and safely used, for example, at auto body repair shops.18 If very-low-VOC coatings are a primary objective, liquid polyurethane coatings can be formulated in solvents that meet regulations for VOC emissions in the United States. Very-low-VOC waterborne polyurethane and epoxy coatings are also available and may work very well in some applications.19
Certain potential applications, such as powder coating of small-caliber bullet tips, can both reduce emissions and enable easy identification by color coding them. In this case, the NDCEE was asked to investigate powder coatings specifically by the government contractor operating the ammunition production facility.20 The contractor stated this preference because other alternatives, such as dip coating, would require major changes to the production line, while powder coating could be easily retrofitted.21
A fourth issue is the use of existing military specifications and test methods by the NDCEE to validate coating quality. Although current military specifications sometimes call for the use of, for example, static corrosion tests (such as salt spray, also known as salt fog) rather than cyclic corrosion tests, it is widely known that the results of static tests correlate poorly with the actual field performance of coated objects. Although these specified tests must still be used, it would be within the purview of the NDCEE to recommend changes to the specifications to allow for the use of more reliably predictive test methods or to enable supplementing the specified tests.
Finally, the NDCEE staff has demonstrated only limited involvement with national and international scientific, technical, and standards organizations in the area of powder coating. A notable exception is the Powder Coating Institute’s endorsement of the NDCEE’s 1997 Conference on
|
16 |
Szycher M. 1999. Waterborne polyurethanes. Pp. 14.1–14.22 in Szycher’s Handbook of Polyurethanes. Boca Raton, Florida: CRC Press. |
|
17 |
See note 16 above. |
|
18 |
See note 16 above. |
|
19 |
Wegmann, A. 1993. Novel waterborne epoxy-resin emulsion. Journal of Coatings Technology 65(827):27. |
|
20 |
Concurrent Technologies Corporation. 1997. Advanced Techniques for Painting DOD Weapons Systems. Johnstown, Pennsylvania: Concurrent Technologies Corporation. |
|
21 |
Docherty, M.J. 1999. Personal communication from Michael J. Docherty, Process Engineer, NDCEE, October 1999. |
Advanced Techniques of Painting and Depainting DOD Weapons Systems.22 In the 10 years since its inception and over 7 years of full-scale funding, NDCEE as a whole has produced only a handful of publications in peer-reviewed journals and has received no patents.23 Peer-reviewed publications and patents are important to benchmark the capabilities of the research against contemporary standards and to validate the program's capacity to innovate.
Concluding Remarks
The NDCEE has identified no processes in the U.S. military services to date that would benefit from the use of electrocoat technology, and thus technology transfer has proven unsuccessful. The inclusion of electrocoat technology at the outset of the NDCEE program, including the heavy investment in facility construction, might have been avoided with more in-depth consultation with knowledgeable industry experts. Certainly, any future investments in new technologies should be thoroughly analyzed.
It is clear that the NDCEE should partner with industry to explore any product or process prior to embarking on implementation. With such an approach, it could have avoided spending time and money in building a pilot plant for the powder coating and the electrocoat line. The demonstrations could have been done in a number of existing commercial plants with quicker turnaround times.
Little data was available on the measured reduction of human exposures to toxic substances and the reduction of environmental pollution in using the powder coating process, which made the impacts of the NDCEE's powder coat program difficult to assess. The program appears to have one small-scale implementation, but adequate data to determine the cost-effectiveness of the program has not been assembled. It is difficult to determine the advantages and disadvantages of powder coat over other coating technologies for the applications selected.
CASE III: COATING REMOVAL BY ULTRAHIGH-PRESSURE WATERJET
Coating removal is an important activity of the DOD, because all vehicles, ships, and aircraft go through periodic maintenance during which coatings must be removed from most components in order to adequately inspect the parts. The removal and replacement of damaged or weathered coatings also provide substantial corrosion protection. Conventional methods of coatings removal include stripping with alkaline chemicals or solvents, or combinations of the two, and the use of abrasive blasting media including sand, glass beads, or aluminum oxide. Recent developments in abrasive blasting media include the use of plastic beads, sponges containing grit particles, and sodium bicarbonate.24
Innovative coating removal processes offer great potential benefit because current practices can have a significant impact on environmental air and water quality due to chemical outflows. The use of abrasive media may also generate nonrecoverable solid waste streams. For example, an abrasive whose purchase price is $40 to $60 a ton can cost up to $600 a ton for disposal once it has been contaminated by its use in cleaning.25
NDCEE Program Overview
Although not part of its original mandate, investigation of ultrahigh-pressure waterjet technology for coatings removal was among the initial project areas identified by the NDCEE. The topic was specifically requested by the Army and by the Naval Sea Systems Command (NAVSEA).
When this technology was selected for NDCEE support, high- and ultrahigh-pressure waterjets had been in commercial use for coatings removal for a number of years.26 The companies advocating their use were, however, relatively small and the potential benefits of the process had not been widely promulgated. The economic and environmental benefits of changing to this new technology and its practicality for removing coatings from specific items had not been identified or documented.
|
22 |
NDCEE. 1997. Powder Coat Applications: Final Report and Project Summary. Johnstown, Pennsylvania: Concurrent Technologies Corporation. |
|
23 |
Personal communication from Robert Scola, Director, U.S. Army Industrial Ecology Center, February 2000. |
|
24 |
NDCEE. 1995. Automated Ultrahigh-pressure Waterjet Technology Status Report. Johnstown, Pennsylvania: Concurrent Technologies Corporation. |
|
25 |
See note 24 above. |
|
26 |
Ward, G.M. 1972. Safety considerations arising from operational experience with high pressure jet cleaning. Paper presented at First International Symposium on Jet Cutting Technology, BHRA Fluid Engineering, Coventry, United Kingdom, April 1972. |
The NDCEE program was established to create a facility that could develop waterjet technology for specific applications by optimizing its performance, qualifying the system, and transferring the technology. It was anticipated that the technology would result in faster coatings removal, lower waste generation, and improved substrate surface quality. It would also reduce the health hazards to operators by reducing inhalation hazards for carcinogenic or otherwise toxic solvents, as well as silicosis hazards from sand blasting. By automating the process, a practical system for removing coatings compatible with the skills of the workforce could be developed.
The NDCEE system, installed at the Johnstown facility, includes an enclosed cleaning cell called the Automated Robotic Maintenance System (ARMS®), built by the Pratt & Whitney division of United Technologies Corporation. The system consists of the following components: a 379-MPa (55,000-psi), 11.4-liter-per-minute (3-gallon-per-minute) ultrahigh-pressure pump from Jet Edge Inc. of Minneapolis, a washout chamber with a cleaning head manipulator and a turntable, a water purification system, and a water chiller to reduce heat buildup in the recirculated water.
Parts or components to be cleaned are mounted on the turntable inside the cell, which has an 8-foot sliding access door and an overhead hoist for parts handling. During operation, a computer-controlled rotating multiorifice nozzle is moved around the part to remove any coatings present on the part. If necessary, the part can be repositioned during the procedure to allow complete coverage. The entire capital cost of the NDCEE waterjet system was $1.3 million, out of a total program budget of $2.378 million (see Figure 3-4).27
Since its installation in fiscal years 1995 and 1996, the system has been used to identify potential DOD applications for waterjet cleaning; to demonstrate waterjet cleaning; to assess the surface cleanliness of parts after stripping; to prepare acquisition and process documentation for user sites; and to develop manuals and training for site operators. Several clients have participated in this process, including the Corpus Christi Army Depot; the Naval Aviation Depot, Jacksonville; the Norfolk Naval Shipyard; the Puget Sound Naval Shipyard; and the Aberdeen Proving Ground.28
The NDCEE has also used the waterjet system to demonstrate the removal of coatings from jet engine parts, F-14 aircraft hook points, paint fixtures, artillery shells, military vehicles, and fragile surfaces used in submarine applications, as well as rubber removal from armored road wheels.29
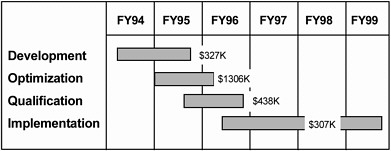
Figure 3-4 Program funding for NDCEE’s waterjet effort. Source: NDCEE. 1995. Program Management Plan. Johnstown, Pennsylvania: Concurrent Technologies Corporation.
Program Effectiveness
High- and ultrahigh-pressure systems have been used increasingly in cleaning chemical plants30 and other industrial facilities.31 Over the past decade, ultrahigh-pressure waterjet systems have
|
27 |
See note 12 above. |
|
28 |
Lancaster, F.A., and R. Zanowicz. 1999. Review of NDCEE Automated Ultrahigh-Pressure Waterjet Projects. Presentation to this study committee, September 1999. |
|
29 |
Trunick, D., and D.R. Dagen. 1997. Innovations and emerging applications of ultrahigh-pressure waterjetting. Paper presented at Ultrahigh-Pressure Waterjet Users Conference, Lake Buena Vista, Florida, August 1997. |
|
30 |
Kupscznk,T. 1997. Water jetting applications in the petrochemical industries. Paper presented at Waterjet Technology Association’s 19th American Waterjet Conference, Dearborn, Michigan, August 1997. |
increasingly become the tool of choice for removing coatings from commercial ships32,33 as well as engines.34 By 1995, at the second NDCEE users’ conference, Lufthansa reported that it had successfully implemented ultrahigh-pressure waterjet technology for repair of combustors in jet engines.35 The advantages cited for the technique include a decrease in the total time for combustion chamber repair, a decrease in the amount of resizing work required to return combustors to service after stripping, the ability to strip and repair parts that were previously unworkable, a reduced number of high-value Inconel parts scrapped, and less damage to the parent material. The process was also reduced from 10 steps (disassembly, inspection, removal of top coat, cleaning of oxides, heat treatment, chemical stripping, grit blasting, inspection, repair, and reassembly) to 6 (disassembly, inspection, high-pressure waterjet stripping, inspection, repair, and reassembly).
Coating removal from engine parts was the original target market for the unit installed at NDCEE, and vendors have sold a significant number of units to this market.36 More recently, it has been found that vending the service is a more profitable business than selling the equipment. In response, many system suppliers have established process centers to provide engine cleaning services.
As with any new technology recently introduced into the marketplace, the process has neither reached its optimal performance nor achieved universal acceptance. One reason is that waterjet cleaning is not the “silver bullet” that will resolve all surface cleaning issues. Some surfaces are at present—and perhaps always will be—more difficult to clean with a waterjet than with other technologies. For example, when removing paint from aluminum or composite material surfaces, the differential between the pressure required to remove the paint and the pressure that can damage the substrate can be small. Thus, removing paint may also lead to a loss in the surface of dimensionally critical parts,37 and increasing production rates by using higher waterjet operating pressures can increase the risk of surface damage. Cost-benefit ratio calculations might, in these circumstances, argue for the use of alternate methods.
An additional concern is the appearance of the cleaned surface. For hard substrates, waterjet treatments can give a very clean surface, but without any deformation of the surface profile. This gives rise to surfaces that do not look as clean as those cleaned with abrasives but that may, in fact, be cleaner. Because of the thorough cleaning, the surface may almost immediately flash rust due to oxidation of the freshly stripped surface. While the flash corrosion can be overcome by adding an inhibitor to the cleaning water or heating the part to the point that water immediately evaporates from the surface, rust remains a concern.
For certain part configurations, it is difficult to reach all the surfaces that must be cleaned with a waterjet. While the waterjet can, to a limited degree, clean around small bends and into corners, it is largely a “line-of-sight” type of cleaning system. In the case of the wing fuel tanks of the KC-135, the mainstay of the Air Force tanker fleet, the varying surfaces of the tank limit such access. The Air Force has had little success in finding cleaning contractors that could meet time, cost, and performance guidelines for this task.38
Currently, contracting firms do much of the work on waterjet cleaning of surfaces. Due to the nature of government contracting, their capabilities for and interest in research to improve cleaning performance are somewhat limited. Optimizing performance or introducing new technology in this venue is difficult, thus giving the NDCEE a singular opportunity to fill a need in an area where there would be great demand for such efforts.
For the past 10 years, a committee of the Steel Structures Painting Council has worked to develop standards for the cleanliness of surfaces after waterjet cleaning.39 Given the level of investment in this program and the participation of the Navy, it is surprising that the NDCEE has not been more
|
31 |
Schmid, R.F. 1999. Ultrahigh pressure waterjetting for coating removal. Paper presented at Waterjet Technology Association’s 10th American Waterjet Conference, Houston Texas, August 1999. |
|
32 |
Williams, J., and R.M. Rice. 1995. Navy high-pressure waterjet closed loop paint stripping system. Paper presented at Society of Naval Architects and Marine Engineers, Ship Production Symposium, Seattle, Washington, January 1995. |
|
33 |
Carlos de Maia, M. 2000. Alternatives to conventional methods of surface preparation for ship repairs. Journal of Protective Coatings and Linings 17(5):31-39. |
|
34 |
Van Wonderen, M. 1995. 1.5 years practical experience using uhwp-stripping on aircraft engine parts. Paper presented at 2nd Annual Waterjet Users Conference, Johnstown, Pennsylvania, September 1995. |
|
35 |
Burmeister, H.H. 1995. High pressure waterjet stripping: Six months of experience at Lufthansa Technik AG. Paper presented at 2nd Annual Waterjet Users Conference, Johnstown, Pennsylvania, September 1995. |
|
36 |
Mitchell, C. 1999. Waterjet Case Study: Pratt & Whitney Water Jet Systems. Presentation to this study committee, November 1999. |
|
37 |
See note 24 above. |
|
38 |
Nieser, D.E. C/KC-135 Integral Wing Fuel Tank Topcoat Removal. Presentation to this study committee, November 1999. |
|
39 |
Frenzel, L. 1999. Use of Waterjet Technologies by the U.S. Navy. Presentation to this study committee, November 1999. |
involved in this effort. The NDCEE did assist the Naval Surface Warfare Center, Carderock Division, in evaluating the use of ultrahigh-pressure waterjets for removing coatings from submarine panels,40 but although the NDCEE provided the waterjet cleaning service, it was not involved in the subsequent evaluation or in the implementation of the technology.
The distinction between providing a service and evaluating it is important because a similar service might be obtained at no cost from one of the waterjet system vendors, given the potential for a sale. An active industry presence makes the role of the NDCEE particularly uncertain. Even if the NDCEE had a visible presence in helping to develop the market for waterjet use, the growth of vendors to supply that market would limit the life of that need. To sustain its relevance, it is especially critical for an organization like the NDCEE to ensure its visibility in the community through activities such as maintaining memberships in technical organizations and presenting technical papers at major meetings.
The NDCEE waterjet cleaning demonstration cell has limited flexibility for the many possible users of the technology. The cell is currently designed for automatic cleaning of engines and engine components. It is not set up for use in an assembly line type of installation where parts can be automatically fed into the bay, cleaned, and passed on. Nor is the unit, as assembled, capable of cleaning the relatively large surfaces of ships, tanks, and aircraft that must be stripped at regular intervals. These capabilities would greatly increase the potential usefulness of the unit. The component parts of the system can, to some degree, be reconfigured to allow some increase in flexibility. In addition, portable equipment may be purchased, borrowed, or leased if the need arises for a particular application.
Concluding Remarks
At the time the NDCEE work on waterjets was undertaken, their potential for application was considerable. Based on the growing acceptance of waterjet technology in industry, the selection of waterjet coating removal as a technology to be transferred by the NDCEE to military depots and defense industry was well timed. However, as with the transfer of any new technology, communication is key. To facilitate implementation, the NDCEE could survey the current perceptions of the role of ultrahigh-pressure waterjet coatings removal in defense applications among equipment manufacturers, potential users, and Department of Defense organizations that must approve new maintenance technologies. Ground vehicles, aircraft, and ships each have different coatings removal needs, and the perceived limitations of waterjet technology can be addressed only when these limitations are recognized. The NDCEE could develop, with the aid of consultants, a technical program to determine either the validity of or the practical problems in using the technology in additional applications.
CASE IV: ION BEAM SURFACE MODIFICATION
The two main technologies included in ion beam surface modification are ion implantation and ion beam assisted deposition. Ion implantation methods generally fall into three categories: mass analyzed ion implantation, direct ion implantation, and plasma source ion implantation. These methods are all performed in a high-vacuum chamber and involve the use of electrically accelerated positive ions generated within an ion source. They differ only in the way they form the plasma and in the methods used to make the implantation surfaces the negative electrode.41
The ions are extracted by means of electrodes positioned outside of the apertures in the ion source. Gaseous species such as nitrogen are easily ionized from the elemental feedstock, but other elements, such as metals, require the use of a volatile compound, often the chloride. The ions created when such compounds are used can be separated in terms of mass by passing the ion beam between the poles of an electromagnet.
Ion beam assisted deposition uses a similar setup, but the deposited species is not the charged ion, but rather an atom suspended in surrounding plasma. The process results in an improved coating compared to that obtained with regular physical vapor deposition. Both ion implantation and ion beam assisted deposition result in hard and very tenacious coatings that protect the surface of the coated material from wear and abrasion without adversely affecting the properties of the substrate. The thickness of the coating is only that of a few atoms and is far thinner than that achieved by
|
40 |
See note 28 above. |
|
41 |
Wegmann, A. 1993. Novel waterborne epoxy-resin emulsion. Journal of Coatings Technology 65(827):27-42. |
electroplating, powder coating, or even electrocoat. Little, if any, waste is generated in the coating process, resulting in a tremendous potential for pollution prevention.
NDCEE Program Overview
Commencing in 1975, broad-ranging research programs on ion implantation were carried out at the Naval Research Laboratory and subsequently at the Army Research Laboratory. As a result of this work, the Army Materiel Command became aware of the potential of these new technologies, which have no toxic by-products, to improve the performance of defense systems and to reduce dependence on coatings that contain hazardous materials such as chromium, cadmium, and nickel.42
The Department of Defense recognized that ion beam processing technologies offered much promise for improving the performance of currently used coatings and materials. The NDCEE began work on the task to evaluate the potential for ion beam processing for environmentally acceptable coatings in March 1994. Technical monitors were appointed from the Army and Navy research laboratories. The scope of this task was to:
-
Characterize present electroplating practices;
-
Identify user or niche applications of ion implantation and ion beam assisted deposition;
-
Validate processes;
-
Establish a production prototype ion beam demonstration facility; and
-
Compile cost/benefit and specification data.
Establishing the production prototype ion beam demonstration system was a daunting task.43 The system design specification was developed based on the choice of candidate components and treatment categories. The selections called for a large work chamber capable of treating parts up to 1.8m (6 ft) long by 0.3 m (1 ft) in diameter, and weighing up to 900 kg (2000 lb), and also parts as small as 0.64 cm (0.25 in.) in diameter and 6.4 cm (2.5 in.) long. A load-lock system was incorporated to increase system throughput. The following processing capabilities were specified:
-
High-energy (up to 100 keV) ion implantation of gaseous species;
-
Two low-energy ion sources, operating at 1 keV and at 100 eV for ion beam assisted deposition in conjunction with a 4-hearth electron-beam evaporator;
-
Plasma source ion implantation system (option 1); and
-
High-energy metal ion implantation system (option 2).
As designed, the facility was to be the most complex, multifunctional ion beam processing unit in the world. The original quotation for the design and construction of the ion beam systems without the two optional features was $1,344,796. The work began in July 1995 and the unit was delivered in January 1997, 10 months behind schedule, at a final cost of $1,932,598. Major modifications to the system due to cost overruns included elimination of the barrel coater, the planetary fixture, the operation and maintenance manual, and the integrated automated control. In addition, the unit was shipped with some subsystems below specifications.
As a consequence of the heavy equipment cost overrun, which can be attributed to the complexity of the system design, changes were made to the scope of work with government approval. Some requirements were also eliminated, including validation of ion beam processes by laboratory and field service testing, compilation of an operation and maintenance manual, compilation of cost/benefit data using life-cycle cost estimation, and definition of military and commercial standards and specifications.
A number of additional problems with the facility were discovered after installation. For example, the electron beam high-voltage power supplies needed new transformers before they could attain the
rated power, insufficient grounding of the high-energy ion source resulted in internal electrical discharges, and the workpiece trolley air and water hoses leaked during motion.
The desired equipment changes have now been compiled, most with several subsidiary items, and work is in progress on many of these.44 A set of operating procedures has been established for the ion beam facility, which has been sufficiently modified since its installation and is now working well. Funding for ongoing activities in ion-beam technology has been provided under the U.S. Army’s Sustainable Green Manufacturing Initiative, which has technology transfer as one of its objectives.45
Program Effectiveness
The NDCEE is currently engaged in several technology transfer activities for ion beam technology. Several extensive paper surveys and process considerations were carried out as part of the NDCEE ion beam program, resulting in a short list of coatings that may serve to replace chromium and cadmium. Treatment of some of the selected components has now begun under the Department of Defense’s Sustainable Green Manufacturing Initiative. Although the study of possible alternatives to cadmium for fasteners has been terminated because none were economically viable, work continues on ion beam alternatives to chromium electrodeposition.
To promote technology transfer, the NDCEE conducted an “Industry Day” meeting for the military vehicle, propulsion, and munitions user community. This meeting was aimed at identifying parts that are suitable candidates for ion beam technology. The NDCEE has agreed to provide ion beam treatments with the understanding that the clients will carry out performance testing of the processed parts under conditions of actual use and will supply the resulting information to NDCEE.
There have also been some activities in support of the Propulsion Environmental Working Group in which the industry members and equipment manufacturers have identified appropriate parts and the NDCEE has devised suitable ion beam treatments for them. The overall objective is to improve the service life of parts such that components will require refurbishment only once during the life of the equipment. The effort focuses on the total cost of ownership, including the entire life-cycle cost of a system and extending to eventual disposal of the equipment. Ion beam treatments have a tremendous potential for success when life-cycle costs are considered.46
Concluding Remarks
The definition phase of the NDCEE’s ion beam surface modification program resulted in a very ambitious and complex design for the ion beam processing equipment. Indeed, with the two additional options of metal ion implantation and plasma source implantation, it would have been almost an order of magnitude more complex and multifunctional than any other such facility in the world. The vendor certainly underestimated the difficulties of meeting this specification on time and within budget. As a consequence, most of the available funding and effort have been consumed in the attempt to complete a working facility, albeit with reduced specifications. As a result of these setbacks, the program’s intent to demonstrate the effectiveness of ion beam processing and to transfer this technology has not yet been realized.
The NDCEE staff working in this area provide a good example of a systemic condition at the NDCEE, and that is the lack of adequate networking in the technology community. Real-time communication, both on a formal and an informal level, is critical to achieving the technology development and the technology transfer goals of the NDCEE.
It is clear that ion beam technology, appropriately applied, can bring significant benefits to the Department of Defense. The field is still developing and standardized equipment is not yet commercially available. It is, however, not too early to begin to identify the most appropriate areas of application and to spread awareness of the technology among the Army depots, military equipment manufacturers, and other suppliers.
|
44 |
NDCEE. 1999. CTC/CDRL No. MP013 issued May 21, 1999. |
|
45 |
Klingenberg, M. 2000. Ion Beam Processing. Presentation to this study committee, January 2000. |
|
46 |
See note 45 above. |












