
4
Product Realization
“New product realization” is a term that includes the conceptualization, design, testing, production, deployment, and support of new munitions as well as major modifications or enhancements to existing munitions. “Product realization,” as defined by the TIME program, is the conversion of customer requirements into delivered products (Burleson 1999b). Currently, as practiced by the Army, this process is lengthy and sequential (Burleson 1999b; Osiecki 1999), resulting in extremely lengthy design-to-production cycles, often exceeding 10 years (McWilliams 1999).
For years manufacturers have dreamed of a computerized, integrated product realization process extending from initial concepts through mechanical design, process planning, costing, production, and beyond. This fully integrated process is beginning to become a reality in commercial industry. Examples include Boeing’s development of the 777 and Chrysler’s new Jeep Grand Cherokee, which entered production in 2001 and was completed entirely in a digital realm including design, engineering, and factory layout (Banks 1999).
APPROACH TO PRODUCT REALIZATION
Vision
The TIME program plans to implement a product realization strategy based, in part, on that envisioned by the DoE Advanced Design and Production Technologies (ADAPT) Initiative. This integrated product and process development vision includes the following (ADAPT 1999):
-
A science-based design capability in which first-principle models and advanced-simulation capabilities form a foundation for the use of advanced tools to support design and optimization. Computer-aided design (CAD) functions are linked with model-based analysis and simulation capabilities to provide the advanced tools needed to understand and optimize product designs and, with computer-aided manufacturing (CAM), enable the production of hardware directly from CAD drawings. This permits the automated design and fabrication of
-
parts, tooling, fixtures, and gauges with a minimum of unit processing steps.
-
Model-based manufacturing approaches, from design validation through full integration and control of the factory floor, that provide the flexibility to respond to changes in product type and demand and to rapidly provide products with zero production defects.
-
Selection, validation, and deployment of the tools and technologies needed to support and use advanced computer-aided and automated design and manufacturing systems.
-
The ability to readily implement product and process improvements with a minimum of disruption.
-
Product qualification and acceptance capabilities that enable on-machine and in-process inspection to eliminate defects in final products.
-
Exploitation of the ongoing revolution in information, design, and manufacturing technologies to achieve product realization goals.
The TIME enterprise architecture (Raytheon 2000), described in Chapter 3, captures the vision of the product realization process for the entire enterprise. The architecture facilitates the use of emerging and existing tools to improve product and process integration and to provide a technically sound basis for timely development of robust products, their life-cycle management, and integration with other enterprise systems.
TIME plans to procure commercial off-the-shelf (COTS) technologies, develop those that are not available, and validate and deploy them to create an information-driven, agile manufacturing base. Figure 4–1 illustrates the breadth of tools required to support the product realization process. Integration technologies will be used to facilitate the seamless operation and interaction of these tools to create a virtual distributed enterprise. TIME plans to accomplish many of its goals through a phased set of technology integration, validation, demonstration, and development activities that includes efforts to accomplish the following (Burleson 1999b):
-
Generate the initial product realization document with emphasis on mechanical piece parts;
-
Update the initial product realization document to include electrical piece parts;
-
Evaluate, procure, and integrate initial collaboration tools, including
-
The Web Integration Manager (WIM),
-
Work flow tools,
-
Product and process models,
-
Resource management, and
-
The design cockpit (see “Conceptual Design Cockpit” later in this chapter); and
-
Develop a product realization training program.
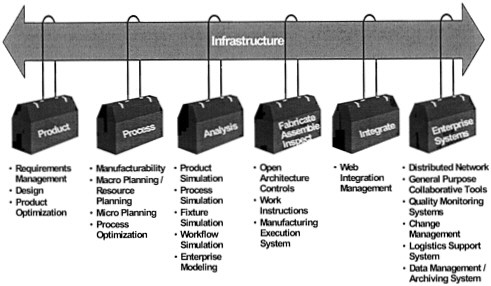
FIGURE 4–1 The range of tools required for integration into the virtual enterprise.
The TIME program addresses the entire product realization process as a system that integrates design, engineering, manufacturing, administration, and logistics. TIME is seeking a systematic approach so broad that even the groups involved in demilitarization of the munitions when they become obsolete will have a role in the design of the munitions. To facilitate the flow of information among various functions, TIME is making use of a host of Internet-based software tools. Many of these tools were developed during the earlier U.S. Department of Energy (DoE) program, Technologies Enabling Agile Manufacturing (TEAM). These Internet-based software tools not only support an open flow of information but also envision modeling of all phases of the work, communication among computing systems for geographically distributed facilities, concurrent engineering and production for teams that may be using different standards, and state-of-the-art methods for controlling manufacturing processes. A WIM pulls together all functions, including product design, process planning, process simulation, and fabrication controls. These integrative elements are what make the TIME approach possible today.
Some of the manufacturing facilities of TIME partners are being used as initial demonstration sites for these integrated models and software tools, demonstrating that Internet-based tools can enable several facilities to work together quickly and easily. These demonstration projects are described in detail in Chapter 6 and in the following case study.
Case Study: Product Realization
Accelerating the new product development process for the munitions industry is a critical objective of the TIME program. According to TIME program participants (McWilliams 1999), the typical time for transitioning a new energetic material to production exceeds a decade. The potential exists for TIME to reduce this time by half by integrating tightly coupled mathematically based modeling and simulation tools throughout the product realization process and by utilizing the TIME enterprise to remotely monitor and troubleshoot production processes. This case study serves as an example of the potential that TIME techniques offer for accelerated product realization.
Background
Current munitions facilities were typically designed and built decades ago for the production of large quantities of munitions in batch operations. In order to provide weapons developers with new energetic materials, which may enable a wider variety of “designer” munitions in smaller quantities, significant changes within the munitions industrial base will have to be realized. Collaboration between DoD, private industry, and academia, for example, can leverage advanced capabilities in modeling and simulation tools to prototype and manufacture the new energetic materials. However, the committee is concerned about security and potential threats to the United States should advanced munitions designs and formulations end up in unfriendly hands.
Under the TIME program a process methodology was developed, key process parameters were computer-captured using sensors mounted on the equipment, and the technology was quickly and successfully transitioned from small-scale research and development quantities to larger-scale production equipment. A communications network was installed, using commercially available technologies, providing a link between industry (Thiokol), government (Picatinny Arsenal), and academia (Stevens Institute) to transfer video and process data real time between sites. In addition to reducing development time, process scale-up errors were reduced and significant improvements in processing safety and reduction in hazardous waste streams were realized.
This program demonstrated two technical accomplishments: (1) the rapid scale-up of a new energetics formulation applying the TIME methodology and, (2) utilization of a TIME-specified network to transfer a process from the laboratory to production scale-up.
The energetic material that was the subject of this case study is an evolutionary, state-of-the-art, high-energy explosive compound for use in shaped charge warheads. The material has been demonstrated to be extremely sensitive during dry handling. The focus of this program was to demonstrate reproducibility in a remote site when scaling up to production quantities. Mathematically based modeling and simulation tools were used to model the crystallization process and determine critical relationships between the physical and chemical characteristics of the material on a microscopic scale and to correlate them to bulk
characteristics during processing. The TIME network linked the model to both the bulk laboratory experiments and initial production of the new energetic formulation.
Propellants are currently being manufactured using a large quantity batch method. There has always been variability between batches, much of it caused by the design of the die used to form the final propellant shape. By applying the TIME methodology, a better understanding of the process was achieved and improvements to the existing process were implemented. The instrumented, remotely controlled twin-screw extruder (TSE) increases batch uniformity and operator safety.
Modeling and Simulation Tools
The twin-screw extruder demonstration was conducted at Picatinny Arsenal in cooperation with Thiokol Corporation and the Highly Filled Materials Institute (HFMI) at Stevens Institute of Technology. The project leveraged over 15 years of effort at HFMI in mathematical modeling, 2-D and 3-D finite element analysis, extruder screw design, and experimental validation for extrusion of inert simulants (experimentally “equivalent” energetics) (HMFI undated).
The objective of the modeling and simulation was to determine the effects of extruder process parameters, die designs, and material properties on the uniformity of feedstock mixing. Finite element codes enable the determination of velocity distributions, stress distributions, and temperature profiles experienced by the materials in the extruder and die. By calculating the velocity fields, predictions can be made of the existence of dead zones (i.e., regions where materials may become trapped and agglomerate) (HMFI 1998). Deteriorated materials caught in dead zones occasionally fracture, and the particles can move back into the flow stream and become mixed into the final energetic compound. Deteriorated material can be more sensitive to initiation or it can form defects in the grains leading to performance and safety concerns (HMFI 1998). In addition, energetic materials can be adversely affected by high stress and temperature levels during the mixing and extrusion process.
Accurately modeling and simulating the flow and mixing of energetics through the TSE is quite complex. The models must be validated experimentally over a range of materials, TSE and die geometries, and TSE operating parameters in order to create a sufficiently robust simulation tool. Robust tools can be used to develop new energetic compounds, establish process parameters on different TSE equipment, and transfer processes from the development laboratory through scale-up to full production. In developing such models, the heavy computational requirements of the TSE finite element analysis programs should be carefully considered, due to the fine meshes and short time intervals required to predict flow domains, stress profiles, and temperature distributions along the TSE (Gotsis and Kalyon 1989).
Further details regarding the TSEs are presented in Appendix C and Chapters 5 and 6.
Mechanical Piece Parts
The TIME program has prepared a document called the TIME Architecture for Product Realization Process of Mechanical Piece Parts (Raytheon 1999) that serves as their high-level guideline and goals for product realization. The document’s purpose is to (1) define an architecture for the TIME product realization process, with an emphasis on mechanical piece parts; (2) identify the elements of the process; (3) define the relationships and workflow among the process elements; and (4) establish the functional and performance requirements necessary to collaborate, share, and manage information from product concepts through manufacturing. This document also outlines aspects of product life-cycle management such as production, deployment, field support, and repair.
The goals of the TIME product realization process for mechanical piece parts are presented below (Raytheon 1999):
-
Create an architecture sufficiently flexible to allow the integration of new technologies into the design process without interrupting other processes or resources within the enterprise or the product realization process.
-
Establish a process that reduces time-to-market by decreasing rework, reducing the number of prototypes, introducing agile manufacturing techniques, and implementing modeling and simulation software tools.
-
Establish requirements for qualifying software tools for integration into the product realization process.
-
Create a configuration that allows information, at any stage in the product realization process, to be shared across the TIME network.
-
Capture and disperse the design intent early in the product design and development cycle across various groups within the enterprise.
-
Establish optional paths between product realization processes so that single point failures are minimized.
-
Allow for both synchronous and asynchronous collaboration within the design and development processes.
Product Realization Model
TIME is leveraging the work of the DoE TEAM program to develop an initial product realization environment for mechanical piece parts. The toolset for mechanical piece part product realization is assembled from COTS products integrated with the TEAM-developed and TIME-modified Internet-based software tools. The initial toolset being deployed for mechanical piece parts is shown in
Figure 4–2.1 Although initially focused on mechanical piece parts, TIME is also pursuing work in electronic assemblies, composites, explosives, and metal forming.
A breakdown of the product realization process shows domain areas of functionality. These areas are called workflow modules, and each one represents specified tasks of the product realization process. The workflow modules identified within the product realization process of mechanical piece parts are as follows (Raytheon 1999):
-
CAD,
-
CAM,
-
Computer-aided engineering (CAE),
-
Manufacturing execution, and
-
Integrated data management.
TIME intends that these workflow modules be seamlessly integrated for the product to be realized efficiently from concept through manufacturing. To achieve seamless integration across workflow modules, the input, output, and feature requirements must be identified and the methods of interfacing between workflow modules defined. The TIME Mechanical Piece Parts document (Raytheon 1999) identifies the high-level requirements of the workflow modules for seamless integration of the product realization process of mechanical piece parts.
The TIME concurrent product realization concept generally operates on the premise that once customer needs are established to the point that product requirements can be discretely defined, the producibility, process modeling, simulation, analysis, and resource planning functions should interoperate seamlessly and concurrently to provide accurate assessments of cost, performance, and schedule for conceptual product realization approaches. This seamlessness and concurrency can enable the enterprise and the customer to rapidly evaluate trade-offs of key factors to arrive at an optimized, validated design for the product and its supporting processes.
Studies have shown that implementing a product realization process that utilizes collaboration, concurrency, and agile manufacturing techniques within the business enterprise can save time and money. For example, the DoE TEAM program demonstrated that its model of the product realization process could reduce rework and inefficiencies. TIME will leverage the work done by the TEAM program (Neal 2000) to develop an initial product realization environment for mechanical piece parts. The TIME program’s next process discipline focus will be on electronics. This will be followed by die-cast plastic components and then assemblies (McWilliams 1999). Training will also be needed for this product realization environment (ManTech 1999).
|
1 |
One of the tools shown in Figure 4–2 is the OMAC mill. The committee believes that COTS controllers adequately serve the same purpose as the mill. |
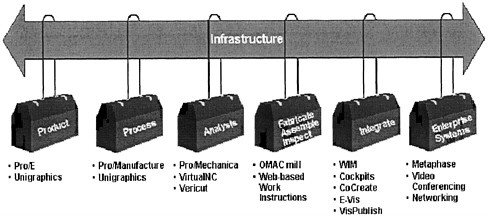
FIGURE 4–2 Initial toolset for mechanical piece part product realization.
Concept Optimization
The generic TIME product realization process (Figure 4–3) is driven by the input of needs (from the customer) and capabilities (from suppliers). During the concept optimization phase, the needs are assessed in the context of enterprise knowledge captured from past experience, including product performance data, manufacturing process capabilities, and munitions enterprise resources.
Concept optimization is the first step. This step will capture the customer requirements and enterprise knowledge for use in developing the product design concepts. Collaboration and concurrency are techniques used to evaluate metrics such as performance, cost, schedule, and risk against the conceptual product design. Balancing the trade-offs early in the product development process eliminates potential rework and determines the worthiness of the project. The output from optimizing the concepts of the product design is a refined set of prioritized requirements, sometimes referred to as a “baseline script,” that feeds into the design optimization phase.
Design Optimization
The design optimization process is based on concurrent development and execution of the “product realization script.” The script is optimized for performance and value by trading off critical parameters in the product, process, and resource domains. All participating stakeholders can access and influence the development of the script. The script is realized during the execution phase, in which acquisition, fabrication, and assembly are conducted to produce deliverable products. Each phase of the process has as its foundation a
knowledge base, integrated through an open-architecture infrastructure, that enables team collaboration, interoperability, and portability of tools.
In the design optimization phase, the product design is first constructed into a model from concepts and requirements delivered by the baseline script. The model of the product is used to analyze and optimize the product against its environments throughout the product life cycle. Priorities and trade-offs for a given set of requirements determine the optimal product design. The output of the design optimization step, sometimes referred to as the “manufacturing script,” incorporates the product design and information about design for manufacturing.
The design optimization step for mechanical piece parts comprises CAD/CAM/CAE processes. The optimization includes all three elements to ensure that mechanical piece parts can be fabricated within the manufacturing capabilities and will withstand specified operating environments. Special tools such as process simulation are included in design optimization to reduce manufacturing errors, rework, and cost.
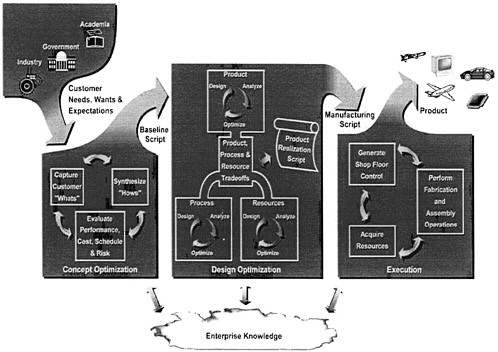
FIGURE 4–3 Product realization model utilized by TIME.
Execution
The execution step includes the manufacturing processes needed for construction of the mechanical piece part based on the optimal design, as presented in the manufacturing script. Execution of mechanical piece parts typically is performed using four processes: (1) material removal, (2) inspections, (3) modification, and (4) testing. The results of the execution step are measures of success for the product realization process. The quality and efficiency of communication and product design are reflected during production, inspection, and testing of the product. Meeting the customer requirements for the new mechanical piece part is the ultimate measure of success for the product realization process.
Conceptual Design Cockpit
Integrated product realization, with its systematic approach to manufacturing, opens the door for knowledge-based systems and automated information generation. TEAM focused its knowledge automation efforts, as a first step, on the concept optimization phase, developing a “cockpit” for conceptual design. This approach is designed to put the customer and other stakeholders “in the driver’s seat.” They make choices about what they want and then quickly and automatically see the results of those choices. For example, the customer might select aluminum instead of steel for a certain part and will then quickly see the resulting changes in weight, structural strength, stress levels, temperature performance, time to manufacture, tolerance capability, and cost (TEAM 1997).
A cockpit is simply an interface to the WIM that enables users to perform some subset of process activities in an automated manner. For example, a conceptual design cockpit allows a single conceptual designer to perform iterative design trade-off studies in real time using the conceptual design tools. Cockpits provide a high level of automation and may also be created for other subsets of the product realization process.
COMMITTEE ASSESSMENT
Computer Aided Design and Manufacturing
Fast and reliable links from concept modeling and simulation to CAD and CAM are fundamental to a modern manufacturing organization. Ideally, the interchange from a concept model or simulation to a design format in CAD to a manufacturing format in CAM and back should preserve all design and process information. In addition, the information should be easy to understand and interpret by participants from all participating functions. Best practices thus include rapid links between design parameters and machine tool commands;
highly tuned, economically operated production equipment; and an appreciation in the design function for fixturing and tooling design. Although as of 1999 less than 15 percent of industrial CAD work had been converted to 3-D (Whitney 1999), modern 3-D CAD environments have been developed to enable high-end solids modeling with real-time rendering while maintaining a parametric model of the emerging design. This means that objects are initially created generically without specific dimensions. When the objects are instantiated (specifically defined in the CAD environment), dimensions are added and the entire design is automatically scaled up or down. Participants in the design process are able to define constraints between different parts of an object and then scale them. These tools are sufficiently powerful for large automobile and aerospace companies. These design environments enable rapid design of similar components in a family. For instance, at a bearing manufacturing company like the Timken Company, design tools are used to design bore sizes, bearing races, and cover plates. Once created, these designs can be easily scaled up or down to create a family of products. Future revisions of a component can be readily created by using existing parametric designs that reside in the software library. They can be quickly reinstantiated to create a new object in the same family.
Constraint-based parametric design has enormous appeal for modernization of the munitions enterprise and the introduction of product variants. However, a substantial investment is needed, not only in technology, but also in training of personnel. There is a significant learning curve for such systems in comparison with less sophisticated drafting packages. Also, since vendors typically issue new revisions of parametric systems approximately every 18 months, ongoing investments in system upgrades and user retraining will likely be required.
These COTS parametric systems also have direct links to supplementary packages that will do design for manufacturing and assembly (DFM/A), design for environment, and finite-element analysis. Most of them also include a Common Object Request Broker Architecture (CORBA) based on open architecture that allows linking to other software applications. Commercial CAD products in this category include the following:2
-
ProEngineer. Commercially available online from <www.ptc.com>,
-
IDEAS. Commercially available online from <www.sdrc.com>,
-
Unigraphics. Commercially available online from <www.ugs.com>,
-
CATIA. Commercially available online from <www.catia.com>.
Translations between different commercial CAD systems, traditionally a major problem, are becoming less difficult. Translations once done with the Initial Graphics Exchange System can now be performed using the Product Data Exchange System/Standard for the Exchange of Product Model Data (PDES/STEP). (The acronym PDES is also used for Product Data Exchange
Using STEP.) Although experience shows that some glitches (or errors) can still occur during translations between systems, PDES/STEP is evolving into a useful commercial worldwide standard. While one option would be for the entire munitions industry to use CAD tools from the same vendor, this is neither practical nor desirable. Thus, TIME should focus a substantial portion of its CAD-related efforts on detailed definitions of user needs for design systems, monitoring the evolving graphics exchange standards, and ensuring that the munitions enterprise system will remain operational and as error free as possible, as the exchange standards, hardware, and software systems used by the various participants migrate.
Recommendation: The TIME program should focus a substantial portion of its CAD-related efforts on detailed definition of user needs for design systems and should not invest TIME funds in developing graphics exchange standards.
How can a team effectively design for manufacturing when it is impossible to know all of the evolving equipment, processes, facilities, controls, materials variations, and manufacturing conditions that may be encountered in trying to produce a munition over the decades during which it may be produced? Because it is not possible to know or anticipate all of these manufacturing characteristics, it is important that TIME select and implement systems that can assist the engineers over the life of the product. Thus, it is important that the munitions industry adopt an environment that supports downstream manufacturing and surrounds the diversity of CAD systems used in the industry. Examples of such environments include ProManufacture and System Dynamics Research Corporation’s (SDRC’s) manufacturing shell.3 Within these environments, skilled set-up engineers carry out process planning and generate downloadable machine code. During this important step of process planning, CAD features can be mapped into physical features that are eventually machined into a piece of material using a computer numerical control (CMC) machine tool.
Process planning is the important bridge from CAD to CAM. It involves seven steps:
-
Recognize the features that the designer created.
-
Analyze how the features overlap and intersect.
-
Map the geometry of these features to the capabilities and geometries of the downstream manufacturing machines.
-
Select appropriate fixtures and associated set-up routines for processing.
-
Specify the running parameters of the machinery.
-
Detail the in-process and postprocess inspection routines.
-
Provide a quality assurance report that ties together all of the information related to the part.
Once process planning is complete, specific programs are sent to the machine tools. For example, the detailed movements of standard machine tools are controlled by “G” and “M” codes, which were developed in the 1950s and are extensively used in commercial industry today. Even though these methods have been automated, they still form the communication routines for most of the low-level loops in today’s CMC machines. G and M codes have also been integrated into the RS-274 standard (Electronics Industries Association 1979). Automatically Programmed Tool (APT) is a higher-level language that enhanced the G and M codes and treats each line in a CAD figure as an object. Methods based on APT are still used for machine tool programming in today’s factories. However, other high-level programming tools that automatically break down CAD features into individual tool paths are also available. Without these higher-level programming environments, all of the machining process details, such as tool-offsets and ordering of the roughing and finishing cuts must be specified by the process engineer.
In summary, among the most important and beneficial actions of TIME should be the selection and implementation (where none exist) of appropriate CAD/CAM systems and manufacturing environments for process planning and machine tool programming. TIME should also focus on issues of interactivity and interoperability between myriad CAD/CAM systems used in the munitions and dual-use industries and on ongoing commercial efforts to improve interoperability of COTS systems such as PDES/STEP, as well as their integration with the broader manufacturing environments for process planning and machine tool programming. These COTS CAD/CAM systems and manufacturing environments are being used on a daily basis by a myriad of large corporations and thousands of small machine shops across the nation.
The committee believes that TIME should systematically analyze the CAD/CAM needs of the munitions industry, select the implementation opportunities that offer the largest stand-alone return on investment (ROI), and begin to procure and install appropriate, up-to-date COTS systems. Rather than continuing to focus on connectivity and interoperability issues, the emphasis should be on selection, installation, debugging, and operator training. Later, as commercial efforts improve the performance of PDES/STEP translation systems, the ROI will also improve, such that the use of scarce funds on such interoperability enhancing systems can be justified.
If it is to integrate with commercial industry for replenishment, the munitions industry must stay current with the evolution of tools used for commercial design and transition to production. TIME can serve a valuable function in this regard by monitoring and evaluating new tools and developing means to seamlessly integrate them into the munitions industry. In this regard, the committee recommends that TIME pay particular attention to new concepts for “design to manufacturing” that may someday replace CAD/CAM.
Modeling and Simulation
Rapidly changing world events place increasing pressure on defense programs to reduce the time required for product realization. Defense programs are increasingly recognizing the powerful increases in productivity and significant decreases in cost enabled by modeling and simulation. The Army, for example, has recognized that modeling and simulation are emerging as key technologies for product realization in the 21st century. At Aberdeen Proving Ground, Maryland, modeling and simulation tools, enabled by high-performance computer capabilities, are being used to design and test concepts for advanced munitions. Huge benefits accrue from weapons simulation because munitions testing is inherently expensive and hazardous. The armed services are also using modeling and simulation in the design and evaluation of advanced energetic materials—systems that are likely to play a key role in munitions of the future because they will require (McWilliams 2000a):
-
Higher energy,
-
Lower sensitivity,
-
Better quality,
-
Smaller quantities,
-
Shorter lead times, and
-
Lower cost.
Unfortunately, according to McWilliams (2000a), the Army has yet to implement CAD and CAM systems that are interoperable with their modeling and simulation capabilities. Thus, as munitions concepts mature, information must be downloaded and re-entered into CAD/CAM before physical hardware can be produced. Although not currently a part of TIME program plans, this is but one example of the near-term opportunities to implement some of the key technologies outlined in the TIME enterprise architecture and to enable a substantial return to the taxpayer.
Finding: DoD is increasingly using advanced modeling and simulation (M&S) techniques, enabled by high-performance computing, to create and test advanced energetic materials and advanced munitions. However, the government-run munitions facilities have almost no CAD/CAM and manufacturing environment tools, the implementation and interconnection of which to M&S would result in huge savings in cost and schedule.
Finding: Given its relatively neglected state, Army munitions design and production operations would benefit substantially from the rapid implementation of stand-alone COTS CAD/CAM systems.
Recommendation: The Army should immediately begin to implement COTS CAD/CAM/CAE systems in the munitions industry. Interoperability between these systems is an issue of secondary priority.
Importance of First Prototype
Even the smallest design changes can be disruptive to production. Modifications to manufacturing records, instructions, and machine programs must be made, sometimes corrected, and eventually proven good. Numerous decisions must be made, such as whether old style parts can practically be finished, reworked, or scrapped or whether unmachined blanks can cost-effectively be machined into new style parts. The TIME program aims to accelerate the process of transitioning new and modified designs into production, reduce the amount of errors and scrap during transition, and reduce the number of changes by doing things correctly the first time.
Online collaborative product realization is a cornerstone of the TIME program. The connectivity of computer programs proposed by TIME could allow quick and easy engineering analysis of new designs and result in a higher percentage of correct first prototypes and fewer design changes during production. Manufacturing is likely to become more computerized in the future, and generative process planning, in which information is passed directly between the product design computers and the manufacturing engineering computers, may be able to reduce the number of false starts of the manufacturing process and provide consistent methods to the shop floor. New machine programs will likely be produced by computers that utilize information passed to them by process planning software. It is likely that these programs will be simulated, checked, and downloaded to the CNCs that control the machines.
Realization
Virtually all commercial manufacturing organizations are now aware of the need for rapid response to changing markets, agile production, and fast development of new products. Regardless of the product, the technologies and business practices that support the development activity are critical. Assisted by human resource departments, innovative commercial manufacturing organizations now strive to develop group problem-solving strategies. There also has been a trend to use business process re-engineering and to shed unnecessary layers of middle management.
Multidisciplinary Design
The next frontier in product design may focus on efforts to integrate the multiple design technologies required to create complex systems. Systems typically consist of both mechanical and electrical subsystems, blended and
integrated into an interoperable mechanism. For example, designing and fabricating new, complex munitions that include electromechanical systems requires collaboration among multiple engineering disciplines. In spite of the advancements within each field, a communications/interoperability gap still exists between electrical computer-aided design (ECAD) and mechanical computer-aided design (MCAD) systems. Environments such as SDRC’s Metaphase4 have been developed to address this need. Metaphase is a concurrent engineering system for ECAD/MCAD. The links from conceptual design, to detail design, to fabrication are smooth and deterministic, creating a fast link from an initial design to a fabricated product. This integration improves both product quality and time-to-inventory. With emphasis on constraint resolution between electrical and mechanical issues, Metaphase creates a central, virtual white-board environment that can share and communicate coupled design issues during the design process. In the longer term, TIME should investigate systems such as Windchill, Metaphase, and Matrix-1, as well as Internet-based products.5
Recommendation: The TIME program should investigate and implement COTS software packages that enable more effective communication among a variety of CAD and CAM systems.
Rapid Prototyping
Since the introduction of practical rapid prototyping processes approximately 20 years ago, these technologies have become an important part of rapid, cost-effective product realization processes in many industries. The combination of CAD/CAM with rapid prototyping technologies can accelerate time-to-inventory by improving the design/manufacturing/customer interface. Recently developed CAD tools can be electronically linked to rapid prototyping tools and full production. For example, tessellated CAD models can be linked to the rastering movements of a laser beam in a stereolithography process, to sinter lasers for fused deposition, or to other solid free-form fabrication processes to rapidly create mechanical prototypes. Many participants in the munitions industry cannot justify ownership of their own rapid prototyping capabilities. However, commercial rapid prototyping capabilities are readily available and should be used as needed. Design files can be sent via e-mail, and finished prototypes can typically be delivered in 1 to 2 days via overnight delivery services.
Recommendation: The TIME program should maintain a thorough understanding of developments in the field of rapid prototyping technologies and links from CAD to prototyping to CAM. The munitions industry, however, should typically avail itself of commercial rapid prototyping services.
Knowledge, Expertise, and Reasoning
The TIME program faces substantial challenges in attempting to capture design knowledge so that it can be readily accessed from future designs. A significant portion of a designer’s expertise comes from experience, much of which is difficult to capture and convert into a useful database format. However, due to declining funds, an aging cadre of experienced munitions designers, and infrequent programs to redesign or invent new munitions, much of this expertise is disappearing.
An organization’s knowledge capital resides with the people in the organization. For technology transfer to be successful, their skills and knowledge must be captured, preferably using computerized methods for knowledge capture and dissemination. In addition to the finite-element-analysis methods used in commercial design and manufacturing, expert systems (Barr and Feigenbaum 1981) are valuable for formulating solutions to manufacturing problems that cannot be solved using quantitative analysis. Since the early 1980s, expert systems have been useful in solving a wide variety of scheduling problems (Adiga 1993). Expertise is gathered by a formal questioning and recording process known as knowledge engineering. In this approach, engineers work with factory-floor personnel to compile records, tape recordings, and videotapes. These are assembled into a qualitative model of the approaches needed for problem solving. In situations where manufacturing data are more quantitative, conventional relational databases or object-oriented databases are more useful (Kamath et. al. 1995). At a high level, such databases can be used to describe the corporate or program history in terms of typical products, batch sizes, and general capabilities. At a medium level of abstraction, specific capabilities of factory-floor machinery might be described, including achievable tolerances, operational costs, and availability. At the lowest level, databases might contain, for example, carefully documented procedures for lithography and etching times. In any industry, the immediate availability of accurate manufacturing parameters for machinery setup and diagnosis is quite valuable. Such databases also facilitate incorporation of DFM/A data structures.
Realization Speed
Two fundamental technological changes, enabled by the World Wide Web, are distributed computing and client-side, or browser-side, processing. These applications are expanding the capabilities of distributed design, planning, and fabrication environments. Direct business-to-business transactions that minimize transaction costs are improving the speed and efficiency of supply chains. Curry and Kenney (1999) describe these new approaches in their recent article “Beating the Clock: Corporate Responses to Rapid Changes in the PC Industry.” A recent article in Forbes magazine “Warehouses That Fly” succinctly captures the speed of production in the microcomputer industry. It emphasizes that the old idea that inventory is kept in a big warehouse is dead. Inventory levels in many industries have been dramatically reduced, and a significant
amount of remaining inventories are actually in transit via FedEx or DHL cargo planes or being sorted at the airport hub for next day delivery (Tanzer 1999).
Economic pressures, particularly related to the quality of manufactured goods and time-to-market, are forcing designers to think not only in terms of product design but also in terms of integrated product and process design and, finally, in terms of deterministic manufacturing planning and control. These needs are correctly driving TIME’s vision of eventually connecting today’s urgent need for low-level integration tools (CAD/CAM and the like) to the extended enterprise. In this fully developed enterprise, there is a great need for comprehensive models that predict material and chemical behavior during manufacturing processes, the pressures and temperatures associated with chemical products, and the final product integrity. Some of this work is beginning at Aberdeen Proving Ground with the high-performance modeling and simulation of new munitions designs. It is concurrently getting under way as part of the TIME program’s efforts at Picatinny Arsenal, Stevens Institute of Technology, and Thiokol Corporation to model and electronically control advanced twin-screw-extruder processes for processing energetics. These efforts are representative of the advancements required to modernize the munitions industry. The overall goal is a rich CAD/CAM environment with physically accurate finite-element-analysis visualizations of the manufacturing process and access to process planning modules that allow detailed life-cycle cost estimates.
Economically, the aims are to ensure a high-quality product and to reduce time-to-inventory by eliminating ambiguities and rework during CAM (Richmond 1995). For example (Halpern 1998), Grundig states that the dies for their front and back television casings cost approximately $300,000 each. A single change to one of these dies typically costs $30,000, or 10 percent of the original die cost. Integrated CAD/CAM systems are important tools for minimizing such rework during mold design, fabrication, and try-out. Computer-integrated manufacturing systems are flexible, reconfigurable production systems that can further help an organization to operate profitably even with frequent changes in production volumes and product design. These are topics that TIME should investigate, analyze, plan for, and implement as appropriate.


















