
3
AEA SILVER II™ Technology Package
DESCRIPTION OF THE PROCESS
The AEA Technology (AEA) SILVER II™ technology is based on the highly oxidizing nature of Ag2+ ions, which are generated by passing an electric current through a solution of silver nitrate in nitric acid in an electrochemical cell similar to those used in commercial electrochemical processes. The electrochemical reactions used in the SILVER II™ technology belong to a class of chemical processes collectively known as mediated electrochemical oxidation (MEO). MEO processes have been offered as an alternative to conventional incineration for destroying hazardous wastes. Because they are also relatively new in development and application, experience with these processes is limited (Chiba et al., 1995).
Detailed descriptions of AEA’s original total system solution and its unit operations were provided in the original ACW I Committee’s report (NRC, 1999) and the ACW II Committee’s report on Demo II testing (NRC, 2001b). This report provides an update reflecting major changes in the process identified by the technology provider team (consisting of AEA Technology and CH2MHILL) based on prior testing results and on EDS II tests and studies.
Figure 3-1 shows a block diagram of the overall process for the current AEA SILVER II™ total system solution. The first step in the system is a modified reverse-assembly process in which the energetics, agents, and metal parts are separated. Energetic materials are removed, reduced in size, and prepared as a slurry in water before further treatment. The agent and energetics are then destroyed in separate electrochemical processing units. Metal parts and fuzes are thermally decontaminated to a 5X condition in a metals parts treater (MPT). Dunnage and DPE suit material are decontaminated to a 5X condition by a dunnage treatment system (DTS) that is similar but not identical to the continuous steam treater (CST) in the Parsons/Honeywell WHEAT1 technology package proposed for disposing of the mustard agent munitions at Pueblo Chemical Depot (NRC, 2001a). Silver, water, nitric acid, and NOx are recovered, converted to reagents, and reused in the process. Other solid, liquid, and gaseous effluents from various process units are collected, separated, treated, and tested to prepare them for safe discharge from the plant. Table 3-1 summarizes key plant performance requirements used in developing the SILVER II™ technology package.
The following sections recap briefly the sequence of process steps beginning with munitions disassembly and ending with treatment of various waste streams for final disposal. They are derived from the complete description of the AEA technology proposed in the EDP
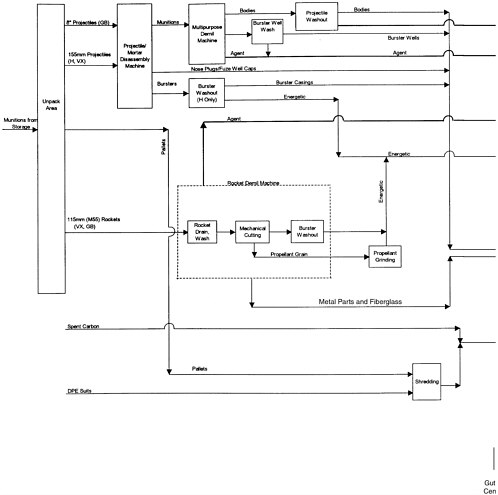
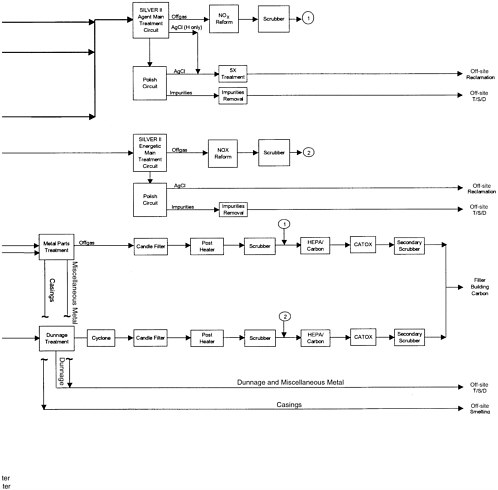
TABLE 3-1 Key Plant Performance Requirements for SILVER II™ Technology at Blue Grass Army Depot
|
Parameter |
Quantity |
|
Total processing period |
2 years (730 days) |
|
Peak energetics throughput (lb/hr) |
287.8 of M28 propellant (equivalent to 12.8 M55 rockets/hr) |
|
Peak agent throughput (lb/hr) |
166.7 of mustard agent (equivalent to 14.3 155-mm projectiles/hr) |
|
Destruction efficiency (%) |
|
|
Agent feed |
99.9999 |
|
Energetics feed |
99.999 |
|
Electrolyte composition |
|
|
Anolyte nitric acid |
8 M |
|
Anolyte silver |
0.5 M |
|
Anolyte steady-state TOC |
3,000 mg/L in agent and energetics, main or primary circuit, 3,000 to <1 ppm in agent polishing or secondary circuit, 3,000 to <10 ppm in energetics polishing or secondary circuit |
|
Catholyte nitric acid |
6 M |
|
Catholyte silver |
1 M |
|
SOURCE: Adapted from AEA (2001a). |
|
submitted to PMACWA for a full-scale pilot plant at Blue Grass Army Depot (AEA, 2001a), and they highlight changes from earlier reports of the ACW I and II Committees.
Disassembly of Munitions
Munitions Unpacking
Unpacking of the munitions is performed in the unpack area (UPA), which is the same as that in the Army’s baseline incineration system design (NRC, 1999).
Projectile Processing
The AEA technology package uses the baseline system projectile mortar demilitarization (PMD) machine with modification for burster and agent washout (AEA, 2001a). After removal of the nose closure, fuze adaptor, and fuze cup, the burster tube is removed from the agent cavity and transferred to the burster washout machine (BWM), which uses high-pressure water to remove the energetic material from the burster tube. Water is added to the resulting slurry as it is drained to achieve an energetic concentration of 20 weight percent. The slurry is then pumped through an inline static macerator and into a buffer storage tank for the SILVER II™ energetics destruction system.
The agent is then drained from the projectile and the cavity washed out with a water spray. The amount of drained agent is measured and sent to the buffer storage tank for the SILVER II™ agent destruction system. The burster tube and other projectile metal parts are placed in a bin for transport to the MPT for 5X decontamination.
Rocket Processing Line
The rocket dismantling machine (RDM) proposed by AEA is based on the baseline system design but has significant modifications, including these:
-
a modified punch-and-drain station having a hollow top punch to allow water or low-pressure steam to wash out gelled or viscous agent
-
a tube-cutting machine to cut the rocket in its shipping tube into four segments after removing agent
-
a water jet washout station to wash energetic materials out of the burster tube
-
a mechanical extractor to remove the propellant grain in one piece for subsequent size reduction in a propellant grinder (AEA, 2001a)
Tests to demonstrate the operability of these modifications would be done at the vendor’s plant prior to shipment or during systematization of a constructed facility using the SILVER II™ technology.
Each rocket in its shipping and firing tube is manually removed from its storage pallet in the UPA and transferred to a metering device to ensure that it is oriented with the warhead assembly heading first into the explosion containment vestibule (ECV). The metering
device feeds each rocket into the ECV and from the ECV into the RDM. Two clamps on the RDM engage and grip the rocket tube near the fuze and near the connection between the bottom of the warhead and the top of the rocket motor, as in the baseline configuration. Once gripped in place, the rocket is punched once on top and twice on the bottom, and the agent drains through the two bottom punches to the agent weigh tank. Hot water or low-pressure steam is then passed into the agent cavity through the hollow top punch to wash out additional agent and minimize agent loading in the metal parts treater (MPT). The agent that drains from the cavity through the two bottom punches is pumped to the agent weigh tank and then to the agent buffer storage tanks before it is fed to the agent SILVER II™ processing system. Rinse water or steam/ condensate and residual agent go directly to a buffer storage tank for the SILVER II™ process (AEA, 2001a, 2001b).
When processing GB rockets, the agent weigh tank control system provides a signal indicating the quantity of agent drained from the warhead. If less than a certain minimum percentage of the agent has been drained, the GB is assumed to be gelled or crystallized inside the warhead. Then, low-pressure, saturated steam (15 psig and less than 249.5°F) is fed through the punch head to rinse out the residual agent. When processing VX rockets, after draining the agent, low-pressure water is fed through the punch head to rinse residual agent out of the warhead.
After the agent is washed out, the rocket is rotated 90 degrees about its longitudinal axis to minimize leakage of liquid remaining in the cavity. The rocket is then advanced to the rocket cutting station, where it is clamped into the rocket rotator head and then rotated about its longitudinal axis. The first of three tube cutters cuts through the firing tube and rocket body and separates the fuze from the rocket, exposing the top of the burster well cavity. The severed fuze and associated firing tube section are dropped through a chute and conveyed to a bin for transport to the MPT. A power lance with high-pressure (~15,000 psig) water flowing from multiple nozzles is used to wash the explosive from the burster tube as the remaining section of the rocket in its firing tube is rotated. The washed-out energetic material is pumped through an inline macerator to form a slurry and collected in a tank and mixed with additional water to reduce the energetics content to 20 weight percent. The slurry is then sent to the energetics buffer storage for the SILVER II™ process.
Additional tube cutters then cut the warhead and the fin assembly from the motor casing. After both of these cuts have been made, the motor casing is moved to another station, where the attached antiresonance rod assembly is removed from the propellant grain. The antiresonance rod assembly and igniter are then transferred into a metal parts bin for transport to the MPT, and the motor casing section is moved to another station, where the rolled edge on the casing is expanded. A pusher assembly then forces the propellant grain from the motor casing, and the grain drops into the propellant grinder hopper. The warhead, fin assembly, and motor casing, along with associated firing tube segments, are dumped into a metal bin via the collection chute and conveyed to the MPT for 5X decontamination.
Preparation of Energetic Materials for the SILVER II™ Process
Slurries of energetic materials from two sources are treated in the SILVER II™ process: the explosive in the rocket and projectile burster tubes (which may be either Composition B or tetrytol) and the ground-up M28 propellant grain in the rocket motors.
The propellant grain is transferred through two interlocked blast gates into the grinder, where it is ground up under water to produce a slurry with particles having a maximum dimension of 1/4 inch. The slurry is discharged through a pipeline in a manner that limits the content of the pipe to no greater than 20 weight percent propellant. The energetics slurry then flows into the energetics slurry feed tank (AEA, 2001a).
The uniformity of the energetics slurry, which may at times be combined propellant and explosive, is assured by using a high-shear vortex mixer and a conventional stirrer in the energetic slurry feed tank. The high-shear vortex mixer completes the size reduction of the energetics from burster washout and propellant grinding in preparation for SILVER II™ treatment. The stirrer ensures that all the slurry in the tank passes through the mixer head. The feed tank and slurry piping are trace-heated to prevent cold spots and precipitation or plate-out of energetics materials (AEA, 2001a).
The energetics slurry is transferred from the energetics slurry feed tank into the anolyte feed tank through a hydrocyclone. The concentration of the energetics in the hydrocyclone underflow is nominally 40 weight percent. This underflow drains into the anolyte tank. The overflow, depleted in energetics, goes to a second hydrocyclone. The underflow from the second
hydrocyclone, still containing substantial quantities of energetics, returns to the energetics slurry feed tank. The overflow from the second hydrocyclone goes to the propellant grinder, where it makes up part of the water needed to slurry the incoming propellant grains.
Preparation of Agent for SILVER II™ Treatment
The recovered agent from the projectile and rocket processing lines is pumped to the agent feed system, consisting of a tank and a pump (not shown in Figure 3-1). Dilute nitric acid (HNO3) from the NOx reformer is added to the agent tank depending on the water volumes. (Water additions and other reagent additions achieve an 8 M HNO3 concentration and a 0.5 M AgNO3 concentration for the anolyte feed stream.) An agitator is provided to ensure homogeneity of the contents. The tank is maintained at a slight negative pressure relative to the Category A area2 by venting to the anolyte offgas condenser. A nitrogen blanketing system is provided, with a regulator set at a slight negative pressure.
Treatment of Agent and Energetics by the SILVER II™ Process
Overall Chemistry
The SILVER II™ process is based on the highly oxidizing nature of Ag2+ ions in an aqueous HNO3 solution. Ag2+ ions are among the strongest oxidizing agents known. HNO3 is also a strong oxidizing agent and contributes to the overall destruction process, although the amount of HNO3 that reacts appears to be less than 5 percent of the reaction required for total destruction (AEA, 2001b).
In each of the SILVER II™ cells, a pair of electrodes (anode and cathode) is housed in a compartment within the cell. A semipermeable membrane is placed between the electrodes. The membrane maintains electrical continuity between the electrodes and prevents mixing of the anolyte and catholyte solutions. The electrochemical cells operate at 190°F and essentially atmospheric pressure. Direct current is applied to the electrochemical cells at a potential of 2 volts, resulting in an electrochemical reaction that generates Ag2+ ions.
Since the Ag2+ ions simply mediate the reaction process, the overall reaction across the anolyte and catholyte is essentially the reaction of the organic feed with nitric acid, forming NOx, water, CO2, and inorganic acids:
Organic (anolyte) + HNO3 (catholyte) → CO2 (anolyte) + H2O (catholyte) + inorganic acids (anolyte) + NOx (anolyte and catholyte)
Ag2+ ions generated at the anode react with the water and HNO3 of the anolyte solution to form a range of radicals (e.g., OH•, NO3•) that in turn oxidize the organic material in the anolyte solution completely and irreversibly to carbon dioxide, some nitrogen oxides (NOx from the direct reaction with the acid, which proceeds to a moderate extent), inorganic ions, additional hydrogen ions (H+), and small amounts of carbon monoxide. Ag2+ can also react directly with water in the anode compartment to form oxygen gas. Both Ag+ and cationic impurities in the anolyte can migrate across the membrane to the catholyte compartment. To balance the electrochemical reaction in the anolyte, there is a corresponding cathode reaction that involves reducing nitric acid to nitrous acid, which in turn partially decomposes to NOx gases and water. The water balance is complex and involves two countercurrent fluxes. Water is transferred across the membrane from the anolyte to the catholyte in the form of hydrated protons generated as a product of the anode reaction. Water also flows in the opposite direction from the cathode compartment to the anode compartment owing to the lower acidity (higher water concentration) in the cathode compartment. A more detailed discussion of the SILVER II™ reaction chemistry is given in the ACW I Committee report and is not discussed further in this report (NRC, 1999).
A summary block flow diagram depicting the SILVER II™ systems applicable to the processing of both agent and energetics is given in Figure 3-2. The flow circuit for AgCl separation (shown by dotted lines) is used only when processing H or HD, which contain chlorine. As shown in Figure 3-2, the SILVER II™ systems incorporate internal recycle streams: (1) from the NOx reformer to replenish nitric acid lost from the anolyte and catholyte solutions and (2) from the catholyte circuit to return silver ions, unreacted organic
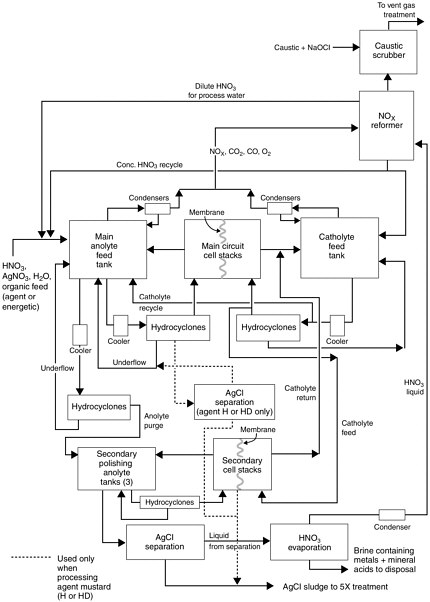
material, and mineral acid ions that have crossed the membrane from the anolyte to the catholyte circuit. There is also an anolyte purge stream to the impurities removal system (IRS).3 The anolyte purge stream is processed by the IRS in a batchwise sequence through SILVER II™ electrochemical cells in a polishing circuit, where remaining organics are destroyed. After polishing, the purge stream content undergoes AgCl precipitation and separation using hydrocyclones and a centrifuge. The liquid from AgCl precipitation is then sent to an HNO3 evaporation operation for recovery of the nitric acid and to concentrate the impurities in the evaporator bottoms or brine stream. Batchwise processing of the anolyte purge stream is accomplished by collecting the stream in one of three tanks and then processing the contents of that tank through the preceding three steps. The contents collected in each of the other two tanks are similarly processed in sequence.
Process Outputs
Solids. Treatment of mustard agents by the SILVER II™ process results in the precipitation of silver chloride, which, if not removed, could cause cell plugging. This precipitate is removed from the main circuit in a slurry underflow from hydrocyclones in the anolyte feed stream circuit. Subsequently, this slurry is dewatered in a centrifuge to approximately 50 weight percent AgCl, with the remainder of the slurry consisting of water, nitric acid, silver nitrate, and trace amounts of other materials in the anolyte loop.
The SILVER II™ polishing circuits for both agent and energetics systems continuously produce a larger stream of AgCl than what is produced in the main circuit when H or HD feeds are being processed. It should be noted that essentially all silver in the main circuits from processing any agent or energetics is eventually removed in the AgCl precipitation step following the polishing of agent and energetic anolytes. In this operation, hydrochloric acid (35 weight percent) is added to the feed tank containing the polished anolyte to form a slurry that contains AgCl precipitate. The slurry is passed through a hydrocyclone and the underflow is sent to a centrifuge for dewatering to approximately 50 weight percent AgCl. The hydrocyclone overflow of the slurry consists of water, HNO3, trace amounts of other materials in the anolyte loop and about 2 percent unreacted silver nitrate. The AgCl sludge is then combined with AgCl sludge from the main circuit when processing H or HD feeds. This resulting sludge stream is then washed with 18 percent NaOH to neutralize the remaining acid. The neutralized sludge is then thermally treated to a 5X decontamination level in an enclosed auger heated by hot oil. The 5X silver chloride is sent to an off-site silver reclaiming contractor, which then returns the silver to the plant for preparing silver nitrate makeup.
The liquid overflow from the hydrocyclones and the AgCl centrifuge in the polishing circuit is sent to an evaporator for recovery of HNO3, which is condensed from the overhead vapor stream and pumped to the NOxreformer. AEA states that the evaporator is expected to recover approximately 70 percent of the HNO3 in the evaporator feed for subsequent recycling to the reformer (AEA, 2001a). The recovery percentage will vary depending on the amount of metals present as impurities in the feed and the final concentrations of metal and sulfuric, phosphoric, and hydrofluoric acids. For agent feed streams, the concentration of acids other than nitric places a limit on the evaporator operation, because carryover of these other acids in the evaporator vapor may occur. Energetic feed streams have no S, P, or F, and the acidic recovery is limited only by the solubility of iron and aluminum nitrates in the strongly acid evaporator bottoms. The bottoms containing mineral acids and metals are then treated, tested for agent, and prepared for off-site disposal.
Liquids. Liquid effluents are expected to be limited to excess concentrated HNO3 of undefined purity that will be produced when processing energetics.
Gases. The anolyte offgas from the primary and polishing systems contains O2, CO2, and NOx and is saturated with water vapor and HNO3 at 176°F. Small, variable amounts of CO are also formed from the oxidation, the amount depending on the organic feedstock. Most volatile organics from decomposition of feed material are expected to be condensed with water and acid vapor in the main and polishing circuit offgas condensers. These anolyte offgas condensers from the main and polishing circuits are cooled with chilled water to operate at 91°F and 40°F, respectively. The condensates are returned to the anolyte in the main system.
The offgas from the catholyte feed tank contains O2
(sparged into the catholyte feed tank for use in the NOx reformer), plus NO and NO2, and is saturated with water vapor and HNO3 at 176°F. This offgas first passes through a condenser to recover water and acid, which is returned to the catholyte feed tank. The anolyte and catholyte offgas streams are combined downstream of their respective condensers and flow to the NOx reformer to produce concentrated nitric acid. Offgas from the reformer system is scrubbed with NaOH/NaOCl solution to remove unreacted NOx. The scrubbed NOx reformer offgas, which contains CO2, volatile organic compounds (VOCs), and small amounts of CO, flows to the gaseous effluent treatment systems (as shown in Figure 3-1)—of the MPT in the case of agent processing and of the dunnage treatment system (DTS) in the case of energetics processing. There, thermal treatment and CATOX units oxidize the CO and organics. The gaseous effluent treatment systems are described in a later section.
Process Equipment
The electrochemical cell used for the SILVER II™ process is based on a standard industrial cell design. Detailed discussion of the design, installation, and operation of the cells is provided in the EDP report, Volume 2 (AEA, 2001a).
For a full-scale facility at Blue Grass, the main processing circuits would consist of six operating cell stacks of 48 cells each for agent and six operating stacks of 42 cells each for the energetics. In addition, the SILVER II™ processes for both agent and energetics each have polishing systems consisting of three cell stacks, each configured identically to the main circuit stacks. The total power requirements for the primary (main) circuit and secondary (polishing) cell stacks for both the agent and energetics systems in the AEA SILVER II™ process are given in Table 3-2. In addition to the operating stacks, both the agent and energetics systems have one installed spare cell stack. Five more cell stacks are stored as spares. All operating stacks are connected in series to a single direct current power supply. The cells within each stack are connected in parallel. The installed spare is electrically shorted and isolated from the anolyte and catholyte circuits by valves. Demo II testing established that the electrodes and membranes can operate at a current of up to 2 kiloamperes per electrode pair (AEA, 2000).
The anodes are platinized titanium (titanium plated with 5 microns of platinum); the cathodes are also titanium plated with 2.5 microns of platinum. All gaskets are Viton GF (peroxide grade), and the cell membranes are DuPont Nafion 324. Flow through the cells is in parallel using manifolds with 1/4-inch fluid-flow inlet port orifices to provide equal flow to all cells.
As noted in Table 3-2, the secondary polishing system cells require electrical power at 50 percent of the level of the main circuit cells because the electrochemical organic destruction efficiency (i.e., the fraction of the electric current used to oxidize organics) decreases sharply as the organic concentration is reduced from an initial concentration of ~3,000 ppm to 1 to 10 ppm. The average destruction efficiency of the polishing cells is expected to be 2 to 10 percent, with the main competing reaction being the oxidation of water. Consequently, the offgases from the polishing system cells
TABLE 3-2 Summary of SILVER II™ Plant Electrochemical Cells
|
|
Cell Stack Quantities |
||||||
|
Description |
Power (kW) |
Operating Pressure (psig) |
Material |
Electrode Pairs/Cell Stack |
In Service |
Installed Standby |
In Storage |
|
Agent |
|||||||
|
Primary electrochemical cell |
1,120 |
~0 |
PVDF/Ti/Pt |
48 |
6 |
1 |
3 |
|
Secondary electrochemical cell |
560 |
~0 |
PVDF/Ti/Pt |
48 |
3 |
0 |
2 |
|
Energetics |
|||||||
|
Primary electrochemical cell |
991 |
~0 |
PVDF/Ti/Pt |
42 |
6 |
1 |
3 |
|
Secondary electrochemical cell |
495.5 |
~0 |
PVDF/Ti/Pt |
42 |
3 |
0 |
2 |
|
SOURCE: AEA (2001a), Volume 2. |
|||||||
contain a high percentage of oxygen, which flows to the NOx reformer with the other offgases from the main circuit. This oxygen, along with the oxygen that was sparged into the catholyte feed tank, is used to generate nitric acid in the reformer.
AEA is primarily relying on lining all vessels and piping in the agent SILVER II™ system with polytetrafluoroethylene (PTFE, or Teflon) or PFA for corrosion resistance. To prevent HF from returning to the SILVER II™ system via the nitric acid stream from the evaporator, AEA is evaluating methods of keeping the HF in the liquid phase of the nitric acid evaporator bottoms by using a complexing chemical. The method of trapping the fluoride in the evaporator bottoms had not been selected at the time this report was prepared. Therefore, additional unit operations yet to be defined may be required to deal with this issue.
Processing and Treatment of Metal Parts, Dunnage, and Other Solid Waste
Metal Parts Processing
Metal parts, fuzes, and fiberglass segments of shipping and firing tubes from the munitions disassembly lines, and drums containing particulate matter from the candle filters and cyclones of the gaseous effluent treatment systems are conveyed in bins to one of two MPTs for decontamination to the 5X level. Normally only one MPT is required; however, AEA has identified disposal campaigns where a second MPT would also be used (AEA, 2001a). In the MPT, metal and fiberglass parts are heated to over 1000°F for at least 15 minutes.
The MPT is a modified industrial oven with the following four zones:
-
zone 1 for purging air with nitrogen and providing an inert gas barrier for the following zones
-
zone 2 for warming the materials contained in bins to 300°F to volatilize organic materials from the fiberglass and other materials being treated
-
zone 3 for heating the parts above 1,000°F for more than 15 minutes to achieve 5X decontamination
-
zone 4 for cooling and verifying that the parts are acceptable for release
Zones 1 and 4 use inert gas atmospheres and are separately exhausted directly to the carbon filters of the MDB HVAC system. Zones 2 and 3 operate with steam atmospheres and are exhausted through a dedicated gaseous-effluent treatment system to remove entrained water and control the level of trace organics released. (The system is described in a later section.) Steam used in zones 2 and 3 is recirculated through electrically heated exchangers or heaters. The cycle time for each batch is approximately 1 hour to ensure that all of the contents of the metal parts bins reach 1,000°F for 15 minutes and that all organic material in the fiberglass shipping tube segments is decomposed. This thermal treatment also is expected to decompose (possibly through initiation) fuzes and igniters contained in the metal parts bins. Temperature markers4 are placed in each batch to verify that the required time at temperature has been achieved for 5X decontamination. Treated parts are moved to zone 4, where they are cooled and the atmosphere is sampled to verify that the parts are free of agent to the limits established for release off-site. If agent is detected above release limits, the bin is recycled through the MPT. After cooling, the metal parts are sent to a metal parts crusher and then off-site for disposal or recycling.
Dunnage Processing
Wood dunnage, DPE suit material, and spent carbon are treated to the 5X decontamination level using a DTS (AEA, 2001a). The major components of the DTS include the carbon carrier medium silo, the DPE suit shredder, the wood shredder, the feed hopper, and two redundant, full-capacity dunnage treaters. The DTS design is based on a design by Parsons that uses a continuous steam treater (CST) (Parsons, 2001). Wood pallets and DPE suit material are processed in their respective shredders and the shredded material transferred to one of two feed hoppers along with carbon carrier media. The feed hoppers discharge into the dunnage treater through a rotary air lock. Each feed hopper will feed either of the two dunnage treaters. Normally, one dunnage treater is on standby.
Each dunnage treater is a 4-ft-diameter horizontal vessel made of Hastelloy C276 material, within which
is mounted a screw auger to transport wood dunnage, spent carbon, or a mixture of carbon carrier media and either wood chips or shredded DPE suits from one end to the other. The treater is operated under a slight negative pressure, and high-temperature, low-pressure steam sweeps offgases generated by thermal decomposition into the offgas treatment system and contributes to thermal decomposition of the dunnage. The residence time of the dunnage material inside the treater is sufficient to ensure that all of the material contained in the enclosed auger is heated to the conditions required for 5X decontamination. In EDS testing of the CST, residence times of 1 hour were found to be adequate (Parsons, 2001). Actual residence times in the dunnage treater would be determined by using temperature markers during start-up operations. At the discharge end of the dunnage treater, the treated material is discharged through double rotary valves to prevent air backflow into the treater. The treated dunnage drops into a discharge hopper, where it is quenched with a water spray to extinguish any residual embers. Steam generated from the quench water is returned to the dunnage treater as part of the sweep steam. The hopper atmosphere is then sampled to ensure agent levels are below the limits set for discharge. The treated dunnage char is conveyed outside the MDB to a storage silo and transported to off-site disposal.
Each dunnage treater is electrically heated using multiple, equally spaced high-performance mineral-in-sulated band heaters.5 The entire dunnage treater, including heaters, is insulated by ceramic fiber insulation blankets contained within a steel shroud. Since the dunnage treater is operated under only slightly negative pressure, all openings are equipped with seals to prevent fugitive fumes from escaping. The slight negative pressure ensures proper flow of steam and the gases generated in the treater. The dunnage treater operates at temperatures from 1,000 to 1,100°F. Using start-up data from thermal markers, the rotational speed of the screw conveyor or auger is adjusted to provide the residence time required for 5X decontamination. As the screw rotates, the solid material is conveyed through the length of the treater.
Offgases and volatile materials are primarily VOCs, CO, CO2, and H2O generated by thermal decomposition and, to a lesser extent, steam reforming reactions with the dunnage material (Parsons, 2001). When processing DPE suit material, HCl will also be present in the sweep gas stream. The process gases are treated in a gaseous effluent treatment system (described in the following section).
Processing and Treatment of Gaseous Effluent Streams
Two emissions control systems are used prior to discharging the gaseous effluents to the carbon filters in the MDB HVAC system. One emissions control system is provided for the gaseous effluents from the agent SILVER II™ system and the MPTs. The other emissions control system handles gaseous effluent from the energetics SILVER II™ system and the DTS (see the process flow diagram in Figure 3-1). Each system is redundant in that a system is associated with each of the two MPTs and each of the two DTSs in the full-scale design.
The two emissions control systems are very similar. In order of occurrence, the flow paths for both systems contain the following elements. Where an element is unique to one of the systems, it is so noted.
-
Cyclone. The first element in the system for DTS gaseous effluent is the cyclone provided to separate large particulate matter that could rapidly plug the downstream candle filters. This element is not required in the system for MPT gaseous effluent. Separated particulate matter is discharged into a steel container through a rotary air lock. The particulates are processed in the MPT to ensure 5X decontamination.
-
Candle filters. These consist of multiple high-temperature ceramic or sintered-metal candles fitted within a plenum and a nitrogen supply for online periodic back flushing. Captured particulate matter is discharged into a steel container through a rotary air lock. The particulates are processed in the MPT to ensure 5X decontamination.
-
Post heater. Located immediately downstream of the candle filters, a post heater heats the offgas to a temperature of 1,000 to 1,100°F to destroy any agent that might exist in the gaseous effluent. The post heater is designed to provide a minimum residence time of 3 seconds at temperature.
-
Quench elbow and primary scrubber. Here, the gases are scrubbed in a packed tower scrubber for particulates and acid gases, using a scrubber solution with a pH of 7.0 to 8.5. The recirculating scrubber liquor is cooled and, in turn, cools the hot gas from 1,000°F to approximately 60°F.
-
Blowers. Effluent gases in the MPT and DTS trains then flow through positive displacement blowers. Ambient air is added to the streams to provide the oxygen that will be necessary for catalytic oxidation of organic compounds and carbon monoxide. Similar blowers are provided on the offgas streams from the NOx reformers of the agent and energetics SILVER II™ systems so that these streams can be added to the respective MPT and DTS gaseous effluent streams.
-
HEPA filters. A set of parallel HEPA filters removes fine mist, including residual organic aerosols that pass through the scrubber mist eliminator and condensable particulate matter that was not removed in the primary scrubber. At this point in the gaseous effluent system, offgas from the NOx reformers for agent and energetics SILVER II™ systems is added to the offgas from the MPT and DTS systems, respectively. Offgas from the NOx reformer of the agent SILVER II™ system is preheated prior to being added to the MPT gaseous effluent gas stream. These offgas streams increase the gas volume to be treated for the remaining elements of each emissions control train.
-
Carbon filters. For the combined effluent from the NOx reformers of the agent SILVER II™ system and the MPT, three drums of activated carbon, in series, are used to remove any residual agent and PCB vapor. Each of the drums in the filter contains 150 pounds of activated carbon. These filters are not used for the combined gaseous effluent from the energetics SILVER II™ system and the DTS.
-
CATOX preheaters. Each of the combined streams on both systems is heated to approximately 500°F in an electric heater before treatment in the CATOX unit.
-
CATOX unit. Organic vapors and carbon monoxide are destroyed in the CATOX unit of each system using a proprietary precious metal catalyst developed by Engelhard Corporation. The operating range of the catalyst is from 500 to 1,000°F. For maximum destruction efficiency (99 percent) for organic compounds, the catalyst should operate at 900°F.
-
Quench elbow and secondary scrubber. This system is used to remove acid gases formed from the catalytic oxidation of halogenated organic compounds. The operation of the secondary scrubber is identical to that of the primary scrubber with the exception of a recirculation cooler that maintains scrubber exit gas temperature at 120°F. The secondary scrubber has a constant liquid blowdown that is collected in holding tanks and tested for agent prior to release.
-
Blower. Following the secondary scrubber in each system is a blower that is used to maintain negative pressure throughout upstream portions of the gaseous effluent emissions control systems. The blower discharges directly to the MDB HVAC system carbon filters.
Effluent Management
The various processes and streams involved in effluent management include brine from the polishing systems evaporator, scrubber blowdown liquids, concentrated and dilute HNO3, 5X-decontaminated metal parts, fiberglass, dunnage char, and treated process vent gas from the two emissions control systems. Hold-test-release processing is used on all solid and liquid streams (AEA, 2001a). Gaseous effluents, including processing area HVAC air streams and treated process gas, pass through MDB HEPA and activated carbon filters prior to release to the atmosphere.
By-product Recovery
By-product silver chloride from the SILVER II™ process is separated as sludge, decontaminated to a 5X level, and shipped off-site, where it is reduced to silver metal, and returned to the plant for making fresh silver nitrate for the process. Based on material balances provided in the EDP, AEA expects no excess concentrated nitric acid to be produced since it will all be returned to the SILVER II™ processes as makeup acid or used in making fresh silver nitrate (AEA, 2001a).
INFORMATION USED IN DEVELOPING THE ASSESSMENT
Engineering Design Package
On December 15, 2001, AEA Technology/CH2M Hill issued a final draft of the EDP for a full-scale pilot plant implementing the SILVER II™ technology package at Blue Grass Army Depot (AEA, 2001a). The EDP includes technical descriptions and data, drawings, a preliminary hazard analysis, and cost and schedule analyses. It has been used as the primary source of information for this assessment. Other EDP-related documents used in the assessment include the initial draft of the EDP and the study plan for the EDS submitted by AEA (AEA, 2001b, 2001c).
Overview of Engineering Design Studies and Tests
The Demo II testing phase of the ACWA program for the AEA technology package was conducted between February and October 2000. The Demo II testing confirmed the ability of the core process of the SILVER II™ technology to destroy both energetic and agent materials (AEA, 2000). Although the overall Demo II testing was deemed successful, areas were identified that required further testing prior to progressing to a full-scale pilot plant design.
TABLE 3-3 EDS Tests and Studies Used for SILVER II™
|
Title |
Organization and Report Number |
|
Engineering tests |
|
|
Propellant grinding test |
Eco Logic, Inc., no report number, November 5, 2001 |
|
M28 and Comp B SILVER II™ processing trials |
AEA, 20/3034/13/006 |
|
DMMP (agent simulant) 500-hr run SILVER II™ processing trials |
AEA, 20/3034/13/006 |
|
Laboratory-scale tests |
|
|
High-shear mixer trials for the 12-kW SILVER II™ plant |
AEA, 20/3034/002 |
|
Hydrocyclone trials for the 12-kW SILVER II™ plant |
AEA, 20/3034/001 |
|
FM01 SILVER II™—organic transfer |
AEA, 20/3034/007 |
|
Fluoride mobility report |
AEA, 20/3034/011 |
|
Fluoride removal system |
AEA, 20/3034/009 |
|
Cell membrane life tests |
AEA, 20/3034/13/004 |
|
Investigation into the 12-kW SILVER II™ plant membrane failures |
AEA, 20/3034/13/005 |
|
Silver recovery from silver chloride |
AEA, 20/3034/13/003 |
|
Evaporator trials for the full-scale SILVER II™ EDP plant |
AEA, 20/3034/13/008 |
|
CST/CATOX testing |
Parsons, CW7/I&T/737204EDS |
|
Desktop studies (literature surveys) |
|
|
Water jet cutting and burster washout for chemical agent munitions |
El Dorado Engineering, Inc., no report number, December 3, 2001 |
|
Literature review on energetic slurry concentrations and handling |
El Dorado Engineering, Inc., no report number, August 21, 2001 |
In April 2001, AEA issued its study plan for the EDS II program (AEA, 2001c). This plan set forth a detailed test program to provide the additional information required to enable the SILVER II™ technology to progress to a full-scale pilot plant design stage. The test program also assumed that the results of EDS tests conducted by other technology providers in the ACWA program could be used where appropriate. Table 3-3 lists all tests and studies pertinent to AEA’s SILVER II™ technology package.
The EDS II test program includes testing and design studies needed for a preliminary design of a full-scale pilot plant, a preliminary hazard analysis, development of a full-scale cost estimate, and a schedule for construction and operation of a facility employing the AEA technology.
The test program consisted of two discrete packages (AEA, 2001c):
-
Engineering tests. These tests demonstrated the operation of modifications to the existing energetics feed system and SILVER II™ plant to eliminate the operational problems discussed in AEA’s final report for Demo II (AEA, 2000). They also demonstrated the long-term operation of a 12-kW SILVER II™ system on feeds of agent simulant and energetics.
TABLE 3-4 AEA 12-kW SILVER II™ Tests
|
Feed |
Total Quantity (kg) |
No. of Tests |
Test Duration |
Description |
|
TBP/OK |
30 |
Chemical systemization |
4 days |
Liquid, easily pumpable, not water-miscible |
|
DNT |
83 |
Energetic systemization |
7 days |
Granular form, slurried, 20 wt% w/water |
|
Composition B |
60 |
1 workup |
5 days |
Granular form, slurried, 20 wt% w/water |
|
Composition B |
123 |
1 |
259 hr |
Granular form, slurried, 20 wt% w/water |
|
Composition B/M28 |
23/113 |
1 |
Included in 259 hr above |
Granular form, slurried, 20 wt% w/water |
|
DMMP (agent simulant) |
156 |
1 |
500 hr |
Liquid, easily pumpable, not water-miscible |
|
SOURCE: AEA (2001d, 2001e). |
||||
-
Laboratory-scale tests and desktop studies. These activities provided data needed to complete a full-scale design for the EDP for a facility at Blue Grass Army Depot.
Summaries of the tests and studies performed and used in the development of the final EDP for AEA’s SILVER II™ technology package are discussed in the following sections.
Engineering Tests
Propellant Grinding Test
Specific objectives and results of propellant grinding tests performed in support of the EDS II program for the Eco Logic technology package are discussed in detail in Chapter 4. The description of the tests and the committee’s evaluation of the results presented in Chapter 4 are also applicable to the use of this unit operation in the SILVER II™ technology package.
Long-Term 12-kW Testing on Feeds of Energetics and Agent
The EDS II test program for the 12-kW SILVER II™ plant involved the operation of two campaigns, the first to destroy Composition B and then a mixture of Composition B and M28 propellant and the second to destroy the agent simulant dimethylmethylphosphonate (DMMP). For the EDS II tests, the 12-kW plant used in Demo II tests was upgraded to incorporate lessons learned from Demo II and demonstrate proposed solutions for problems that were encountered during Demo II. A summary of EDS II tests using the 12-kW system is given in Table 3-4, and the test setup for this system is shown in Figure 3-3. Subsequent to authorizing the tests listed in Table 3-4, PMACWA authorized a demonstration of tetrytol destruction using the EDS II equipment and operating conditions. Tetrytol destruction had been problematic in prior Demo II tests. Results were not available at the time this report was prepared.
SILVER II™ Processing Trials with M28 Propellant and Composition B
The EDS II test objectives for the energetics feed system were to design, build, and test a system that allows consistent operation of the SILVER II™ plant, including the following (AEA, 2001c):
-
dispensing known volumes of energetics slurry with up to 20 percent (by weight) solids into the SILVER II™ anolyte feed tank
-
monitoring the level of the energetics slurry within the feed tank
-
operating the energetics system for long periods with limited maintenance
-
verifying that the slurry is homogeneous and that stratification does not occur
The EDS II test objectives for the Composition B/ M28 propellant destruction campaigns were these (AEA, 2001d):
-
Verify long-term, continuous operability, reliability, and maintainability (i.e., operation of the full length of the test without unintended shutdown)
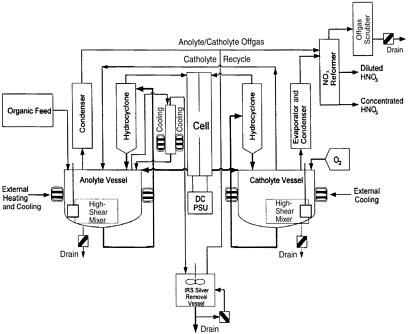
FIGURE 3-3 AEA 12-kW SILVER II™ test setup for EDS II. SOURCE: AEA (2001d).
-
of the SILVER II™ system as proposed for the full-scale version.
-
Demonstrate that organic materials, silver, acid, and water in the catholyte circuit can be effectively managed over prolonged operational periods.
-
Demonstrate that process impurities that build up in the anolyte circuit can be effectively managed over prolonged operational periods.
-
Determine the cell current efficiency to be used in the full-scale design.
-
Verify that system modifications (i.e., high shear mixers and hydrocyclones) effectively treat organic material.
-
Demonstrate that the impurities removal system (IRS) design for the 12-kW plant is applicable to the full-scale design and develop the data necessary for the design of the full-scale IRS.
-
Confirm and supplement Demo II process effluent characterization.
-
Determine impact of operations on materials of construction to be used in a full-scale system— for example, PTFE- and PFA-lined piping.
-
Validate the ability of the SILVER II™ unit operation to achieve a destruction and removal efficiency (DRE) of 99.999 percent for Composition B—cyclotrimethylenetrinitramine (RDX) and trinitrotoluene (TNT).
-
Demonstrate the operation and performance of key process components for future scale-up, including instrumentation, valves, pumps, electrochemical cells (electrodes and membranes), the full-height NOx reformer, and the offgas scrubber operating in conjunction with the NOx reformer.
-
Demonstrate the ability to recycle, reuse, or dispose of nitric acid.
-
Characterize gas, liquid, and solid process streams of the SILVER II™ process for selected chemical constituents and physical parameters and for hazardous and toxic compounds.
After systemization, a test run of approximately 145 hours was made on Composition B using a slurry feed control system specifically designed for the demonstration test. A radar level probe successfully monitored the level in the feed system after optimizing the amount of surfactant added to wet the Composition B while avoiding foaming of the slurry. No foaming occurred during the treatment of the mixed energetics, so no surfactant was added. Subsequently, a test run of approximately 145 hours was made on a mixture of Composition B and M28 propellant similar to that expected when processing the energetics from rockets.
During both tests, the chemical environment within the anolyte and catholyte circuits was successfully maintained by using the catholyte-to-anolyte recycle system and by periodically purging a stream of anolyte to simulate operation of the IRS.
The hydrocyclones and high-shear mixers operated throughout the testing. During energetics destruction, no deposits of crystalline material or flow blockages were observed with the hydrocyclones and high-shear mixers in place.
Plant maintenance during the tests was limited to correcting a few small leaks. At the end of the Composition B part of the run, a transmembrane breach occurred as a result of membrane shrinking and tearing. This was remedied by using a membrane soaking solution that contained aluminum nitrate to preshrink the membranes prior to placing them in the cell. No further transmembrane breaches were experienced in the remaining runs with energetics.
The offgas system performed within specification. The postreformer NOx level was around 2,000 ppm, while the plant offgas NOx level was less than 100 ppm for the Composition B part of the run and around 400 ppm when mixed energetics feed was used.
Based on the test runs, AEA concluded that catholyte-to-anolyte recycle and periodic removal of an anolyte purge stream (to simulate IRS operation) controlled the anolyte acid concentration, as well as the catholyte silver and organics concentrations. The catholyte silver ion concentration was held at the target 1 M level proposed for the full-scale system.
Accidental operation with an anolyte total organic concentration (TOC) of 6,000 mg/L (rather than the intended 3,000 mg/L) during a test run of Composition B oxidation demonstrated an electrochemical efficiency of approximately 70 percent versus the target 40 percent. This is consistent with the behavior of the plant during the oxidation of M28 propellant in Demo II. The committee notes that other research in mediated electrochemical processes has shown that the coulombic or electrochemical efficiency of the process is directly proportional to the concentration of the material being oxidized and rapidly decreases as the destruction approaches 100 percent—that is, as the concentration of oxidizable material becomes very small (Chiba et al., 1995).
The high-shear mixers and hydrocyclones in the anolyte and catholyte circuits, along with trace heating and elimination of dead legs, successfully maintained the particulate energetics in the anolyte and catholyte circuits in a finely divided state. AEA concluded that this result confirmed the ability of SILVER II™ to handle solids at its design loading (AEA, 2001a). However, AEA also noted that the small particle size resulted in inconclusive performance results for the anolyte hydrocyclone. Therefore, some uncertainties still exist with regard to successful demonstration of solids handling.
There was no accumulation of metals in either the anolyte or catholyte circuits when a spike of metals was fed with the M28 propellant to simulate particles from antiresonance rods. AEA attributes this success to the use of the catholyte-to-anolyte recycle and the anolyte purge operation. Lead, present in M28 propellant as lead stearate (approximately 0.5 weight percent), was oxidized to lead oxide (PbO2) and did not accumulate in solution. Lead oxide was found on the electrode surfaces and as a deposit in the bottom of the cell cavities (AEA, 2001d). A demonstration test successfully removed the lead oxide using an offline formic acid wash of the cell electrode cavities. This is the planned approach for removing accumulating lead oxide. No lead material balance was provided.
The NOx reformer operated for most of the run with a bottoms composition in the boiler reasonably close to the target 60 weight percent acid used in the full-scale EDP design. The offgas scrubber NOx was typically less than 100 ppm during the Composition B phase of the run but somewhat higher during the Composition B plus M28 phase. Based on the available analytical data, the most abundant organic breakdown product from Composition B was trinitrobenzene. Alkyl nitrates were found at a low ppm level in the plant offgas and the scrubber liquor, as was observed during previous trials.
The committee notes that trinitrobenzene is an energetic material and that safety considerations warrant a thorough understanding of the expected quantity and location of this material.
DMMP 500-Hour SILVER II™ Processing Trials
The objectives of trials with the agent simulant DMMP were similar to those with energetics (AEA, 2001e). The trials did not simulate the conditions associated with fluorine- or chlorine-bearing agent feeds. Shortly after beginning the DMMP trial, breaches of the membrane were again experienced. Investigation of these breaches is discussed in detail in reports prepared by AEA and Arthur D. Little Corp. (AEA, 2001f; ADL, 2001). The basic causes of failure (discussed in more detail in a later section on cell membrane failure analysis) were these:
-
membrane contact on the cathode surface when the formation of a gas, possibly from decomposition of the hydroxylamine in the membrane material, causes it to swell
-
holes in the membrane caused by arcing from dendritic silver crystals growing on the catholyte electrode (the silver deposition was believed to be caused by low nitric acid concentration, which had dropped to approximately 1 M, in the catholyte solution during the test)
AEA subsequently implemented the following corrective actions:
-
installation of spacers between the membrane and cathode to provide greater separation between the membrane and the cathode
-
monitoring of nitric acid concentration as well as total acid concentration in the catholyte, and control of the nitric acid concentration in the 6 M to 8 M range
-
pressure control to ensure that electrolyte pressure in the cathode space is higher than in the anode space
With these corrective actions in place, the DMMP run was completed without any further interruption, and test results were within expected parameters. Using normal feed concentration and rundown operations, agent simulant destruction to the required 99.9999 percent was completed.
A PTFE-lined pipe was placed into the anolyte loop to demonstrate the resistance of PTFE (Teflon), a material of construction to be used in the full-scale system, to electrolyte corrosion attack. This pipe was removed and inspected at the end of the DMMP run. Visual inspection showed no evidence of corrosion of the pipe or damage to the liner integrity. This test verifies the suitability of using PTFE lining in SILVER II™ systems processing energetics and DMMP but not the reliability of the array of connections required when using this material in a full-scale plant.
Laboratory-Scale Testing
High-Shear Mixers
During Demo II operation of the 12-kW SILVER II™ plant, problems were experienced with the buildup and handling of solids in the anolyte circuit of the plant (AEA, 2000). The solids were both parent material and intermediate products from the destruction of energetics. Although all of the energetics tested (M28, TNT, and tetrytol) exhibited this problem, it was most pronounced during the processing of tetrytol, when a lowering of the feed rate became necessary to reduce the risk of plugging the process piping. The reduced feed rate and organic inventory led to reduced plant efficiency and destruction rate. As a result, PMACWA required EDS II tests to determine a suitable design for a high-shear mixer to size-reduce solid organic material, primarily from M28 propellant, in both the anolyte and catholyte circuits of the 12-kW SILVER II™ plant. The EDS II test objectives for the high-shear mixers were as follows (AEA, 2001g):
-
Demonstrate that the mixers will size-reduce the crystalline solids that caused most of the operational difficulties in the plant during the Demo II tests.
-
Demonstrate that the mixers will operate without operational difficulties with a slurry that contains M28 propellant.
The high-shear mixers must operate in the presence of energetics and energetic breakdown products and in the highly acidic conditions that are present in the anolyte and catholyte feed tanks of the energetics SILVER II™ plant. Most of the typical industrial solid-liquid mixers were found to be unsuitable for this application. However, tests were conducted using equipment supplied by a high-shear mixer manufacturer, Maelstrom, and included two generic types of high-shear mixers and a high-shear agitator blade. The two types of high-shear mixers were an integral pump mixer and a fluid distributive mixer, also called a high-shear
vortex mixer. Both mixers subject the process fluid-solid mixture to high shear to produce a slurry, but the method by which they do so is different. Based on results of these tests, only the high-shear vortex mixer would meet operational goals.
High-shear vortex mixers were installed in the anolyte and catholyte feed tanks for the EDS II tests of the 12-kW SILVER II™ plant and performed well during the tests with Composition B and M28 propellant. AEA reported that the initial test showed that high-shear vortex mixers would effectively size-reduce the particles of Composition B and M28 propellant (and any other crystalline energetic particles that may have formed) and also provide bulk agitation (AEA, 2001a). AEA has also included conventional stirrers in all full-scale pilot plant feed tanks to further assure bulk agitation since the mixer head is small (18 inches in diameter) compared with the head in the full-scale vessel (10 ft in diameter) (AEA, 2001h). The full-scale mixing configuration has not been demonstrated. AEA also noted that the physical properties of energetics slurry could cause operational difficulties, with safety implications for equipment if unprotected, close-tolerance rotating parts were to come in contact with the slurry. Mixer design specifications address this requirement.
Hydrocyclone Trials for the 12-kW SILVER II™ Plant
As part of the EDS II laboratory-scale tests, trials were performed to determine the optimum hydrocyclone geometry for removal of solids from both the anolyte and catholyte circuits of the 12-kW SILVER II™ plant (AEA, 2001i). The trials established and demonstrated a hydrocyclone geometry capable of removing the simulated energetic material to a satisfactory level, less than 100 microns. In addition, the trials showed that the titanium hydrocyclones that had previously been installed on the 12-kW plant during Demo II for silver chloride removal could remove simulated energetic material after minor modification and reconfiguring. The simulant for the trials was chosen to closely mimic the behavior of the energetics to be processed.
Specific test conclusions by AEA are the following:
-
The existing titanium hydrocyclones, modified to incorporate a 14-mm vortex finder6 and a 6.4-mm underflow spigot, are suitable for the particle removal duty specified for a SILVER II™ facility at Blue Grass.
-
The existing titanium hydrocyclones are close in design to the units to be provided by the Mozley Company for a full-scale facility in multiple parallel flow units (sometimes called “multiclones”). Therefore, the results for the titanium system are anticipated to be similar to those for the Mozley units.
The flow rate to the hydrocyclones for the full-scale SILVER II™ unit, based on a 14-mm vortex finder and a 6.4-mm underflow spigot, would need to be approximately 3.2 m3/hr at a pressure of around 3.5 bar. This flow rate should be sufficient to achieve the overflow flow rate of 1.8 m3/hr required to feed the SILVER II™ cells. As noted previously, the hydrocyclones used in the 12-kW energetics and agent simulant trials for EDS II handled solids at the planned design loading (AEA, 2001a).
The committee notes that the laboratory tests established operating parameters for hydrocyclone operation that involve careful control of pressures and flows to achieve desired separation efficiencies. No tests were performed to demonstrate the robustness of hydrocyclone operation during the pressure and flow swings that might be expected during normal operations of a full-scale facility.
Organic Transfer Across Cell Membrane
The objectives of this laboratory-scale test were to quantitatively assess the rate and determine the mechanism of transfer (diffusional versus electrochemical) of organics and their breakdown products across the membrane (AEA, 2001j). For the test, a small, laboratory-scale SILVERII™ plant was constructed at Aberdeen Test Center at Aberdeen Proving Ground, Maryland, to accomplish the following:
-
Determine which species move across the membrane for a given substrate and their rate of transport.
-
Optimize the chemistry for the destruction of specific organic feeds to achieve maximum current efficiency.
The equipment included an Imperial Chemical Industries FM01 test cell that had been modified to en-
able it to treat mixtures containing energetic solids. The test cell contained platinized titanium electrodes and a Nafion N324 membrane and operated at a current density of 500 mA/cm2. These parameters are used in the 12-kW pilot plant system as well as in the full-scale design.
The coulombic efficiencies for the destruction were calculated to be as follows (figures in parentheses include the total rate of destruction when direct chemical oxidation by HNO3 is included):
-
Composition B, 62 percent (63 percent)
-
Composition B/M28, 78 percent (78 percent)
-
DMMP, 26 percent (29 percent)
As can be seen, the Ag2+ is responsible for most of the destruction; direct reaction with the HNO3 is a minor contributor for these organic materials.
The tests demonstrated that diffusion is the most likely mechanism for transfer of energetic organic species across the membrane from the anolyte to the catholyte chamber. Both the parent species in Composition B (TNT and RDX) as well as a TNT breakdown product, trinitrobenzene (TNB), move to the catholyte. Under operational conditions that provided a processing efficiency of approximately 80 percent for the energetics mixture, the rates of transfer were TNT = 2.6 g/hr/m2, TNB = 0.6 g/hr/m2, and RDX = 1.4 g/hr/m2.
The tests also demonstrated that the movement of metals and other ionic species could be estimated from knowledge of the system chemistry and the appropriate ionic mobilities. Table 3-5 gives typical transfer rates for concentrations of 0.5 moles/L of feed.
TABLE 3-5 Typical Transfer Rates for Concentrations of 0.5 Moles/L of Feed
|
Parameter |
Value |
|
Current |
5 kA |
|
Area |
1 m2 |
|
Fe3+ |
2.8 moles/hr |
|
Al3+ |
2.4 moles/hr |
|
SO42 |
0.033 moles/hr |
|
PO43 |
0.012 moles/hr |
|
SOURCE: AEA (2001m). |
|
Fluoride Transport Test
Agent GB contains fluoride. During SILVER II™ processing, the fluoride in GB is converted into HF. The ability of the HF to migrate through the plant is a factor in the selection of materials for different sections of the plant. A series of 8- and 72-hour tests were carried out in a laboratory SILVER II™ setup using the FM01 cell to confirm how fluorine moves around the plant, especially across the cell membrane and in the gas phase under different operating conditions. The tests, performed in a matrix of current “on,” current “off”, “silver present,” and “silver absent,” could be replicated. In each set of conditions, the change in concentration of fluoride with time in the anolyte and catholyte feed tanks and in the offgas was tracked after the introduction of sodium fluoride—equivalent to 0.1 M in the anolyte solution—at the beginning of each run (AEA, 2001k).
Test results showed that in both the 8-hour and 72-hour tests the concentration gradient caused a small diffusion of F (possibly as HF) through the membrane from anolyte to catholyte. Comparison of these results with runs using applied electric current showed the transfer flux is enhanced significantly by the electric field (possibly H2F+). However, even at the end of the 72-hour runs, the concentration of fluoride in the catholyte was no more than 0.01 M. In all of the runs, barely any fluoride was detected in any of the offgas scrubbers. This indicates that any HF in either the anolyte or catholyte offgas was returned in the condensate from the offgas condensers fitted to each of the anolyte and catholyte feed tanks.
The most significant test result was severe corrosion of the titanium anode. Based on inspection of the anodes after 8 hours of testing, it was concluded that attack in the presence of fluoride was occurring through imperfections in the platinum coating, undercutting it and causing it to spall off. As a consequence, the titanium was left exposed for corrosion during the 72-hour runs. The presence of silver is believed to enhance the titanium corrosion—possibly through local deposition and redissolution in nitric acid.
To address the imperfections of the anode coating, new Pt coating methods are being investigated by the electrode suppliers to improve deposition and eliminate pinholes. Also, no evidence of corrosion was observed during GB treatment in Demo II tests with the 2-kW SILVER II™ pilot plant, which is constructed of glass (AEA, 2000). AEA has indicated that the ability
of F complexation with Si, A1, Ti, and Zr to reduce corrosion of the electrodes should also be investigated.
AEA also concluded that the agent offgas/scrubbing systems could be fabricated from stainless steel, while the agent anolyte and catholyte circuits should be lined with materials resistant to corrosion by free fluoride, e.g., PTFE or PFA.
Fluoride Removal System Test
In addition to the preceding fluoride transport tests, laboratory-scale tests were conducted to investigate the possibility of containing or removing fluoride from the system to allow more economical materials of construction to be used in the design of the full-scale plant (AEA, 2001l). A series of nine tests was to be conducted to obtain kinetic data on the use of calcium as an agent for fluoride removal from the GB simulant, fluorophosphoric acid. Data were to be obtained for the hydrolysis reaction under acidic, neutral, and alkaline conditions.
No test data were available at the time this report was prepared. However, the fluoride transport test results discussed previously confirm the need to consider some form of removal or complexation of fluoride.
Cell Membrane Life Tests
Tests on the lifetime of cell membranes were performed to provide design, testing, and operations data for a full-scale SILVER II™ plant (AEA, 2001m). The test objectives were these:
-
Confirm the selection of membrane and gasket material for a full-scale facility.
-
Estimate membrane and gasket life.
The test of membrane lifetime consisted of a single test of 95 days cumulative duration on a laboratory-scale SILVER II™ plant. Two grades of Nafion membrane and four grades of Viton gaskets were tested for the full test period. Worst-case conditions, defined as exposure to the highly oxidizing conditions of SILVER II™ operating in the absence of an organic feed, were used. These conditions correspond to operation in continuous rundown or polishing mode and expose the membrane to the highest concentration of Ag2+. Analysis of the test data shows that the grades of membrane and gaskets currently used in the 12-kW pilot plant have a lifetime of at least 95 days under the conditions of this test.
The committee notes that the analysis of the cell membrane failure that occurred in the 500-hour DMMP (discussed in the next section) suggests that the cell membrane tests did not represent worst-case conditions for membrane life under actual operating conditions and that limited credence can be given to the conclusions from this test (AEA, 2001k). It also notes that in the absence of organics, parasitic oxidation of water may offset the Ag2+ attacks that were anticipated in this test.
Cell Membrane Failure Analysis
Repeated membrane failures during the early part of the 12-kW plant 500-hour DMMP run prevented effective control of water balance and levels of silver and organic material in the catholyte system. After laboratory-scale testing from October 11 to October 21, 2001, AEA concluded that the failures resulted from foaming or pockmarks in the lattice structure of the PTFE support in the Nafion membrane and that the pockmarks formed only if the membrane came into contact with the cathode.
The cell in the 12-kW plant was then modified to incorporate a system of spacers between the cathode and the membrane to ensure that the membrane did not contact the cathode. When the 12-kW plant was restarted, the catholyte level had risen more than would be expected during normal process operating conditions after 36 hours of operation. The cell was dismantled and the membrane was found to have small pinholes along the bottom edge. In addition, metallic silver deposits in the form of dendritic silver crystals were found in the cell.
DMMP testing was then stopped until PMACWA was convinced that the failure mechanisms were understood in sufficient detail to ensure that the plant could be operated without future membrane failures. A test program was conducted that looked at the following phenomena (AEA, 2001f):
-
Dendrite growth. Solid silver crystal needles grow on the cathode that can lead to arcing, short circuits, and membrane breach.
-
Foaming of Nafion. The interstices in the Teflon support lattice become discolored and develop pockmarks. This leads to zones of low mechanical stability from which pinholes may form, lead-
-
ing to localized heating, membrane failure, and arcing.
-
Membrane swelling. Such swelling, which is caused by the chemicals present in the anolyte solution, specifically organophosphates such as DMMP, can lead to deformation and mechanical damage as well as contact with the cathode.
Laboratory-scale tests were performed using both an FM01 cell and an ‘H’ cell. The tests show that silver dendrite growth in the catholyte solution is prevalent when the concentration of HNO3 is below 4 M. At concentrations between 4 M and 6 M, dendrite growth occurs at room temperature but is much reduced. It is not visible at elevated temperatures. With HNO3 at concentrations above 6 M, there is no dendrite growth at room temperature. AEA concluded that the concentration of HNO3 in the catholyte must be kept above 6 M to ensure that silver dendrite does not grow. Also, the formation of pockmarks appeared to be eliminated if the membrane was kept away from the cathode.
To validate the findings of the laboratory-scale testing, the 12-kW plant was reconfigured as a 4-kW system, with one operational anode and two operational cathodes. The cell was assembled with spacers between the cathode and the membrane to ensure that under operating conditions, the membrane could not come in contact with the cathode. The cell current was 2,000 A to provide the same current density across the membrane as that for the normally configured 12-kW plant. The catholyte offgas system was modified to provide a back pressure on the catholyte return system; this also had the effect of forcing the membrane toward the anode rather than the cathode. The plant was run in this configuration for 24 hours. Inspection of the membrane after this test showed that the membrane had been in contact with the anode and that there were no signs of silver deposits or damage to the membrane surfaces.
The plant was reassembled in its normal 12-kW configuration with cathode spacers fitted. To provide a worst-case operating condition, the back pressure on the catholyte system was removed so that the spacer was the only mechanism that kept the membrane from contacting the cathode. The plant was run for 24 hours under these conditions, and the cell was dismantled to inspect the membranes. There were no signs of damage to the membrane surfaces and no signs of silver deposits.
Electron microscope examination of a membrane has shown that the pockmarks have largely the same chemical composition as undamaged membrane components but contain a small amount of silicon. Burnt areas around pinholes have appreciable levels of platinum and titanium, which is probably a result of arc damage to the metal surface of the electrode coating. AEA noted that small amounts of this type of damage are of little consequence to the electrode since the electrochemical processes seal any damaged areas by passivation. AEA stated that it is not clear why pockmarks occur with DMMP (an organophosphate) and not with the energetics (AEA, 2001f). AEA has noted that in other electrochemical systems, pinholes can lead to local areas of high current density. This produces a significant amount of ohmic heating and melting, leading to membrane failure. It is unclear if this is a failure mechanism in this application.
The committee notes that the electrode damage may become more severe when feeds containing fluorine and chlorine are processed. In the fluoride transfer test discussed earlier, the titanium electrodes were severely corroded and the Pt coating was pitted or peeling off. This more severe damage would be unacceptable during full-scale plant operation.
AEA concluded from the EDS II tests that all of the mechanisms that can give rise to premature membrane failure had been identified (AEA, 2001f). Subsequent completion of the DMMP 500-hour run without membrane failure appears to validate this conclusion for DMMP operation. Although the DMMP run was successfully completed, it is not certain that other membrane failures will not occur when agent feeds containing fluorine or chlorine are used. Whereas organophosphates can lead to swelling of the membrane by the mechanism previously described, both concentrated acids and multivalent metal ions can cause shrinkage of the membrane. Further, it is not clear that additional membrane failure mechanisms will not be experienced as a consequence of flow and pressure variations in the six cell stacks of up to 48 cells each, recommended for the full-scale facility at Blue Grass.
Silver Recovery from Silver Chloride
These tests were conducted to provide sufficient data to select a silver recovery method (AEA, 2001n). They had three objectives:
-
Demonstrate silver recovery from (contaminated) silver chloride.
-
Determine the levels of impurities in the silver.
-
Characterize the slag for purposes of reuse and disposal.
The tests involved mixing known amounts of silver chloride with sodium hydroxide. The silver chloride was precipitated from a simulated anolyte solution with composition similar to that expected after the anolyte solution has been passed through the polishing circuit of the IRS. Metals in the simulated anolyte solution included Fe, Al, and Cu. The silver chloride/sodium hydroxide mixture was placed in a nickel crucible and then into a furnace heated to 600°C. After termination of the reaction, the crucible contents were quenched in water, washed out with water, and filtered. A silver mass balance was then performed.
The results demonstrated that low-temperature caustic fusion at 600°C is effective in recovering more than 93 percent of the silver with a purity of greater than 99 percent. Furthermore, the silver is recovered in a form suitable for quick reaction with HNO3 to form silver nitrate makeup without a significant amount of metal impurities. The committee notes that the 93 percent yield of silver suggests that 7 percent of the silver is not recovered, and the cost of this unrecovered silver and its disposal via a process waste stream must be considered when calculating the cost of operation. As reported in the EDP, AEA anticipates using off-site reclamation for silver recovery. An evaluation by Ames Goldsmith Corporation, a potential off-site reclaimer, states that 98 percent of the silver could be recovered at a purity level of 99 percent (AEA, 2001a). Thus, the EDP is based on off-site reclamation with a silver recovery of 98 percent.
Evaporator Trials for the Full-Scale SILVER II™ Plant
According to the EDP, a full-scale SILVER II™ plant at Blue Grass would include an evaporator circuit to reduce the volume of waste that arises from metals and mineral acids accumulated in the IRS. (See Figure 3-2 for the location of the evaporator in the IRS.) This test program investigated evaporator operation and selected suitable materials of construction (AEA, 2001o). Specific objectives were as follows:
-
Conduct evaporator tests on a solution that simulates the solution to be evaporated in the full-scale plant for the IRS system.
-
Demonstrate ease of evaporation and recovery of water and nitric acid from simulated feed solutions.
-
Provide stream composition data for the overheads and bottoms streams during the evaporation process.
-
Establish the maximum evaporation ratio (i.e., evaporated quantity/feed quantity) without compromising the pumpability of the bottoms discharge (or impurity) stream and without excessive decomposition of the bottoms stream while minimizing the volatility of any bottoms components (such as HF or HCl) or decomposition of the overheads components.
-
Identify appropriate materials of construction for the evaporator.
The evaporator tests were conducted in a laboratoryscale test setup. The bottoms product after the worst-case volume reduction (70 percent) was found to be similar in density and viscosity to that of concentrated HNO3. No solids and no decomposition were observed after cooling, and AEA expects that the resulting bottoms product after evaporation will not compromise pump operation.
Based on corrosion coupons in place during this test, Inconel 690 was found to be an unsuitable material of construction; however, PTFE-lined metal was suitably resistant to the most aggressive feed solution.
The committee notes that the test solutions fed to the evaporator contained nitric, sulfuric, and phosphoric acids and fluoride for establishing fluoride volatility. No silver or organic carbon was included, although design conditions assume up to 100 ppm total organic carbon and approximately 2 weight percent of the silver since complete silver separation is not expected. Also, some chlorides may be present after separation of the AgCl precipitate in the preceding process step. These low-level concentrations are problematic for good evaporator operation. In particular, foaming may result from the presence of organic materials, and fluorides and chlorides may migrate to the NOx reformer system and pose added materials challenges.
Desktop Studies
AEA conducted a series of desktop studies (literature surveys) to establish certain design parameters for the full-scale plant. These studies were conducted in place of further tests. The conclusions of these studies are summarized below.
Water Jet Cutting for Conventional and Chemical Agent Munitions
This study, performed by El Dorado Engineering, Inc., comprised reviews of earlier studies on the use of water jets to cut munitions to access agent and energetics and the use of water jets to wash out energetics from the burster tubes of both rockets and projectiles (EDE, 2001b). After the study had been completed, water jet cutting was abandoned by AEA because of concerns that the garnet grit could cause problems downstream.
Earlier tests of the washout of energetics from bursters reported in the study by El Dorado Engineering used pressures up to 15,000 psig pressure with a water jet flow rate of 6.3 gal/min (EDE, 2001b). This study did not report whether the burster (or rocket body) was rotated during the washout process or whether any energetic material remained inside the burster tube afterwards. Also, the study noted that the earlier tests did not discuss how completion of washout was determined. From available test literature, the time to move and align the washout nozzle with the burster opening, start the water jet, rotate the rocket, advance the boring end effector down into the burster well, complete the washout, and return and shut off the nozzle and rocket rotator was estimated to be approximately 30 minutes using a 15,000-psig water jet and garnet grit. Based on other studies and the unacceptability of garnet grit in the SILVER II™ process, El Dorado Engineering, Inc., concluded that a 50,000-psig water jet could be safely used for washout of rocket and projectile burster energetics and that washout times of approximately 1 minute were achievable. The committee notes that neither test data nor literature were cited to support this projected washout cycle time.
Energetic Slurry Concentrations and Handling Study
Another study done by El Dorado Engineering reviewed the literature on handling energetic materials in water slurries. A primary objective was to establish safe concentration limits for energetics in slurry mixtures (EDE, 2001a). In the study, three papers were identified wherein energetic materials at various concentrations had been evaluated with standard testing methods for their shock initiation sensitivity. No data for the shock initiation sensitivity of M28 rocket propellant were available, but another propellant, M-9, with similar major ingredients was tested. The tests evaluated slurries that simulated homogeneous pumped (gelled) water slurries and settled water slurries.
The homogeneous pumped water slurries did not propagate detonation reactions at test concentrations of 20 to 40 percent of M-9 by weight in water. The settled slurries of M-9 did not propagate detonations at test concentrations of 35 percent to 40 percent M-9 by weight in water. At a test concentration of 45 percent, in both cases the reactions were in the nondetonation-to-detonation transition phase and exhibited some explosive (decaying detonation) reaction. At a test concentration of 50 percent by weight M-9 in water, the tests on both types of slurries propagated a high-order detonation.
El Dorado Engineering recommended that the M28 propellant (which is similar to M-9 propellant) not be pumped or handled or allowed to settle in concentrations above 40 percent by weight in water (EDE, 2001b). In this way, inadvertent initiation of detonations would be prevented, and no nondetonation-to-detonation, transition-phase-type reactions would occur in the process if the slurries were shocked.
The study noted that the three main reports reviewed studied only the shock initiation sensitivity of the afore-mentioned energetic materials (and the flame initiation sensitivity of RDX and TNT). M28 propellant might be subjected to other ignition sources in the slurry handling operations (e.g., metal sparking from antiresonance rods in the propellant grinding operation). The study recommends that these other initiation sources be studied in a comprehensive safety evaluation program that would assess the potential hazards that might accompany demilitarization of M55 rockets with M28 propellant.7
CST/CATOX Unit Testing
Although not part of AEA’s SILVER II™ EDS II testing program, the CST/CATOX unit tests for EDS I conducted by Parsons/Honeywell are reviewed here since they serve as the basis for design decisions on the DTS and DTS offgas emissions control systems for the SILVER II™ technology package. Parsons/Honeywell performed a series of three tests of the CST in conjunction with its EDS I program (Parsons, 2001). No separate DTS tests were performed for the AEA EDP.
|
7 |
See discussion of the propellant grinding tests conducted by Eco Logic in Chapter 4. |
Tests performed to determine the effectiveness of the CST system for processing shredded wood particles (simulated by sawdust) combined with a carbon-carrier medium encountered several problems, including the following:
-
Quench tower foaming was caused by inappropriate recipes for antifoam and emulsifier additions.
-
The vacuum in the CST main chamber was insufficient. This was partially alleviated by tightening down the gland seals on either end of the main chamber auger. However, insufficient vacuum levels in the main chamber were a chronic problem during all CST testing and would have to be addressed in any final design.
-
Clogging by ash was the result of temporary shutdown of the auger without stopping the steam flow to the main chamber. The result was that a wet ash/charcoal mixture eventually caused the auger to jam and break the drive belt. The lesson learned from this problem was the importance of keeping the ash auger running whenever there is still some discharge from the system. Steam flow is required to sweep offgas from the CST.
-
Feed materials in the feed hopper became segregated. This was a problem throughout the testing and caused a relatively large amount of wood to be fed into the system over short time periods. This, in turn, caused swings in the CATOX unit outlet temperature and poor treatment of gaseous emissions. The final design will have to include a means of maintaining feed uniformity to provide a basis for permitting.
-
During restart, the feed auger variable-frequency drive failed as a result of overloads, necessitating replacement of the drive.
An evaluation of the CST (including its effluent gas treatment system) for treatment of wood dunnage and DPE suit material indicates successful treatment of both materials. Also, the test report noted that additional design and development for the solid materials handling and gaseous effluent systems were under way as this report was being prepared.
Solids materials handling issues include these:
-
Preventing the segregation of the carbon-carrier medium and shredded DPE suit material and wood dunnage in the solids feed to the CST to minimize swings in performance and the challenges that these swings pose for the gaseous effluent treatment system.
-
Selection of materials of construction with satisfactory corrosion resistance for the auger and air preheater—the test report indicates that the auger corrosion appears related to the chlorine contained in shredded DPE suit material (Parsons, 2001).
-
Further design and development to prevent the accumulation of solids outside the auger trough at the feed end and in the bottom of the main chamber to prevent overheating of the chamber wall.
-
Improved design for control of dust, especially carbon dust generated by the carbon carrier.
Gaseous effluent treatment issues still to be addressed include these:
-
improving the temperature controls of the CATOX unit to prevent over-temperature damage to the catalyst, as occurred in earlier testing
-
improved mitigation of solids separation upstream of the CATOX unit to prevent fouling/ plugging of the catalyst by fine particulates
-
changes in the design and operating conditions of the CST and CATOX units to reduce the formation of dioxins and furans when processing DPE material
In view of the Parsons experience with CST testing, it seems advisable for additional testing to be performed on the enclosed auger design for the SILVER II™ dunnage treater to ensure that auger plugging will not result in excessive downtime and maintenance. Testing is also recommended to verify the effectiveness of the sweep gas (steam) flow in removing volatile materials generated in an enclosed auger configuration.
The acceptability of the dunnage treater for permitting also remains an issue. For the CST, the committee notes that Parsons/Honeywell has stated as follows (Parsons, 2001):
Several further modifications have been proposed to help lower/ eliminate dioxin formation within the CST system. These modifications are major in scale and budget/schedule constraints preempted their implementation in the test system, however the risk associated with the problem of dioxin/furan formation may warrant their imple
mentation/testing before completing the detailed design of the full scale pilot facility (FSPF) which will require characterization of the treated gaseous effluent.
ASSESSMENT OF PROCESS COMPONENT DESIGN
Based on previously cited EDP documentation and EDS II testing results of the AEA SILVER II™ process, as well as the committee’s consideration of test results obtained during Demo II, the following assessment of process component design and operation has been prepared (NRC, 2001b).
Disassembly of Munitions
Projectile Disassembly
AEA’s technology package includes the use of the baseline system projectile mortar demilitarization (PMD) machine with modification for a water jet BWM, which uses a high-pressure water wash to remove the energetic material from the burster tube. The committee notes that a similar system has been proposed as part of the Parsons/Honeywell technology package put forth for disposal of the mustard agent munitions at Pueblo Chemical Depot (NRC, 2001a). The committee stated the following concerning the Parsons/Honeywell BWM:
The BWM has not yet been built, much less tested, and the potential for separating larger energetics particles from the washout solution has not been evaluated. Shredding of the particles without sufficient washout solution could result in ignition. If larger energetic particles cannot be separated from the bulk washout solution, Parsons should consider design modifications to prevent or mitigate ignition.
In view of AEA’s reliance on earlier burster washout tests, these observations also apply to the SILVER II™ burster washout design.
Rocket Disassembly
As described earlier, the RDM planned by AEA is derived from the baseline system design but has significant modifications. Tests performed to demonstrate the operability of these modifications would be done at the vendor’s plant prior to shipment or during systemization of a facility at Blue Grass. No Demo II or EDS tests were performed. Committee concerns include the reliability of tube cutting technology for this application and underlying assumptions about the impact of this technology on downstream processes. The AEA proposal relies heavily on the success of an unusual application of tube cutting technology—that is, a configuration similar to a rocket in its shipping/firing tube, for which no demonstrable is available.
Further, the committee observes that the downstream energetics SILVER II™ process is being designed on the assumption that it will operate in a Category C area since agent-contaminated energetics are not normally expected to exist.
Preparing Energetics for Destruction
To process the M28 double-base rocket propellant in the SILVER II™ process, the propellant grains must be broken down into small particles. AEA uses commercially available shredding/grinding equipment to process the extracted propellant grain before introducing it to the SILVER II™ process. The propellant grinding tests conducted under EDS II testing for Eco Logic are discussed in Chapter 4 and are applicable to the AEA process. However, the committee notes that the AEA process requires a greater degree of size reduction than was demonstrated in EDS II (to 1/8-inch versus 1/4-inch). There also is some concern that the size of energetic particles from the burster washout process may be too large for processing by the high-shear mixers used in the energetics slurry feed tanks. Therefore, AEA has included an inline static macerator for burster energetics from both projectiles and rockets. The committee concludes that the proposed energetics preparation steps should be readily implementable in the full-scale plant.
Agent and Energetics Destruction
The technology provider has stated (AEA, 2001a) that information generated from the Demos I and II and EDS II tests have been used to fully define the features of the full-scale SILVER II™ process systems for a Blue Grass facility. The committee notes that many significant changes have been made in arriving at the design concept in the current EDP. The changes include these:
-
Solids handling features have been enhanced by elimination of dead legs; use of hydrocyclones to manage solids in the feed preparation steps and in the streams passing to anolyte and catholyte sections of each cell for both agent and energetics
-
processing; use of in-vessel high-shear vortex mixers as well as conventional stirrers to improve uniformity and provide final size reduction of particulates in the energetics and agent slurries; improved trace heating to prevent solids deposition on cooler surfaces in the electrolyte circuits; and improved materials of construction for process piping and components based on data gathered from the Demo II and EDS evaluations.
-
A continuous recycle stream from the catholyte to the anolyte circuit in the main process system has been added. This recycle stream is needed to maintain concentrations of silver, organic material, dissolved metals, and other acids at acceptably low levels in the catholyte.
-
A continuous purge stream on both agent and energetic anolyte circuits has been included to complete the destruction of organics, remove and recycle silver, and remove and concentrate impurities that include sulfuric acid, phosphoric acid, hydrofluoric acid, and dissolved metals. This purge stream is first treated in electrochemical cells requiring approximately 50 percent of the power of the main primary circuit cells to reduce organic concentrations to required levels. These cells have low electrochemical efficiency because the final organic concentration in the anolyte circuit decreases to less than 100 ppm. The committee notes that the polishing step had not been anticipated in the SILVER II™ design until the conclusion of Demo II (NRC, 2001b).
-
Process steps have been added to remove and recover silver from the polishing system anolyte by use of 35 percent HCl following the completion of organics destruction. These steps include precipitation of Ag as AgCl, dewatering of the precipitate in a centrifuge, and evaporation of the liquid from the centrifuge in an evaporator to recover as much HNO3 as possible for recycle to the reformer. The evaporator bottoms containing the S, P, F, and metal impurities in the plant feeds become a concentrated waste stream for further treatment and disposal.
-
Caustic washing and thermal treatment of silver chloride precipitate are performed to achieve a 5X decontamination level for shipment to an off-site silver recovery operation.
-
PTFE- or PFA-lined piping and vessels are used for the electrolyte circuits.
-
The operation has been completely automated to eliminate hazards to personnel. The implementation of automatic operation is described in the final EDP (AEA, 2001a).
The SILVER II™ processes have become increasingly complex, apparently owing to the impact of phenomena not previously anticipated or considered important—for example, the need for extensive use of hydrocyclones to manage suspended solids throughout the processing system. The committee believes this increased complexity heightens uncertainty about the successful implementation of the technology package as a whole. Operation of a three-cell system is much simpler than that of full-scale 432-cell catholyte flow system that has all cells in a parallel flow path, with fluids containing significant levels of suspended solids.8 In short, the current SILVER II™ EDP design is still too immature to consider full-scale plant implementation.
Other testing experience and process changes indicating the immaturity of the SILVER II™ process include these:
-
Cell membrane failures not predicted by tests of cell membrane life and lack of long-term testing on feeds containing Cl and F.
-
Planned removal of lead oxide using a formic acid wash without prior demonstration in a multicell configuration.
-
Extrapolation of 3-ft-diameter vessel experience to 10-ft-diameter full-scale operation without having developed or demonstrated scaling parameters for high-shear vortex mixers and stirrers working together.
-
Continuing discoveries of electrolyte chemistries that need to be carefully controlled—for example, the need to track HNO3 as well as total acid molarity in the catholyte to avoid silver deposition.
-
A full-scale design that has effectively increased cell power requirements by 50 percent to achieve the required destruction efficiencies in spite of efforts to demonstrate good electrochemical or coulombic efficiency; earlier studies of mediated electrochemical oxidation (MEO) processes anticipated this outcome, noting that low coulombic
-
efficiency occurs when high overall destruction efficiency is required (Chiba et al., 1995).
-
Excessive corrosion of platinum-plated titanium electrodes in the presence of fluorine-containing anolyte feed streams; improvements in plating techniques are expected to solve this problem but have not yet been demonstrated.
Separation of Agent from Munition Bodies
The design basis for the MPT assumes 99 percent removal of agent from the munitions. This requires extra agent washout provisions for both projectiles and rockets, which can contain gelled agent heels. While the design seems reasonable, the ability of these provisions to achieve the required 99 percent removal of agent in the allotted time has not been demonstrated. It would be prudent to show that this cleaning performance can be achieved or that the MPT can handle higher agent loadings and still achieve required production rates. The committee notes that the proposed MPT would be demonstrated by the vendor prior to delivery for installation in the full-scale process, raising the potential need for design changes late in the construction process.
Agent Preparation for Destruction
The mixing of recovered agent with dilute HNO3before feeding it to the anolyte tank appears to be readily achievable using the proposed feed preparation system design.
Metal Parts Treatment
All contaminated metal parts will be treated to a 5X decontamination level in an MPT that consists of a four-zone metal enclosure containing a conveyor system on which bins filled with metal parts and fiberglass are placed. The full-scale design for Blue Grass calls for two MPTs, each capable of treating up to 8,000 pounds of metal (4,000 pounds of munitions-derived metal and 4,000 pounds of metal parts containers) in 4-hour cycles. The second and third zones of the MPT are heated by recirculating steam from electrically heated heat exchangers. The input and output zones are purged with nitrogen and then with steam. Vent gas from the MPT will be sent to a gaseous effluent treatment system. The MPT will operate in batch mode. All treated metal will be subject to a hold-test-release test to verify the absence of agent.
While the MPT design is considered generally robust, the committee has less confidence in the gaseous effluent system supporting the MPT operation. The design basis for the MPT assumes 99 percent removal of agent from the munitions. This removal efficiency is expected to be achieved by adding extra agent washout provisions for both the projectiles and rockets. However, these washout provisions have not been demonstrated, and lower agent removal efficiencies (higher MPT agent loading) may occur, requiring longer processing times.
The gaseous effluent treatment system for the MPT is similar to that used in the Parsons/Honeywell WHEAT technology. However, test results for the WHEAT system are not directly applicable to the gaseous effluent from the SILVER II™ MPT, because feed metal to the WHEAT MPT has been washed in caustic, which hydrolyzes the agent. In contrast, the SILVER II™ munitions washing process prior to MPT treatment may not significantly hydrolyze the agent. Thus, any agent on metal parts entering the MPT may be vaporized in a lower temperature zone of the treater and could exit in the separately exhausted gas streams of these zones before significant decomposition takes place. After filtration by the candle filters, this gas is subjected to 3 seconds residence time in the post-heater at 1,000°F to decompose residual agent expected to be present. Some data on the rate of thermal decomposition of agents suggest that even 5 minutes at 1,000°F is inadequate to fully destroy GB (NRC, 1993). However, the gas subsequently flows through a CATOX unit, a scrubber, HEPA and carbon filters, and then into the MDB HVAC system carbon filters before release to the atmosphere. The committee believes that this added filtering should ensure environmentally acceptable treatment of MPT gaseous effluent.
Dunnage Preparation and Treatment
The SILVER II™ DTS is similar to the Parsons CST (NRC, 2001a; Parsons, 2001). AEA has proposed improvements intended to eliminate the issue of shell burnout that occurred in the CST during EDS testing. This burnout resulted from ash overflowing the top of the auger trough and insulating the outer shell of the CST. This additional insulation caused the shell to be overheated and burnt by the external heaters. The improvements include an enclosed screw conveyor or auger rather than one running in a trough. Operation of an enclosed auger has not been tested under the conditions and feeds associated with dunnage treatment. The
committee is concerned that the enclosed auger design may be more prone to blockage or plugging.
Catalytic Oxidation Units
Both the MPT and DTS use CATOX units to destroy VOCs in the gaseous effluent streams. The CATOX units use a Pt/Pd oxidation catalyst. AEA uses a scrubber and filter upstream of the CATOX units to remove phosphorus, fluorine, and chlorine compounds that could poison the catalyst.
With regard to dioxin/furan formation, AEA states that the use of carbon and HEPA filters downstream of the CATOX units should adequately control emissions of these materials. As noted earlier, testing of the CATOX units of the Parsons/Honeywell WHEAT process has revealed the need for changes in the design and operating conditions of both the CST and the CATOX units in order to reduce the formation of dioxins and furans when processing DPE suit material (Parsons, 2001). Thus, while the CATOX units appear to be capable of operating reliably, data from existing EDS testing of the Parsons CST and CATOX units indicate that there is still a significant risk of added delays and cost to achieve acceptable emissions performance (Parsons, 2001).
According to the AEA’s EDP, carbon dioxide emissions from a full-scale facility at Blue Grass would be significant, 90 ton/yr, even with the anticipated 98-99 percent efficiency of the CATOX units (AEA, 2001a). The carbon dioxide arises primarily from the treatment of carbon and wood and DPE suits in the dunnage treatment CST and of fiberglass in the MPT.
ASSESSMENT OF INTEGRATION ISSUES
Component Integration
The committee notes that the SILVER II™ technology package is a combination of many continuous and batch-processing steps with buffering capabilities between most of the processing steps. The throughput and availability of each process step, in combination with equipment redundancy and sufficient buffer storage capacity between process steps, must result in the specified destruction rate. Integrating the individual processing steps will require effective process monitoring and control to ensure that appropriate materials are fed at appropriate rates at each step and that all material discharged from the plant meets safety and environmental specifications. In addition, attainment of the required process availability depends on the durability of all materials of construction and on the effectiveness of the plant operating and maintenance force.
Process Operability
Destruction of the Blue Grass stockpile within the time specified by the CWC treaty requires that the overall process achieve the required throughput levels and process availability (i.e., the fraction of time that the plant can operate). The SILVER II™ process has been designed to enable disposal of the entire stockpile at Blue Grass in 475 days. This includes 112 days of zero production for mandated periods (holidays, maintenance, and external causes like power outages). Shake-down/ramp-up and other activities that must be performed when switching between rockets and projectiles, and when switching between agent types, would require additional time.
AEA believes that the SILVER II™ technology package is a conservative design; that is, it has sufficient equipment redundancy and overcapacity to readily meet the required destruction rate at the assumed equipment reliabilities.
To the committee’s knowledge, although large numbers of electrochemical cells are operated in parallel in the chemical industry, such operations have not faced the materials handling challenges that AEA’s SILVER II™ agent and energetics destruction systems face. Hence, assumed equipment reliabilities may be optimistic.
Materials of Construction
Even in the relatively short-duration Demo II tests, it was apparent that corrosion from hydrogen fluoride (HF) in the anolyte and catholyte circuits would be a serious problem (NRC, 2001b). Results of Demo II coupon tests showed significant weight losses during exposure to simulated operating environments. Therefore, AEA conducted additional material coupon tests in the EDS II testing in addition to testing conducted with PTFE-lined piping segments. Specifically, these tests addressed the performance of two of the proposed lining materials, PTFE and PFA, and an alloy, Inconel 690. PTFE-lined piping segments were also tested during the 12-kW engineering tests. Piping with PTFE lining only 1/16-inch thick performed acceptably in the severe environment of the evaporator tests. AEA also
TABLE 3-6 Materials Selection for Key Sections of a SILVER II™ Full-Scale Plant
|
Section or Unit Operation |
Provisional Materials Selections |
|
Anolyte circuits |
Agent: generally all process-fluid-wetted parts to be lined with PFA, PTFE, or PVDF. Piping to be PFA-lined carbon steel throughout. Pumps, valves, etc. to be PFA-lined, ductile cast iron. Agitators etc. to be PTFE-coated carbon steel. Heat exchangers to use PFA for all wetted surfaces. Seals and gaskets to be Kalrez, PTFE, or PTFE-clad; hydrocyclones to be PFA-lined carbon steel. Energetics: generally all process-fluid-wetted parts to be PFA, PTFE, PVDF, or titanium; piping to be stainless steel with PFA lining; pumps to be titanium; valves to be PFA-lined ductile cast iron; agitators to be PTFE-coated or PVDF-clad carbon steel; heat exchangers to be titanium with PFA or PVDF-wetted surfaces; seals and gaskets to be Kalrez, PTFE, or PTFE-clad; hydrocyclones to be titanium. |
|
Electrochemical cells |
End plates and ports to be PVDF-lined ductile cast iron. Gaskets to be Viton for agent and Viton GF for energetics. Electrodes to be platinized titanium, pinhole-free, to a thickness of 5 micrometers for the anodes and 2.5 micrometers for the cathodes. |
|
Catholyte circuits |
Agent: same as anolyte circuit. Energetics: piping to be PFA-lined carbon steel; pumps to be titanium; valves to be PFA-lined ductile cast iron; agitators to be PTFE-coated stainless steel; seals and gaskets to be Kalrez, PTFE, or PTFE-clad. Heat exchangers to be 304L stainless steel. Catholyte evaporator to be Inconel 690/625; hydrocyclones to be titanium. |
|
Polishing circuits |
Agent: same as main anolyte and catholyte circuits. Energetics: same as main anolyte and catholyte circuits. |
|
NOx reformer |
Agent: piping to be PFA-lined stainless steel; pumps and valves to be PFA-lined ductile cast iron; heat exchangers to be PFA or PVDF on wetted surfaces; seals and gaskets to be Kalrez, PTFE, or PTFE-clad; column sections to be PFA-lined carbon steel; packing to be PVDF. Energetics: piping to be PFA-lined stainless steel; pumps to be PFA-lined carbon steel; valves to be PFA-lined ductile cast iron; heat exchangers to be PFA or PVDF on wetted surfaces; seals and gaskets to be Kalrez, PTFE, or PTFE-clad; column sections including trays to be Inconel 690/625; packing to be Inconel 690/625. |
|
Offgas scrubber |
Agent and energetics: piping, column, and packing to be 304L stainless steel; pumps to be polypropylene-lined carbon steel. |
|
Reagent feed systems |
Agent and energetics: process water, silver nitrate, sodium hydroxide, and sodium hypochlorite feed system tanks, pumps, pipes, and valves all to be 304L stainless steel; gaskets to be EPDM or similar. Agent: nitric acid and hydrochloric acid feed system tanks, pumps, pipes, and valves all to be PFA-lined carbon steel; gaskets to be PTFE, Viton GF, or similar (e.g., Kalrez); hydrochloric acid pumps and valves to be PFA-lined ductile iron. Energetics: nitric acid and hydrochloric acid feed system tanks, pumps, pipes, and valves all to be 304L stainless steel; gaskets to be PTFE, Viton GF, or similar (e.g., Kalrez). |
|
Fasteners, coatings, etc. |
All fasteners (nuts, bolts, etc.) and other unpainted structural elements to be 316L or 304L stainless steel depending on the application. Protective coating for structural steelwork and carbon steel or ductile cast iron plant items—to be developed. All spill containment to be 304L stainless steel. |
|
Wiring and instrumentation |
Wetted instrument parts and pockets generally in accordance with wetted plant items in applicable area. Transmitter housings generally coated as structural steelwork above or constructed from 304L stainless steel according to availability and life-cycle cost. Cable insulation to be PVC, and carbon steel conduit (coated in accordance with guidance above) to be employed throughout. |
|
SOURCE: Adapted from AEA (2001b). |
|
reports that PTFE is the preferred material in the semiconductor industry, where aqueous HF is used extensively and leaching from HF containers would be unacceptable for maintaining product purity (AEA, 2001o).
Based on this information and additional research, AEA has made the provisional selection of the materials of construction for the SILVER II™ process systems shown in Table 3-6. This selection of materials should be adequate, assuming that AEA addresses the issue of assuring reliability in achieving leaktight joints after repeated disconnection and reconnection of piping and other system components. The committee also notes that AEA had not resolved corrosion of the platinized titanium electrodes observed during EDS II fluoride transport tests but expected to achieve a satisfactory solution.
Maintenance Issues
The full-scale plant provides for maintenance to be performed in DPE suits in areas where agent may be present. To minimize downtime, AEA has developed a detailed spare parts policy covering installed and stored
spares. All pumps and hydrocyclones within the plant will have an installed spare (i.e., a standby) to allow remote changeover. The pumps have an automatic changeover system initiated by flow instruments and motor drives and a manual override. Hydrocyclones have manually initiated changeover only, since failure would be detected by a combination of installed instrumentation and operator judgment. An additional spare for each pump and hydrocyclone is held in storage. Isolating valves and flushing lines are provided to allow repair or replacement without requiring a plant shutdown.
One spare electrochemical cell stack is installed in the primary anolyte circuit. Manual intervention is required to connect the spare cell stack and disconnect a faulty cell stack. Five spare cell stacks are kept in storage, allowing replacement of all primary or secondary electrochemical cell stacks (but not both at once) in the case of common-mode failure, e.g., severe blockage. The inventory of spare cell stacks was not deemed necessary to cover common-mode failure of both primary and polishing (secondary) electrochemical cells, because their anolyte circuits are separate and the catholyte circuit is much less likely to be the source of failure (AEA, 2001a).
The use of installed spares and rotating equipment out of service for periodic maintenance should reduce the impacts on production rate from failures in equipment. This conclusion assumes that the resulting complexity of piping layout and increased manipulation of piping connections does not negate the goal of assuring process reliability.
Process Safety
Preliminary hazard analyses (PHAs) have been conducted for the SILVER II™ process at various stages of design and have served as building blocks for the EDP PHA effort (AEA, 2001a). These PHAs use the Failure Modes and Effects Analysis (FMEA) technique in accordance with the following regulations and standards:
-
MIL-STD-882D, Department of Defense Standard Practice for System Safety (DoD, 2000)
-
American Institute of Chemical Engineers (AIChE) Guidelines for Hazard Evaluation Procedures, Second Edition with Worked Examples (AIChE, 1992)
-
Occupational Safety and Health Administration (OSHA) Regulation 29 CFR Part 1910.119, Process Safety Management of Highly Hazardous Chemicals
-
Environmental Protection Agency Regulation 40 CFR Part 68, Risk Management Program
The FMEA is used to identify single equipment and system failure modes and each failure mode’s potential effect(s) on the system or plant. The analysis generates recommendations for increasing process safety and equipment reliability. All equipment failure modes are assigned a risk assessment code (RAC) based on frequency and consequence severity categories assigned to the failure mode in accordance with MIL-STD-882D (DoD, 2000). Those failure modes with RACs of 1 or 2 require recommendations for design or procedural reductions in risk to RAC 3 or 4. After proposed fixes are identified, the failure mode is reranked as if the recommendation or fix had been implemented. This process is repeated until all items have an acceptable RAC (3 or 4).
The approach described is appropriate for assuring process safety for the preliminary design and is commonly used in industry where hazardous materials are handled. The committee further notes that a full-scale quantitative risk assessment (QRA) will be required in conjunction with the completion of the final design to assure that all process safety issues have been fully addressed.
An operational safety aspect of particular concern is the control of the oxidation reactions in the SILVER II™ agent and energetics systems. Since the process depends primarily on the generation of Ag2+ ions, the electrochemical oxidation reaction stops immediately when the power is switched off. Some chemical oxidation by nitric acid reaction also occurs, but AEA has reported that this reaction is a minor (less than 5 percent) contributor to the agent or energetic oxidation (AEA, 2001b). Since the technology provider has designed the process to operate on process streams with low concentrations of organics, the SILVER II™ process can be safely and quickly shut off at any time (e.g., from safety interlocks at other stages of the overall process) without any consequences associated with thermal or chemical inertia.
Precipitation of trinitrobenzene or other sensitive energetic materials in the energetics slurry handling and SILVER II™ system was identified as a concern during Demo II testing. Design changes identified in the final EDP and demonstrated in EDS II 12-kW tests appear to adequately prevent precipitation.
Worker Health and Safety
As in the baseline system facilities, much of the operation for a SILVER II™ plant is controlled from remote locations that protect workers from explosions and exposure to agent. ECVs and explosion containment rooms (ECRs) are used in the same manner as in the baseline technology. An area of possible concern is the technology provider’s decision that all SILVER II™ cells processing energetics will be operated in Category C areas in the MDB layout. AEA indicated that the energetic slurry would normally be agent-free. The committee is concerned that cross-contamination of energetic materials with agent could occur during planned agent/energetics accessing and removal operations using modified disassembly machines. This cross-contamination may require reclassification of Category C areas to Category A areas for SILVER II™ energetics processing since normal maintenance might expose internal cell parts that have become agent-contaminated.
Since DPE suits were used in conjunction with the 12-kW tests, the committee concludes that they will be suitably safe for use in the possible presence of concentrated (60 percent) nitric acid. Other hazardous chemicals that would be found in an AEA SILVER II™ plant are typical of those in any large chemical or electrochemical plant and appropriate worker safety equipment and procedures would be used.
The SILVER II™ NOx reformers require oxygen (introduced through the catholyte vessels). Preliminary material balances indicate the quantity of oxygen consumed in a disposal campaign for GB rockets at Blue Grass would be approximately 1.6 million pounds. The oxygen would be supplied as liquefied oxygen and vaporized to a gas on-site. Although liquefied oxygen is a hazardous material, it is routinely used in chemical plants and in the NASA space shuttle program without significant safety problems.
Public Safety
Accidental releases of agent or other hazardous materials are expected to be no more likely for a SILVER II™ plant than for plants using other technologies for destruction of agent. The most significant source of accidental exposure to the public remains the rockets in storage and transport to the chemical demilitarization facility.
Human Health and the Environment
Characterization of Effluents
In its Demo II report, the committee noted that the following gaseous effluents from the SILVER II™ process were analyzed (NRC, 2000a):
-
Anolyte gas was measured for CO, SO2, VOCs, semivolatile organic compounds (SVOCs), agent, and Schedule 2 decomposition compounds.
-
Prereformer and postreformer gas was measured for O2 and NOx.
-
Discharged offgas was measured for CO2, O2, CO, N2, N2O, H2, SOx, NOx, VOCs, SVOCs, agent, and Schedule 2 decomposition compounds.
The Demo II tests revealed the presence of VOCs in the offgas stream and, as described earlier, the technology provider has included thermal treatment and a CATOX unit in the final design for the combined offgas streams. Full characterization of the gases from the combined SILVER II™ agent process and MPT process streams has not been possible since such a stream was not produced in testing. The same is true for the combined SILVER II™ energetics process and DTS process streams. However, testing of the Parsons/ Honeywell WHEAT CST technology has allowed characterizing the results for treatment of dunnage and DPE suit material. This testing, while not directly representative of SILVER II™ DTS operation, indicates the need for changes in design and operating conditions of the DTS and CATOX units to reduce the formation of dioxins and furans when processing DPE suit material.
As noted earlier, CO emissions at a SILVER II™ facility at Blue Grass would be significant, 90 ton/yr, even with the anticipated 98-99 percent efficiency of the CATOX units.
The liquid discharges from the anolyte circuit, catholyte circuit, NOx reformer, and caustic scrubber were sampled and analyzed for metals and organics. At the time this report was prepared, not all of the data were available to the committee. As noted in the Demo II test report, the Army has concluded that the characterization of the products from agent and propellant destruction showed that most hazardous intermediates were encountered at relatively low levels that could be effectively destroyed with additional treatment steps (NRC, 2001b).
Completeness of Effluent Characterization
The effluents from the integrated SILVER II™ processes had not been completely characterized when this report was prepared. Prior committee assessments of effluent characterization (NRC, 1999, 2001b) are still considered valid.
Effluent Management Strategy
The AEA effluent management system proposal is to send dilute nitric acid that is not used as process water makeup as a waste stream to a publicly owned treatment works (POTW) under a pretreatment exemption. An analysis of the characteristics of effluent from the Demo II tests shows that it could be disposed of in a POTW; however, it is not known whether such a facility exists.
At the time this report was prepared, the solid products from the MPT, DTS, and the evaporator had not been characterized. Tests of silver recovery from silver chloride demonstrated that economic silver recovery was possible (AEA, 2001m). Although the silver chloride used in the tests was not generated from purged anolyte, impurities in the silver chloride effluent produced from purged anolyte are not expected to alter this conclusion, which is based on EDS II tests using a simulated anolyte purge solution (AEA, 2001n).
Off-site Disposal Operations
The anolyte in agent and energetics SILVER II™ systems will be constantly purged so that metals and mineral acids that accumulate in the catholyte and anolyte circuits can be removed. These contaminants will be collected in the evaporator bottoms and disposed of using standard industrial waste treatment techniques. The contaminants will include iron, lead, and aluminum from the munitions as well as sulfur, phosphorus, and fluorine from the agent treatment; small amounts of silver not recovered during the AgCl precipation; and trace amounts of organic carbon remaining after the polishing step. The occurrences of all species but silver and organic carbon are generic to all processes that destroy agents and/or energetics.
Some concentrated nitric acid may be produced as a by-product in the SILVER II™ process when processing energetics compounds, which contain nitrogen. The material will be collected and sold to off-site users. During Demo II testing, analysis of nitric acid samples by the Ensign-Bickford Company determined that the acid could be used in the manufacture of energetics at its Kentucky facility (NRC, 2001b).
While it is currently planned to process uncontaminated dunnage in the DTS, the committee notes that this material could also be disposed of off-site.
Environmental Compliance and Permitting
The permitting process for the SILVER II™ technology package is expected to be substantially more complex than for current baseline facilities. The permitting protocol is well established for the baseline facilities. SILVER II™ will require a Subpart X permit, for which there is no precedent. The committee also notes that the SILVER II™ total solution technology package for Blue Grass entails a very large scale-up from 3 cells during Demo II and EDS II testing to 432 cells for agent destruction and 378 cells for energetics destruction, which will be a concern for permit writers.9 In seeking an RD&D permit,10 for example, permit writers would need to be assured that the applicant knows where the materials, particularly the metals, are going, which in turn demands that permitters have confidence in the mass balances for the technology. Mass balances currently in the EDP do not fully characterize the process streams, particularly the effluent streams. Although the committee sees no reason to conclude that permitting cannot be accomplished, not-withstanding the current absence of a full characterization of all process effluents, it believes the permitting will be very complex. There is also a need to develop a very comprehensive set of performance data to allow operating conditions to be established even after a facility has been designed and built.
Further insight into the permitting challenge is given by considering the following list of candidate permitting requirements and issues being developed by the Department of Energy for the SILVER II™ process that it is considering for destruction of spent organic solvent from its plutonium-uranium solvent extraction processes (DOE, 2001). These requirements and issues include:
-
Establishing regulatory-based performance standards for the technology covering regulatory parameters of interest such as these:
-
A DRE for organics in offgas of 99.99 percent and a risk-based, site-specific analysis.
-
Site-specific risk analysis of VOC emissions in vent gases.
-
Levels of NOx emissions in relation to Clean Air Act ambient standards and the risk-based alternative acute emissions guidance levels from Volume I of the Hazardous Waste Combustion Risk Analysis Guidance Document (EPA, 1998). This will address NOx as potentially convertible to nitric acid.
-
Characteristics of solid and liquid residuals in relation to land disposal restrictions requirements using the toxic constituent leaching procedure and analysis of the underlying hazardous constituents such that implementation of proper disposal options can be ensured.
-
Site-specific risk analysis of oxidation by-product emissions, including dioxins and nitrated polyaromatic hydrocarbons.
-
Metals emissions, e.g., mercury emissions, in relation to EPA’s hazardous waste combustion maximum achievable control technology (MACT) standards and a site-specific, risk-based analysis that is particularly focused on silver and other metals impacted by the formation of chlorinated and nitrated volatile metals.
-
Particulate matter emissions in relation to hazardous waste combustion standards.
-
-
Establishing operating parameters of interest to permit writers (compliance assurance):
-
SILVER II™ oxidation conditions
-
Current flow to cell
-
Silver content of anolyte circuit (AgNO3) makeup rate
-
Waste feed cutoff tied to current flow
-
Temperature of anolyte feed tank (main concern is precipitation of by-products)
-
Anolyte mixer operation
-
Anolyte circulating pump flow rate
-
Total organic level in anolyte circuit
-
-
Waste feed characteristics
-
Waste feed rate to anolyte cell
-
Maximum particle size
-
Maximum chlorine feed rate (AgCl precipitation)
-
Tramp metal and other inorganic impurity concentration
-
-
Hydrocyclone
-
Minimum and maximum pressure drop
-
-
NOx reformer operating conditions
-
Condenser maximum temperature
-
Oxygen feed rate
-
Distillation operating temperature
-
-
Offgas condenser
-
Maximum operating temperature
-
Cooling liquid flow
-
-
Scrubber operating conditions
-
Caustic flow rate
-
Scrubber pH
-
-
Catalytic oxidizer operating conditions
-
Minimum and maximum operating temperature
-
CO destruction efficiency continuously or at set intervals
-
Confirmatory dioxin tests
-
-
HEPA filter operating conditions (separate analysis under way)
-
Minimum and maximum pressure drop
-
Installation testing
-
Maximum shelf life
-
Maximum temperature
-
Relative humidity limits
-
-
Carbon filter operating conditions
-
Maximum operating temperature
-
Carbon replacement rate
-
Offgas flow rate
-
-
Emissions monitoring
-
Continuous emissions measurements of CO/CO2/O2 in vent gases
-
Continuous measurement of NOx emissions in vent gases
-
Continuous emissions measurements of total hydrocarbons
-
Chlorine emissions monitoring
-
Hold-test-release protocols
-
-
It is clear from the preceding list that permitting will be challenging for the AEA SILVER II™ technology package for Blue Grass.
ASSESSMENT OF OVERARCHING TECHNICAL ISSUES
Overall Engineering Design Package
The overall EDP offered for AEA’s SILVER II™ technology has grown in complexity from what was presented during the Demo I and Demo II phases of the ACWA program. Some of this growth in complexity was to be expected as the level of design developed. The EDP design does appear to reflect most of the configuration and equipment necessary to implement a full-scale pilot plant final design for the current state of understanding of the SILVER II™ technology.
The complexity of steps identified for this technology has continued to increase as greater understanding of the detailed requirements of the process is developed. These new requirements arise not just from more detail in design, but also from the identification of additional unit operations that must be included for satisfactory operation, particularly in the agent and energetics destruction systems. Some of these requirements were identified in Demo II testing, others have continued to be identified as EDS II testing proceeds.
These changes appear to arise from the fact that the basic process, while understood in principle, is not well understood in detail. This reflects a significant immaturity in the SILVER II™ technology for this very demanding application and raises concerns that more complexity would arise as the design is further developed. For example, the current assumption that all energetics destruction by SILVER II™ will take place in a Category C area may not be valid if the current methods of agent and energetics separation cannot provide satisfactory assurance that the energetics going to SILVER II™ processing are agent-free. Should the current
assumption prove invalid, major changes in MDB design and costs might be required. Likewise, the MPT design is based on removal of 99 percent of agent from metal parts before MPT processing. If this efficiency is not achieved, further changes in the metals washing and/or MPT processes may be required.
The committee believes that further testing during systemization of a full-scale facility would reveal a need for more than the usual number of design changes. Some aspects of the current design that point to the likelihood of further change are the following:
-
The RDM agent cavity washout scheme and the use of a tube cutter to cut shipping tube and rocket is a significant departure from the baseline process and AEA’s previously specified process for removing firing tubes and cutting the rockets with a high-pressure water jet using garnet grit (AEA, 2001b). The committee notes that the method of cutting is unproven for this application, and there are significant uncertainties associated with differential movement between the tube and the rocket body as both are rotated and cut. In addition, the proposed method of washing or steaming agent out of the rocket agent cavity has not been demonstrated and, if this method is not as effective in removing agent as planned, it is unclear that the MPT and its associated gaseous effluent system would be capable of handling the additional agent loading.
-
The destruction of fuzes and supplemental charges has changed. Instead of using a standard detonation chamber, they are simply placed in the MPT and allowed to decompose or detonate. At the same time, the MPT design has changed—it now uses a steam-heated industrial oven with internal steam recirculation, which has not been demonstrated for destruction of fuzes and supplemental charges.
-
The technology provider now plans to use electrical steam heaters and internal steam recirculation for the MPT. Although this configuration seems feasible and is a variant of the MPT technology tested for the Parsons/Honeywell WHEAT technology package, the committee notes that it has not been demonstrated in its proposed configuration and that the steam-reactant environment may pose significant materials technology challenges and result in different chemical loadings in the gaseous effluent treatment system. Also, the operating duty of the recirculation blowers, which are required to cycle between near ambient and over 1,000°F every 4 to 6 hours, will challenge their reliability. (When the MPT is recharged every 4 to 6 hours, the high-temperature zones are exposed to cooler temperatures as a result of charging and discharging.)
-
The DTS is based on the CST of the Parsons/ Honeywell WHEAT technology package (Parsons, 2001). However, the DTS design uses an enclosed auger to move the dunnage as it is being decontaminated to a 5X condition. This enclosed auger was selected to prevent dust and debris from accumulating in the bottom of the dunnage treater. The ability of the enclosed screw to operate without significant plugging and with adequate flow of the steam sweep gas has not been demonstrated.
-
Many major design changes have taken place in the agent and energetics SILVER II™ process systems. For example,
-
High-shear vortex mixers are included in all feed tanks to provide final size reduction and mixing of particulates/precipitates that may exist in electrolyte slurries. These mixers replace inline mixers that had been proposed at the end of Demo II testing. Also, conventional stirrers will be installed in large-diameter tanks to ensure that the high-shear vortex mixers contact the entire contents of the tank (AEA, 2001a). The basis for this combination of mixing devices is experience in a 3-foot-diameter vessel and will require revalidation in the geometry of the 10-foot-diameter full-scale vessel.
-
A catholyte recycle circuit was added following Demo II testing because of greater than anticipated flow of metal ions, mineral acids, and organic material from the anolyte to the catholyte in the electrochemical cells.
-
EDS II testing revealed the need to monitor nitric acid concentration as well as total acid concentration in the catholyte circuit to prevent formation of silver deposits that led to arcing to the cell membrane and the development of holes in the membrane. More changes may be necessary to maintain the higher nitric acid concentrations in the catholyte.
-
Demo II testing identified the necessity of an
-
anolyte polishing step in the IRS. The design used is based on limited rundown tests at the end of the EDS II 12-kW testing.
-
The IRS has been modified to incorporate a batch step for removal and recovery of silver ions accumulating in the IRS circuit. This removal operation involves the addition of 35 percent HCl and subsequent collection and treatment of the AgCl precipitate for off-site removal. The process has not been demonstrated on purged anolyte solution with metal, mineral acid, and trace organic impurities.
-
The purge of anolyte to the IRS also requires use of an evaporator to recover nitric acid and produce an anolyte-derived brine waste containing mineral acids and metals from anolyte (i.e., the impurities removal operation).
-
Concern for cavity plugging of the cell electrodes from slurry particulates has resulted in the use of hydrocyclones on all cell feed streams in both the main circuit and the polishing circuit. AEA states (AEA, 2001o) that
the anolyte and catholyte circuits use a ‘multi-clone’ arrangement of hydrocyclones with their overflows combining to a single process line, which is then fed to the electrochemical cells. Their underflows are combined to a common discharge line and returned to the respective anolyte or catholyte tanks. . . . This arrangement is common in industry where it is necessary to achieve a high flow capacity and a particular particle cut size.
The proposed multi-clone arrangement has been designed with slurry handling and trace heating considerations to prevent any premature settling and blockage formation. In addition, the full-scale plant employs an additional multi-clone as a stand-by spare so that any changes in performance due to blocking or plugging (observed by pressure or flow changes) can be rectified by switching to the installed spare.
Integrated operation of these hydrocyclones has been demonstrated in a three-cell configuration. However, scale-up to 432 cells may present new challenges in flow and pressure management to sustain satisfactory hydrocyclone operation.
Reevaluation of Steps Required for Implementation
In 1999 the ACW I Committee identified several key steps that would have to be implemented before the AEA SILVER II™ technology could be fully implemented (NRC, 1999). These steps were first reevaluated by the ACW II Committee following the Demo II tests (NRC, 2001b). These steps are again reevaluated here on the basis of the results of the EDS II testing and EDP.
1. Modified shearing locations for M55 rockets and a new shearing machine must be tested to show routine segregation of components and reduction in particle sizes to less than 1/4 inch in diameter.
This still needs to be evaluated. The technology provider plans to test the new RDM at the vendor’s facility prior to shipment. No proof of principle prior to this time is anticipated, especially demonstration of the efficacy of the tube-cutting concept for concurrent cutting of firing tubes and contained rockets. Also, the capability of the punch-and-drain and rocket-cutting operations to prevent agent contamination of energetics has not been demonstrated.
Reduction of propellant size by grinding under water appears to be feasible with the current concept. However, it is noted that this feasibility depends very much on successful propellant grain extraction using the untested RDM concept.
2. The modified mine shearing approach must be tested.
Since no mines will be processed at Blue Grass, there is no need to test mine shearing.
3. The dissolution of fuzes and mine bodies in nitric acid and SILVER II™ solution must be evaluated.
This is no longer relevant, because fuzes and any supplemental charges will be fed to the MPT for deactivation.
4. All effluents must be characterized in detail when treating agents contaminated with metals from disassembled chemical weapons (i.e., potential trace species and reaction by-products, such as nitrated hydrocarbons, partially oxidized products, and metals, must be identified) and their environmental impacts evaluated.
The Demo II test evaluated all of the major effluent streams for a full suite of trace species and reaction by-products. At the time the committee was preparing its Demo II report, not all of the data were available and the impact of trace species, particularly in brines and atmospheric releases, on facility permitting remains to be determined. This information was still unavailable to the committee as of the time the present report was being prepared.
5. Demonstrations of the scale-up, development, and integration of hardware with real materials of construction must focus on the robustness of the parallel flow in multiple-cell reactors. The issues of cell blockage, hydrocyclone performance, and NOx reformer performance must be addressed.
The committee again stresses the importance of this
step in light of the increased complexity of the process after the changes proposed to address problems revealed during the Demo II tests. As noted in the earlier discussion on design changes, the technology provider has included hydrocyclones on all cell feed streams. While the hydrocyclones will surely improve particulate management, the committee remains concerned about the robustness of cell flow control in the presence of particulates that pass the hydrocyclones, especially considering the large array of parallel flow paths (up to 432 on the catholyte circuit that is common to both the main anolyte and polishing circuit for agent destruction).
6. The efficacy of high-pressure jet washout of agent and gelled agent from M55 sheared pieces must be tested.
This recommendation was not addressed in the Demo II tests or EDS II tests. It remains valid even with the proposed RDM design that uses tube cutting and a hollow upper punch with steam/hot water washout. The technology provider plans to conduct testing at the vendor’s facility, but this testing can only be conducted under simulated conditions, and it may be insufficient to reveal design deficiencies with respect to removal of agent heels to the levels required by the MPT design.
7. The treatment of burster charges and M28 propellant in the SILVER II™ reactor must be tested, and the material preparation required to ensure reasonable treatment times with no energetic events must be evaluated. This testing must also determine what happens to the lead stearate in the propellant during SILVER II™ treatment.
The tests with the 12-kW system in Demo II successfully confirmed that this technology is capable of destroying the components (nitrocellulose and nitroglycerine) of M28 propellant. For tetrytol, the destruction of TNT and tetryl was good. However, recalcitrant intermediate products were formed during the treatment of tetrytol, which AEA was still evaluating at the time the Demo II report was prepared (NRC, 2001b).
Subsequent EDS II testing in the 12-kW system established that a better design that eliminates dead legs, along with trace heating that removes cold spots in the piping and vessels, can eliminate the precipitation of recalcitrant intermediate products. Examination of the 12-kW system following test runs with energetics mixtures containing M28 propellant (containing ~0.5 weight percent lead as lead stearate) also showed that the lead in the lead stearate oxidizes to lead oxide and that much of this material is deposited in the electrode cavity (AEA, 2001d). The committee notes that a material balance was not performed on lead, so it is unclear whether lead oxide will also be carried to the IRS with the anolyte purge stream. If so, it would be expected to be removed in the evaporator brine as a salt.
AEA says that it has demonstrated in laboratory-scale tests that lead oxide can be removed from the cells as lead formate using off-line flushing with formic acid solution (AEA, 2001a). The EDP includes provision for removing one cell stack at a time and performing a formic acid wash or flush to remove the accumulated lead oxide. An installed spare cell stack would be put online during the formic acid flush, and the flushed cell would become the installed spare. While this operation was not demonstrated during EDS II testing, it appears to be implementable. Therefore, the committee concludes that energetics destruction by the SILVER II™ process has been satisfactorily demonstrated under planned design and operating conditions.
8. The process must be developed and tested for the efficacy of submerged-bath dilute nitric acid treatment for metals parts, including the effects of agitation and temperature.
This recommendation is no longer relevant because the current design now uses an MPT to decontaminate metal parts to a 5X level using high-temperature (>1,000°F) steam at near atmospheric pressure.
9. The treatment of shredded dunnage material must be tested in a prototype-scale SILVER II™ reactor.
This is no longer relevant because the shredded wood and DPE suit material will be treated in a dunnage treater similar in design to the CST of the Parsons/Honeywell technology package demonstrated in EDS I testing, and which achieved 5X decontamination. The enclosed auger design of the dunnage treater used in AEA’s DTS remains to be demonstrated.
10. Techniques for controlling particulate matter to prevent plugging of SILVER II™ electrolytic cell channels must be developed and demonstrated.
The ACW I Committee’s concern at the time this step was listed was plugging in the cell channels from the formation of AgCl precipitate. AEA has since provided hydrocyclones to remove this precipitate. These hydrocyclones were used in EDS II 12-kW test operations and were found to perform well. However, the committee still remains uncertain about successful operation in a full-scale plant (where there are up to 432 parallel paths vs. the 3 parallel paths that have been
tested), since particulates, albeit less than 100 microns, still remain in the feed to the cells and can cause plugging if not managed properly.
11. Materials of construction must be evaluated under corrosive and oxidizing conditions.
While the committee recognizes the viability of the liner materials chosen following Demo II and EDS II corrosion tests to deal with the severe corrosion conditions, it remains concerned about the ability to readily achieve leaktight connections routinely after both scheduled and unplanned maintenance activities. It is also concerned about AEA’s conclusion that stainless steel can be used in the agent NOx reformers based on the EDS II fluoride transport tests. From these tests, it did not appear that fluorides existed in the gas stream to the reformer; however, the volatility of HF suggests that such an outcome would not be unexpected. More long-term testing of fluorine-containing electrolyte derived from organic materials containing fluorine would be prudent.
12. The realistic potential for off-site recycling/reuse of silver salts and concentrated nitric acid must be evaluated, including recyclers’ ability to accept, handle, and treat these materials.
During EDS II testing, it was demonstrated that AgCl decontaminated to a 5X level could be sent to an off-site silver recycler and that the silver could be economically recovered and returned to the plant for silver nitrate makeup. The committee notes that this testing used a simulated anolyte purge that was doped with metals and minerals acids but did not include lead or the organic carbon that remains after polishing. Thus, while recycling of silver seems achievable, there may be further challenges to process efficacy when material from actual anolyte purge streams is used.
FINDINGS AND RECOMMENDATIONS
Findings
Finding (Blue Grass) AEA-1. The SILVER II™ systems for processing agent and energetics have become increasingly complex since Demo II. The increasing complexity appears to be driven primarily by the impacts of phenomena not previously considered important. This indicates that AEA’s EDP design is still too immature for implementation.
Test experience pertinent to the stage of maturity of the process includes the following:
-
During Demo II and EDS II testing, only a 3-cell system was operated, which is much simpler than a full-scale 432-cell flow system with all cells in a parallel flow path and fluids containing significant levels of suspended solids.
-
Cell membrane failures are not predicted by cell membrane life tests, and there has been no long-term testing on feeds containing Cl and F.
-
There are plans for the removal of lead oxide using formic acid wash without prior demonstration in a multicell configuration.
-
Tests with a 3-ft-diameter vessel will be assumed to apply to a 10-ft-diameter, full-scale vessel without development of demonstrated scaling parameters for high-shear vortex mixers and stirrers working together.
-
Electrolyte chemistries continue to be discovered and need to be carefully controlled, e.g., there is a need to track nitric acid molarity as well as total acid molarity in the catholyte to avoid silver deposition, and the deposition of lead dioxide on cell electrodes and in electrode cavities, which has required the development of a formic acid wash.
-
The full-scale design has effectively increased cell power requirements by 50 percent to achieve the required destruction efficiencies. These increases were not identified until EDS II testing was performed.
-
There was excessive corrosion of platinum-plated titanium electrodes in the presence of fluorine-containing anolyte feed streams. Improvements in plating techniques are expected to solve this problem, but they have not been demonstrated.
Finding (Blue Grass) AEA-2. Although the RDM proposed by AEA follows the basic steps used in the baseline system, it implements the steps with a suite of new equipment that has not been built or demonstrated.
No evidence has been provided of such equipment (e.g., tube cutting, burster washout, and grain extraction) being used in the manner required for an integrated RDM for the SILVER II™ technology package. Past experience suggests the design will have to be
modified as testing occurs, and it is not clear that modifications will ensure that energetics feeds are agent-free, thereby allowing operation and maintenance in a Category C area.
Finding (Blue Grass) AEA-3. Long-term operation of the SILVER II™ cell membrane on all the required feed streams has not been demonstrated. Because the SILVER II™ process is the primary treatment process for agent and energetics, the committee is particularly concerned that the life of the cell membranes, on which the efficacy of the SILVER II™ process depends, has not been demonstrated.
Reasons for this finding include the following:
-
Long-term operation on H and GB feeds containing chlorine and fluorine has not been demonstrated. The agent simulant, DMMP, does not contain these elements.
-
The laboratory-scale fluoride transport tests revealed severe attack on the Pt plating of the electrodes. AEA is now seeking resolution of this problem with electrode manufacturers. Pt and Ti released in these attacks may plug electrode cavities or impact membrane performance.
-
The slurry flow management scheme to the cells has large numbers of parallel flow paths through the hydrocyclones and through individual electrode cavities. Upsets in these paths can lead to upsets in the quality and quantity of slurry flowing to the electrode cavities, with possible impact on membrane operation.
Finding (Blue Grass) AEA-4. The efficacy of using candle filters such as those that AEA has proposed has not been demonstrated.
Experience with fouling of the CATOX unit during the Parsons/Honeywell CST tests suggests that the particulates are sticky and may not be readily removed from the ceramic candle filters by back flushes with nitrogen gas. The committee notes that the tests conducted on the CST system (which used cyclones rather than candle filters) are the only tests pertinent to the design proposed for AEA’s SILVER II™ DTS, and there are differences in the latter design that present untested/undemonstrated challenges to successful operation.
Finding (Blue Grass) AEA-5. Existing CATOX unit EDS I tests to date indicate that there is still a significant risk of added delays and cost to achieve reliable operation, particularly with respect to meeting acceptable dioxin and furan levels (Parsons, 2001).
This finding is based on EDS I CATOX tests by Parsons/Honeywell and also on the differences between the design tested and the offgas effluent treatment system proposed for the SILVER II™ process. Since the AEA CATOX unit is modeled after the Parsons/ Honeywell design, it can be expected to produce similar amounts of dioxin and furan. In addition, the gas treated by the AEA CATOX unit has a different source and therefore a different composition. No CATOX units have been tested on gases from this source.
Finding (Blue Grass) AEA-6. The committee believes that a very complex permitting process will be required for the SILVER II™ technology package for Blue Grass, and that there is a need to develop a very comprehensive set of performance data to allow the operating conditions to be established even after a facility has been designed and built.
Recommendation
Recommendation (Blue Grass) AEA-1. Based on the above findings, the committee recommends that the AEA SILVER II™ process not be implemented at Blue Grass.






































