
4
Eco Logic Technology Package
INTRODUCTION AND OVERVIEW
The Eco Logic technology package is being prepared by a team composed of ELI Eco Logic International, Inc. (Eco Logic), Foster Wheeler, El Dorado Engineering, and Kvaerner Process Systems, Inc. Eco Logic is the prime contractor and the technology provider for the gas-phase chemical reduction (GPCR™) system. Foster Wheeler is the technology provider for the transpiring-wall supercritical water oxidation (SCWO) system. El Dorado is the technology provider for the reverse assembly equipment design and the materials handling equipment design. Kvaerner is the provider of the hydrolysis design and performs plantwide process integration services. The Eco Logic technology package is shown schematically in Figure 4-1 and described in Table 4-1. It includes the following steps:
-
Chemical agent, energetic materials, and metal parts are separated using a modified version of the Army’s baseline system disassembly process.
-
Chemical agent and energetic materials are decomposed in separate hydrolysis systems.
-
The hydrolysates are treated in a transpiring-wall SCWO system in which organic compounds are destroyed.
-
Metal parts and dunnage are decontaminated to a 5X level, and gaseous effluents from the hydrolysis processes are treated by reaction with high-temperature hydrogen in the GPCR™ system.
DESCRIPTION OF THE PROCESS
The following process description is based on both the final and draft engineering design package reports submitted by Eco Logic and on two design review briefings presented to the committee by Eco Logic representatives (Eco Logic, 2001a, 2001b, 2001c, 2001d).
Area 100—Reverse Assembly/Munitions Access
Area 100 is the designation given to the set of operations performed during reverse assembly (disassembly) and munitions accessing for agent and energetics removal. This area establishes the throughput configuration for the entire facility design. In this area, munitions are received, agent drained, munitions bodies opened, energetics removed, and the separate agent and energetics streams sent to Area 200 for hydrolysis or deactivation. Area 100 is divided into three major areas: the rocket line, the projectile line, and the continuous indexing neutralization system (COINS) area. The major components of Area 100 are shown in Figure 4-1. It consists of multiple parallel processing trains within compartmented, closed areas to confine agent contami-
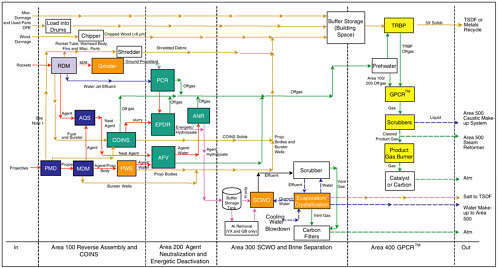
TABLE 4-1 Summary of the Eco Logic Technology
|
Total Solution Treatment Process |
Description |
|
Area 100—reverse assembly/munitions access |
In this area all munitions are received, agent drained, munitions bodies opened, energetics removed and the separate agent and energetics streams sent to Area 200 for hydrolysis or deactivation. The resulting solids are loaded under automatic or remotely operated control into process bins for transport to Area 400 for final 5X solids processing. Uncontaminated gases generated in this area are swept into a standard cascade air system; contaminated gas is fed to the GPCR™ in Area 400. |
|
Area 200—hydrolysis of agent and energetics |
This technology area uses hydrolysis at 90°C to destroy agent and to convert energetics to a deactivated, nonexplosive state. The liquid effluent is conveyed via pipe to the SCWO system in Area 300 for organic destruction. Gaseous effluent is fed to Area 400. |
|
Area 300—supercritical water oxidation (SCWO) |
Multiple parallel SCWO reactors are used to process the accumulated hydrolysate held in the SCWO feed tank. Liquid effluent from the SCWO system containing inorganic salts is processed in an evaporator/crystallizer, where salts are concentrated into salt cakes for disposal and clean water is recycled. The gaseous effluent from the SCWO, containing primarily carbon dioxide and oxygen, is scrubbed, monitored, and filtered through activated carbon before being released to the atmosphere. |
|
Area 400—gas-phase chemical reduction (GPCR™) |
The GPCR™ system is used to treat solid and gaseous streams. Organic compounds are thermally desorbed from the solids, which are 5X treated in the associated thermal reduction batch processors (TRBPs). The GPCR™ reactor treats the desorbed gas-phase organic compounds via chemical reduction with hydrogen. |
|
Area 500—utilities/off-sites |
Area 500 accepts or generates, then stores, all of the utilities within the facility. These include caustic, oxygen, demineralized and deionized water, hot water, primary cooling water, recycle water, potable water, secondary cooling water, steam, propylene glycol, hydrogen, instrument air, natural gas, nitrogen, and carbon dioxide. |
|
Area 600—materials handling |
Area 600 provides solid materials transfer of (1) munitions components from Area 100, (2) waste salts from Area 300, and (3) plant wastes such as DPE suits, dunnage, and filters to the TRBP/GPCR systems in Area 400. |
nation and potential blast effects and to facilitate the repair of individual processing trains. Redundant trains are incorporated to tolerate the temporary failure of any device or devices while still maintaining nearly normal flow.
Area 100 uses munitions accessing devices from the Army’s baseline incineration system disassembly operations wherever possible. The rocket disassembly operation is similar to the baseline system for dismantling the M55 rockets and separating the components. The projectile disassembly line is also very similar to that of the baseline system. However, a projectile washout system (PWS) has been added.
Both rockets and projectiles are reverse-assembled (or accessed) to allow the agent to drain away and to be weighed and processed separately from the energetics. Bursters and fuzes, but not the rocket propellant, are separated from the munitions and sent to COINS. Bursters are sheared prior to introduction into the COINS bath. Upon removal from the rocket, propellant is fed into a grinder, where it is mechanically size-reduced to facilitate dissolution, deactivation, and neutralization of any entrained agent and to assist in the processing of the energetic material in the hydrolysis reactors in Area 200.
In the Eco Logic process, rockets and projectiles containing the same agent are processed through the explosion containment rooms (ECRs) at the same time (e.g., GB-filled M55 rockets and 8-inch M426 projectiles or VX-filled M55 rockets and 155-mm M121A1 projectiles). This is unlike processing in the baseline system; it is possible because the projectiles do not contain energetics.
All solids resulting from processing are loaded (under automatic or remotely operated control) into process bins for transport to Area 400 for decontamination to a 5X condition. Gases released from the operations in this area, with the exception of those from the COINS (which are swept to Area 400 for destruction), are swept into the standard cascade air system utilized to control and condition the plant air in baseline system facilities.
Projectile/Mortar Disassembly
In the ECR, the projectiles are transferred one at a time onto the projectile/mortar disassembly (PMD) machine. This is a standard baseline system PMD machine, located inside an ECR and equipped with various tooling kits depending on the munition being processed and whether or not it is reprocessing rejects or processing leaking projectiles. The PMD machine is equipped with an eight-station indexing table and five special-purpose workstations oriented about the periphery of the indexing table. The indexing table receives projectiles and sequentially positions them in front of each station for the disassembly process. Four projectiles are processed in each PMD machine at a time, except when processing 8-inch projectiles. The greater length of the 8-inch projectiles means they must be processed one at a time in the PMD machine.
The PMD machine removes the lifting plug/fuze adapter assembly at the nose closure removal station, the fuze well cup (155-mm, M110 H projectile only) at the miscellaneous parts removal station (MPRS), and the burster (155-mm M110 H projectile only) at the burster removal station and discharges the projectile body containing agent out of the ECR on a projectile discharge conveyor to the burster removal verification station. If the PMD fails to remove the lifting plugs/ fuze adapter assembly from the projectile due to galling, or if the fuze well cups or bursters cannot be removed, the projectile is sent back to the projectile reject system in the explosion containment vestibule. This system can resolve problems encountered with the nose closures and burster wells of the three types of projectiles at Blue Grass and problems with the fuze well cups and burster of the 155-mm M110H projectiles. Upon removal by the PMD, projectile lifting plug/ fuze adapter assemblies and fuze well cups are transferred by the MPRS conveyor of the PMD machine to the projectile component discharge hopper.
Bursters from 155-mm, M110 mustard agent projectiles are transferred by the PMD burster transfer conveyor to the burster size-reduction machine. This is a baseline-system rocket shear machine (RSM) modified to perform burster size reduction. The M6 bursters from these projectiles are cut into three equal-length sections to reduce the time required to separate/deactivate the tetrytol explosive in the COINS. From the burster size-reduction machine, the burster sections drop into the projectile component discharge hopper, through double blast gates, to the projectile component discharge chute and into the COINS for processing. When processing nonenergetically loaded 155-mm M121A1 and 8-inch M426 projectiles, the lifting plug/fuze adapter assemblies follow the same path, but instead of going to the COINS, are conveyed by the projectile component transfer conveyor to bins that feed projectile and rocket metal parts to the thermal reduction batch processor (TRBP).
Munitions Demilitarization Machine
The function of the munitions demilitarization machine (MDM) is to remove, by reverse assembly, the burster well and agent from 105-mm, 155-mm, and 8-inch projectiles. The MDM is equipped with a six-station indexing table and four special-purpose workstations oriented about the periphery of the indexing table. The load/unload station receives projectiles from the pick-and-place machine. The projectile is then processed from station to station as it is indexed around the table until it returns back to station 1. The pick-and-place machine then removes the disassembled projectile and delivers it either to the processing tray on the MDM indexing hydraulic feed conveyor or, if the burster pull or agent drain operations were unsuccessful, to the MDM reject stand. (A boring machine is then used either to cut burster wells that cannot be removed at the pull-and-drain station or to cut burster wells loose from projectiles that have the burster wells welded to the projectile casing.)
The MDM operation in the baseline system has been modified in the Eco Logic process with the addition of a burster well transfer station. This device removes the pulled burster well from the MDM and drops the burster well into a collection hopper, which is periodically emptied into a TRBP bin for subsequent processing. To address the issue of foaming rounds,1 Eco Logic proposes to develop a froth collection system for mustard agent projectiles similar to that used during disposal operations at the Johnston Atoll baseline system facility (Eco Logic, 2001a). The froth collection system would include a sealing/venting cap that seals the projectile nose to capture and direct the foamed/frothed agent and gases to an appropriate collection chamber. A vacuum drain system evacuates this chamber and transfers agent to the agent collection tank. The projec-
tile body is drained of agent, indexed to the crimp station (not used at Blue Grass), and then indexed to station 1 for removal.
It is noteworthy that the agent drain portion of the MDM pull-and-drain station is a major cause of downtime in the baseline process. When processing projectiles with crystallized or gelled GB, or with mustard agent, it is the limiting production rate factor. A major contributor to the downtime of the projectile agent drain system is the agent quantification system (AQS). Improvements to the projectile agent drain system that would be considered during further development include the following (Eco Logic, 2001a):
-
enlarging the drain tube through which the agents are drawn out of the projectile to reduce plugging
-
increasing the purge air pressure, rerouting piping, and increasing preventive maintenance
-
providing a PWS for 155-mm, M110 mustard agent projectiles
The Projectile Washout System
The PWS removes residual agent and agent heels from 155-mm and 8-inch projectiles after they have been deburstered and drained of liquid agent. A PWS is to be incorporated into the technology provider’s design to ensure the removal of mustard agent heels or gelled GB nerve agent from projectiles. This has been a recent addition to the Eco Logic process design; consequently, the design of the equipment had only begun when this report was prepared, and only a few details were available. The PWS will be incorporated as a station on or adjacent to the MDM machine and will be used for the 8-inch M426 GB projectile and for the 155-mm, M110 mustard agent projectile. These modifications may be added at a sixth station of the MDM since this is a spare station on the baseline machine configuration and it follows the pull-and-drain station. A liquid handling system is expected to be part of the design to handle incoming and outgoing washout liquids. The results of PWS testing performed at the Army’s CAMDS facility are being studied for possible incorporation into the PWS design for the Eco Logic process.2 Test data developed at CAMDS by Parsons (another technology provider in the ACWA program) for washing out 4.2-inch mortars will also undoubtedly be helpful in developing a projectile washout system for the Eco Logic process.
The Rocket Dismantling Machine
The RDM processes two rockets at a time, the same as the rocket shear machine (RSM) in the baseline system. While one rocket is being processed at the punch-and-drain station, another is being processed through the dismantling sequence. This is done in the same way as on the RSM in the baseline system. In the Eco Logic design for RDM operations, the baseline rocket metering feed assembly, located in the unpack area (UPA), will be modified to accommodate rockets oriented with the fin assembly heading first into the RDM.
Once gripped in place in the RDM, the rocket (still in its shipping/firing tube) is punched and agent is gravity-drained to the AQS and then collected in an agent collection system. One punch hole on top serves as a vent for incoming air, hot water, or steam, while agent drains by gravity from two other punch holes on the bottom. The three punch holes are oriented exactly as they are in the baseline operation. Drain time is approximately 1 minute, which is also the same as in the baseline operation.
A rotating tube cutter severs the fiberglass shipping tube at the punch-and-drain station to expose the fuze and adapter of the rocket. This cut is made prior to all of the other cuts that are made on the rocket itself. This operation occurs simultaneously with the draining of agent. When the rocket is transferred to the cutting station, the short fiberglass section and the aluminum fuze end cap that covered the fuze and adapter of the rocket remain in place until the next rocket enters the punch-and-drain station. The next rocket entering the ECR pushes the short fiberglass section and end cap downstream to be discharged into the metal parts hopper.
Four design improvements have been made to the punch-and-drain station (Eco Logic, 2001a):
-
O-ring seals are installed around each of the punches to provide a liquid tight seal between the fiberglass shipping tube and the punch clamps.
-
Troughs are installed to bridge the gaps between all of the clamp arms and the two feed conveyors.
-
The vent punch cylinder has been changed to a double rod cylinder, with the center of the cylinder rod drilled out to pass steam and liquid into the warhead. The steam or water exits the cylin-
-
der on the punch end through two ports from the sidewall of the cylinder rod to maximize the cleaning action of the steam or water.
-
An overhead roller is used on the first feed conveyor to ensure that constant pressure is applied to the rocket while it is being driven through the rotating tube cutter and the punch-and-drain station. This roller is located between the rotating tube cutter and the first clamp assembly of the punch-and-drain station.
When processing GB agent rockets, low-pressure (~5 psig) saturated steam at less than 228°F (109°C) (Eco Logic, 2001a) is fed through the vent punch to rinse out any residual agent. The process steam discharged from the warhead is then piped through a condensation system to ensure that all steam is fully condensed. After the warhead has been steamed out, it is rinsed with approximately one warhead-volume (~1 gallon) of water. This condenses the steam vapor inside the warhead and assists in washing residue agent out of the warhead cavity.
The rinse water, steam/condensate, and residual agent bypass the AQS and go to the agent collection system. After the agent is removed from the warhead and the warhead has been steamed out, the rocket is rotated 90 degrees to minimize agent leakage from the punch holes.
The rocket in its shipping/firing tube is moved to a cutting station, where it is cut into five sections. The first three cuts use a tube cutter and remove (1) the fuze, (2) the burster, and (3) the warhead, leaving the motor casing and fin assembly. The fuze is fed via a dumping conveyor section into the COINS hopper. The fourth cut is done by a water jet cutter with garnet abrasive and is made just above the nozzle plate to separate the motor casing from the fin assembly. These last two cuts, which remove the warhead and separate the motor casing from the fin assembly, also cut through the fiberglass shipping/firing tube.
The Propellant Grinder
M28 double base propellant removed from a rocket by the RDM is sent to a propellant grinder to decrease the time required for hydrolysis. The grinder is designed to receive a single 31-inch propellant grain from the RDM. Although antiresonance rods associated with the propellant grain should be removed at an earlier station within the RDM, the grinder will be designed to allow safe grinding of propellant and antiresonance rods, as well as coaxial igniter cables. The propellant is reduced to granules that will pass through a ¼-inch screen before exiting the grinder.
A constant water level is maintained inside the grinder hopper at all times, while the propellant is ground under water to prevent spark ignition and eliminate the potential for fires. Only one propellant grain will be processed at a time. To ensure that propellant does not enter into the shaft bearings, the seals are designed to be flooded with clean water to force any propellant away from the seals and bearings. Another safety feature is equipping the grinding rotor with an automatic reverse rotation feature to clear any jams that occur. To minimize impact initiation of the propellant, a low-speed grinder is used.
To conserve the amount of water used in the grinding system and to ensure that the correct ratio of water to propellant grain granules is delivered to the storage tank, a series of two pinch valves will be used on the pipeline discharging from the grinder hopper. Since the specific gravity of the propellant is higher than that of water, the size-reduced propellant will settle on the bottom of the grinder discharge hopper. The first pinch valve will open, allowing the size-reduced propellant to settle in between the two pinch valves. (The propellant will displace any water in this space.) The volume of the piping between the two pinch valves will be sized so that a ratio of 35 percent by weight of propellant to water can be maintained. When the upper pinch valve is closed and the lower pinch valve is opened, only a propellant-water mixture containing 35 percent by weight propellant will be discharged to the propellant reactor tank.
COINS
The COINS process uses an overhead conveyor system that collects metal parts containing explosive energetics components (fuzes and bursters) into baskets that are moved through a tank containing a caustic bath that hydrolyzes the energetic materials in the metal parts. No propellant is sent to the COINS.
The Eco Logic EDP for Blue Grass uses two COINS troughs that operate in parallel (Eco Logic, 2001a). The COINS troughs are totally independent, and each has its own airtight enclosure. The two troughs, each measuring approximately 11 feet wide by 20 feet long, are filled with 20 weight percent sodium hydroxide solution in which the baskets full of munition parts are sus-
pended. The caustic dissolves the energetics from the steel parts; it also dissolves the aluminum and zinc as well as the energetics in the fuzes. The aluminum-caustic reaction produces hydrogen; therefore, the enclosure is purged with nitrogen to preclude the formation of an explosive mixture.
An overhead chain conveyor above each trough carries the attached baskets through the solution using an indexing system. This system includes three dwell stations, each of 1 hour duration. After passing through the bath, the conveyor path raises the baskets just before the wash station to an elevation above the COINS trough for the wash operation. Water sprays remove most of the caustic solution from the baskets and the parts, and the baskets are moved to a TRBP bin loading station. Upon reaching the loading station, the baskets are rotated approximately 90 degrees, discharging the basket contents into a gravity chute that leads to a TRBP bin located below. The TRBP bins are positioned on a roller conveyor, and entry and exit to the COINS enclosure is via an airlock to maintain the nitrogen atmosphere in the enclosure. The spent caustic from the COINS operation is sent to Area 200.
Area 200—Hydrolysis of Agent and Energetics
The key features of Area 200 are shown on Figure 4-1. One of two parallel hydrolysis trains in Area 200 processes agent; the other processes rocket propellant and other energetics from rockets and projectiles. Each train consists of three reactors that are operated in a batch mode. While one reactor is being loaded, the contents of another are undergoing reaction, and the product in the third is being tested and unloaded. Agent and energetics are hydrolyzed with caustic. However, mustard agent must be treated in a two-step process involving reaction with warm water. When the reaction is complete, the pH of the strongly acidic hydrolysate is adjusted with caustic solution. This prevents the formation of undesirable vinyl compounds, which are toxic and resist further treatment.
Energetics Hydrolysis
The energetics from the RDM, the propellant grinder, and COINS operations are hydrolyzed to completion in Area 200 within the propellant collection reactor (PCR) and the energetics/propellant deactivation reactor (EPDR). The PCR is used as a collection vessel for the material processed by the propellant grinder. Both the grinder and the PCR are operated in a continuous manner. As the propellant is discharged through the pinch valve arrangement associated with the grinder, the water and propellant mix is accumulated in the PCR. In addition, the water jet effluent from the RDM is filtered to remove the garnet abrasive and is also collected in the PCR. The filter is designed to remove 100 micron or larger garnet from the cutter effluent.
Hydrolysis can occur in the PCR, which operates at 194°F (90°C) with a caustic concentration of nominally 20 weight percent. Caustic (50 weight percent) is added to the PCR to control the concentration of NaOH. A hot water heat exchanger (240°F; 116°C) is used to heat and maintain the reactor temperature at 194°F, and cooling is accomplished with 93°F (34°C) water if necessary. This allows the rate of heat release of the hydrolysis reaction to be controlled. Mixing in the PCR is accomplished with an agitator, and a recirculation pump with a 3/16-inch mesh filter is used to remove any solids that may have passed through the COINS process or the propellant grinder, as a potential exists for plugging either by the metal parts or by residual propellant. The filters are designed to remove metal parts, such as pieces of antiresonance rods and residual propellant. The hydrolyzed (or partially hydrolyzed) product from the PCR is fed to the EPDRs.
As previously noted, the three parallel EPDRs are run in batch mode. They receive feed from the COINS and the PCRs. The following describes the planned 24-hour reaction sequence that would be used for each batch. The first 8 hours are used to fill the reactor with the product streams from the COINS and PCRs. After these react for 2 hours, a sample is taken to check for the presence of energetics by HPLC and determine whether or not the concentration of agent is less than an established limit. The next 6 hours are used as hold time and additional reaction time during testing. After a minimum of 13 to 16 hours in the reactor, the hydrolysate is pumped to the SCWO buffer storage tanks. The final 2 hours of the 24-hour cycle are used for recharging the reactor with caustic. The planned operation of the three reactors will stagger the batch cycles such that at any time one reactor is filling, one is being used for reaction or undergoing analysis of reaction products and one is discharging to Area 300.
At the completion of the batch operation, the hydrolysate is discharged into a buffer storage tank prior to processing through the SCWO reactor. The buffer storage tank has a volume equivalent to 24 hours of
feed to the SCWO reactor. Any offgas that is produced in the PCR or EPDR is collected in the offgas system and sent to the GPCR™ in Area 400 for further processing.
Gases from the hydrolysis reactors pass through a vent condenser. Liquids from the condenser are returned to the EPDR, and gases are sent to the GPCR™ in Area 400.
Agent Hydrolysis
Immediately after being drained from the munitions, neat agent is pumped into the agent feed vessel, which holds approximately 1,800 gallons at its normal operating level (65 percent full), and provides the interface between Area 100 and the agent neutralization reactor (ANR). A second vessel, the agent emergency collection vessel, is also provided for collecting neat agent or spent decontamination solution. Liquid from these vessels is fed to the ANR for hydrolysis.
For both the VX and GB disposal campaigns, the first step is to fill the ANR with sodium hydroxide solution followed by the agent. A 5 weight percent NaOH solution is used for the GB campaign and a 20 weight percent solution for VX. The VX reaction requires a pH greater than 12 and the GB reaction requires a pH greater than 7 to prevent agent reformation reactions from occurring. The reactor contents are continuously agitated to keep the VX or GB agent from separating from the aqueous NaOH to form two liquid phases. For mustard agent, the process entails first reacting the agent with warm water, during which the pH drops to less than 1. The pH is then brought up to between 11 and 12 using 20 weight percent NaOH solution. The reactor contents are continuously circulated by the agent hydrolysate pumps through the agent reactor circulation heat exchanger.
Exiting gases pass through the agent reactor vent condenser, where the vapors are cooled with secondary cooling water. Liquids are returned to the ANR, and gases are sent to the GPCR™ reactor. As with the processing of energetics, reactor temperature is monitored and controlled very carefully to prevent excessive heat buildup and a runaway reaction. The heat exchanger and a water jacket on the reactor control the temperature of the reactor contents, accepting either hot or cold water as necessary to maintain 194°F. Additional caustic solution can be added to meet the specific pH requirement for each disposal campaign.
When the reaction step is complete, the reactor contents undergo a hold-test-release program. The contents are tested to confirm the total hydrolysis of agent, and extra reaction time is allowed if the sample results indicate that agent is still present. Once complete hydrolysis of the agent has been confirmed, the reactor contents are pumped to the agent hydrolysate surge vessel (AHSV), which provides the surge capacity necessary to interface the semibatch process of the reactors in Area 200 and the continuous operation of the SCWO reactors in Area 300. The AHSV also has the capacity to hold one extra day of Area 200 production should Area 300 be operating at reduced throughput or be totally shut down. Likewise, the AHSV can be used to continue a limited supply of hydrolysate feed to Area 300 should Area 200 be temporarily out of service. Exiting gases pass through the agent surge tank vent condenser, where the vapors are cooled with cooling water. Liquids are returned to the AHSV and gases are sent to the GPCR™ in Area 400.
The contents of the AHSV are continuously recirculated using the agent hydrolysate transfer pump and are returned to the AHSV through a jet mixer. The vessel contents are agitated and maintained at 194°F. The pH is monitored and controlled at all times to eliminate the possibility of agent reformation. Hydrolysate from the AHSV is supplied to the SCWO reactor units in Area 300 through the agent hydrolysate transfer pump.
Area 300—Supercritical Water Oxidation
The SCWO process is designed to destroy CWC Schedule 2 compounds and other hazardous aqueous organics in the hydrolysates by converting them to CO2, water, and inorganic salts. Key components of the Area 300 design are shown in Figure 4-1. A diagram of the SCWO reactor is shown in Figure 4-2. The process takes advantage of the properties of supercritical water (above 374°C and 22.20 MPa), in which organics, oxygen, and water are completely miscible in a single, dense gas phase with properties conducive to fast reaction and high mass-transfer rates. High destruction efficiencies are possible with reactor residence times on the order of seconds.
The agent hydrolysate and energetics hydrolysate produced in Area 200 are combined and treated by SCWO in Area 300. The Eco Logic design for a Blue Grass facility uses five transpiring-wall SCWO reactors (Eco Logic, 2001a). Only three SCWO reactors would be in use during normal operations. Each of the five identical SCWO reactors has an 11-inch internal
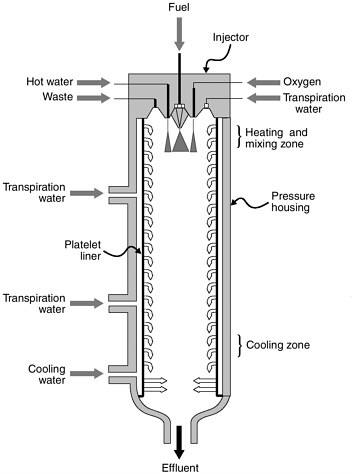
FIGURE 4-2 Schematic diagram of Foster Wheeler transpiring-wall SCWO reactor. SOURCE: Eco Logic (2001a).
diameter and is 7.5 ft in length, compared with the 6-inch diameter and 6-ft length of the reactor used in Demo II. The SCWO reactors are fed from a hydrolysate feed tank. Since suspended solids may be present in the feed, the hydrolysate recirculation pump maintains a continuous circulation of feed to and from the supply drum. When processing mustard agent hydrolysate, the total aluminum content is expected to be less than 400 ppm, which the technology provider considers to be an acceptable level to prevent scale buildup in the SCWO reactors. When processing VX and GB, an aluminum removal system will be needed to reduce aluminum in the energetics hydrolysate feed to less than 500 ppm so that the total in the combined hydrolysate feed is less than 400 ppm (Eco Logic, 2001a). At present, Eco Logic does not possess and has not developed this technology.
The EDP design uses oxygen as the oxidant and propylene glycol as the supplemental fuel, whereas in the Demo II tests, the reactor used air and kerosene, respectively. Kerosene is used during start-up as fuel, but in a recent change—instituted as this report was being prepared—is now also continued at a low flow rate during operation (Foster Wheeler, 2001). The change from air to oxygen is being made to increase SCWO reactor capacity, and the partial change of fuel to propylene glycol is being made for safety reasons (propylene glycol has a much higher flash point than kerosene).
The input to each SCWO reactor will be an aqueous solution containing agent and energetics hydrolysates. Mixing these streams provides a single feed stream for the SCWO step and simplifies the overall process. In the reaction zone at the upper end of the reactor, oper-
ating conditions are approximately 815°C and 23.5 MPa gauge, which is well above the critical temperature and pressure of pure water. The hydrolysis oxidation reaction starts at approximately 500°C. The oxidation reaction is autogenic (that is, the heat released from the oxidation reaction is sufficient to maintain the reactor temperature). Kerosene is added as an auxiliary fuel at start-up, and propylene glycol and kerosene supplement the fuel value of the hydrolysate feed as needed to maintain an autogenic feed for the SCWO reactor. As shown in Figure 4-2, the injector at the top of the reactor has separate nozzles for feeding oxygen, hot water, the hydrolysate/fuel mixture, and transpiration water. Oxygen is fed through the reactor injector as the oxidant. The flow of oxygen is controlled to maintain a slight excess of oxygen during reaction. During start-up and shutdown, a nitrogen-to-oxygen blend in the ratio of 4:1 or greater is used to ensure that high oxygen concentrations do not occur in downstream equipment. If necessary for pH control of the reactor effluent, sodium hydroxide solution is added to the feed/water mixture.
The hydrolysis of VX and GB in hot sodium hydroxide solution and of mustard in hot water results in the formation of complex organic compounds. These molecules contain heteroatoms such as sulfur, chlorine, fluorine, and phosphorus, which, when oxidized, form acids. The excess sodium hydroxide present in the hydrolysate neutralizes these acids to form salts. For example, the following reactions are likely:
S + O2 + H2O → H2SO4 (not balanced)
H2SO4 + 2 NaOH → Na2SO4 + 2 H2O
P + H2O + O2 → H3PO4 (not balanced)
H3PO4 + NaOH → NaH2PO4 + H2O
NaH2PO4 + 2 NaOH → Na3PO4 + 2 H2O
These salts could precipitate on the wall of the SCWO reactor as solids at supercritical conditions.
A unique feature of the Foster Wheeler SCWO reactor is its full-length transpiring-wall liner, shown in Figure 4-2. Foster Wheeler claims that this liner design protects the reactor walls from corrosion and salt deposition. The reactor liner is fabricated from multiple layers of Inconel 600 assembled in sheets of what the technology provider refers to as “platelets” to produce transpiration pores. Deionized water is added to the SCWO reactor through transpiration pores in the liner wall. Deionized water is also added to the top of the reactor to protect the injector surface from corrosion and salt deposition. The transpiration water is added along the entire reactor length such that the temperature along the center line decreases from approximately 815°C at the top to 595oC at the bottom.
The products of hydrolysate oxidation are CO2, H2O, and salts; N2 and excess O2 are also present. At the exit of the reactor, recycled water recovered from the downstream evaporator/crystallizer unit is injected to quench the reactor products to the subcritical temperature of 315oC, which results in essentially all of the product salts redissolving.
Other recycled water from the downstream evaporator/crystallizer unit is used as transpiration water for liner and injector protection after being deionized and preheated to 288oC by heat exchange with the reactor effluent. A heater is used to provide the 595oC water used as part of the start-up feed to the reactor. At start-up, a measured quantity of the initiating kerosene fuel, 595oC hot water, and a nitrogen/oxygen blend are added through the reactor injector assembly at the centerline of the reactor.
During operation of the SCWO reactor, the reactor effluent is reduced from 24.2 MPa to approximately 310 to 350 kPa (45-50 psig) through a pressure control valve. The effluents from all reactor trains are combined before entering a venturi scrubber and knockout drum, where the liquid slurry is separated from the vapor and offgas. The overhead from the effluent knockout drum goes into a separator drum, where the vapor and offgas are separated and cooled to 49oC in a vent condenser with cooling water. The condensate is combined with the slurry. The uncondensed effluent offgas is continually monitored for CO, CO2, NOx, N2O, and O2, filtered, and vented to atmosphere through the vent gas stack.
The slurry effluent is analyzed for residual organics, and if it meets total organic carbon (TOC) specifications, it is pumped to an evaporator/crystallizer system, where water is evaporated and the salts crystallized for off-site disposal. These inorganic salts are readily stabilized and are suitable for disposal in existing permitted landfills. The recovered water is either reused in the process, sent to a unit that produces deionized water, or used for making caustic solution. If the effluent does not meet TOC specifications, it is routed to an off-specification effluent tank and then returned as part of the SCWO reactor feed.
Area 400—Gas-Phase Chemical Reduction
Key features of Area 400 are shown in Figure 4-1. The GPCR™ system consists of a central GPCR™ using a hydrogen-rich sweep gas reactor for the destruction of organic waste, followed by a multistage scrubbing system to remove inorganic compounds and light hydrocarbons from the reacted gas stream. The scrubbing system is followed by a hold-test-release system. Various mechanisms are used to prepare and feed the various waste types to the GPCR™ reactor. A TRBP processes bulk solid materials and delivers vaporized waste to the GPCR reactor, and a preheater system is used to inject other contaminated gas streams.
Thermal Reduction Batch Processor System
Five TRBPs are employed to desorb organic contaminants from solids such as dunnage and munitions housings and to pyrolyze organic materials such as cellulose and polymers. The organic waste vapors are removed from the TRBP by a flow of sweep gas and are conveyed into the GPCR™ reactor for destruction. The sweep gas may be hydrogen and/or recycled product gas from the GPCR™ reactor.
Each TRBP has an inner vessel and an outer box. The outer box provides the heat source, the physical support structure, and the platform for connecting to utilities and other plant interfaces. Materials to be treated are placed in the inner vessel.
The processing cycle operational sequence of the TRBP involves the following:
-
loading/purging
-
heating
-
soaking
-
cooling
-
unloading
The bulk wastes to be processed are contained in TRBP bins or on racks: projectiles on specially designed racks, other wastes in TRBP bins. DPE suit material, spent activated carbon, garnet, and other maintenance wastes, including hydraulic oil, are loaded into drums that are then placed in TRBP bins. Rocket parts are shredded before loading into TRBP bins, and a hammer mill preprocesses wooden pallets that are loaded directly into TRBP bins. The hammer mill operation is done in an enclosure to control dust and fugitive emissions. All TRBP rack and bin loading operations are part of Area 600. The bins or racks are placed in the TRBP inner vessel using a TRBP loader car. The TRBP inlet door is closed, and the integrity of the seal is verified. The inner vessel is then purged of oxygen (air) using nitrogen.
Because the gas purged from the TRBP may contain agent, it is sent to an activated carbon filter system before being sent to the facility HVAC system. When the measured oxygen is less than 1 percent by volume, the vent line is closed, the TRBP is opened to the GPCR™ reactor, and the flow of sweep gas is begun. The inner vessel is gradually heated, with the heating rate limited by the maximum organic loading to the GPCR™ reactor. During this phase of operations, sludge from the Area 400 scrubbers is fed to the TRBPs.
When the organic vaporization rate drops significantly, the temperature of the TRBP inner vessel is raised to a minimum of 1,100°F for 4 hours to meet 5X decontamination requirements for all contained solids, including the sludge residues. The TRBP burners are then shut off, and the combustion chamber is cooled with air. Cooling of the waste load is aided by the addition of a water spray. The steam that is generated carries through to the GPCR™ reactor and purges the hydrogen from the TRBP inner vessel. When all of the hydrogen has been removed, the gas flow is opened to the TRBP scrubber, and the inner vessel is isolated from the GPCR™ reactor. The scrubber cools the gases (steam) from the TRBP, condenses the water, and circulates the water back to the TRBP spray nozzles. Nitrogen is added to the TRBP inner vessel to maintain a positive pressure. The gases leaving the TRBP scrubber are directed to the facility HVAC system. When the TRBP inner vessel reaches a workable temperature (e.g., below 200°F), the TRBP outlet door is opened and the bulk waste is removed.
Eight isolated rooms, called “smoking rooms,” are used for holding the TRBP bins that contain high-carbon-content materials from processing wood and DPE suits. Residual carbon in the wood/DPE loads can smoke for a few hours or, possibly, 2 or 3 days (Eco Logic, 2001c). The smoking rooms allow the contents of the bins to cool down under controlled conditions after removal from the TRBPs. Each room has a roll-up door on either side and a small water spray, exhaust blower, and carbon filter above the bin space, which vents to the atmosphere through an exterior wall. The water spray is low in volume and has been described as
a mist. The oxygen supply to these rooms is limited to prevent the contents of the bins from igniting. Carbon monoxide formation is expected by the technology provider but has not been studied.
GPCR™ Reactor Feed Preheater System
The preheater system includes all of the equipment required to heat any combination of the gaseous inputs to the GPCR™ reactor (including hydrogen, steam, the offgas from Areas 100 and 200, and recycled GPCR™ product gas from storage), as well as any liquid being sent. The outputs from the preheater system are fed to the GPCR™ reactor and/or the TRBPs (hydrogen and steam only for TRBPs).
Three direct-fired heat exchangers are employed in the facility design for Blue Grass. The first heat exchanger preheats the recycled product gas and the offgases from Areas 100 and 200 from 150°F to 1,200°F. These gases are injected directly into one of the two GPCR™ reactors. A second heat exchanger preheats the pure hydrogen feed from 86°F to 1,382°F for injection into the five TRBPs. The third heat exchanger preheats saturated steam from 300°F to 1,382°F for injection into the five TRBPs and two GPCR™ reactors. The three preheaters use fuel gas or GPCR™ product gas from storage tanks. The exhaust gases from these preheaters are passed through an activated carbon filter. Stacks from the three preheater fire-boxes combine into a common stack header for all of the other fired heaters in the facility, including the TRBPs and the product gas burner. The combined stack gas stream is polished by passing it through a catalytic oxidizer to ensure the complete destruction of any remaining organic compounds.
GPCR™ Reactor
The GPCR™ reactor chemically reduces the organic contaminants found in the waste streams. As noted previously, the feed streams include preheated hydrogen, superheated steam, Area 100 and 200 offgas, liquids from the preheater, and vaporized waste from the TRBPs. These streams are mixed in static mixers and enter the reactor at 650°C to 750°C. The feed gases enter the vertically oriented reactors tangentially at the top and swirl downward before exiting upward through a vertical center tube. Each reactor is heated internally by a set of 18 vertical, electrical-radiant-tube heating elements that heat the gases from 650°C to 900°C.
The GPCR™ reactor and vertical center tube are designed to provide a residence time of between 2.5 and 10 seconds. Hydrogen and steam react with the organic waste inputs to produce hydrogen chloride, hydrogen fluoride, phosphorus oxides or phosphine, hydrogen sulfide (depending on the input waste composition), and methane. Secondary steam reforming reactions between the hydrocarbons and steam produce carbon monoxide, carbon dioxide, and hydrogen. Undesirable components formed in the reaction include black tarry material, which can cause problems downstream.
Steam aids in the reforming reactions, promotes good heat transfer between the heating elements and the gases, and minimizes the formation of tar resulting from pyrolysis and/or coking of the waste particles. A shroud, which is purged and blanketed with CO2 gas, is located above the reactor roof where the heating element head connectors and an electrical bus are installed. Blowers recirculate the CO2 gas through the reactor shroud. The circulating CO2 gas serves to cool the shroud to below 200°C to prevent failure of the bus bar support insulators and heating element head connectors. The hot CO2 from the GPCR™ reactor shrouds pass through air-cooled fin heat exchangers and back to the blower suction. Fresh makeup CO2 is added to the blower suction, and a purge stream of CO2 is vented to the atmosphere. Online monitoring of CO2 pressure and makeup rates are used in the process control system to detect leaks in the radiant-tube heating elements while ensuring no oxygen enters the system through any such leaks.
Gas Scrubbing and Water Treatment
The hot gases from the GPCR™ reactor are cleaned by passing them through
-
a quench tower in which the gases are contacted with a slightly acidic aqueous stream
-
a variable-throat venturi scrubber in which the gases are again contacted with a slightly acidic aqueous stream, and
-
a packed-tower scrubbing system in which the gas stream is contacted first with water and then with caustic
Based on experience with similar operating GPCR™ systems, Eco Logic expects that any naphthalene that may be present in the reactor exit gas will be mostly
condensed. However, some of the naphthalene may coat the tubes of a heat exchanger in the scrubbing solution circulation system. For this reason, a spare heat exchanger is provided. Naphthalene, with a melting point of 80°C, can be melted off the walls of the heat exchanger tubes using steam. A high pH (above 12) is maintained in the final scrubber to aid in removal of hydrogen sulfide (during the mustard campaign) or phosphine (during the GB campaign) should any be present. The cleaned, cooled product gas exiting the top of the final scrubber goes to the compressors and on to the product gas storage tanks.
Solids that settle from the scrubbing solution will periodically be drained into drums and sent to the TRBPs for processing as site-generated waste.
Because the organic chemicals are destroyed in the GPCR™ reactor by reduction reactions, the main products are gases such as methane, carbon monoxide, and carbon dioxide. These gases, plus the excess feed hydrogen, must be removed at a controlled rate to maintain the set system pressure; fluctuations in the system pressure are undesirable and may lead to process upsets. To accommodate the fluctuating reactor loading and gas production, the compressor must be controlled to remove gas from the system at a variable rate. This is accomplished with a variable-speed drive on the compressor.
Rotary sliding-vane compressors are employed to increase the product gas pressure from 0 kPag to 500 kPag for storage in the product gas storage tanks and to control the pressure profile over the entire system from the TRBPs to the scrubbers. Each of the three compressors is rated for 50 percent of the total flow— two compressors are operated in parallel and the third compressor is on standby. Each compressor has associated water-cooled precoolers, intercoolers, and aftercoolers. Each cooler has a knockout pot for liquid separation. Drained liquids from all the knockout pots are combined, transferred to a knockout collection vessel, and then to an organic liquid settling tank, where any free organic liquids are recovered and eventually processed in Area 300.
Five product gas storage tanks having three functions are employed. The first tank entered is for testing the product gas composition. Compounds indicative of the level of destruction are measured with a gas chromatograph; hydrogen, methane, carbon dioxide, and carbon monoxide are also measured. If these tests are unsatisfactory, the gas is sent to a backup storage tank for recycle to the TRBPs or preheater. If the tests are satisfactory, the gas is released to one of three hold-test-release tanks for further testing (see section on methods development later in the chapter). If the presence of agent is confirmed, the gas will be recycled to the TRBPs or preheater for processing. Gas from the GPCR may also be sent to a product gas burner and then to a catalytic oxidizer.
Area 500—Utilities
Area 500 consists of off-the-shelf package units that accept, generate, and/or store all of the utilities required by the facility. The 16 utilities provided by Area 500 are summarized as follows:
-
aqueous NaOH caustic solution at both 50 percent and 20 percent concentration
-
primary cooling water used in the heat exchangers in Areas 300, 400, and 500, i.e., those with essentially no possibility of agent on the hot side
-
saturated steam produced from demineralized water
-
natural gas provided by the depot infrastructure
-
liquid oxygen compressed and heated to 4,500 psig and 75°F for use by the SCWO reactors
-
recycle water received from the Area 300 evaporation system and the Area 400 stack gas condensate
-
propylene glycol for supply to the SCWO reactors
-
liquid nitrogen compressed and heated to 4,500 psig and 75°F for use in the SCWO reactors or used as a medium-pressure stream delivered to Areas 100, 200, 400, and 500 for purging
-
demineralized and deionized water produced from recycle
-
process water provided by the depot infrastructure
-
hydrogen produced on-site by an off-the-shelf catalytic steam reformer
-
carbon dioxide supplied to Area 400 electrical equipment
-
hot water circulated through a closed system to Area 100 and 200 heat exchangers
-
secondary cooling water circulated through a closed system to Area 100 and 200 heat exchangers
-
instrument and plant air provided by the depot infrastructure
-
electricity provided by the depot infrastructure
Area 600—Materials Handling
Area 600 includes handling and shredding of materials. Area 600 handles four waste streams upstream from the TRBP as follows:
-
delivers the dunnage from the unpack of the munitions to a shredder, size-reduces these materials, and delivers them to the TRBPs for processing
-
picks up metal parts from COINS and delivers them to the TRBPs
-
picks up metal parts from munitions disassembly that bypass COINS, size-reduces these materials, and delivers them to the TRBPs for processing
-
picks up trays of drained projectile bodies, loads the trays into racks, and delivers them to the TRBPs
Area 600 handles two 5X-decontaminated waste streams downstream from the TRBPs as follows:
-
takes the decontaminated materials from the TRBPs to the residue handling area, where the materials are staged for off-site release
-
picks up projectile racks, unloads and deforms the treated projectiles, and loads deformed projectiles into skips for off-site transport
-
returns trays and racks to the MDB
-
picks up treated TRBP bins and dumps the contents across a separator screen into waste containers (drums for small pieces and dumpsters for large pieces) for off-site transport
-
returns TRBP bins to the MDB
The materials handling scheme uses a series of charge cars and conveyors to move materials throughout the facility, similar to the method used in the Army’s baseline incineration system. The major difference is that the bin used to charge the TRBP is the primary carrier of material. Since these bins weigh up to 20,000 pounds when loaded, the charge car and conveyor carrying capacity has been increased from the baseline design. The main links between the charge car and other system processes are the conveyors. On the upper floor of the facility, some conveyors are modified from the baseline system in length, width, or both, whereas conveyors on the lower floor are also modified to accommodate the heavier loads of the TRBP bins and projectile racks. The drained projectile bodies are placed in trays similar to the baseline system operations, and these trays are stacked two-high in racks that have a footprint similar to that of the TRBP bin. Thus, the charge car and conveyors can carry either bins or racks.
Dunnage is size-reduced to provide a denser load to the TRBPs and thereby reduce the number of TRBPs required. No pretreatment of the dunnage beyond the normal baseline-type operations is required. Dunnage is size-reduced by impact in a hammermill (rather than by cutting) to between 8 and 10 inches. Procedures are to be developed for dust control. Some metal and fiberglass rocket parts bypass COINS and go directly into TRBP bins. A TRBP bin of unshredded parts is brought to the shredder by conveyors. The bin is dumped at a slow rate into a slow-speed, high-torque, rotary-shear shredder that reduces the parts to 4 inches by 4 inches or less. The shredded parts drop into another TRBP bin.
INFORMATION USED IN DEVELOPING THE ASSESSMENT
Engineering-Design-Related Documents
On December 14, 2001, Eco Logic issued a final draft of the EDP for a full-scale pilot plant implementing its technology package at Blue Grass Army Depot (Eco Logic, 2001a).The EDP includes technical descriptions and data, drawings, a preliminary hazard analysis, and cost and schedule analyses. It has been used as the primary source of information for this assessment. Other EDP-related documents used in the assessment include the initial draft of the EDP and the study plan and test reports for the EDS tests submitted by Eco Logic (Eco Logic, 2001b, 2001e). Committee members also attended design review briefings by technology provider team members (Eco Logic, 2001c, 2001d). Assessments of the Eco Logic technology package in earlier NRC reports were also considered (NRC, 1999, 2001b).
Overview of Engineering Design Studies and Tests
Like other technology providers in the ACWA EDS program, PMACWA and Eco Logic determined what testing was required to ensure that its EDP for Blue Grass was completed to a level of detail necessary for proceeding to full-scale design and implementation.
The Demo II tests generally confirmed the performance and efficacy of the GPCR™ process for the
waste streams tested. However, problems with the agent detection method hampered a full evaluation of the process, and some concerns were raised about the selection of materials of construction when processing agent material. In addition, the impact of processing explosive energetics material within the TRBP was not fully understood. El Dorado Engineering considered the reverse assembly equipment to be a proven design with the exception of modifications to the RDM by Kvaerner and an effective method for grinding M28 propellant. The EDS test program was designed to specifically address these questions. The study plans from Eco Logic and Foster Wheeler were organized to investigate the following areas:
-
methods development
-
explosivity testing
-
metallurgy testing
-
elastomers testing
-
grinder tests
-
transpiring-wall SCWO reactor tests
The overall testing objective included generating all required design/operating data to facilitate the development of a full-scale design, preliminary hazards analysis, and a detailed, accurate, full-scale cost estimate and schedule. The next sections present the objectives specific to each of the test programs and the key results.
Engineering Tests
Methods Development Testing
The objectives of the methods development tests were as follows (Brewer et al., 2001):
Objective 1. Develop and validate methods for sampling and analysis of agent (GB, VX, and HD) in GPCR™ product gas.
Results: The following methods were developed and validated for the measurement of agent in the GPCR™ product gas under matrix conditions established by Eco Logic:
-
HD bubbler method with recovery of 97±12 percent
-
GB bubbler method with recovery of 112±26 percent
-
VX bubbler method with recovery of 91±38 percent
The VX bubbler method suffers from a problem that decreases recovery and contributes to a low bias. Performance is within criteria to allow use as a qualitative monitoring method by setting an action level at 0.56 time-weighted average (TWA). A 3:1 signal to noise ratio is achieved at approximately 0.5 TWA.
Objective 2. Validate the safe and effective use of MINICAMS for continuous monitoring of agent (GB, VX, and HD) in the GPCR™ product gas.
Results: Issues surrounding the safety of using miniature chemical agent monitors (MINICAMS) were addressed, and a modified method was developed for sampling a hydrogen-based atmosphere. This modification does not require the manufacture of any component and is readily implemented in the field.
Objective 3. Develop and validate methods for sampling and analysis of selected constituents from the list of Schedule 2 and breakdown products (resulting from GB, VX, and HD) in GPCR™ product gas.
Results: Most of the process-related, nonagent compounds present in the GPCR™ product gas are measured using a bubbler and standard EPA collection techniques. The process-related, nonagent compounds for which a method was not developed included vinyl sulfide, mercaptans, dimethylamine, and ethanethiol.
Objective 4. Develop the information necessary to support acceptance/approval of the validated methods.
Results: Standard operating procedures (SOPs) have been prepared for each method developed.
In addition to the results discussed above, the interferences present in the GPCR™ product gas that caused the monitoring methods to fail during the Demo II testing were identified. Interferences for both methodologies—the depot area air monitoring system (DAAMS) and MINICAMS—are as follows:
-
Phosphine and hydrogen sulfide create highly acidic conditions that degrade GB on the collection media. Recovery of GB showed a steady decline as analytical holding time increased.
-
The presence of naphthalene masks the HD response in the flame photometric detector used for both MINICAMS and DAAMS methods.
-
Phosphine significantly reduces the lifetime and efficiency of the analytical columns that serve to identify gas components.
Explosivity Testing
The objective of the explosivity testing was to develop the data necessary to design the TRBP to process residual energetics from the munitions disassembly process (Eco Logic, 2001f). The explosivity testing was conducted at HAAP in Kingsport, Tennessee. Seven energetic materials representative of those found in the Blue Grass stockpile were selected: five explosives (RDX, tetryl, TNT, Composition B, and tetrytol) and two propellants (black powder and M28). Five combinations of energetics were also tested: tetryl-Composition B; tetrytol-black powder; black powder-M28; tetryl-RDX, and TNT-black powder. In total, 48 individual tests were conducted and the accompanying temperature and pressure profiles were recorded.
An apparatus was constructed to mimic both the geometry and heat profile of the full-scale TRBP. Each energetic material (in a series of tests with increasing quantity) was heated at either a slow or a fast heating rate that imitated the heating rates to be employed in a full-scale facility. The temperature and pressure data were plotted for the various energetic materials tested and were compared with the known properties of each energetic material. No explosive or detonation events occurred. The heating of these energetic materials in a simulated TRBP environment caused the materials to decompose in a controlled manner, and the processing of the energetic material resulted in temperature and pressure profiles within the normal design and operating range of full-scale TRBP operations.
Metallurgy Testing
The objectives of the metallurgy testing were as follows (Eco Logic, 2001g):
-
Determine the appropriate materials of construction for the full-scale TRBP and reactor.
-
Determine (estimate) the expected type and frequency of maintenance required for the TRBP and GPCR™ reactor.
The following are the key results from the test report:
-
Recommended materials of construction are
-
for the TRBP, Hastelloy-X
-
for the GPCR™ reactor, HR-188
-
for the GPCR™ reactor radiant tubes, Kanthal APM.
-
-
Preoxidation treatment of the metal surfaces of the TRBPs and the GPCR™ reactors is strongly recommended to significantly enhance the high-temperature corrosion resistance.
-
Reoxidation of metal surfaces should be carried out in a controlled oxidizing atmosphere for a 24-hour period following every 500 hours of operation.
-
The recommended materials of construction can be welded using standard methods and matched filler metal weld wire.
-
Nondestructive evaluation of weld regions is recommended as periodic maintenance.
Elastomers Testing
The objectives and key results of the elastomers testing program were as follows (Eco Logic, 2001h):
Objective 1. Determine the appropriate elastomers for the full-scale system.
Results: Exposure testing and end-point measurements were interpreted to determine mass and volume changes for the product compounds Viton ETP, EPDM, and neoprene. EPDM proved to be the most suitable material for process water service, while Viton ETP was found to be the most suitable material for product gas service in the GPCR™ process environment.
Objective 2. Determine (estimate) the expected elastomer life.
Results: The two most suitable materials, EPDM and Viton ETP, showed little degradation over 500-hour exposure periods. It was concluded by the technology provider that the expected life of these materials would be very long in a GPCR™ process environment.
Propellant Grinder Tests
M28 propellant grains removed from M55 rockets must be ground to a size suitable for subsequent hy-
drolysis. A grinding test program was performed in part at HAAP (Eco Logic, 2001i).
The grinder used was manufactured by Franklin Miller and was modified to operate with water flooding. Although the production grinder would use stainless steel, the test grinder and cutters were fabricated from carbon steel to keep costs within budget and delivery within project schedule. The test grinder was a high-torque, low-speed, twin-shaft design, with feed opening dimensions of 24 inches by 23 inches. A 50-horsepower electric motor drove two counterrotating cutter assemblies.
The program was divided into seven test series and included the grinding of a propellant simulant (low-density polyethylene) and actual M28 propellant in both normal and upset conditions. Low-density polyethylene has mechanical properties similar to M28 propellant and was inexpensive and readily available. For two of the test series, the Army supplied M28 grain pieces of various sizes (1.7 to 5.1 inches in diameter). Approximately 177 simulant grains and 50 pieces of M28 propellant were ground up during 19 tests. Particle size distribution, throughput rate, and operational performance of the grinding machine were observed and evaluated. No mishaps or accidents occurred. Specific objectives and corresponding results were these:
Objective 1. Validate the ability of the grinding equipment to safely reduce M28 propellant grains to ¾-, ½-, and ¼-inch pieces.
Results: The grinding equipment could grind M28 propellant grains to pass the ¼-inch screen.
Objective 2. Determine the output particle size distribution for grinder screen sizes of ¾, ½, and ¼ inch.
Results: By mass, 99.4 percent of the M28 propellant passed through the ¼-inch screen. Owing to a limited supply of M28 propellant, particle size distribution data were collected only for the ¼-inch screen.
Objective 3. Determine the throughput of propellant for grinder screen sizes of ¾, ½, and ¼ inch.
Results: Based on available data for grinding with the ¼-inch screen, the grinding equipment was capable of processing M28 propellant grains at a rate of 2 linear in./min.
Objective 4. Demonstrate the ability of grinding equipment to safely process foreign objects such as detached antiresonance rods and igniter cables.
Results: During tests of the grinder, Eco Logic fed simulated antiresonance rods and igniter cables that would be intrinsic to the M28 propellant grains. The grinding equipment was able to safely process these objects. Propellant ignition, as well as other incidents, blockages, or equipment problems, did not occur during these tests (Eco Logic, 2001i). All of the igniter cables were significantly size-reduced and passed through the ¼-inch mesh exit screen of the grinder with the propellant. Three of the four antiresonance rods passed through the screen without being size-reduced. The fourth rod was size-reduced and passed through the screen. The three antiresonance rods that passed through the grinder without being size-reduced were fed vertically, whereas the fourth rod, which was size-reduced, was fed horizontally.
Objective 5. Determine optimum operating parameters (i.e., water flow) and equipment sizes (i.e., pump and motor sizes).
Results: As a result of the tests, a larger, more powerful grinder was deemed necessary for full-scale production. The test grinder was unable to grind the propellant simulant when it was fed in a horizontal position. Also, the orientation of the grinder teeth pushed the material being ground to one end of the feed hopper. Thus, the testing program was only a partial success. Additional testing with a larger, modified grinder is necessary to determine the effect of design modifications and to select grinder and motor sizes for the full-scale plant.
Transpiring-Wall SCWO Reactor Tests
The purpose of the SCWO reactor tests was to demonstrate that a transpiring-wall SCWO reactor can be operated effectively and reliably under conditions that mimic those planned for the full-scale operation at Blue
Grass (Eco Logic, 2001c). A specific goal was to demonstrate 80 percent availability for the reactor.
At the time this report was prepared, a 6-inch-diameter reactor was in operation at Dugway Proving Ground in Utah. Several short systemization/workup runs of 10- to 72-hour duration were carried out using a feed stream containing energetics and GB hydrolysates. A 500-hour run with GB hydrolysate was completed, and a draft report was issued (Foster Wheeler, 2001). To test the applicability of a process developed by General Atomics for removal of aluminum from hydrolysate, the concentration of aluminum used in the test was adjusted to simulate that expected from the process. The adjustment was done partway through the testing and had no apparent adverse impact. However, several operating problems were reported, which may be enumerated as follows:
-
The oxygen/nitrogen system caused major problems during early phases of the testing. The key problems were related to insufficient and unsteady supply of nitrogen, insufficient capacity of oxygen, and the want of a spare oxygen pump. Once the oxygen/nitrogen supplier corrected these problems, the oxygen/nitrogen system supported test operations without a single incident. Based on experience during Demo II and EDS II tests with GB hydrolysate, Foster Wheeler believes that oxygen (pure or in some ratio with nitrogen) is the optimum oxidant.
-
During early tests, the technology provider found it difficult to initiate the SCWO oxidation reaction from cold conditions with propylene glycol as the initiating fuel. This was attributed to the lower reactivity of propylene glycol compared with kerosene. Thereafter, kerosene replaced propylene glycol as the initiating fuel.
-
A few incidents of loss of reaction were experienced during workup runs at the 500 lb/hr feed rate. Foster Wheeler believes the loss-of-reaction events were caused by the less-than-optimum reactivity of propylene glycol to support such high feed rates. This problem was resolved for the actual EDS II testing (validation runs) by continuing the flows of the kerosene, which replaced propylene glycol as the initiating fuel, and of the start-up hot water during operation.
-
While diagnosing the oxidation instability resulting from the unsteady flow of nitrogen during the early systemization of the system, the pressure relief valve was actuated several times. These events resulted in periods of downtime because spare pressure relief valves were not readily available.
-
There was one instance of a pipe leaking near the pressure control valve. This was readily fixed but resulted in one day of downtime. The leak was attributed to having retrofitted an alternative pipe routing without a thermal expansion analysis.
-
A loss of the deionized water supply occurred during a workup test. Increased water usage for feed mixing, coupled with reduced membrane capacity while operating with colder water during the winter months, caused the deionized water supply to drop.
-
Breaker overload of the instrument air compressor and freezing of the instrument air-line occurred. On separate occasions, the instrument air compressor malfunctioned, causing an electrical circuit overload and a loss of air due to moisture.
-
The most significant issue during the tests was the occurrence of periodic spikes in the concentrations of hydrocarbons and CO in the gaseous effluent from low steady-state values. These spikes lasted about 1 minute each. Foster Wheeler has offered some possible explanations, but further testing will be needed to identify the cause and provide a remedy for the problem.
-
Upon shutdown, several bumplike deformations and pinhole-size leaks were observed in the upper region of the upper liner. Foster Wheeler believes these deformations were caused by the oxidation instability previously noted. The varying oxidation conditions below the injector result in changing heat flux to the neighboring liner, which in turn leads to thermal stresses and deformations.
-
General corrosion in the top 5-inch region of the upper liner after the 500-hour test was also observed. This relatively uniform corrosion is estimated to penetrate the 0.15-inch-thick liner to about 0.008 inch. Had it not been for the pinhole leaks, the liner would have had significant remaining service life. However, Foster Wheeler concluded that the test did indicate the upper
-
liner has at least a 500-hour life when processing GB hydrolysate.
Two additional 500-hour runs are planned, one with VX hydrolysate and one with HD hydrolysate. Both tests will also contain energetics hydrolysate in the feed stream.
ASSESSMENT OF PROCESS COMPONENT DESIGN
Disassembly of Munitions and Removal of Agent and Energetics (Area 100)
The Area 100 components determine the throughput rate for the remainder of the facility. The reverse assembly process is primarily based on baseline system equipment with some modifications. The PMD, the MDM, and the AQS are essentially baseline system equipment. Because the GB and VX projectiles are not explosively configured, not all of the designated stations of the PMD will be used in the disassembly of these munitions. Only the mustard-containing munitions have explosive bursters. The unit operations that represent significant changes to the baseline system within the reverse assembly area are the RDM, with its modifications from the baseline configuration, and three new operations: the PWS, the COINS, and the propellant grinder.
Projectile Washout System
The current PWS design is a new addition to the final EDP, and further design options are still being considered (Eco Logic, 2001a). The Army requested that this be included to remove agent heels that may be present in the projectiles. A PWS was demonstrated in the EDS program by Parsons. The planned PWS for the Eco Logic process would rely on these testing results and may be identical to the system that has been tested by Parsons. That system performed well in preliminary testing to date (NRC, 2001c).
Eco Logic is considering other approaches to address the removal of agent heels from projectiles. Heels may not be present in every projectile. One potential alternative is the use of systems such as portable x-ray analyzers to nondestructively characterize projectiles that have heels for segregation in the storage facility. This approach could minimize unnecessary processing in the PWS of projectiles not having heels.
Rocket Dismantling Machine
Although similar to existing baseline system technology, the RDM has been modified considerably. The material flow through the RDM has been identified conceptually, but successful engineering and operation of the potentially complex RDM have not been demonstrated. In particular, a potential for problems exists in achieving effective cutting and positioning of the rocket for repeatable operations. Separation of the propellant from the rocket motor case may also be problematic. That is, once the case is cut, the propellant grain is pushed out of the case to separate the energetic materials from the inert materials. If the cut is not clean (e.g., if there are burrs, rolled edges, or other deformations), this mechanical separation may not work.
The Propellant Grinder
The propellant grinder is designed to keep the propellant submerged and flooded with water during the grinding operation to avoid accidental ignition and propagation. A grinder was successfully tested with polyethylene simulant and actual propellant pieces during EDS testing. The testing demonstrated that a low-speed, high-torque grinding operation could be done safely under water with little chance of igniting the propellant by interaction with the grinder teeth or any residual metal impurities (antiresonance rods and cables). Although no tests were done with complete 31-inch propellant grains, the testing does indicate that the process is understood well enough for inclusion in the next phase of the engineering design of the facility.
The COINS Operation
The COINS process is designed to separate the energetics in burster assemblies from the metal hardware. The current conceptual design is an improvement over the earlier design, in which the transfer mechanism conveying the bursters was in the caustic bath. The current design will expose an overhead transfer mechanism to less caustic (only through vapors and splashes) but will still operate in a harsh environment.
The steel burster tubes from projectiles are unaffected by the caustic in the COINS. To enhance reaction rates, burster tubes are sheared into three pieces by the burster size-reduction machine to provide more surface area for the reaction of tetryl with caustic. The
burster sections are then loaded in the COINS baskets, and the burster explosive is separated in the hot caustic bath within the COINS process.
The fuze assemblies and bursters from rockets are sent to the COINS process after processing in the RDM. Although the COINS process is not designed to complete the hydrolysis of the energetic materials, it is designed to reduce the explosive hazard associated with the processing of bursters. A sump pump transfers the resulting energetics slurry from the COINS to the EPDR for complete hydrolysis. The sump pump is designed to also transport any solids that may accumulate at the bottom of the COINS trough. The metal parts remaining in the COINS baskets are pulled from the caustic bath, washed, and loaded into large bins for thermal treatment in the TRBP. Some energetic material is expected to remain on the metal parts.
M36 and M34 bursters from rockets are placed in COINS without shearing. These bursters require less exposure time for melting and reaction of the Composition B explosive than the tetrytol in projectile bursters. The energetic material in these rocket bursters is fully extracted from the burster metal and plastic hardware during the COINS processing.
The M417 fuze assemblies from rockets are transferred to the COINS process from the RDM. The aluminum rocket body and the zinc body of the RDX booster will dissolve in the COINS, allowing access to and reaction of the RDX booster and lead charges. The stab detonator and lead azide are expected to remain intact through the COINS process. These materials will be deactivated in the TRBP process. Explosivity tests were performed during the EDS II program to assess the impact of small charges being present in the TRBP during the thermal treatment of the solid waste (Eco Logic, 2001f). These tests measure the margin of safety. Pressure and temperature excursions were measured in experiments with 56 pounds of energetic material in a full-scale TRBP. The results indicate no significant design or safety issues.
Hydrolysis of Agent and Energetics (Area 200)
The Army has established the efficacy of agent hydrolysis at both laboratory and pilot scales, and the Army’s program was reviewed by the ACW I Committee (NRC, 1999). That committee found that hydrolysis could decompose the agent with destruction efficiencies of 99.9999 percent, and the ACW II Committee has no reason to modify the previous finding. Eco Logic’s agent hydrolysis process is a straightforward application of the Army’s data, and the committee has no special concern about its efficacy.
Significant hydrolysis will take place in the COINS bath and in the propellant collection reactor (PCR) in advance of transfer to the EPDR. The batch processing time in the schedule is sufficient to accomplish complete hydrolysis within the EPDR without including the hydrolysis that takes place in the COINS and PCR. The PMACWA-sponsored EDS test program for hydrolysis of energetics demonstrated that the control of foaming, offgas emissions, temperature, and rate of heat release, as well as the materials handling for hydrolysis reactors on the scale of the EPDR, can be accomplished safely and effectively (see Chapter 2). No explosion hazard is anticipated to exist following the treatment in the EPDR. As discussed in Chapter 2, coprocessing of tetrytol and M28 propellant should be investigated further because of indications that picric acid and, possibly, lead picrate form during the hydrolysis reaction.
Supercritical Water Oxidation (Area 300)
The design and operation of the transpiring-wall SCWO reactor developed by Foster Wheeler were covered extensively in previous reports (NRC, 1999, 2001b). Of primary concern for this report is the performance of the SCWO system in the tests that were ongoing at the time this report was being prepared. As previously reported, several problems were encountered during the 500-hour GB campaign completed just before the data deadline for this report (Foster Wheeler, 2001). A review of the more significant challenges and operating problems experienced during testing, and their impact on the committee’s assessment of the Eco Logic process, follows:
-
The problems initially encountered with the oxygen/nitrogen system were eventually corrected, and the system subsequently supported test operations without a single incident. Assuming the instability problems (see below) encountered when operating on oxygen can be resolved, oxygen generated from liquid oxygen appears to be a suitable oxidant.
-
The difficulty in initiating oxidation using propylene glycol as the initiating fuel was attributed to the lower reactivity of propylene glycol in com-
-
parison to kerosene. The committee believes that substituting kerosene for propylene glycol as the initiating fuel was a logical step to take.
-
The technology provider resolved the loss of reaction caused by the less-than-optimum reactivity of propylene glycol by continuing the flows of the initiating fuel (kerosene) and start-up hot water during EDS II test operations. The committee believes that the ratios of the various feeds may still not be correct, and that further adjustment may be necessary to resolve this instability problem.
-
There were a few incidents of pressure relief valve actuation, especially during troubleshooting of the instability problem. The committee believes that resolution of the instability problem will alleviate this problem.
-
The most significant issue, the occurrence of periodic spikes in hydrocarbon and CO measurements in the gaseous effluent, will require further testing to identify the cause and provide a remedy for the problem (see Figure 4-3). The committee considers this problem to be very serious. Resolution must be obtained before the transpiring-wall SCWO process can be seriously considered for full-scale application. The technology provider believes that salt formation and periodic sloughing off of this salt from the downstream piping is a possible cause of or contributor to the instability problem. This may or may not be the case. If the technology provider is correct, then salt formation is another issue to be addressed.
-
The several bumplike deformations and pinhole-size leaks observed in the upper region of the upper liner were attributed to the previously mentioned oxygen instability problem. The committee sees this discovery of deformations and tiny leaks as an issue, but not one so serious as to preclude implementation of the Foster Wheeler SCWO in a full-scale plant.
-
The committee concurs with Foster Wheeler’s conclusion that in spite of general corrosion in the top 5 inches of the upper liner after the 500-hour test, the upper liner would have a life of at least 500 hours when processing GB hydrolysate.
-
Eco Logic must remove aluminum from the feed to the SCWO and intends to use a process based on General Atomics’ aluminum removal technol-
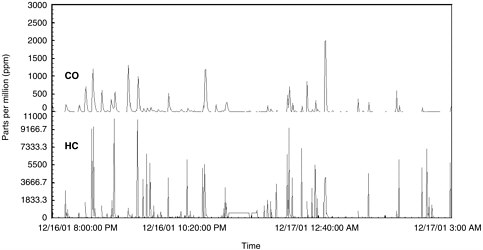
FIGURE 4-3 CO and HC spiking profiles during transpiring-wall SCWO operation. SOURCE: Crooker and Ahluwalia (2002).
-
ogy. However, Eco Logic does not have rights to use that technology, so it must develop and demonstrate its own technology.3
Overall, it is this committee’s opinion that problems remain with Foster Wheeler’s current transpiring wall SCWO system that may prevent the application of this SCWO technology in a full-scale facility.
Gas-Phase Chemical Reduction (Area 400)
Two changes to the design of the GPCR™ system were made by Eco Logic during the preparation of the EDP (Eco Logic, 2001a). First, a gas scrubber system step has been added to remove the toxic phosphine gas that would be formed during the GB disposal campaign. Second, hydrogen sulfide that would be formed during the mustard agent and VX disposal campaigns will be removed. This will require one or both of the following modifications: (1) minor enhancements to the projectile disassembly trains in Area 100 to maximize the removal of mustard agent from the projectiles and (2) optimizing conditions for removal or adsorption/absorption of hydrogen sulfide in the existing Area 400 scrubber. Eco Logic is considering the addition of another packed-bed scrubber operating with a caustic/ potassium permanganate scrubbing solution to remove additional hydrogen sulfide and phosphine (Eco Logic, 2001a).
The GPCR™ system was tested in the Demo II program (NRC, 2001b). Key results were as follows:
-
The GPCR™ process was able to achieve 5X decontamination of carbon, PCP-spiked wood, DPE suit material, firing tubes, and HD mortar casings. However, the first run with DPE suit material was stopped prematurely because the reactor input line plugged.
-
Reactor product gases were effectively treated in the two-stage scrubber system and product gas burner. However, Eco Logic concluded that process modifications might be necessary to control hydrogen sulfide and phosphine in the offgas from the reactor. Also, the liner in the product gas burner showed evidence of corrosion.
-
The gas, liquid, and solid process streams from the GPCR™ process were analyzed for specified chemical constituents and physical properties, as well as for the presence of agent, CWC Schedule 2 compounds, and other hazardous, toxic compounds. For the tests that included chemical agents, the scrubber solution and scrubber filters were completely characterized. However, the gas sampling streams for the runs with agents could not be analyzed, and DREs could not be established for VX, GB, and mustard agent. Earlier tests of the GPCR™ system conducted at Aberdeen Proving Ground, Maryland, in 1996 were able to destroy VX to a DRE of 99.999999 percent (NRC, 1999).
These results led to the analytical methods development program conducted during the ACWA EDS II program and discussed earlier in the chapter. The key analytical problems cited above that were encountered during the Demo II program now appear to have been adequately addressed and, for the most part, resolved (Brewer et al., 2001). MINICAMS can now be used on the product gas stream, although it would be preferable if these instruments could handle higher concentrations of hydrogen sulfide and phosphine. A bubbler system can be used in place of the DAAMS tubes. However, continued refinement and verification studies are recommended.
Except for the GB and HD test campaigns, for which the data were incomplete, the stack offgas did meet hazardous waste combustion and thermal treatment regulations and requirements criteria for waste streams.
Eco Logic analyzed stack gas from combustion of the GPCR™ product gas in the product gas burner. The stack gas was found to meet the boiler and industrial furnace (BIF) emission standards (40 CFR 266.1). However, the EPA recently promulgated new maximum achievable control technology (MACT) standards for hazardous waste combustion that are more stringent than BIF standards. Eco Logic must determine whether the emissions from the product gas burner can meet the MACT standards, not just BIF rules. The GPCR™ product gas did not meet either the EPA comparable fuel exemptions or the synfuel characteristics (40 CFR 261.38) owing to unacceptable levels of benzene and polyaromatic hydrocarbons. The combustion of the product gas would therefore be regulated under RCRA.
Dioxins were detected in the GPCR™ product gas in tests with pentachlorophenol (PCP)-spiked wood,
DPE suits, and butyl rubber (NRC, 2001b). The levels were 0.0002 to 0.0008 ng/m3, three orders of magnitude below the EPA criterion of 0.2 ng/m3 for dioxin emissions from incinerators. In the test with neat GB, the product gas contained 0.01 to 0.06 percent phosphine. As noted previously in the section on methods development testing, phosphine can interfere with the measurement of GB. Based on results from the EPA’s toxicity characteristic leachate procedure, stabilization would be necessary only for solid wastes derived from DPE suit material, because the cadmium and lead criteria were not met by the treated dunnage in some tests (NRC, 2001b).
The operation of the smoking rooms needs to be addressed further. It is not clear that the misting process employed in the rooms and the associated carbon filters will remove the smoke generated from the contents removed from the TRBPs. If the smoke is not adequately managed, a visible plume will be emitted from this part of the facility. Because the oxygen supply is limited, carbon monoxide formation can be expected, but this appears to not have been addressed in the design.
Utilities (Area 500)
All Area 500 equipment is off-the-shelf units and storage tanks. There should be no problem providing this equipment.
Materials Handling (Area 600)
The materials-handling scheme uses a series of charge cars and conveyors similar to the baseline system to move materials throughout the facility. However, the loaded TRBP bin can weigh up to 20,000 pounds, and the charge car and conveyor carrying capacity must be increased relative to that of the trays used in the baseline system design. Conveyors on the upper floor are modified from baseline system specifications only in length and/or width, whereas conveyors on the lower floor are modified to accommodate the heavy TRBP bins. The drained projectile bodies are placed in trays similar to those in the baseline system. These changes from baseline should not unduly affect the performance or safety of materials handling.
The shredders should not be difficult to procure and operate since the end product is not severely reduced in size (8 to 10 inches for dunnage and 4 inches for metal and fiberglass).
ASSESSMENT OF INTEGRATION ISSUES
Component Integration
Eco Logic’s schedule shows destruction of the Blue Grass stockpile within the CWC treaty extension deadline of April 27, 2012 (Eco Logic, 2001a). Meeting this deadline means that the overall process must achieve the required throughput levels and process availability. This, in turn, demands that the throughput and availability of each process step, in combination with equipment redundancy and sufficient buffer storage capacity between the individual process steps, maintain the specified destruction rate. Integrating the individual processing steps requires effective process monitoring and control to ensure that appropriate materials are fed to each step and that all materials discharged from the plant meet safety and environmental specifications. In addition, attainment of the required process availability depends on the durability of all materials of construction, and on the effectiveness of the plant operating and maintenance force.
The Eco Logic technology package is a combination of continuous and batch processing steps with buffering between some of the steps. Eco Logic has designed the process and specified the size and number of the components to be able to process the entire Blue Grass stockpile in 91 weeks, operating the plant 24 hours per day, 7 days per week, with an overall plant availability of 75 percent (Eco Logic, 2001a). Eco Logic assumes a systemization period for the facility of 15 months. Munitions containing different agents would be handled in separate campaigns.
Process Operability
There are areas of the Eco Logic technology package where important process operability questions exist. The first is Area 300, where the operability of the Foster Wheeler transpiring-wall SCWO reactor remains a significant and incompletely resolved problem. The transpiring-wall design is meant to minimize both corrosion and salt deposition, which would plug the reactor. The most recent test results, summarized above, show that effective and reliable operation of the SCWO reactor was not demonstrated, and additional development work on this operation is needed.
Maintenance Issues
The reliability and long-term operability at stable
operating conditions of the current transpiring-wall SCWO reactor by Foster Wheeler remain unproven. The EDS II test results from the processing of GB hydrolysate showed that the reactor could be kept online for tens to hundreds of hours without shutdown in the later phase of the testing. However, this test was not performed under stable operating conditions, and at stable operating conditions, the tests might have been more or less favorable. If problems of corrosion and salt deposition occur, as they did with other SCWO reactors, or if liner cracks develop, as occurred during Demo II testing, significant maintenance and downtime would be required. In particular, the time required for disassembly, reassembly, and pressure sealing, followed by pressure testing of a high-pressure SCWO reactor, could be considerable. Moreover, fabrication of a new transpiring-wall liner is expensive.
New TRBP doors and door mechanisms, designed by El Dorado Engineering, are planned (Eco Logic, 2001c). These doors must withstand high temperatures and temperature cycling (as the TRBP cycle time is 42 hours or less) while maintaining a tight seal to prevent hydrogen leakage and, perhaps, agent leakage, in a closed environment. Since this is a newly designed system, the maintenance requirements have not yet been determined.
The Area 200 hydrolysis system for metal parts treatment involves moving parts-containing baskets through a corrosive environment consisting of hot (90°C) NaOH solution. Although the drive system for these baskets is now designed to be outside the bath, the committee nonetheless believes this still to be high-maintenance equipment. No data are available to assess the maintenance that will be required.
The maintenance for other parts of the process appears to be similar to that for other complex chemical plants.
Monitoring and Control Strategy
Areas 100 through 500 will be controlled with independent systems. The technology provider intends to pursue the selection of a common hardware standard for each area to facilitate integration and reduce overall system requirements for spare components. Area 600 will be controlled remotely by an operator using video and a remote conveyor actuator. The independent control systems are connected by a common bus, which communicates critical parameters between areas to control material flow and to provide data to the safety system.
The independent control for Area 100 is based on the reverse assembly machines of the baseline incineration system, which use an Allen Bradley PLC platform with direct operator control of the munitions loading, with solids output to Area 400 and liquid output to Area 200. Eco Logic plans to use equivalent Siemens PLCs.
Area 200 control uses a batch controller. Each reactor is monitored and controlled separately. Level sensors and control valves meter the agent, energetics, or propellant along with sodium hydroxide into the empty reactor vessel. Fluid density is used to monitor and control the caustic concentration in the reactor vessel.
Area 300 is controlled using a distributed control system (DCS). The DCS monitors and controls all aspects of the SCWO process, including the ignition system, the reactor pressure, the pressure drop across the transpiring wall, the reactor axial temperature profile, the effluent system, and the evaporation/crystallization system. Each of these control functions is accomplished using a network of pressure, flow, temperature, and analytical sensors linked to control valves through DCS control loops. The measurements of reactor pressure and the pressure differential across the reactor liner are especially important since they determine when shutdowns are needed. Reactor pressure and temperature measurements are important because they can indicate unstable operation that causes incomplete reaction.
A DCS is also used to control Area 400. The DCS monitors and controls the cycling of the TRBPs, the preheaters, the GPCR™ reactors, the scrubbers, and the product gas handling system. Each of these subsystems is controlled with a series of control loops tied to the individual control functions through input devices linked to output devices via control algorithms within the DCS.
Area 600 also uses many baseline system machines that are controlled with a DCS.
Each of the independent controllers is linked to a human-machine interface (HMI) network. Dedicated HMI operator stations are assigned to each area, with an appropriate number of redundant stations providing backup in case of maintenance or breakdown. A development station permits tooling changes between campaigns to be carried out at the same time as systemization is carried out on the individual areas. A redundant set of historical data collection stations ensures that all of the data are collected and stored for both regulatory
and process optimization purposes. A supervisory station permits overall monitoring of the process status without disturbing the individual area process control operators.
Thus, the systems used to monitor and control the process are conventional. Process materials (with the exception of agents and energetics), temperatures, and pressures used in this technology package are commonly used in other industrial applications, where they are routinely monitored and controlled. The usual collection of equipment for monitoring temperature, pressure, level control, flow, and other parameters normally measured in a chemical plant is used. The analytical procedures to be used to monitor certain streams will be new, and they present the greatest uncertainty.
Process Safety
In its original report, the ACW I Committee observed the following about the Eco Logic technology package (at the time known as the Lockheed Martin Integrated Demilitarization System) (NRC, 1999):
-
The TRBP and GPCR™ reactors are high-temperature, low-pressure hydrogen processes, and leakage of hydrogen from them is a safety concern.
-
The most significant worker safety issue will probably be maintenance of the conveyor system through the caustic bath of the COINS.
The three safety sections in the 1999 ACW I Committee report are updated in the following three sections (NRC, 1999).
A preliminary hazards analysis (PHA) was prepared as a part of the EDS design package in accordance with MIL-STD-882D (DoD, 2000) and OSHA 29 CFR 1910.119 (Eco Logic, 2001a). The PHA was prepared in conjunction with the engineers responsible for the EDS design package and was used by the Eco Logic engineers to identify several design measures for reducing risk. The committee believes that design solutions should be used whenever possible, particularly early in the design process, and that administrative solutions (e.g., training and procedures) for reducing risks should be minimized in favor of engineering design changes. The Eco Logic philosophy appears to be consistent with that of the committee. The PHA appears to have been conducted in a satisfactory manner, although it will have to be updated as the design progresses.
Worker Health and Safety
In the earlier ACW I Committee’s report on the Eco Logic design, the most significant worker safety issue was expected to be maintenance of the COINS conveyor system by personnel in DPE suits (NRC, 1999). The conveyor system was to operate immersed in a hot caustic solution. The ACW II Committee’s Demo II report noted the COINS process had been changed to provide for an overhead chain conveyor system to move the immersed baskets in the caustic bath (NRC, 2001b). The committee remains concerned that the COINS will require significant maintenance by personnel in DPE suits and finds that efforts to minimize maintenance should continue.
The ACW I Committee was also concerned that the GPCR™ reactors operate in a hydrogen atmosphere and generate methane and other gaseous hydrocarbons that could burn or explode in the presence of air (NRC, 1999). The ACW II Committee’s Demo II report noted that, based on the Demo II test results, the designs and procedures for safe operation of the high-temperature TRBP and GPCR™ reactors could be prepared in the relatively short time allowed for construction of the equipment, systemization, and training of Army operators (NRC, 2001b). However, the report called for a preliminary hazards analysis to seriously evaluate the use of hydrogen in an enclosed area. PHA analyses and the design to date appear to adequately address not only the leakage of hydrogen from the TRBPs and GPCR™ reactors but also the inadvertent upstream introduction of oxygen into the feed for the TRBPs and GPCR™ reactors. Early in the ACWA process, Eco Logic commissioned a safety study on this issue (Prugh, 1998). Many of the recommended safety measures were either already in use by Eco Logic or have since been implemented. The remaining recommendations are expected to be implemented in a more detailed design that goes beyond that in the EDP. The use of high-temperature hydrogen within a building will remain a concern for the committee until a detailed quantitative risk assessment (QRA) shows the final design to be of very low risk.
Two changes in the SCWO system have had a significant impact on safety. The switch from kerosene to a mixture of kerosene and propylene glycol as a feed additive should reduce operational risks, while the change from air to oxygen will introduce a new hazard. Although the committee knows of no previous accidents that would raise safety questions unique to the transpiring-wall SCWO reactor, it has expressed gen-
eral concern about the use of oxygen in SCWO reactors (NRC, 2001b). PHA analyses and the design to date appear to adequately address the issue at this stage of design. The use of oxygen, particularly pressurized oxygen, while safely done elsewhere in the chemical industry, will remain an area of concern for the committee until a detailed QRA shows the final design to be of very low risk.
Eco Logic proposes to grind M28 propellant in a water environment. The ACW I Committee had expressed the following concern (NRC, 1999):
Friction, shear, or heat may result from the inadvertent introduction of metal, an excessive feed rate, or some other cause and could initiate the energetic material.
EDS II tests showed that grinding under water would prevent propellant ignition even in the presence of metal parts (Eco Logic, 2001i).
The committee expects that energetics from fuzes and burster assemblies will be present in the feed to the TRBP under normal operating conditions. EDS II testing showed that decomposition of these energetics will occur in a controlled manner and that explosive or detonation events are very unlikely (Eco Logic, 2001f).
As the design becomes more detailed, the PHAs will have to emphasize the safety of maintenance workers. The design should be configured to minimize the number of maintenance activities in contaminated areas to reduce worker risk and to ensure that workers in DPE suits can access the areas easily and safely. This precaution could also reduce the waste streams arising from DPE suits and decontamination solution used during maintenance activities.
Public Safety
Accidental releases of agent or other regulated substances to the atmosphere or the groundwater are unlikely. The primary cause of a significant release of material containing agent or other regulated substances would be a disruptive explosion. The disassembly step provides for early separation of energetics and agent. Subsequent destruction of agent and energetics is performed in low-temperature, low-pressure processes, thereby avoiding significant stored energy and reducing process hazards. Secondary treatment of agent-free streams does involve high-temperature and, in the case of SCWO, high-pressure processes. The likelihood of a significant explosion is expected to be very small for the full-scale facility, whose design process is understood to include a QRA. A PHA conducted by the technology provider revealed no events with unacceptable or undesirable public safety risks.
Human Health and the Environment
The impact of normal operation of the Eco Logic technology package on human health and the environment was addressed in the ACW I Committee report (NRC, 1999). That report’s conclusion—that the health and environmental impacts are minimal—and the supporting information it contains are unchanged.
Effluent Characterization
The committee’s report on Demo II testing of the Eco Logic technology package found as follows (NRC, 2001b):
Finding DII FEK-5. All waste streams have been or can be characterized sufficiently for engineering design to proceed.
Finding DII FEK-6. The current sampling and monitoring systems for agent in gaseous streams have not been certified or validated for use with the GPCR™ process offgas.
Finding DII FEK-8. While no agent was detected in the scrubbing solutions and scrubber filters, the ability of the GPCR™ process to destroy HD in mortars and neat GB could not be confirmed because sampling and analysis problems hampered the gathering of gas-phase data.
EDS testing has resulted in adequate resolution of gaseous waste stream characterization issues, as discussed earlier in this chapter. The concentrated brine product from the evaporator blowdown stream has not been characterized, but this is planned. Solid wastes have been shown to be adequately decontaminated to a 5X condition.
Effluent Management Strategy
The proposed strategy is discussed in earlier sections of this report and in NRC (1999). The strategy appears reasonable and is expected to protect public health and the environment.
Off-site Disposal Options
Dunnage. Experience at the baseline system facilities at Johnston Atoll and Tooele, Utah, has shown that only a tiny fraction of dunnage is contaminated with agent. Uncontaminated dunnage from these two stockpile locations is being disposed of off-site by commercial
waste management facilities (McCloskey, 1999; U.S. Army, 1998). Off-site management of uncontaminated dunnage is also planned for both the Newport and Aberdeen sites. Off-site management of dunnage from Blue Grass would greatly reduce the on-site processing requirements and greatly simplify process integration by eliminating the need for size reduction and GPCR™ treatment of the dunnage. Off-site disposal of other agent-free waste streams, such as hydrolysates, may be possible, thereby reducing the number or size of treatment steps.
Brines. Brines produced from air pollution control processes at the baseline facility at Tooele, Utah, are currently being shipped off-site for disposal by commercial waste management facilities.
Environmental Compliance and Monitoring
The committee’s earlier report on demonstration testing found as follows (NRC, 2001b):
The product gas from the GPCR™ process does not meet the EPA syngas requirements because of high benzene and polyaromatic hydrocarbon content.
The finding remains valid, as discussed earlier in this chapter. The permitting of the process is expected to require special efforts with the EPA to establish the appropriate basis for the use of the product gas.
ASSESSMENT OF OVERARCHING TECHNICAL ISSUES
Steps Required Before Implementation
The most significant need is to demonstrate that the SCWO reactor is ready to be commercialized. Effective and reliable operation over an extended period of time remains to be demonstrated. Additional energetics grinding tests with a more powerful, modified grinder are also needed. These are described in the section “Propellant Grinder Tests” under Objective 5.
FINDINGS AND RECOMMENDATIONS
Findings
Finding (Blue Grass) EFKE-1. The occurrence of frequent spikes in hydrocarbon and CO emissions in the gaseous effluent from the transpiring-wall SCWO reactor is a serious problem that must be resolved before the Eco Logic technology can be implemented.
Finding (Blue Grass) EFKE-2. Energetics from fuzes and burster assemblies will probably not be destroyed in COINS, and downstream equipment must be able to handle this situation. Explosivity tests conducted by the technology provider showed that these materials decompose in the TRBP environment rather than explode or detonate and that the TRBPs will accommodate the decomposition of these explosive materials.
No explosive or detonation events occurred during explosivity testing (Eco Logic, 2001f). The heating of energetic materials in an environment that simulated the Eco Logic process caused the materials to decompose in a controlled manner, with temperature and pressure profiles within the normal design and operating range of full-scale TRBP operations.
Finding (Blue Grass) EFKE-3. The grinding test achieved most of its objectives, particularly those related to safety. Upon completion of the grinding test, questions remained about the design of the feed system and the size of the grinder and motor needed for the full-scale system.
A grinding test program was performed using a grinder modified to operate with water flooding (Eco Logic, 2000i). The program included grinding of low-density polyethylene as a propellant simulant and the grinding of actual M28 propellant. Particle size distribution, throughput estimates, and operational performance of the grinding machine were observed and evaluated. No mishaps or accidents occurred. It was determined that the equipment could grind M28 propellant grains to pieces with diameters not exceeding ¼ inch. Simulated antiresonance rods and igniter cables were included in the grinding operations. Three of the four antiresonance rods were fed vertically and passed through the grinder without being size-reduced. Because the grinder used in the test was unable to grind the propellant simulant when it was fed in a horizontal position, the testing program was only a partial success.
Finding (Blue Grass) EFKE-4. The process for energetics hydrolysis proposed by Eco Logic is sufficient
to destroy energetic materials to an extent that makes the explosion hazards manageable.
The energetics from the RDM and from the propellant grinder operation, as well as those exposed during the COINS operation, are completely hydrolyzed in Area 200 within the PCR and the EPDR. Significant hydrolysis will take place in the COINS bath and the PCR before the energetics are added to the EPDR. The process schedules are sufficient to allow for the complete hydrolysis within the EPDR without considering any hydrolysis that occurred in the COINS and PCR. Any unexposed energetic remaining in the fuzes and bursters following the COINS operation will be destroyed in the TRBP, which can withstand the explosion of the small amounts of energetic materials that remain (see Finding EFKE-2).
Finding (Blue Grass) EFKE-5. To prevent scale buildup in the SCWO reactor due to the presence of aluminum in the hydrolysate feed, Eco Logic must remove the aluminum from the feed stream to the SCWO reactor.
Eco Logic intends to use a process that is based on the aluminum removal technology of General Atomics. However, Eco Logic does not have rights to the General Atomics process and must obtain or develop such a technology. A 500-hour run with GB hydrolysate was completed, and a draft report was issued (Foster Wheeler, 2001). To simulate the use of the General Atomics process to remove aluminum from the hydrolysate, the concentration of aluminum was increased from zero to that expected from this process. This was done part way through the campaign and had no apparent adverse impact.
Finding (Blue Grass) EFKE-6. The RDM, while grounded in baseline system technology, has been modified considerably, and its engineering and operation have not been demonstrated. In particular, there is a potential for problems with the effective positioning and cutting of the rocket. The separation of propellant from the rocket motor case may also be problematic if the cut results in burrs, rolled edges, or other deformations.
Finding (Blue Grass) EFKE-7. The abatement of smoke from the TRBP smoking rooms and the formation and management of carbon monoxide do not appear to have been adequately addressed.
No information was available to the committee on the quantity and composition of the offgases from the processed TRBP bins when they are in the smoking rooms. It is not clear that the design will provide adequate abatement for the smoke, and no provision appears to have been made for abatement of the carbon monoxide. The misting process employed in these rooms and the associated carbon filters may not remove the smoke generated from the contents removed from the TRBPs. If the smoke is not adequately managed, a visible plume whose composition is unknown but that could contain hazardous air pollutants will be emitted from this part of the plant.
Finding (Blue Grass) EFKE-8. The Eco Logic process for handling energetics will cause lead-containing M28 propellant to mix with tetrytol when rockets with tetrytol boosters are treated. The combination might lead to the formation of lead picrate.
Recommendations
Recommendation (Blue Grass) EFKE-1. Eco Logic should conduct additional grinding tests for the final design of the feed system to specify the size of the grinder and motor for the full-scale plant.
Recommendation (Blue Grass) EFKE-2. The PCR stream should not be mixed with the COINS effluent until lead picrate formation can be ruled out.
Recommendation (Blue Grass) EFKE-3. The RDM is on the critical path for the schedule of the facility, so its further development should be undertaken as soon as practical to minimize risk to the overall facility design, process integration, and operations schedule.
Recommendation (Blue Grass) EFKE-4. The gaseous effluent from the smoking rooms must be characterized and appropriately controlled.




























