
Appendix A
Specific Design Features of the Toole Chemical Agent Disposal Facility Baseline Incineration System
PROCESS DESCRIPTION
The Tooele Chemical Agent Disposal Facility (TOCDF) consists of five interconnected process systems:
-
The unloading and unpack system for receiving munitions from the Deseret Chemical Depot.
-
The demilitarization processing systems for handling rockets, containers, mines, and projectiles separately.
-
The furnace and incinerator systems, which include a deactivation furnace system, a metal parts fumace, two liquid incinerators, and a dunnage incinerator.
-
Various safety systems, including explosive containment, ventilation and filtering, fire protection, agent monitoring, and door monitoring
-
Various support systems, including electric, fuel gas, instrumentation, compressed air, hydraulics, cooling, and the very important pollution abatement systems.
These systems are linked, monitored, and controlled through an advanced process management system operated from a central control room.
For practical purposes, the TOCDF is a scaled up and updated version of the Johnston Atoll Chemical Agent Disposal System (JACADS), which has been operating for nine years. Although JACADS was the first chemical agent disposal facility, its design was based on pre-existing commercial incinerators, as well as years of development and testing of special munitions-handling machinery. Very little new technology was incorporated into the TOCDF. The layout of the TOCDF is shown in Figure A-1.
Unloading and Unpack System
Munitions are brought by truck in sealed containers from the storage area in Deseret Chemical Depot into the container-handling building along dedicated and highly secure roads. The containers are lifted to the second floor of the building into the unpack area where they are opened, and the munitions are conveyed into the munition demilitarization building. No human contact with the munitions occurs after the munitions leave the unpack area.
Demilitarization Processing Systems
The purpose of demilitarization processing is to separate the components of munitions into separate streams that can be handled safely in the downstream furnace and incinerator systems. Each type of munition is unique and must be processed separately. Rockets for example, contain agent, propellant, and burster energetics, which must be separated for processing. The rocket-handling system feeds rockets into an explosion-containment room through a rotating vestibule. In the explosion-containment room, the agent cavity is punched open, and the agent is drained into a separate holding tank. Eventually, the agent is fed into a liquid incinerator (LIC) and burned. The drained rocket proceeds to a shearing device where the fuse is sheared off, the burster is sheared off, and finally the propellant-containing motor is sheared off. The fuse, burster, and motor fall into a hopper that discharges them into the deactivation furnace system (DFS). The rocket-handling system is shown in Figure A-2.
Bulk munitions contain agent but no energetics. Therefore, they bypass the explosion-containment room and are conveyed into the upper munitions corridor of the munitions processing building to a bulk drain station. Bulk containers are hydraulically punched so that agent can be drained into a holding tank prior to incineration in a LIC. The drained container and the tray it was on are conveyed to the metal parts furnace (MPF) for cleanup. The bulk handling system is shown in Figure A-3.
NOTE: This appendix is reprinted from NRC (1999a), pp. 61-70.
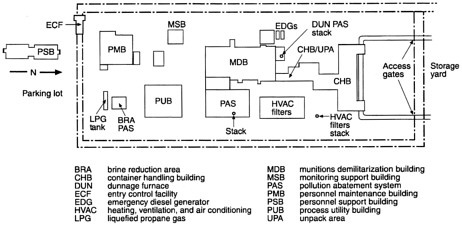
FIGURE A-1 Layout of the TOCDF. Source: Adapted from U.S. Army, 1996.
Projectiles are processed in a system similar to the rocket-handling system. Projectiles, either artillery shells or mortar shell, contain both agent and energetics. Projectiles enter the explosion-containment room by conveyer and are fed mechanically onto a projectile/mortar disassembly table. The table rotates so that nose closures (fuses or lifting lugs) can be mechanically removed. At another stop, burster material is removed. The shells are then placed in an egg-crate metal tray and conveyed into the munitions processing bay located in the upper munitions corridor. A robot unloads the shells onto another rotating table called the multipurpose demilitarization machine, where they are milled to cut through burster tube welds, if necessary. Then the burster tubes are removed, and the agent is drained. Finally, the burster tube is crirnped and reinserted, and the projectile is sent through the MPF. The projectilehandling system is shown in Figure A-4.
The mine-handling system is the last demilitarization processing system. Operators unpack mines from their dram containers in the unpack area. Each mine is then cycled through a glove box onto a conveyer in the explosion-containment vestibule. This conveyer takes them to a workstation where the arming plugs, fuses, and activators are removed and placed in a fuse box. The fuse box and the mine are-then transported to the explosion-containment room, where a mine machine punches the mine and drains the agent. A burster punch machine removes the burster from the mine. The remnants of the mine and the fuse box are then sent to the DFS. Figure A-5 depicts the mine-handling system.
Furnaces and Incinerators
The DFS is used to destroy explosives and propellants from rockets, projectiles, and mines. Basically, the DFS is a gas-fired rotary kiln (Figure A-6). Munitions pieces are fed down a chute from the explosion-containment room into the DFS. The chute has two blast gates that open sequentially. As the kiln rotates, the pieces are moved through the kiln by a spiral baffle that pushes them along. For rocket campaigns, the kiln runs at 1,1000°F. For other campaigns, it runs at 1,500°F. The pieces burn rapidly rather than detonating. As added protection against detonation, the charge end of the kiln is constructed of two-inch thick steel. The burned munitions exit onto a discharge conveyer that carries them under two electric heater banks that keep the scrap at 1,000°F for 15 minutes. This ensures that the scrap is 5X clean, (i.e., 99.99999 percent free of agent). DFS exhaust gases go through a blast-attenuation duct, a cyclone separator (to remove ash), and an afterburner before entering the pollution abatement system (PAS).
The function of the MPF is to decontaminate munitions bodies after removal of agent and explosives. The
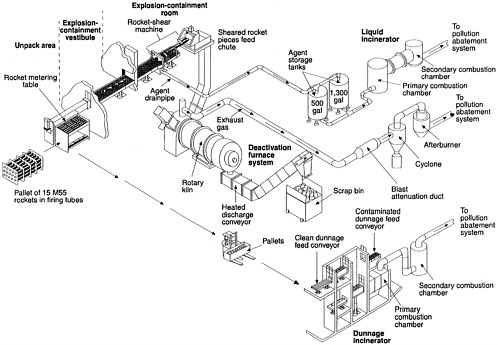
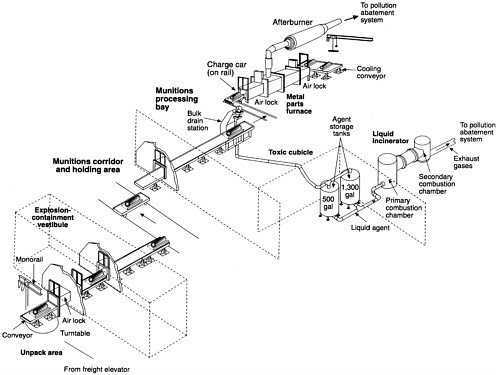
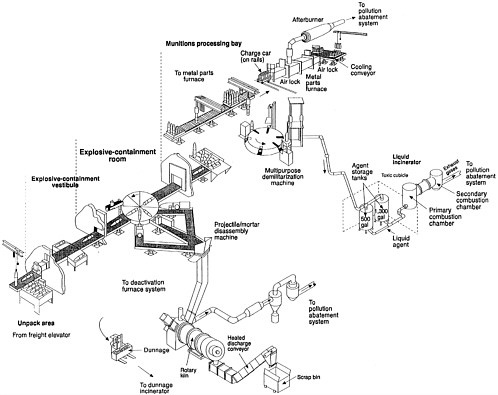
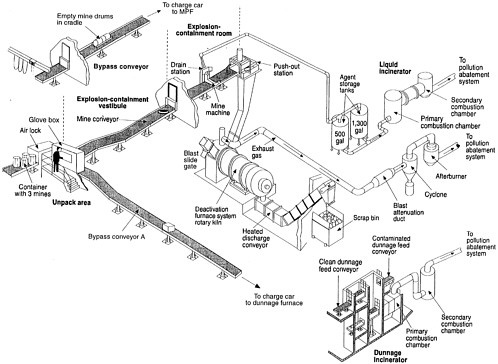
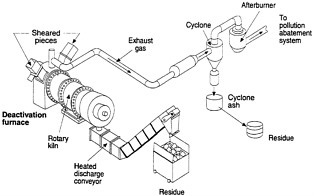
FIGURE A-6 Deactivation furnace system. Source: Adapted from U.S. Army, 1996.
MPF is diagrammed in Figure A-7. For ton containers, the MPF peaks at 1,450°F. For spray tanks, it operates at 1,525°F. For smaller items, it operates at 1,600°F. Contaminated items are conveyed semicontinuously through a charge air lock into the first of three heating zones, each of which has an air-lock door. Pieces are held in the discharge air lock until they cool enough so that agent levels can be monitored. Pieces that are 5X clean are cooled and containerized for disposal. The exhaust gas from the MPF goes through an afterburner and then to the PAS.
Two LICs destroy liquid agent. Figure A-8 shows the LIC configuration. The primary chamber, a vertical refractory-lined cylinder with a natural gas burner, operates at 2,7000°F. Agent is atomized as it is injected into the air stream going into the burner. As the agent bums,
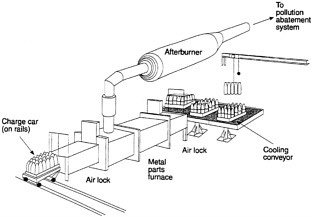
FIGURE A-7 Metal parts furnace. Source: Adapted from U.S. Army, 1996.
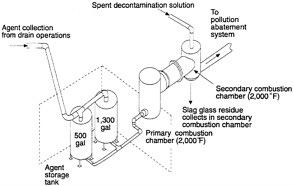
FIGURE A-8 Liquid incinerator. Source: Adapted from U.S. Army, 1996.
the natural gas supply is cut back to maintain the temperature at the desired level. The exhaust from the primary chamber goes into a similar, refractory-lined secondary chamber, in which the temperature is maintained at 2,050°F by burning natural gas. Spent decontamination solution is atomized and injected into the second combustion chamber. All of this forms a molten slag, which is drawn off through a bottom tap into barrels, where it solidifies. Once cool, these barrels are covered and stored prior to disposal.
A dunnage incinerator (DUN) is designed to destroy the plastic, wood, or paper packing cases, pallets, and other objects that may be contaminated by agent. In practice at the TOCDF, the DUN has not operated routinely because the listed materials could be safely disposed of in other ways. The DUN is designed to burn natural gas and dunnage combustibles at a temperature of 1,400°F. The configuration of the DUN is shown in Figure A-9. The primary combustion chamber is refractory-lined and has four side burners. Air is supplied both through
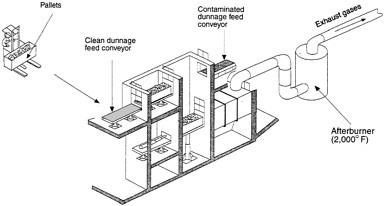
FIGURE A-9 Dunnage furnace. Source: Adapted from U.S. Army, 1996.
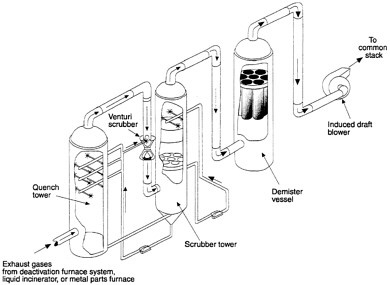
FIGURE A-10 Pollution abatement system. Source: Adapted from U.S. Army, 1996.
the burners and through side wall ports. Ashes are removed from the furnace periodically. Exhaust gases go to the afterburner, which operates at 2,000°F. Secondary exhaust passes into the PAS.
Safety Systems
Ensuring process safety is the prime concern of the design and operation of the TOCDF. Explosion-containment requirements were mentioned in several of the preceding sections. The overall design for explosion-containment rooms requires containment of a blast from 15 pounds of TNT. The DFS room is designed to contain a blast from 28.2 pounds of TNT. Interlocked blast gates and blast doors are used to ensure containment.
Agent dispersion in the air stream is another major safety concern. Avoiding contamination is accomplished by pressure cascading the air flow throughout the plant from areas with low contamination probability through areas with increasing contamination probability. The air from the most susceptible areas to agent contamination (the furnace rooms and the munition demilitarization building) is filtered through a series of high efficiency particulate air filters and carbon adsorption beds before being exhausted to a stack. In situ monitoring for agent occurs at many points within and around the perimeter of the plant. In addition, ambient air is continuously pumped through contaminant concentration tubes that are periodically collected and analyzed for agent by gas chromatography. There is also a system for monitoring and controlling doors so that the ventilation flowpaths are not upset even when personnel enter or leave the munition demilitarization building areas.
Fire protection is another critical safety concern. Automatic fire detectors are located throughout the plant. Sprinkler systems supplied from a large storage tank come on automatically in the event of a fire in the unloading and unpack areas. In other areas, dry chemical systems are deployed. Halon systems protect the control room and power supply room.
Support Systems
The electric, instrumentation, compressed air, hydraulics, fuel gas, and cooling systems are fairly standard industrial systems, but they are often paralleled to ensure reliability. Each furnace system has a down-stream PAS to neutralize and remove the acidic components (hydrochloric, hydrofluoric, sulfuric acids, etc.) formed during the combustion of the agent so the exit gas can be safely released to the atmosphere. Figure A-10 illustrates a typical PAS configuration. The furnace outlet gases enter a quench tower in which a caustic solution is sprayed. The cooled gases exit into a venturi scrubber where they are again in contact with caustic brine. Finally, they go through a scrubber tower where they are in contact with additional brine, through an induced draft fan, and then to a common stack. The PAS for the DUN is simple. It has only a quench tower because the exit gases are far less acidic than those from the other furnaces.
The brine reduction area (BRA) process involves evaporating brine with steam generated on site, then drying it to salt with less than 10 percent water content. The gas from the evaporator is superheated and passed through a bag filter system before being exhausted to the atmosphere. Currently, brine from the PAS is collected, stored temporarily, and then disposed of off site as a hazardous waste. This brine disposal strategy is currently a cheaper alternative than operating the BRA.
Operations Control Room
The central control room provides surveillance and direction for all phases of TOCDF activities. It is kept at a higher positive pressure to prevent the possibility of any agent entering it, and the air intake is doubly filtered. Several consoles line the room, each with two advisor screen monitors, two closed-circuit TV monitors, and a keyboard through which commands are entered to control plant operations. Redundant computers, software, and plant instrumentation ensure that continuous realtime control is maintained.
Reference
U.S. Army. 1996. Tooele Chemical Agent Disposal Facility Quantitative Risk Assessment. SAIC-96/2600. Aberdeen Proving Ground, Md.: U.S. Army Program Manager for Chemical Demilitarization.










