
Executive Summary
The Program Manager for the Assembled Chemical Weapons Alternatives (ACWA) program of the Department of Defense (DOD) requested the National Research Council (NRC) to review and evaluate the designs for pilot plant facilities to destroy the chemical weapons stored at Pueblo Chemical Depot in Colorado and the Blue Grass Army Depot in Kentucky. To accomplish this task, the NRC established the Committee to Assess Designs for Pueblo and Blue Grass Chemical Agent Destruction Pilot Plants (referred to as the ACWA Design Committee). This interim report presents the committee’s assessment of the design for the Pueblo Chemical Agent Destruction Pilot Plant (PCAPP). It is based on the initial design documentation, test plans, and various test reports and trade studies that were available to the committee. This documentation is cited throughout the report.
An interim report was necessary in order that the Program Manager, Assembled Chemical Weapons Alternatives (PMACWA) and the PCAPP contractor could benefit from the committee’s assessment before the PCAPP design was finalized. This report focuses on significant issues that have come to the attention of the committee so far, in order that these concerns might be addressed as soon as possible by the Army.
HISTORICAL BACKGROUND
The DOD established the Assembled Chemical Weapons Assessment program (since renamed the Assembled Chemical Weapons Alternatives program) in response to Public Laws 104-201 and 104-208, enacted in 1996, mandating that the DOD assess and demonstrate technology alternatives to incineration for the destruction of chemical weapons at Pueblo Chemical Depot and Blue Grass Army Depot. In response to Public Law 104-201, which required the DOD to coordinate with the NRC, the PMACWA requested that the NRC form a committee to evaluate the seven technologies originally selected as candidates for demonstration.
The NRC’s Committee on Review and Evaluation of Alternative Technologies for Demilitarization of Assembled Chemical Weapons (referred to as the ACW I Committee) produced two reports, the first evaluating the seven selected technologies and the second reviewing the results of the demonstration testing of three of the candidate technologies. The ACW I Committee was dissolved in March 2000.
The PMACWA subsequently requested that the NRC evaluate the demonstration testing results for three more technologies from the originally selected seven. The PMACWA also requested assessments of the site-specific engineering design studies that were selected as candidate technologies for each of the two sites—Pueblo and Blue Grass. To accomplish these tasks, the NRC formed the ACW II Committee (the Committee on Review and Evaluation of Alternative Technologies for Demilitarization of Assembled Chemical Weapons: Phase II). This committee produced a total of five reports—one on the second set of technologies to be demonstrated, and a full report and a supplemental letter report on the engineering design studies conducted for each of the two sites.
In August 2003, the Army requested the NRC to form another committee to assist in evaluating the designs for the pilot plant facilities at Pueblo and Blue Grass. The present committee—the Committee to Assess Designs for Pueblo and Blue Grass Chemical Agent Destruction Pilot Plants (referred to as the ACWA Design Committee)—was established in October 2003. The present report is the first prepared by this committee.
The statement of task for the ACWA Design Committee is as follows:
The Program Manager for Assembled Chemical Weapons Alternatives (PMACWA) has awarded contracts for the design, construction, systemization, pilot testing, operation and closure activities aimed at destroying the assembled chemical weapons stockpiles at Pueblo Chemical Depot and Blue Grass Army Depot. Chemical neutralization-based technologies form the basis for destroying the agent and energetics associated with both stockpiles, along with new or adapted processes for preparing weapons for disposal and treating secondary waste streams generated during the primary neutralization processing step. These facilities differ from previously constructed baseline incineration facilities and from those constructed for bulk chemical agent disposal. To assist the PMACWA, the NRC will initially examine planning documentation and designs for the Pueblo and Blue Grass facilities and provide comments and recommendations. Separate reports will address the specific issues for each facility.
The NRC will:
-
Assess planning documentation for design and construction of the Pueblo and Blue Grass facilities.
-
Assess process and facility designs of the Pueblo and Blue Grass Chemical Agent Destruction Pilot Plants.
-
Consider design issues raised by permitting considerations and public acceptability (e.g., design aspects of facility closure).
-
Produce reports within three months following the date the initial and intermediate designs are provided to the NRC for Pueblo and Blue Grass.
Although the committee first met in November 2003, new Army security regulations significantly delayed the delivery of detailed information concerning the initial design for the Pueblo facility. Because the design development was continuing at a rapid pace, the Army requested an interim report based on the information that was available to the committee at the time this report was prepared.1 Thus, this report focuses on significant issues that have come to the attention of the committee in order that they may be addressed as soon as possible by the Army and its contractors. The full initial design plans were only made available to the committee in May 2004. The limitations in available information necessarily mean that the committee’s work has not yet been completed. The omission of a particular topic should not be taken to suggest either approval or disapproval by the committee. A subsequent report on the PCAPP design is planned when the intermediate and final design plans become available.
BRIEF DESCRIPTION OF DESIGN DEVELOPMENT FOR PCAPP
The PMACWA awarded the contract for a chemical weapons destruction facility at Pueblo Chemical Depot to Bechtel National, Inc., which has teamed with several subcontractors; collectively they are designated as the Bechtel Pueblo team. The Bechtel Pueblo team is expected to design, construct, operate, and eventually close the facility upon completing its mission. In order to manage the risk associated with this first-of-a-kind facility, the contractor has instituted a technical risk reduction program (TRRP) to identify and mitigate sources of technical risk that have been identified through a technical risk assessment. The committee believes that this initial technical risk assessment has identified the major technical risk issues and that the TRRP has developed appropriate plans to address them, but believes that the process by which risks have been ranked could be further refined. For example, whereas some scenarios employed in the initial technical risk assessment describe health, safety, and environmental impacts, the probability and consequence weightings ascribed to these scenarios are not always consistent with the scenario description.
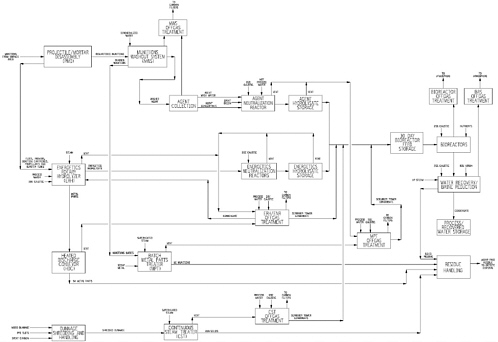
The destruction processes to be used at the Pueblo Chemical Agent Destruction Pilot Plant can be summarized as follows (see Figure ES-1): (1) transfer and disassembly processes that precede the core processes and that are necessary to acquire and access the chemical agent and energetic materials, (2) core processes that destroy the agent and the energetic materials in the munitions, and (3) residuals treatment processes following the core processes to decontaminate the munition bodies and other materials associated with the munitions. These processes are to be accomplished in the major steps described below.
In the transfer and disassembly processes, the munitions on their storage pallets are transported to the destruction facility. There they are uncrated or unpacked, and the packaging material or dunnage is separated from the munitions. The 4.2-inch mortar rounds are in
boxes with the propellant. The 105-mm and the 155-mm projectiles are palletized. Some of the 105-mm projectiles are boxed with the propellant and casings. In the reconfiguration room, propellants and igniters (not contaminated with agent) are removed from the boxed munitions.
Next, the munitions are conveyed to the projectile/ mortar disassembly (PMD) area. The plant is designed with three PMD machines in separate explosion containment rooms (ECRs). Initially, each PMD line will treat a different type of munition. In the ECRs, the bursters are removed. As the processing of each munition type is completed, the PMD line will be converted to processing the remaining types. The Bechtel Pueblo team has selected a commercially available robotic machine to replace the PMD machines used at baseline incineration facilities. The committee believes that when up-to-date, off-the-shelf robotic units are used, the new PMD machines are an effective, reliable, and maintainable means of removing the energetics from the projectiles and mortars at Pueblo Chemical Depot.
Next the energetics from the munitions, which include the burster charges, fuzes, and the contaminated propellants, are placed in bins and sent on overhead conveyors to an energetics rotary hydrolyzer (ERH) for treatment according to the initial design. However, the overhead conveyor energetics transfer system was undergoing reconsideration as this report was being prepared. The use of an alternative, pneumatic system was being investigated. The committee considers the lack of a resolution with respect to the means of energetics transfer at this point in the design development to be of concern, since whatever means are chosen may impact downstream processes and might even change the footprint of the building layout.
Steps in the core processes that will destroy the agent and energetic materials are as follows. There are two ERHs in the PCAPP design. Each ERH is a continuous-feed unit, 6 ft in diameter and 20 ft long, with an inclined feed mechanism. In the ERHs, the energetics and associated metal parts are reacted with 35 percent caustic at 120°C. It requires about 2 hours for this material to move through an ERH, being carried along by the internal helical flights in the rotating ERH. The output stream from the ERH is passed over strainers, where undissolved metal parts are separated from the liquid and collected. These metal parts are then sent to the heated discharge conveyor (HDC), where they are heated to at least 1000°F for 15 minutes before being sent to storage awaiting disposal.
During the time that information was being gathered for this report, heating to 1000°F for 15 minutes was the only criterion for unrestricted release of material potentially contaminated with agent (this process is known as 5X decontamination). Subsequently, the Army established additional criteria for unrestricted release of material and abandoned the 5X terminology. The old 5X designation is still used in this report, however, because it is too early to determine implications of the newer criteria for the PCAPP design.
During the next step in the core processing, the treatment solution from the ERH is transferred to one of four energetic neutralization reactors, where the hydrolysis of the energetic materials is completed. In view of the extent of hydrolysis expected to take place in the ERHs, the committee believes that a review of the sizing of the post-ERH components of the energetics hydrolysis system may be warranted, and that this possibly offers a means to reduce plant costs.
The munition bodies still containing the agent, but without any energetics, are conveyed to the agent processing building. Here, a pedestal-mounted robotic arm similar to that used in the PMD machines is used to move each munition from a tray to a weighing station, and then to a cavity access machine (CAM), which is the main component of the munitions washout system (MWS). To access agent in the 4.2-inch mortar rounds, the bottom of each round is cut off and the agent and any heels (solidified agent) are washed from the munition casing with high-pressure water in the MWS. For projectiles, the munition is turned nose down, and an arm rams the burster well into the casing. The well is crimped so that it is out of the way, and the agent and any heels can be washed out with high-pressure water jets. The committee believes that the new MWS/CAM units are an effective and reliable approach to accessing and removing the chemical agent, including agent heels, from the munitions bodies. The design should also be able to handle munitions that contain frothing agent.2
The munition bodies, including their internal metal parts, are conveyed to one of two metal parts treaters (MPTs) for 5X decontamination. The MPT consists of
an entry air lock, process chamber, and exit air lock. Metal parts are transported in carts on tracks through the MPTs. The inner wall surface of each MPT is maintained at 1200°F by electrical heating coils. Superheated steam at 1200°F is introduced into the process chamber of the MPT as a carrier gas to move vaporized agent and other gases produced from the 5X decontamination process into the MPT offgas treatment system. The committee has some concern that the use of superheated steam (instead of nitrogen) as a carrier gas may adversely affect MPT performance in terms of optimal throughput and potentially lead to reforming reactions that could initiate the formation of explosive mixtures in the catalytic oxidation unit of the MPT offgas treatment system.
The agent concentrate from the cavity accessing and washout process is stored in agent storage tanks until it is ready for hydrolysis. Then, the agent is sent to one of two agent neutralization reactors (ANRs). Mustard agent (HD or HT) will be hydrolyzed with hot water and then neutralized with caustic solution. The ANRs are kept at 194°F. After reaction, the hydrolysate is sent to an agent hydrolysate tank, where it is stored until being combined with the energetics hydrolysate for further processing in one of the continuous-feed immobilized cell bioreactors (ICBs).
The primary hydrolysis steps for the destruction of the agent and energetic materials at PCAPP are followed by a secondary biotreatment process in ICBs to transform the combined streams resulting from the hydrolysis of the agent and energetics into environmentally acceptable wastes. Storage tanks provide 30 days’ storage capacity for agent and energetics hydrolysates in order to continuously feed the twenty-four 40,000-gallon ICBs, which have a 3.6-day residence time. Each reactor has three sections. The bacteria are immobilized on a plastic foam support material impregnated with activated carbon. The agent and energetic hydrolysates, together with nutrients, are fed to the ICBs.
Uncontaminated wood pallets are expected to be sent off-site for disposal. However, all contaminated pallets and other wastes—including used demilitarization protective ensemble (DPE) suits and other materials—will be treated on-site in one of three continuous steam treaters (CSTs). Before being fed to a CST, these materials will be shredded and then mixed with carbon carrier material. In the CST, the contaminated material is contacted with superheated steam to raise its temperature to 1000°F for at least 15 minutes to achieve 5X decontamination. A prototype CST consists of two chambers, an upper horizontal chamber and a lower horizontal chamber inclined slightly upward from the feed end to the discharge end. Each chamber has an internal auger shell to hold the material being treated, and a rotating auger to move the material through the auger shell. Propellant and dunnage (pallets and other packing materials) that are not contaminated with agent will be sent to an appropriate off-site disposal location or landfill without further treatment if permission is given by the regulators and if the Colorado Chemical Demilitarization Citizens Advisory Commission does not strongly oppose this course of action.
The CST will be tested at the Parsons Fabrication Facility in Pasco, Washington, in late 2004. The committee has a number of concerns about this unit, especially because alternative and less complex means for treating and handling these waste streams could be considered. Issues concerning the CST design include the following: (1) there is potential for jamming from the formation of tars, and (2) the planned testing may not be adequate to discern problems with maintenance of the equipment, as well as problems occurring during actual operating conditions. All offgases from PCAPP processes must be treated before being released to the atmosphere. Similarly, all ventilation air from process areas must be treated before release to the atmosphere. Offgas from processes will be treated in systems containing combinations of particulate separators, two-stage catalytic oxidation (CATOX) units, and scrubbers to ensure that the offgas streams are at or below approved levels for agent and other contaminants before release to the atmosphere.
PUBLIC INVOLVEMENT
The committee also reviewed public involvement in Pueblo. Over a period of several years, in preparation of an Environmental Impact Statement (for which a Record of Decision was issued in August 2002), the Army worked with regional and national stakeholders, the local community, and the State of Colorado to agree on the location of the facility at Pueblo Chemical Depot and on the choice of technology. This interaction was called the ACWA Dialogue, and it has been dubbed the “new style of doing business.” It contrasts with the more traditional “public outreach” efforts that emphasize first selecting a technology and then informing or educating the public, rather than involving it in any significant way during the program design and implementation.
The Army has tasked the Bechtel Pueblo team to implement the public involvement program for PCAPP. The ACWA Dialogue has been widely viewed as successful because it produced consensus on the choice of technology to be developed and implemented at the Pueblo facility. In addition to selecting a site and confirming a choice of technology, the ACWA Dialogue also led to public endorsement of an accelerated approach to Resource Conservation and Recovery Act (RCRA) permitting. The committee recommends that the public involvement program be continued and reviewed regularly to maintain it at its highest effective level.
A phased approach to permitting is being used to accelerate the construction process for the Pueblo facility. The Colorado Department of Public Health and Environment agreed to allow the Army to begin construction operations before the entire permit was issued for PCAPP. Thus, the permit will be issued in the three phases described in the report (see Chapter 4). The phased approach to an RD&D (research, development, and demonstration) RCRA permit appears to be advantageous to public review and involvement in the permitting process.
Also, the committee notes that the award of the contracts for the PCAPP design and for the public involvement program to the same contractor could lead to a perceived conflict of interest. Thus, the committee recommends that the Army and its contractors regularly review, with community groups and citizens, the ongoing effectiveness of the “new way of doing business.” Detailed information is provided in Chapter 4 of this report.
GENERAL FINDINGS AND RECOMMENDATIONS
Specific findings and recommendations on the component processes for PCAPP are presented in Chapters 1 and 3, in which the rationale for each finding or recommendation is provided. The general findings that follow are from Chapter 5. They summarize the committee’s overall assessment of the PCAPP design and public participation at the time this report was prepared.
General Finding 1. On the basis of the initial design documentation for the Pueblo Chemical Agent Destruction Pilot Plant (PCAPP), along with the results from completed technical risk reduction program (TRRP) studies and tests, as well as presentations on the intermediate design, the committee believes that the PCAPP can effectively and safely destroy the chemical agent and the energetic materials in the chemical munitions at Pueblo Chemical Depot. This assessment must be qualified by the limitations in available information and time constraints under which the committee operated, as described in this report. The committee remains concerned with the ability of the continuous steam treater to process dunnage effectively. The basis for the committee’s assessment can be summarized as follows:
-
The hydrolysis of HD (distilled mustard agent) is a mature technology whose chemistry has been extensively studied. The chemical mechanisms and kinetics are well established. The chemistry of the hydrolysis of HT (mustard agent containing mustard-T) has not been as extensively studied to date, but the committee does not foresee any major problems with the hydrolysis of HT mustard.
-
Although the hydrolysis of energetic materials through the use of hot caustic solutions is not as mature as mustard agent hydrolysis, testing during the earlier engineering design phase of the Assembled Chemical Weapons Assessment program indicates that the energetic materials at Pueblo Chemical Depot in Colorado can be effectively and safely destroyed by this process.
-
The successful biotreatment of agent and energetics hydrolysates has been demonstrated both during the engineering design phase of the Assembled Chemical Weapons Assessment program and in the more recent TRRP activities to confirm that the microorganisms transform the hydrolysates to products that are environmentally acceptable.
-
The newly designed systems for disassembling the projectiles and the mortars and for accessing the chemical agent in these munitions are up-to-date approaches that appear to be effective. Both use modern, commercially available robots to handle the munitions. The high-pressure water washout of the munitions bodies removes all of the solids as well as the liquid agent from the munitions bodies, thus reducing the chemical agent load on the metal parts treater (MPT). The projectile/mortar disassembly (PMD) machine has not been tested. However, a trade study has been conducted for the
-
new design to replace the PMD machines used in the baseline (incineration) system.
-
Although the MPT is still undergoing developmental testing, it should be capable of decontaminating metal parts to a 5X condition.
-
The continuous steam treater (CST) for processing dunnage and wastes and the complexity of the CST offgas treatment system constitute an area of great concern to the committee. The fabrication and testing of the CST will not be completed until late 2004, when the entire PCAPP design is supposed to be in the final stages. The processing of wood in an oxygenfree atmosphere will lead to charring and to the formation of tars. Only wood, activated carbon, and demilitarization protective ensemble suit materials are planned as feeds during TRRP testing; other wastes to be treated in the CST are not being tested.
General Recommendation 1. Alternative approaches for treating the dunnage at the Pueblo Chemical Agent Destruction Pilot Plant should be considered by the Army, with involvement by the public. One such alternative is to send all uncontaminated dunnage and wastes off-site for disposal. Another is to develop a low-temperature system for the treatment of contaminated dunnage to reduce the contamination to levels acceptable for public release in accordance with new Army standards.
General Finding 2. After reconfiguration of the 4.2-inch mortars and 105-mm projectiles, the propellants, fuzes, and igniters that are not contaminated with agent could be sent for off-site disposal to facilities already equipped to treat energetic materials from conventional munitions. This would greatly reduce the energy and process-chemicals requirements for energetics hydrolysis.
General Recommendation 2. The wastes listed in General Finding 2—reconfigured 4.2-inch mortar and 105-mm projectile propellants, fuzes, and igniters not contaminated with agent—should be sent off-site for disposal. The Army should seek guidance from both the permitting agencies and the public on possible approaches to off-site disposal of all uncontaminated wastes from the Pueblo Chemical Agent Destruction Pilot Plant.
General Finding 3. The unit operations in the Pueblo Chemical Agent Destruction Pilot Plant (PCAPP) design have never been operated as a total, integrated process. As a consequence, and notwithstanding the throughput analysis that has been performed, a prolonged period of systemization will be necessary to resolve integration issues as they arise, even for apparently straightforward unit operations. For example, the lack of resolution at the intermediate design stage on the means for transferring agent and energetics following munitions disassembly presents major challenges to completing the PCAPP design.
General Recommendation 3. Adequate time should be scheduled during the design of the Pueblo Chemical Agent Destruction Pilot Plant for the contractor team, the Bechtel Pueblo team, to address integration issues. Addressing these issues should include a major effort to define a safe, efficacious, and acceptable method for transferring agent and energetics to destruction processes following munitions disassembly. Whatever method is implemented should continue to keep the energetics and agent separated.
General Finding 4. Public participation and involvement in the design of the Pueblo Chemical Agent Destruction Pilot Plant (PCAPP) have been strong—starting with the Assembled Chemical Weapons Assessment Dialogue (called the ACWA Dialogue) and continuing through the Colorado Chemical Demilitarization Citizens Advisory Commission and the working groups, whose participants have included volunteers, local government representatives, stakeholder groups, the Army, and others. Public interest in the design of PCAPP remains high. Although there is substantial agreement on the choice of core technologies (hydrolysis and biotreatment), there is not necessarily agreement on all aspects of the plant design—for example, the continuous steam treater and the metal parts treater designs. Thus, there continue to be opportunities for public involvement in the design.
General Recommendation 4. The Army and its contractor should continue to inform and offer meaningful opportunities to involve the public and state and local government officials in relevant Pueblo Chemical Agent Destruction Pilot Plant design decisions and the technical risk assessment process. Also, the Army and its contractor should encourage public scrutiny and be cautious about taking community consent for granted.







