
1
Background and Overview
Polymers are complex materials with flexible forms, widely varied compositions, and properties that change as the polymers interact with their environment over time. Structurally, polymers are large molecules built from many small molecules and can consist of many thousands of atoms in chains or networks of repeating units. Composites are complex—they are hierarchical designs of matrices, fibers, and other components that are both materials and structures. Combining polymers into composites, polymer matrix composites (PMCs) challenge the community to develop history-based durability models that will enable composite developers and component designers to tailor the properties of the matrix resin and the interstitial phases between matrices and fibers to the intended use environment, just as they tailor the direction of the fibers to the principle direction of loading. As use environments go to extremes of stress, temperature, chemical compositions, and other factors, this challenge becomes both more important and more difficult.
DEFINING THE CHALLENGE
The endless variety of polymer matrix composites is matched only by the variety of words used to describe their application.
Polymer Matrix Composites
A composite is a material made up of more than one component or phase. In a PMC, one component is a polymer matrix. The primary property of a PMC is generally structural, but a number of other functional properties may also be built into it. A multitude of layered, continuous-fiber-reinforced, particulate-reinforced, and nanoparticle-filled materials can be called PMCs.
For the purposes of this study, composite materials consist of micron-diameter fibers bound in a polymer matrix and used for high-performance structural applications. In many cases, these are continuous carbon fibers in a high-temperature (thermoset) resin material, but they can also be other fiber forms and resin systems. Table 1-1 shows some of the characteristics inherent in the combination of high-performance fibers and polymer matrices.
As the size of a dispersed phase becomes much smaller than a micron, the distinction between a composite and a blend blurs, and so does the boundary between continuum and molecular mechanics. Study in the area of nanoscale fillers and molecular dispersions in both fibers and resins is just emerging, and the modeling of these materials is inconsistent. As these technologies mature, the durability and life prediction methodology envisioned in this report will need to embrace the additional complexities wrought by inclusions at the nanometer scale throughout the composite. Nanosize inclusions fundamentally affect
TABLE 1-1 Characteristics and Applications of High-Performance Fibers in Polymer Matrix Composite Materials
|
Characteristic |
Applications |
|
Physical strength, specific toughness, light weight |
Aerospace, construction, sporting goods |
|
High dimensional stability, low coefficient of thermal expansion, and low abrasion |
Printed circuit boards, missile structures, aircraft brakes, aerospace antennas and support structures, large telescopes, optical benches, waveguides for stable high-frequency (gigahertz) precision measurement frames |
|
Vibration damping, strength, and toughness |
Audio equipment, including microphones and speakers; robotic arms |
|
Electrical conductivity |
Airframes and aircraft skin materials, novel tooling, casings and bases for electronic equipment, electromagnetic interference (EMI) and radio frequency (RF) shielding, brushes |
|
Low biological reactivity and permeability by x-rays |
Medical prostheses, surgery and x-ray equipment, implants, tendon/ligament repair |
|
Fatigue resistance and self-lubrication |
General engineering applications with moving parts, such as automobiles |
|
Low chemical reactivity, high corrosion resistance |
Chemical exposure; radiation fields; valves, seals, and pump components |
|
Electromagnetic properties |
Electronic devices; motor and generator parts; radiological equipment |
polymer mobility, allowing the mechanical and thermal properties of a composite to be dramatically altered even with very small volume fractions.1,2
Extreme Environments
An extreme environment for a PMC can mean different things to different people and can depend strongly on their science or engineering background. In the broadest sense, an extreme environment can be any application where the ambient conditions compromise a material's durability. This study focuses on advanced commercial, military, and space applications because these have been, and will likely continue to be, the most demanding.
Extreme conditions may be those encountered in the air, on the land, under the sea, or in space, each with its unique set of requirements:
-
Extreme temperatures: high and low;
-
Extreme chemical exposures: corrosive environments, including salt water and salt spray, or changing aqueous environments;
-
Extreme loadings: high stresses, fatigue, or multiaxial loading; and
-
Extreme temporal exposures: from long-term exposure to rapid gradients.
While any of these extreme conditions will affect the durability of a PMC, it is the combination of more than one that may have the most drastic effects.
Applications for PMCs are usually categorized based on operating temperature. A number of applications are at ambient temperatures—for instance, those that confer resistance to battlefield damage. Examples of nontraditional usage of PMCs are shown in Table 1-2. This table is not intended to be complete, but shows some examples of the various extreme environments where use of PMCs is being considered.
Air and Land
Applications in aeronautical vehicles are probably the best described, most widely studied, and well understood applications for PMCs in extreme environments. Extreme temperatures encountered in these applications may range from cryogenic to elevated (−250°F to 1000°F, or −150°C to 550°C). PMCs may be subjected to thermal cycles, erosion from weather, particulate matter such as sand, dust, hail, and ice, and lightning strikes. Under rapid heating conditions, entrapped water bound to the polymer chain may be released and may debond the structure as a result of hydrostatic pressure. This can result in blistering and steam-induced delamination. Because air vehicles are sometimes stored outside, the resins can age as a result of solar radiation or pollutants in the environment.
While many land-based applications rarely see extreme conditions, those that do offer some unique environmental considerations. Army unmanned robotic vehicles, for instance, may have to withstand rapid heating induced by bomb damage or impacts from rocks and other terrain impediments. They may also have to survive in rapidly changing weather, including sun, sand, ice, rain, and lightning strikes.
Ocean
Submarines and deep submersibles are typically made of steel- or nickel-based alloys. Because they are magnetic, these vessels can be tracked as they intersect Earth’s magnetic field lines. Polymer composites are inherently nonmagnetic and may offer an advantage in both weight and cost because protective measures to prevent such detection are not required. Because ocean pressures are high, these structures may be centimeters thick and will experience severe cyclic loading, which can lead to microcracking and rupture. Because marine applications are in a salty environment, consideration must be given to avoiding dissimilar material combinations, which can lead to galvanic corrosion.
The use of polymer composite materials in the offshore oil industry is driven by their lighter weight and better resistance to corrosion compared to steel. Lighter weight is an important driver for deepwater applications because it can reduce the system cost for a deepwater structure such as a tension leg platform or spar. For such applications, the system's heave period must differ from the predominant wave frequency. Steel wire or tendons provide sufficient stiffness to accomplish this in shallow and intermediate-depth water. However, in very deep water, steel tendons are not stiff enough to avoid resonance with waves. PMCs can provide the necessary stiffness while meeting weight criteria, and the benefit of lighter weight increases with depth.3
In recent years, the offshore oil industry has increased the depths to which it drills. Deepwater reserves were once at less than 1,000 feet and are now at more than 10,000 feet. Composite applications for the offshore oil market include drilling and production risers, drill pipes, spoolable pipes, pipelines, tendons, and mooring lines. The environments under which these systems must operate include high pressure and load, high temperature, ocean conditions such loop currents, hundred-year hurricanes such as occur in the Gulf of Mexico, and constant exposure to salt water.
TABLE 1-2 Capabilities and Limitations of Some PMC Applications in a Variety of Extreme Conditions
|
Candidate Application |
Current Material |
Critical Conditions |
Current Limitations |
Motivation for Change |
Challenges/Barriers to Move to New Materials |
|
Aircraft |
|||||
|
Aeroshell |
Aluminum, titanium, or superalloy |
350 to >700°F |
Fatigue, weight, loads, thermal efficiency |
Increase functionality, weight, reduced part count via unitized structure |
Material and fabrication costs, temperature capability, strength and reliability, repairability |
|
Conformal fuel tank |
Titanium |
−350 to −70°F |
Cyclic stress, cracking, permeability |
Reduced size and lighter than welded metallic system |
Thermal stress, microcracking, delamination, fabrication costs, fatigue life, repairability |
|
Engine duct |
Titanium or superalloy |
400 to 800°F |
Fatigue, erosion, thermal stress |
Cost, weight, stability |
Liner integration, special performance, stability |
|
Control surfaces, leading edges |
Titanium, superalloy, or ceramic matrix composites (CMCs) |
350 to 1200°F |
Erosion and thermal stress. Failure due to impact. |
Lower weight, unitized structures, reduced erosion, improved impact resistance |
Fitting integration, thermal capability, erosion resistance, impact resistance, repairability |
|
Nacelles (inner wall) |
Aluminum |
450 to 800°F |
Fatigue, maintenance damage, corrosion |
Weight, unitized structure, and corrosion resistance. Reduced maintenance costs. |
Thermal resistance, fatigue strength, compatibility with hydraulic fluids, and cost to manufacture and repair |
|
Radomes |
SiN |
600 to 900°F |
Erosion and loss of transmission; fracture damage |
Reduce erosion, improve impact resistance, reduce cost, improve transmission |
RCS vs. structural performance, attachment to primary structure |
|
Land |
|||||
|
Robotic vehicles |
Ceramic |
−80 to 250°F |
Ballistic events, flammability |
Weight, impact resistance, cost, repairability |
Performance vs. rolled homogenous steel (RHS), toughness, flammability |
|
Ocean |
|||||
|
Submersible vehicles |
Steel or nickel base |
−32 to 300°F |
Corrosion, fatigue damage |
Weight, fatigue strength, magnetic properties |
Corrosion resistance, fabrication cost, stiffness, fatigue strength, compression, interlaminar strength |
|
Oil and gas drilling risers, platform tethers |
Steel |
1.5 million lb axial tension; 3,000 psi internal pressure |
Validation of design and prototype manufacturing and meeting regulatory requirements |
Reduced life-cycle costs, reduced weight, corrosion resistance, tolerance to fatigue, extended reach |
Tools to enable design, validation, accurate prediction of long-term performance, defining appropriate safety factors |
|
Oil and gas pipes |
Steel |
Tension 250,000 lb; compression 20,000 lb |
Validation of design and prototype and meeting regulatory requirements |
Reduce weight, avoid corrosion, cost effective |
Tools to enable design, validation, accurate prediction of long-term performance, defining appropriate safety factors |
|
Space |
|||||
|
Satellites and space exploration vehicles (SEVs) |
Aluminum, titanium, and PMC |
−250 to +250°F >500°F (SEV) |
Microcracking, strength degradation |
Improved directional properties, thermal stability, weight, cost |
Outgassing, dimensional stability, end-of-life properties, flammability, fabrication cost |
Under these gruelling conditions, PMCs must perform as well as or better than metals with respect to gas and liquid permeability, corrosion resistance, and compressive strength. For example, a difference in the properties of the various components of a composite may result in unintended swelling, liquid-induced crazing, or catastrophic delamination. Confidence in performance is particularly important because the location of these applications makes inspection challenging. In some cases, reliability and durability might have to be certifiable without testing of full-scale prototypes.
In addition to facing technical challenges of material and system performance under highly demanding conditions, the oil market is highly regulated. Safety and environmental issues are top priorities and drivers, because the failure of one of these systems could cause catastrophic damage and loss of life. Regulatory agencies that are key stakeholders in the oil and gas industry include the Minerals Management Service of the Department of the Interior, the Coast Guard, and the Environmental Protection Agency.
Technical challenges and barriers for introducing these new materials into such systems include design, testing, and certification. To address these, the community has started developing integrated design methodologies to analyze and optimize a given structure so that it will meet the performance and durability demands of the entire value chain, from regulators, operators, and manufacturers to material suppliers. Once the development team decides on a technical approach for the new system, the materials or composites are tested at different levels of complexity. Approval by the regulatory agencies involves, among other things, performance and durability testing of the system and subsystems.
Modeling capabilities that could make the initial design and optimization of performance and durability easier would be beneficial. Although performance and durability testing must be done to satisfy key stakeholders, it would be valuable to have a modeling tool that could link manufacturing design to system performance and durability. Such a tool could enable understanding of fundamental limitations and failure modes and mechanisms for a given design and could optimize the design approach.4
Space
Space is equally challenging. There, materials can be exposed to thermal fatigue, atomic oxygen, ultraviolet degradation, and electrostatic discharge (ESD), among others. Satellites orbiting Earth can experience temperature swings from −250°F to 250°F, while some exploration spacecraft can see localized peak temperatures of almost 1000°F. Surfaces are exposed to atomic oxygen and ESD at low Earth orbit. PMCs must be chemically stable and have low levels of outgassing contaminates; generally, they must meet SP-R-022 outgassing requirements or better—less than 1 percent total mass loss or less than 0.1 percent collected volatile condensable materials. Outgassed material can condense on critical components or on windows of a spacecraft.
Because PMCs can be used in such dimensionally critical applications as antennas, they must be dimensionally stable over a range of temperatures. The material must retain mechanical properties from the beginning to the end of its life and must be able to withstand the microcracking that results from temperature cycling and outgassing. If used in inhabited structures like the International Space Station, it must be nonflammable, must not release toxic fumes, and must be able to withstand some debris strikes. Finally, the Sun produces ionizing radiation during solar flares, which over time (with dose dependence) can break the covalent bonding; chemically bound water can be released within the composite, causing expansion and debonding, as happens in high-temperature exposure.
For satellites and space exploration vehicles, weight and dimensional stability are key parameters in material selection. Large space structures, while weightless, remain massive, and this mass determines the need for stiffness and damping. Dimensional stability is important to maintain alignment during solar heating of the optics and antennas. Key concerns are microcracking that results from temperature cycling and outgassing. In addition, solar flares can result in significant property degradation when the total dose over time is high enough to destroy the covalent bonding in the polymer.
Moreover, objects for use in space must be lifted into space. Extra structural weight has no benefit and is detrimental in that it limits fuel or extra components that could enhance the performance of the
satellite or vehicle. For every unit of mass on the space vehicle and the payload, many units of fuel are needed. The fraction of the space vehicle structure allowed for fuel is the primary limiting factor in new launch vehicle designs. For example, it is estimated that to achieve practical single-stage-to-orbit capabilities, the structural mass must be reduced to a level that is not feasible given the capability of current materials.
Material selection can play an important role in radiation resistance. PMCs used in satellites and exploration spacecraft are structural and must maintain their design properties from the beginning of life—launch—to end of life. Today there are a number of adequate composite materials successfully operating in space, but there is always a need to improve directional specific properties by using materials that are stronger yet lighter. The introduction of nanoparticles into resins might offer potential in this direction.
The President's call for increased exploration of the moon and Mars puts more pressure on—and reveals more opportunity for—PMCs to perform in a variety of ways to save both weight and costs. In many cases, PMCs actually may be enabling. Improved durability and lifetime prediction would aid immensely in this new national effort.
Durability and Lifetime Prediction
Durability can be defined as the degree to which a material retains its physical properties while subjected to stress, such as heavy use, or adverse environmental conditions. Durability is definied in MIL-HNDBK-17 as a prediction of the time it takes for flaws to begin to initiate in nominal structure. To say a material is durable suggests that it has high initial strength, and that it will last a long time under normal conditions of use. The evolution of microstructure and macrostructure during actual use conditions, however extreme, is the real measure of what is generally called durability.
In practical terms, durability is primarily an economic issue affecting the inspection intervals, repair costs, and service life of a structure. Durability depends on the damage tolerance of a material. This is defined in MIL-HNDBK-17 as primarily a flight safety consideration. Damage tolerance ensures the structure can continue to carry the agreed-upon regulation loads despite any damage or degradation from sources such as growing fatigue damage (already initiated), impacts, or in-service discrete damage events (e.g., engine bursts).
To predict the lifetime of a component, it is necessary to define the properties at the beginning of life, and also to realize that these properties will begin to change almost as soon as the part is put in service, with some changes occurring as soon as the part is fabricated if it is exposed to air or moisture. How these microstructural changes affect macrostructural properties is important, as is the degree to which macrostructural changes can be tolerated and useful structural and other properties maintained.
Many factors play a role in selecting materials for applications with specific durability requirements. Consideration must be given to such factors as the extent of the existing database, coolant compatibility, expected time in service, and resistance to microcracking. All these factors vary with the environment. It is important to note that most experiments to establish a material's properties are usually done under ambient conditions. The variety of nonambient conditions tend to make testing in the many possible combinations unreasonably expensive. For this reason, experimental approaches are not viewed as a good way to establish reliability in every possible combination of conditions. Instead, sophisticated modeling approaches, verified and validated through the judicious use of a small amount of intelligently designed data collection, are more likely to succeed.
While adequate numbers of composite materials are available today, there is always a need to design better directionally specific properties in to the material. A stronger, lighter, more durable composite is always wanted. New types of reinforcements with effects on the nanoscale, new methods of processing, and new chemistries and structures are all promising ways to improve properties.
Why PMCs Are Critical
PMCs are desirable primarily because they provide lightweight and high-strength materials solutions. (See, for example, Figure 1-1, which compares the specific strength-specific stiffness of polymer composites and monolithic metallic materials.) Potentially more important than specific strength,
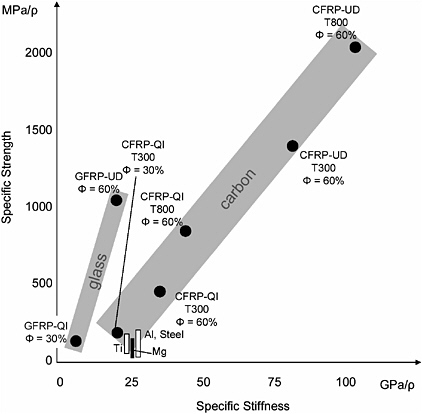
FIGURE 1-1 Specific stiffness and strength of a variety of PMCs in comparison to some metallic materials: φ is the fiber volume fraction, ρ is density, CFRP is carbon-fiber-reinforced polymer, GFRP is glass-fiber-reinforced polymer, UD is unidirectional, and QI denotes quasi-isotropic. SOURCE: The Research Requirements of the Transport Sectors to Facilitate an Increased Usage of Composite Materials. Part I: The Composite Material Research Requirements of the Aerospace Industry. Report prepared by EADS Deutschland GmbH, Corporate Research Centre, June 2004.
however, is multifunctionality. A multifunctional structural material may be self-interrogating5,6,7 or self-healing,8,9 or it may provide stealth or protect against enemy fire. Multifunctional materials might combine sensing, moving, analyzing, communicating, and acting, in addition to providing structure. Flexibility in processing composite materials will be needed to enable these advances.
DOD programs such as the Composite Affordability Initiative (CAI) and Advanced Insertion of Materials-Composites (AIM-C) have helped to reduce the implementation cost of PMCs while increasing confidence in the use of these materials. This trend can be seen in the amount of PMCs used in fighter
aircraft over the past 30 years. In the 1970s, for example, fighter aircraft such as the F-14, F-15, and F-111 had about 2 to 4 percent by weight carbon-epoxy composites. In the 1990s, this usage grew to 15 to 30 percent by weight for the A-6, AV-8, F/A-18, and F/A-22. Similar trends are shown in Figure 1-2 for commercial aircraft. Typical PMC applications in both commercial and military aircraft have been horizontal and vertical stabilizers, small fuselage sections, and some wing skins (see Figure 1-3).
Currently this usage is approaching 70 percent on the Eurofighter and other advanced aircraft, with entire airframes and support structures being constructed of PMCs. Commercial aircraft currently under development such as the Airbus A380 and the Boeing 787 are projecting extensive usage of PMCs throughout the aircraft (see Figure 1-4). Similar trends can be seen in rotor aircraft. Whereas PMCs were used for rotor blades and side conformal fuel tanks in the 1970s and 1980s, they now make up the whole airframe of the V-22. Successful application of these materials has increased the structural capability of aircraft and reduced weight, resulting in better performance. As applications and materials mature, they continue to be considered for even more extreme applications.
The combination of light weight and stiffness makes PMCs attractive candidates for structural components in both military and civilian applications. In aerospace, where thin structures and complex shapes are needed to save weight, the ability to create a unitized structure with integral stiffeners and skin significantly reduces the number of parts and fasteners. While PMCs tend to be more costly to fabricate because of a large amount of hand labor, innovations in automated tape lay-up machines, such as improved heads and expanded databases, and the application of these machines on primary structures are helping to reduce this cost. PMCs are becoming competitive with metallic structures in part due to unitized structures, which are more easily produced from PMCs.
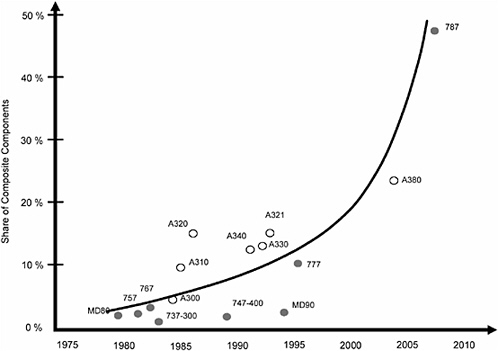
FIGURE 1-2 Percentage of composite components in commercial aircraft. SOURCE: The Research Requirements of the Transport Sectors to Facilitate an Increased Usage of Composite Materials. Part I: The Composite Material Research Requirements of the Aerospace Industry. Report prepared by EADS Deutschland GmbH, Corporate Research Centre, June 2004.
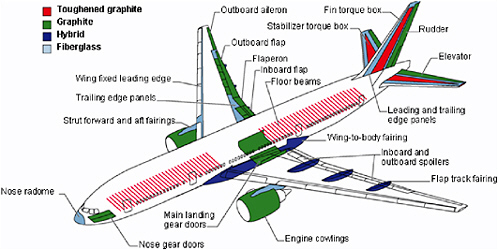
FIGURE 1-3 Production primary and secondary structure for the Boeing 777, an example of 1990s commercial application of composites.
An example of this can be seen in the redesign of the C-17 horizontal stabilizer. This critical component of the tail is approximately 7 feet wide and 35 feet long and was historically constructed of aluminum. Redesigning this component to use PMCs resulted in a 20 percent savings in weight, a 69 percent reduction in tooling, and an 81 percent reduction in the number of fasteners, for a net cost saving of 48 percent over the aluminum component. Fewer fasteners has the added benefit of reducing sources of corrosion as this is the area where corrosion most frequently occurs. In a similar vein, the original configuration of the F/A-18 fuselage used riveted aluminum, incorporating more than 30,000 rivets and fasteners. Redesign using PMCs and cast aluminum reduced the total to almost 15,000, leading to a 53 percent savings in both weight and in labor hours.10
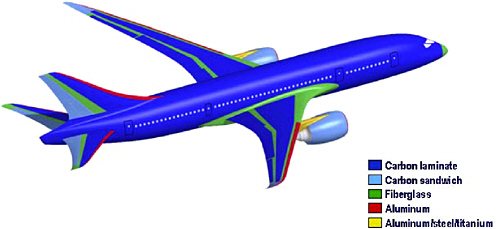
FIGURE 1-4 Projections for composite use in the Boeing 787.
Currently most applications for PMCs are for low to moderate temperatures (−65 to 300°F). They are typically not used in high-temperature (>350°F) applications because of high resin costs and the poor knowledge base for high-temperature resins. It is believed, for example, that in some resin systems, entrapped water turns to steam and can result in debonding. However, if the temperature capability of these materials could be increased at a reasonable cost, the application window would be significantly larger (an example is shown in Figure 1-5). Advanced materials have given designers some but not yet all the solutions they need.
Examples of applications where PMCs could be used more are control flaps and structure in airplanes that receive heating from engine exhaust wash. These are currently made of titanium. These components are subjected to temperatures from 800°F to 1000°F, possibly for several minutes and multiple times during landing or maneuvering. Because they are control flaps, they must bear aerodynamic loads similar to the wing. Research programs in progress are investigating the feasibility of making these structures out of oxide ceramics; however, a low-cost PMC with a protective coating could be an attractive alternative.
Engine nacelles of transport aircraft are typically made of aluminum with thick insulation blankets to keep the aluminum structure from overheating. With the development of more efficient, higher-thrust engines, the operating temperature of these nacelles is increasing. This results in increased insulation and structure and, therefore, increased structural weight of the entire system. An alternative would be to make them from titanium, but this leads to an increased weight penalty, and increased weight reduces both range and payload, resulting in diminished capability. The use of PMCs with temperature capabilities in the 350°F to 800°F range offers potentially lower fabrication cost and lighter-weight structures. Key design requirements include impact resistance, acoustic and vibration loads, and chemical compatibility with lubricants.
In vehicles with speeds of Mach 3 or higher, airframes and engine ducts are typically constructed of titanium or superalloys to withstand exposure to the aerodynamic heating of components and the engine heat. These components operate at between 350°F and 1000°F. The aeroshell, which includes the leading edges and control flaps, must also be capable of all-weather operation and must withstand erosion from rain, hail, and airborne particles. Engine ducts must also be resistant to erosion by the

FIGURE 1-5 The aft strut fairing heat shield on the Boeing 777. This is currently designed using a titanium alloy and might be replaceable by a higher-temperature-capable PMC.
exhaust gases. Typical properties needed in these applications are strength, thermal shock resistance, and fatigue resistance. If a PMC is developed, along with a property database for it, significant weight and cost savings could be realized by replacing a cast/welded titanium structure with PMC.
COMPLEXITIES
The structure-property relationships in composite materials are usually complex, owing largely to the presence of two or more phases having widely differing physical properties and/or structural features. Thus, the typical composite can be characterized as inhomogeneous and anisotropic. The astute reader will know of many other materials that can also be characterized as inhomogeneous and anisotropic at some length scale; for example, polycrystalline metals by virtue of their grain size and orientation.
The difference between typical structural PMCs and polycrystalline metal components such as steel I beams or superalloy turbine blades lies in the degree of anisotropy and degree of heterogeneity. In a typical composite material intended for structural applications, the heterogeneity between a polymeric matrix and a reinforcing fiber is enormous, with the ratio of Young’s modulus of the two phases nearing 1,000 to 1 (with the fiber being the larger). Similarly, the ratio of coefficients of thermal expansion of the two phases is typically 100 to 1 (with the matrix being the larger). These disparities mean the composite material is a complex structure that will display large anisotropic effects at the microstructural level—that is, at length scales comparable to the fiber diameter. Further, the extreme differences in properties of the two phases make the interfacial bonding between the phases enormously important.
Similar phenomena are known to exist in metals. A single crystal metallic component can never be completely isotropic; a completely isotropic material would have two elastic constants, a simple cubic lattice has three, a more complex orthorhombic crystal has nine, and so on. However, although a single crystal is clearly anisotropic, a randomly oriented array of crystals can be isotropic—for example, the steel I beam.
Within a steel I beam, there are local anisotropic and heterogeneous phenomena, including, for example, the effects of grain boundary orientation mismatch and dislocation pileup at grain boundaries. This leads to the well-known effect of grain size on yield stress, as embodied in the Hall-Petch equation. However, even this 50-year-old established relationship is the subject of active research to determine the responsible mechanisms; recent results on yield stresses in nanoscale grain size materials show strong deviations from Hall-Petch predictions.
The anisotropy produced by grain boundary orientation mismatch is at best limited to the anisotropy within a single grain. Thus, in a polycrystalline metal composed of hexagonal, close-packed crystals, the ratio of moduli in different directions is likely to be far less than 10 to 1, and the ratio of thermal expansion coefficients is likely to be less than 2 to 1. While the anisotropy ratios for a composite can be 100 or 1,000 to 1, a polycrystalline array will not have anisotropy ratios exceeding the anisotropy ratios for a single crystal. Thus, while composite materials and polycrystalline metals share many phenomenological features, their effects on properties are vastly different.
In PMCs, property prediction is further complicated by the added levels of structure that may be present. For example, a multi-ply laminate is more complex than a single-ply one. The length scales over which structure and properties must be averaged to obtain global (or continuum) behavior is truly daunting. These lengths can range from the diameter of a fiber or smaller to the thickness of a laminate or larger. The heterogeneity at each of these levels is needed to obtain a true picture of heterogeneity within the sample. The increased complexity of a composite vs. a monolithic material may stem from such factors as the distribution of resin-rich (fiber-poor) regions within a single ply and the variation from ply to ply and near a ply-to-ply interface. Consider the number of different ways a 0/90 interface might pack compared with a 0/30 interface or stitched and three-dimensional fiber architectures.
Again, the degree of anisotropy and property heterogeneity in a PMC is enormous and vastly exceeds the corresponding degree in a polycrystalline metal. This imposes a much bigger burden on the interface between the fiber and matrix phases in a composite than on the grain boundary in a metal. However, it is important to point out that the heterogeneity and anisotropy are intentional and designed into PMCs. The nonuniformity allows the properties to be tailored to function, facilitates the advantage of light weight (stiffness in use that is needed in specific directions only), and can lead to increased fatigue resistance.
Recognizing the importance of collaboration between engineering disciplines is crucial to improving our understanding of PMCs and extending their use range. Just as in polycrystalline metals, materials science without mechanics or mechanics without materials science is likely to lead to false conclusions, invalid models, and the ultimate failure of long-term predictions of lifetime or degradation in any extreme environment.
Considering the past 50 years of research by the multitude of materials scientists, solid state physicists, and mechanical and materials engineers on the structure-property relationships and processing-properties relationships for metals, and the remaining unknown issues within the engineering metals field (fatigue crack initiation or stress-corrosion cracking are good examples), it is no surprise that interdisciplinary work remains to be done on composite materials. To amass the knowledge necessary to push the envelope for use of PMCs in extreme environments, many fundamental studies are required in an array of disciplines (remember that the solid state physics and mechanics communities supplied much of the dislocation theory for the metallurgists). This need is not only a challenge but also an opportunity.
However, the problems are more difficult in PMCs for the reasons cited. In addition, the disciplines required are even broader. They include organic polymer chemistry, polymer physical chemistry, materials science, solid-state physics, and materials and mechanical (includes mechanics and manufacturing) engineering. It is highly unlikely that any individual in a single discipline can address all of the relevant topics with any depth of understanding. Thus a key challenge is to develop a truly multidisciplinary approach to the understanding of composite performance in different environments.
It is essential that the causes of environmental interactions be identified rather than just the symptoms. For example, microcracking of the matrix may be a symptom of a hostile environment, but absorption of water followed by a particular thermal history may be the root cause of the cracking. Is the moisture absorption caused by the wrong choice of a matrix or by improper postcuring of the matrix? Is the interface being degraded by the environment, leading to a loss of interfacial bond strength and the subsequent wicking of the moisture along the fibers? These well-known examples illustrate the need to understand the chemical-physical root mechanisms before undertaking any sustained effort to model and then predict long-term performance. The challenges are enormous and will require a sustained and interactive effort by many members from many disciplines within the technical community.












