
1
Background and Overview
The function of a printed circuit board (PrCB), simply, is to connect a variety of active components (such as microchips and transistors) and passive components (such as capacitors and fuses) into an electronic assembly that controls a system. A typical printed circuit board consists of conductive “printed wires” attached to a rigid, insulating sheet of glass-fiber-reinforced polymer, or “board.” The insulating board is often called the substrate.
An important characteristic of PrCBs is that they are usually product-unique. The form factor—meaning the size, configuration, or physical arrangement—of a PrCB can range from a system literally painted on to another component, to a structural element that supports the entire system.
The first PrCBs made on a large scale were manufactured in 1943 when the U.S. military began to use the technology to make rugged radios for use in World War II.1 Originally, individual devices were attached to an interconnecting medium called a board, which was usually produced by the same company that made the system. In the 1970s and 1980s, PrCBs were commoditized for a specialty market. Today, markets for this interconnection technology range across the whole of the global economy, and include the following areas:
-
Government, military, and aerospace uses;
-
Medical devices;
-
Automotive electronics;
-
Computers and business electronics;
-
Consumer electronics;
-
Industrial electronics and instrumentation; and
-
Communication.
Today, interconnecting electronics in increasingly complex systems is leading to complex designs, components, and systems. The advent of integrated electronics, such as a system-on-a-chip and multichip modules, has increased speed and reduced latency in electronics. The interconnections for these components have become equally diverse.
As is shown in Figure 1-1, many PrCBs play a dual role in products—both serving as a structural element and performing an electrical function. Because of these complexities, their manufacturing process is also complex. Contributors to the final PrCB product include designers, board manufacturers, assembly companies, suppliers, and original equipment manufacturers (OEMs). Appendix F illustrates and describes the fabrication steps for a standard PrCB, and the following sections give more details on the ingredients for this fabrication.
|
1 |
Wikipedia. Printed circuit board. Available at http://en.wikipedia.org/wiki/Printed_circuit_board. Accessed October 2005. |
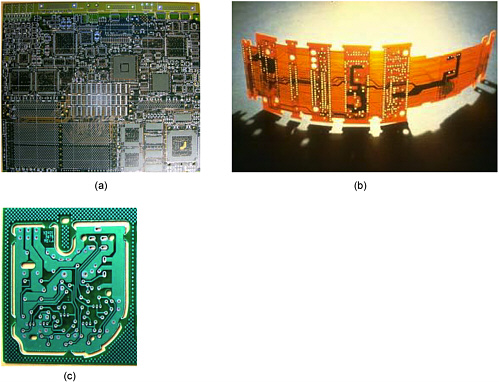
FIGURE 1-1 An array of printed circuit boards in various sizes, form factors, and materials. (a) A rigid 18-layer board for computer applications; (b) a flex board for cellular telephone applications; and (c) a rigid 2-layer board for automotive applications. SOURCE: CALCE Electronic Products and Systems Center, University of Maryland, and IPC, Association Connecting Electronics Industries.
BOARD MATERIALS
One important degree of complexity in the manufacture of PrCBs is entailed in the base material, or combination of materials, of the board. An astonishingly broad range of materials and form factors are used, and are often combined in many different ways. For example, the interconnect circuit may be painted onto other components, or the board may have polymer, glass, or ceramic substrates.
For example, many boards are not very boardlike in that they are neither rigid nor thick—simple PrCB substrates, for example, can be a paper-based laminate impregnated with phenolic resin. This type of board carries designations such as XXXP, XXXPC, or FR-2. The material is inexpensive; it is easy to machine by drilling, shearing, or cold punching; and it also causes less tool wear than that resulting from glass-fiber-reinforced substrates. The letters FR in the designation indicate flame resistance.
Higher-end circuit board substrates for industrial or selected commercial applications are typically made of the material designated FR-4. This is a woven fiberglass mat impregnated with a flame-resistant epoxy resin. It can be drilled, punched, and sheared, although the abrasive quality of the glass reinforcement requires tungsten carbide tooling for high-volume production. The fiberglass gives this material much higher flexural strength and resistance to cracking than paper-phenolic types of boards have, but at a higher cost.
PrCBs for high-power radio-frequency (RF) applications require plastics with low dielectric constant (permittivity) and dissipation factor, including polyimide, polystyrene, polytetrafluoroethylene, and cross-linked polystyrene. These typically trade off mechanical properties, such as strength and lightness, for superior electrical performance. Another specialty application of PrCBs is their design for use in vacuum or in zero gravity, as in spacecraft, in conditions that preclude reliance on convection cooling. These PrCBs often have thick copper or aluminum cores to dissipate heat from their electrical components.
Not all circuit boards use rigid core materials. Some are designed to be completely flexible or partially flexible, using polyimides or other films. Boards in this class, sometimes called flex circuits or rigid-flex circuits, can be more difficult to produce but have many applications. Flexibility can save space in applications such as cameras and hearing aids. Also, a flexible part of a circuit board can serve as a connection to another board or device. Some boards may also combine rigidity and flexibility—for example, the cable connected to the carriage in an inkjet printer.
Boards can be one-sided or two-sided, they can have metallic or nonmetallic vias (holes connecting different layers of circuitry), they can be multilayered with different structures on different levels, and so on. Printed boards may be classified according to different base materials and different structures, sometimes both. Examples include one-sided phenolic aldehyde paper-base printed boards and multilayer polyimide printed boards.
BOARD DESIGN
The main function of printed boards is to support and interconnect the electronic components mounted on them; they may also serve to dissipate heat and protect components. The base materials, wires, and wire layers vary widely; design decisions are made according to the specific requirements of the application. Constraints include the size, weight, and shape of the substrate, because most assemblies are designed to support the components and to be a structural component. Other constraints include considerations involving power needs, heat generation and dissipation, severity of service use, efficiency, reliability, and cost.
In some designs, the electronic components mounted on a board can be viewed as simple building blocks that are controlled by programmable software, with the board containing the logic of the system. In other designs, the board can be simple, the components carry the brains, and little software is needed. In supercomputers, for example, both the chips and boards are relatively simple; in such a case, many of each are tied together in their computing purpose through sophisticated software.
These trade-offs in design provide a broad array of challenges for subsystem and system integrators. Many times, design parameters for a subassembly are set by the design of the larger assembly that will use it. At other times, design choices are driven by previous experience of the designer company, or by the design software, or manufacturing equipment available, or component availability.
These external drivers for system design can become more important than considerations of simple cost or ease of configuration. For example, very different constraints apply to high-volume, low-mix components than to highly specialized, low-volume designs. Design decisions can also be tied directly to the overall security of the manufacturing process and the supply logistics of the final system. OEMs are in the early stages of understanding and managing these trade-offs.
An additional overriding issue in design can be concern for where to locate the “brains” of the system. The intelligent components carry the logic and can also carry valuable intellectual property. Therefore, the potential for copying, counterfeiting, or subverting a component, and possibly an entire system, must be considered. A system with complex hardware, software, and interconnections could allow the possibility of a coordinated subversion that could be impossible to detect.2
MANUFACTURING TRENDS
Manufacturing in the United States has traditionally been a strong sector of the economy, contributing 20 to 30 percent of the gross domestic product (GDP).3 Manufacturing in the United States is estimated to generate two-thirds of the nation’s research and development and three-fourths of its exports and to support more than 20 million jobs. According to the National Association of Manufacturers, “Today,
|
2 |
Defense Science Board. 2005. High Performance Microchip Supply. Washington, D.C.: Department of Defense Office of the Under Secretary of Defense for Acquisition, Technology, and Logistics. |
|
3 |
Information available at http://www.manufacturing.gov. Accessed October 2005. |
manufacturing output, efficiency, and productivity are at record levels, capital investment is rising, and product quality has never been higher.”4
Manufactured products have been an integral and fundamental component of the U.S. economy; they include goods such as analytical equipment to improve health care, computers and peripherals to power the information age, advanced weapons to promote defense, and a wide variety of vehicles to move the transportation industry forward. Manufacturing in many ways provides the substance for our quality of life and ability to advance as a nation.
Recent attention to the value of manufacturing to the nation by lawmakers and government agencies has reinforced this view. According to the Assistant Secretary of Commerce for Manufacturing and Services, “Manufacturers are full partners in the effort to build the future of the country in the marketplace for new products and ideas. Simply put, a healthy manufacturing sector is key to better jobs, fostering innovation, rising productivity, and higher standards of living in the United States.”5
Some basic manufacturing procedures are shared by all PrCBs, although different technologies and equipment are used in the process. The particular technologies and equipment used are based on a number of factors, including the following:
-
The thickness and quality of the base material;
-
The width of the wire on printed boards;
-
The width between wires and the resolution of their spacing;
-
The routing density, which drives layer count and hole size;
-
The structure of the printed boards;
-
The manufacturing scale;
-
Projected assembly techniques;
-
Specific requirements made by customers; and
-
Any special techniques used in manufacturing.
Because the technology—as well as the equipment used to implement it in printed board manufacturing—develops rapidly, production enterprises find it necessary to add to or update their techniques and equipment regularly, and often annually. The cost of equipment and the need to update create a gap between large-scale enterprises and smaller businesses that build to stringent product qualifications; the difference is revealed by their relative investment in continuous technology innovation. The fact that small-scale enterprises cannot invest as readily affects their ability to innovate and eventually also limits their need for technology innovation because they become bound to a limited market. Some top manufacturers, with large-scale, high-value, or complex processes, may invest between $20 million and $50 million per year.
The reasons that the PrCB industry is so technology-intensive and capital-intensive are numerous. They may include the following:
-
Various sophisticated processes are needed. The manufacture of PrCBs includes work in the areas of optics, automatic control, electronic controls, intelligent processing, and electrochemistry.
-
Many techniques are involved. These may include computer-aided design and computer-aided manufacturing, optical image transfer, high-speed and laser drilling, dielectric metallization, copper electroplating, tin electroplating, acid and alkaline etching, nickel and gold electroplating, laser direct imaging, hot-air leveling for final finish metals such as tin, liquid photoimageable resists, vacuum or autoclave lamination for multilayer products, automated x-ray systems for registration of layers, flying probe and compliant pin electrical testing, and automated optical inspection.
|
4 |
National Association of Manufacturers. 2005. Pro-Growth and Pro-Manufacturing Agenda. Washington, D.C.: National Association of Manufacturers. Available at http://www.nam.org/s_nam/doc1.asp?CID=4&DID=232739. Accessed October 2005. |
|
5 |
Testimony of Albert A. Frink, Assistant Secretary of Commerce for Manufacturing and Services, before the Subcommittee on Technology, Innovation, and Competitiveness of the Committee on Commerce, Science, and Transportation, U.S. Senate, June 8, 2005. Available at http://commerce.senate.gov/hearings/testimony.cfm?id=1526&wit_id=3678. Accessed October 2005. |
-
Numerous procedures are involved. As many as 30 or 40 procedures are needed in the manufacturing of multilayer boards; often one procedure consists of more than 10 individual steps.
-
Highly specialized equipment is required. Most of the processing equipment and the manufacturing tools sets are automated, computer-controlled, or programmable-logic-controlled (PLC) systems designed to provide the high level of accuracy needed for the fabrication of a PrCB. The specialized equipment set includes laser photo plotters; PLC chemical processing lines; numerically controlled devices; hot oil, electric, or autoclave lamination presses; automated optical inspection systems; automated exposure devices; roller or screen coating systems for dielectric applications; and multilayer registration tools.
-
Many different types of materials are needed. More than 100 different materials are used in the manufacturing process for most PrCBs. Some of these materials become a part of the PrCB, including the copper-clad laminate materials consisting of copper films, epoxies, or other dielectrics, with the addition of reinforcements such as fiberglass in some cases; the electroplated metals; the solder mask dielectric materials; and the metallic or organic final finish used to improve the assembly and soldering processes. Other materials have a specific use during processing and are discarded after use. Such process consumables include photosensitive dry films or liquid resists, special-purpose adhesive tapes, stop-off agents, fluxes, acids, bases, cleaners, and etches. These process consumables and the wastes produced must also be disposed of properly.
-
Careful control of the manufacturing environment must be maintained. In addition to the rigorous requirements for the equipment sets used in the manufacturing process, there is a need for rigorous control of the manufacturing environment in terms of cleanliness, temperature, and humidity. Photolithographic and lamination buildup process areas are often environmentally closed work areas. Class 10,000 (and even class 1,000) clean rooms with rigid temperature and humidity control are commonly used in the photolithography areas in particular.6
Beyond the issues described above, it is important to note that access to printed circuit technology is essential to manufacturing know-how for all electronics in the U.S. economy. Semiconductor technology performance continues to double every 18 months,7 and most semiconductor chips require packaging that includes some form of interconnecter such as a printed circuit board.
The increasing globalization of the electronics industry has driven the capability to manufacture interconnection technology overseas.8 The intense competition in the face of this increasing globalization currently challenges U.S. manufacturers and leaves many U.S. firms unable to raise prices to keep pace with rising production costs. Without a technology innovation base, they are also unable to increase their productivity.
This is a key challenge for the domestic PrCB industry. Because PrCBs are not end products but intermediate products, the location of partner manufacturers is important. Many of the markets, or downstream customers, for electronic systems are moving or have moved overseas. In addition to facing a diminishing domestic market, U.S. PrCB manufacturers that look for global markets may find it difficult to compete in foreign markets that are insular with respect to U.S. producers. To be successful, companies must follow their markets offshore, which eventually could leave a base too small to support U.S. defense needs.
Despite the promise of a truly global free-trade scenario, the continued dissipation of downstream electronic systems components manufactured in the United States inevitably means that the Department
of Defense will have less access to and availability of leading-edge electronic subsystem technology including PrCBs, microchips, and displays.9
EVOLVING ROLE OF PrCBs
For many years, the manufacturing of PrCBs was in the category of commodity manufacturing and was carried out by vertically integrated companies that manufactured electronic equipment. However, as modern techniques have been developed, products have undergone dramatic diversification and specialization. And as the production scale and the required investment for PrCBs have grown, dedicated enterprises have emerged. The industries for manufacturing many of the materials and components contributing to today’s PrCB have also become specialized.
Some estimates for the calendar year 2003 help place the industry in an overall context:10
|
• World GDP |
$49 trillion |
|
• U.S. GDP |
$10.4 trillion |
|
• Worldwide spending on information technology |
$2.3 trillion |
|
• Worldwide electronic equipment sales |
$1.1 trillion |
|
• U.S. Defense spending |
$405 billion |
|
• U.S. Defense electronics spending |
$75 billion |
|
• Worldwide PrCB sales (rigid) |
$29 billion |
|
• U.S. PrCB sales |
$4.4 billion |
|
• U.S. PrCB defense spending |
$500 million |
A major factor differentiating PrCBs from other electronic components is that PrCBs are wholly customized components. This means that products must be made according to specific designs, characteristics, quantity, and delivery schedules. The generally low margins for commodity components are difficult for PrCB manufacturers to meet for a number of reasons, including the use of a variety of materials with a limited shelf life, the variety of possible trade-offs between design and manufacturing processes, and the many different potential processes and combinations of processes. These factors make the specialty manufacturing of PrCBs a higher-cost proposition, whereas economies of scale can enable the delivery of PrCBs at low cost for some consumer products. These constraints also mean that survival in the industry necessitates very tight management of processes and process controls.






