
2
Designing for Competitive Advantage
Engineering design, as discussed in Chapter 1 , is the fundamental determinant of both the speed and cost with which new and improved products are brought to market and the quality and performance of those products. Design excellence is thus the primary means by which a firm can improve its profitability and competitiveness.
Yet few U.S. firms have adopted either contemporary design practices or product realization processes, and there seems to be inadequate understanding of how to go about improving current design practice. This chapter outlines the necessary steps to improving design practice and cites sources of information that should assist in this process.
Members of the committee visited several U.S. firms that use engineering design as a way to achieve competitive advantage. Information obtained from these visits, together with the collective experience of the committee, suggests that designing for competitive advantage requires much more than the adoption and use of new design practices. Firms that utilize design most effectively were found to:
-
commit to continuous improvement;
-
follow a product realization process tailored to their products;15
-
use a set of design practices chosen to implement their PRP; and
-
foster a supportive design environment.
CORPORATE COMMITMENT AND ACTION
Though many U.S. companies doubt their ability to win the competitive battles they are waging, a few have recognized the challenge that faced them and successfully fended off foreign assaults on their profitability and market share. What these companies have in common is recognition and
acknowledgement of the potential or real threat to their market share and a shared corporate resolve to change the internal corporate culture in response to that challenge. Companies such as Xerox, Hewlett-Packard, and Ford, among others, have changed their internal cultures and reshaped the way they do business. From these and other companies, the committee learned that the first and most important step in introducing improved design practice is to generate corporate awareness of the leverage design can provide and the need for change to utilize that leverage. Change must begin with recognition of the importance and impact of design deficiencies and knowledge of possible routes to improvement. The committee's interviews and the collective experience of its members suggest that denial that a problem exists is the major obstacle to the introduction of new design processes and methods.
Denial is particularly prevalent in industries not yet besieged by significant foreign competitors. Until they have faced competitors that use superior engineering design practices, companies rarely recognize the advantages to be gained by improving their own design practices. Thus, many companies begin to improve their design practices only after they have lost significant market share to competitors that made such improvements years ago. Years of playing catch-up could be avoided, and competitive advantage gained, if enlightened management committed to continuous improvement under a PRP16 in anticipation of rather than as a result of competition.
Businesses that have successfully incorporated state-of-the-art design practices have done so in an all-enterprise way. They have recognized engineering design as a vital part of their product delivery capability rather than as just another department in the company. This view ultimately required them to change many parts of the company beyond the design department; indeed, it usually spawned a totally new way of doing business.
Once a company recognizes the need to improve design, it must begin to identify solutions. Since deficiencies are rooted in organization, technique, and infrastructure, the main avenues of response are reorganization, adoption of formalized product realization processes, and involvement in research and education. In companies that successfully design for competitive advantage, the degree of external and internal change is often striking, reflecting a degree of self-examination rarely seen outside crisis situations. Successful programs of change typically feature strong top management leadership in setting corporate goals for improved design, development of metrics to measure progress toward these goals, creation of corporate centers of design excellence, extensive training programs for new hires and experienced engineers, and effective relationships with universities for research and technology transfer.
Knowledgeable observers point out that real change cannot be accomplished in a large organization without the impetus of a change agent, a group or department whose sole responsibility is to initiate change. Change agents are necessary because people whose main responsibilities lie elsewhere usually
have neither the dedication nor the time to initiate significant change themselves. Xerox has assigned approximately 300 people (out of a corporate total of 113,000) to change-agent roles, Hewlett-Packard, about 1,000 (out of 89,000). Education and training programs, supported by senior corporate leadership and applied at the enterprise level, are effective and necessary supports for the change agents.
Support for change must include (1) programs to determine which practices worldwide would be most useful to the firm, (2) methods for securing support for the introduction of new practices, and (3) coordination of the change throughout the firm. Designers must be made a part of the change team, and the engineering design methods introduced must be explained as part of an evolving whole rather than as a series of unrelated fads. Unless engineers are educated in the value, goals, and necessity of a change plan, they will continue to use demonstrably inferior design practices. Because changing the product realization process affects the entire company, all employees, not just engineers, must be made part of the change process.
Though discussion to this point has targeted practice in large companies, much of the design and manufacturing in the United States is conducted in small and medium-sized companies (i.e., 500 or fewer employees) that often cannot afford extensive training programs or even separate design departments. Nevertheless, all of the principles stated here apply in and are crucial to the success and competitive position of smaller companies as well. Indeed, the integration and cross-communication implied in the product realization process may be more readily accomplished in smaller operations. Firms that cannot afford to conduct actions such as extensive training courses in-house can avail themselves of external courses and workshops. Large companies' training programs, for example, are often open to their suppliers.
THE PRODUCT REALIZATION PROCESS
Companies that design successfully have carefully crafted product realization processes that extend over all phases of product development from initial planning to customer follow-up. The PRP is their plan for continuous improvement. The decision to develop and operate under a PRP is a corporate one. Successful operation of a PRP requires extensive cooperation among a firm's marketing and sales, financial, design, and manufacturing organizations.
PRP's are not static, but evolve continuously. They change in response to feedback from production and incorporate new methods and tools. Design is an essential element of the PRP, and designers play a broad role in formulating and carrying out the steps of the PRP. The description that follows is an idealized composite of the various elements found in current processes, which vary from company to company. 17
Definition of Customer Needs and Product Performance Requirements
A good product realization process begins with an exploration of business, marketing, and technical opportunities, followed by a firm definition of customer need and product performance requirements, including quality, reliability, durability, and other important factors such as aesthetics.18 The new product's essential technologies are reviewed to ensure that inventions will not be required to produce it, and competitive products are analyzed to establish benchmarks for it.
Planning for Product Evolution
The technology review in the design phase indicates regions where technological advances or inventions can improve performance or reduce cost. In some industries, an entire range of products in the same line that require further invention, research, or development is mapped out, with planned evolution of features and capabilities, during this review. Core technologies for the future products are identified, and product performance specifications are defined with inputs from manufacturing, marketing, engineering, and finance. 19
Planning for Design and Manufacturing
Cross-functional teams with representatives from marketing, design, manufacturing, finance, sales, and service are established. The design and evolution of manufacturing processes and production systems are projected. Necessary training programs are begun.
Product Design
The product is designed by the members of the cross-functional teams, including suppliers of purchased components, whose differing objectives are expected to balance one another.20 The engineering effort aims at achieving a design that will exhibit little performance variation despite wide variation in the operating environment, product parameters, or even customer errors.21 ,22 Simplification and standardization are applied to reduce the number and variety of parts and to make the product easily manufacturable. Conscious attention is paid to interfaces within the product and its manufacturing process and to the designer's planned evolution to the next model.
Manufacturing Process Design
The cross-functional teams establish requirements for product fabrication, assembly, and testing. They analyze tolerances, estimate costs, identify the best processing methods, plan assembly and test sequences, lay out the factory, and determine training requirements for factory personnel. All processes, manual and automated, are studied to determine whether they can consistently deliver products that meet specifications for quality, reliability, durability, and other attributes. Specifications are set for acquisition of in-process data needed to evaluate design and quality. Suppliers of manufacturing equipment are brought into the design process early to help define as accurately as possible the capabilities of any new machine or process that is to be used. Layout, production plan, and logistics for the factory and its suppliers are designed for minimum inventory and high flexibility.
Production
Statistical process control and in-process checks are used continuously. Inputs from these measures and observations from manufacturing personnel are continuously fed back to improve both the manufacturing and design processes and to aid in planning follow-on products.
Difficulties in the Design of Complex Products
In the foregoing idealized account of the product realization process, everyone cooperates, desired quality is achieved, and the product succeeds in the marketplace. In practice, the process is difficult and full of conflict and risk. Converting a concept into a complex, multitechnology product involves many steps of refinement. The design process requires a great deal of analysis, investigation of basic physical processes, experimental verification, complex tradeoffs between conflicting elements, and difficult decisions. For example, there may be insufficient space for a desired function unless costly development is undertaken, or space is taken from another function, affecting quality, fabrication yields, or ease of assembly. The original concept may not function as planned, and additional work may be required, affecting the schedule or requiring a change in specifications. 23 Satisfying the different and conflicting needs of function, manufacturing, use, and support requires a great deal of knowledge and skill.
IMPORTANT CONTEMPORARY DESIGN PRACTICES
If the product realization process is a firm's strategy for continuous improvement, design practices are its tactics. Most advanced engineering
design practices are not particularly complex or difficult to understand and use. Indeed, many are becoming accessible in computer software packages, short courses, and books. Confusion exists because there are so many practices, with different, and sometimes overlapping, functions. Some (e.g., Taguchi methods) cover more than one practice. Because not all practices are applicable to or useful in the design of a given product, each company must carefully identify a set appropriate to its uses and incorporate them into its PRP. Companies must also establish means of assimilating new practices as they are developed. As mentioned elsewhere in this report, in order to leap ahead of competitors, companies must continually develop (or work with others who are developing) new practices to meet changing needs.
The following sections describe design practices under the headings of Traditional Practices, Modern Practices for Setting Strategy and Specifications, and Modern Practices for Executing Designs. The report does not attempt to discuss all important current practices, but rather to give the reader a flavor of the types of practices employed in the various phases of the PRP and to illustrate the great breadth of design activities.
Traditional Practices
The following traditional practices remain important and continue to evolve.
-
Searching and studying patents and the literature. Patents and the literature, an extremely fruitful source of information generated by inventors, researchers, and other practitioners, can help designers avoid wasting time and money on approaches that won 't work. Return per dollar of engineering effort invested is probably as great for patent and literature search and study as for any engineering activity. But because it is not recognized as a mainstream design activity and management fails to adequately motivate it, many designers shun this work. Consequently, the practice is underutilized in the United States. Efforts to review foreign literature are especially meager. In contrast, some Japanese firms assign engineers to this specific task; purchases of rights under U.S. patents are among Japanese firms' most effective investments.
-
Using standards of all types, as for components, procedures, computer-aided-engineering/design (CAE/D). Use of standards can save design time, reduce uncertainty in performance, and improve product quality and reliability. It can also lead to economies of scale. Companies often define standard component lists and procedures with the goal of obtaining these advantages and then fail to enforce their use. New designers, failing to recognize the advantages of standards, tend to choose parts from their own knowledge or from the most familiar or convenient catalog. Unless a firm establishes standards and makes their importance known, any benefits that might result from their use will almost certainly be foregone.
-
Setting tolerances and the methods for checking them. Greater understanding of physical factors that contribute to variations in controlled parameters and excellent metrology tools are powerful aids to designers in setting and checking tolerances. There is nevertheless a pressing need to better understand relationships between design tolerances and product quality and cost. Designers must have information and supporting tools to choose appropriate, cost-effective, and robust methods. Research topic A.4 in Chapter 4 describes research that will provide the requisite tools and information. A reference for an annotated, up-to-date set of references on tolerancing and metrology is included with the bibliography.
-
Prototyping. Prototyping is an important tool for reducing time-to-market and providing models used to evaluate quality and producibility. In the past, prototyping proceeded through trial and error methods that were slow and cumbersome. At present, prototypes that are faithful representations of the final product are frequently required for use in experiments to optimize the product and work out assembly procedures. It is highly desirable to make these models with the same labor force and on the same line that the product will be produced on. However, this is not always possible, so better means of providing models are needed. Topic B.2 in the research agenda discusses the research necessary to create these models, and topic B.1 discusses research that will make it possible to expand the use of computer simulations, rather than actual physical models, as prototypes.
-
Analytical models: Both conventional analytical models and correla tional models derived from design histories are powerful aids to engineering design and continue to evolve. Correlational models, which relate design variables to performance measures using empirical data, are valuable tools in complex and incompletely modeled situations. The use of such models is illustrated in Figure 7 .
-
Utilizing design reviews. Although they are time-consuming and expensive and take reviewers away from their own projects, peer design reviews are immensely helpful in finding and avoiding faults and suggesting alternative approaches. For design reviews to be effective, management must motivate designers to participate and reward them for doing so.
Modern Practices for Setting Strategy and Specifications
New practices that have emerged to support the PRP are variously used to provide estimates of the cost and quality of new or redesigned products, in strategic evaluation of a firm's position relative to its competitors, in negotiations among the various contributors to a design, and even in negotiating with vendors and customers.
-
Product quality-cost models. Models that give the designer the means of evaluating product quality and cost in the design phase are essential,
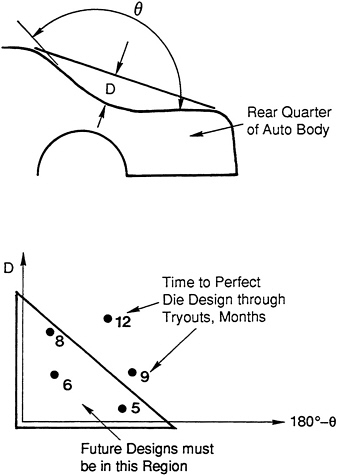
Figure 7: Correlational Model for Designing a Stamping Die
The rear quarter panel of a car is stamped from flat sheet metal. Designing the stamping die for the panel is very difficult because of the saddle-curve shape of the panel. The die must be redesigned and tried out several times, a process that takes many months and lengthens the entire car design process. To reduce die tryout time, one auto company identified two key design parameters and studied their influence by plotting tryout time for many previous designs. (Each dot on the plot represents a single design, the numbers the recorded tryout times.) The study showed that keeping the combination of these two parameters within specified limits would keep tryout time less than 8 months. The relationship is purely empirical. This guideline was given to the car body designers.
-
inasmuch as 70 percent or more of product cost is committed early in the design phase. New accounting methods, such as activity-based costing, provide accurate data on previous designs that can be used to generate quality-cost models, which are rapidly finding application in the design of both products and processes.24 The research described under topic C.1 in chapter 4 responds to this need.
-
Competitive benchmarking and quality function deployment. The most successful firms benchmark continuously not only their own product performance and features, design tools and techniques, technology, production approach, and facilities, but also those of their most successful competitors. Reverse engineering is often a part of this activity. Quality function deployment (QFD)25 is a process that seeks to ensure that products not only are techni cally correct and manufacturable, but also reflect customer needs. In QFD, an interfunctional team identifies product attributes consistent with customer needs and ranks them in an order determined by the customer. An appropriate weight is assigned to each attribute, and the attributes are converted into measurable parameters. The team then benchmarks these characteristics against the competition, chooses and incorporates in its own designs the best of what others have done, and develops only those features that provide competitive advantage. QFD is used by AT&T, Digital Equipment Corp., Ford, Hewlett-Packard, IBM, and Xerox, among other companies.
-
Metrics for evaluating design practice. Generating metrics to judge a design can produce useful feedback, both during a design and when reviewing earlier designs. Metrics are extremely difficult to craft, and the search for better ones, such as the number of engineering change orders or warranty costs, continues. Hewlett-Packard uses a metric based on “break-even time ” (BET) to guide and evaluate product realization projects. The BET is defined as the time at which net operating profit (sales less cost of sales) equals total cost of design and development (TC). (See Figure 8 .)
-
The “S” curve. Almost all products follow an “S-shaped” life cycle curve. A product progresses from a stage in which its contribution is much greater than the cost of keeping it viable to a state in which an ever-increasing investment of engineering effort and capital are required to keep it in the market. It is important to know where each of a firm's products and each competing product are in their life cycles in order to gauge when to move to a new technology or approach with further growth potential. Some companies test the viability of their products by establishing teams that play the part of competitors with products on or approaching an “S” curve with a growth rate that surpasses that of the firm's own product. 26
-
New management accounting systems. Design's leverage derives from the fact that it determines product quality, cost, and time to market. For complex products especially, design is often a substantial fraction of total product cost. Because most companies cannot determine the contribution of
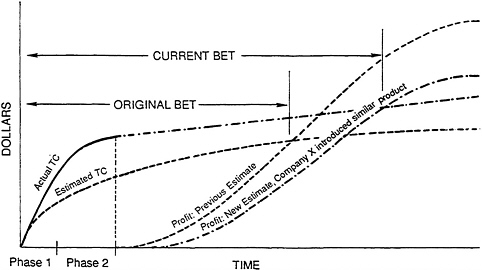
Figure 8: Break-even Time Metric
In this figure, the BET for a product is adjusted to account for increased design and development costs and the introduction of a similar product by a competitor. This illustrates the ability of the metric to estimate the effects of both internal and external events.
-
design to profitability, track design improvement, or effectively compare different product and process designs, the R&D budget for design and process development is usually determined by applying an R&D-to-sales ratio “about right for this industry” or “about equal to what we think our best competitor spends.”
This situation results from the use of cost accounting systems, originally designed for other purposes, that provide only delayed and aggregated data perhaps based on labor or material costs,27 and from the fact that R&D costs, being charged when incurred, are not associated with any product or process.
New methods that use detailed real-time information, obtained product by product, sometimes through computer-integrated manufacturing (CIM) systems, to provide required information at an affordable cost apply to design as well as to manufacturing. They can operate as overlays on existing processes and so need not supplant traditional cost accounting systems initially. It seems clear that these methods will eventually be widely employed to provide the data used to control production and track products, and also in design, to:
-
determine the contribution of design to profitability,
-
identify avenues to design improvement,
-
establish product life cycle costs,
-
provide accurate information for budgeting and planning new products, and
-
document savings that result from reducing transactions.
These methods can also be used to generate, and associate with process design efforts, important nonfinancial measures such as quality, number of transactions, and manufacturing cycle efficiency.
These new methods are of two generic types: (1) operational control and performance measuring systems that use broad-based real-time data from production, and (2) activity-based costing methods that associate engineering and marketing costs, as well as labor, materials, overhead, energy, and machine and process time, with individual products.
In summary, new accounting methods make it possible to determine the contribution of product and process design to quality and profitability, to make intelligent allocations for R&D, and to determine explicitly the contribution of individual designers for purposes of recognition and compensation. Research aimed at creating and improving such methods is discussed in topic C.1 of the Research Agenda in Chapter 4 .
-
The quality-loss function. Taguchi defines quality in terms of quality loss: “Quality is measured by total loss to society due to fundamental variations and harmful side effects resulting from the manufacture and use of a product.” Working from this definition, he introduces a quality-loss function28 (qlf) to replace conventional go, no-go specifications. Because it varies smoothly and continuously as a product parameter varies from specification, the qlf carries more information and hence is more useful than go, no-go specifications. By providing a common cost measure, it facilitates interactions between divisions in vertically integrated companies, between vendors and suppliers, and in resolving conflicts that arise from varying definitions of quality within marketing, manufacturing, and design.29 In a typical application, the customer quantifies and supplies to the vendor the costs of departures from nominal specifications. The designer can then optimize these parameters and know what the customer is willing to pay for them. Both win. AT&T uses this concept to obtain agreement on transfer costs between divisions, and Texas Instruments ' cost-of-ownership approach, used in working out integrated circuits supply contracts, is based on it.
Motorola's 6σ(six sigma) approach,30 a derivative of the qlf and of Tagnchi' robust design methodology, mandates designs that yield components that operate satisfactorily within ±6σ from the mean specified by the customer. This means that the product will exhibit only about 3.4 defects per million if the process mean shifts by 1.5σ in either direction. For example, 3.4 ppm defective means that the throughput from a process that uses 300 such parts
and has 500 such assembly operations is about 99.73 percent (see Figure 5). Products produced thus are considerably more tolerant in the customer 's application.
Modern Practices for Executing Designs
-
CAD and CAE. Computer-aided design (CAD) and computer-aided engineering (CAE) have evolved over a period of 20 years into powerful tools that provide the ability to design mechanical, electronic, and architectural objects on a computer screen and transfer the design to manufacturing processes. In some cases, particularly for electronic objects, this transfer is seamless and entirely computerized. However, the use of CAD and CAE in U.S. industry, apart from electronics design, is surprisingly limited, and in even fewer cases is the output of the CAD system directly linked to computer-aided manufacturing systems or numerically controlled tools. A manager at one large automotive manufacturer estimated that only one-third of the company's designers used conventional CAD, and only a tiny fraction of those used three-dimensional solid modeling.
The capabilities of CAD and CAE systems do not meet the needs of many designers. Most often, the systems are used as little more than electric pencils that enable superior graphic presentation of designs. Only a few emerging systems permit any mathematical analysis to be performed on designed objects, other than in the well-established areas of finite element analysis and electronic circuit simulation. Methods are needed to link designs of interactive individual parts for purposes such as establishing tolerances or performing assembly analysis. Similarly, methods are needed to link product designs to other kinds of business data, such as inventory control, cost predictions, and factory modeling. Many of the topics discussed in the research agenda—for example, those involving design knowledge (A.2), computer representations of in-process designs (A.1), cost-quality models (C.1), tolerance synthesis (A.4), and design for X (B.3)—could greatly enhance this high-leverage area of engineering design.
-
DF(X). These techniques, in which DF stands for Design For and X can stand for almost any operation (e.g., manufacture, assembly, test), are ubiquitous.31 General Electric, for example, has an excellent program for design for the use of plastics that helps designers decide which type of plastic material to use in a given application. DF(X) techniques capture, in a standard procedure, all of the factors known to be important in a particular design activity. In the usual instances, costs are evaluated at each stage and at each interaction. These programs often provide examples and incorporate guidelines that help keep costs in the forefront, encourage the use of experience and standards, and prevent oversights. Though these programs are often specialized within a firm, progress is being made on generic methods
-
of design for assembly and design for manufacture. DF(X) techniques are continuing to evolve, and new ones continually appear. New, improved techniques that can be expected from research are discussed in topic B.3 in Chapter 4 .
-
Design rating systems. Design rating systems such as those devised by Boothroyd and GE-Hitachi provide an impetus for design simplification and a method for tracking improvement.32 These methods count parts of various types, promote the use of standard parts and the reuse of parts and subassemblies, and classify the motions required in assembly to provide estimates of quality and manufacturability.
A number of companies use design cost evaluation systems to compute the costs of capital expenses required by competing designs in order to obtain more realistic comparisons. Though neither perfect nor foolproof, such systems intelligently applied can reduce risks in cost, schedule, and design time. AT&T uses a computer-based system that evaluates designs transmitted electronically to a manufacturing facility by designers at 14 remote locations and flags designs that cannot be manufactured without manual intervention. Within one year of operation, more than 99 percent of the designs received by the system did not require manual intervention. The impetus for improvement is clear.
-
Concurrent design. Concurrent design involves product designers, manufacturing engineers, and representatives of purchasing, marketing, and field service in the early stages of design in order to reduce cycle time and improve manufacturability.33 This practice helps resolve what is sometimes called the designer 's dilemma—the fact that most of product cost, quality, and manufacturability are committed very early in design before more detailed information has been developed. Assembling a multidisciplinary design team permits pertinent knowledge to be brought to bear before individuals become wedded to their approach and much of the design cost has been invested. Differences are more easily reconciled early in design, and reductions in design cycle time that result from the use of this method invariably reduce total product cost. Though the use of concurrent design concepts has met with success, little is known about how to organize and manage concurrent processes and cross-functional teams effectively. Research that can enhance these methods is discussed in research topic C.2 in Chapter 4 .
-
Simplification. Simplifying a product by reducing the number and variety of parts and interfaces is often extraordinarily effective in reducing cost and improving quality and manufacturability. IBM's Proprinter development, General Electric's redesign of its electrical distribution and control product line for CIM production,34 and Cincinnati Milacron's redesign of its plastic injection molding machines 35 are well-known examples of projects that applied simplification effectively. Reduction in the number of interfaces between parts and processes, a facet of simplification that is often
-
overlooked, has proved to be particularly fruitful for AT&T. Simplification, though not difficult, is another nontraditional activity that must be made a specific design goal to be used to advantage.
-
Incremental improvement. This technique builds on accumulated experience and developing technology to reduce product cost and improve quality. Warranty costs and experience from field returns are continuously monitored for opportunities for improvement. Technology is monitored to find particular parts or subassemblies that can be replaced with lower-cost, more reliable ones. Often simplification is applied. An incrementally improved product can usually be introduced to the market more quickly and with less risk than a new design. The successive stages of incremental improvement are readily discernible in the development of videocassette recorders, compact disc players, and cameras by Japanese firms.
-
Robust design. Robust design is a systematic three-stage process, pioneered by Taguchi, to optimize a product or process. It calls for designers to examine all possible ways of eliminating quality loss in order to find the most economical one.36 Following this protocol,37 design commences with a systems design phase in which required features and function, including materials, parts, and tentative product parameter values, are selected. In the next phase, called parameter design, the designer systematically studies all parts to determine which do not significantly affect reliability or manufacturability. For these, the designer seeks low cost, commercial grade parts. For example, a punched part might be specified rather than a machined one or a ±20 percent resistor rather than one of higher precision. In the third phase, called tolerance design, the designer determines the tolerances required for the remaining parts to provide the broadest possible margins in manufacturing and operation. Because the number of parts is now fewer, more detailed analysis of the sensitivities of the design to parameter variation due to aging, environment, etc., can be performed. Often, cost-performance tradeoffs can be made specific. 38 A variety of tools can be used to facilitate this analysis. For electronic circuits, the group of programs generally referred to as SPICE39 permits designers to optimize circuit operating margins given real or assumed statistical descriptions of component values and operating conditions. AT&T has equivalent mechanical and electronic design programs.
The SPICE program was developed in 1970 at the University of California at Berkeley by a team under Professor Donald Pedersen. It has been enormously successful, and many companies now offer customized versions of it. It is public domain software, and copies of the current version, SPICE 3D-2, are available from Professor Pedersen's group at the University of California at Berkeley for a nominal fee.
-
Use of designed experiments in the design of products and processes . The application of appropriately designed experiments is useful for determining
-
the relative importance of many different factors to reliability or process yield. Experiments can be constructed to use all of the experimental data in several ways, often reducing by orders of magnitude the amount of experimental data that must be collected compared to the traditional approach of varying one parameter at a time while holding all others fixed. The experimental approach is most useful when the number of variables is large, the effects are relatively substantial, and interactions among the various parameters are unknown. Use of this approach is rapidly being made easier by the availability of good personal computer-based software tools.40
The methods used in this approach were developed by R.A. Fisher, who applied them in agricultural experiments in England during the 1920s.41 Professor G. E. P. Box and others extended Fisher's methods and applied them in many industrial applications. Professor Box's approach is straightforward and satisfactory for most problems. 42 Dr. G. Taguchi has promoted and applied these methods in design and troubleshooting.43 Japanese and U.S. automobile industries use these techniques extensively, sometimes performing tens or even hundreds of experiments during various stages, particularly early stages, of product design.
UNDERSTANDING, MOTIVATING, AND SUPPORTING THE DESIGNER
The design of products and processes is a creative activity that depends on human capabilities not easily measured or predicted. The most effective designs are acts of creativity that rank with those in the fine arts. We are not within sight of the time when machines can perform the design function, though tools can certainly aid the designer. Dependency on designers makes it vitally important that companies understand the nature of the design task and the nature, characteristics, and needs of people who design effectively in order to be able to create an environment that stimulates and nurtures them.
The design environment is set in large part by the organization of and strategy for design. A formal, well-supported product realization process can make an important contribution to a productive design environment. In the following sections, we discuss briefly the nature of the design job and the designer, and some steps that can be taken to provide a supportive design environment.
The Design Task
The design task, which once could have been adequately defined as achieving a function at a specified cost, has broadened under competitive pressures to include at least three broad areas of endeavor:
-
designing products and processes to meet many constraints;
-
developing and improving design tools and processes, including the PRP; and
-
standardizing parts and generating specifications.
The various practices described previously represent only a part of the designer's task in designing products and processes. Table 1 lists some of the factors besides quality, cost, and time to market that can make or break a design.
In addition to designing products and processes to meet many constraints, designers often have the task of integrating numerous separate procedures into complete processes. This function, which may include some tool development, controls the flexibility of the resulting process and the time required to execute a design. For example, a designer may develop a computer program to link the output of a CAD system to an automatic parts insertion machine, eliminating manual data transfer, and thus saving time and reducing errors.
Designers also work with other parts of the firm, with customers, and with vendors as they use many of the tools and techniques described earlier to obtain the information needed to set product specifications. As the principal agents for the PRP, they must have strong interpersonal skills as well as sound technical skills and creative ability.
The breadth of knowledge required by the practicing engineer today is enormous, encompassing many topics not emphasized or included in standard engineering curricula. Dr. Joel Spira has developed a detailed outline for a course that addresses issues that the practicing engineer will undoubtedly encounter in today's environment. A course based on this outline will be given at Cornell University, and similar courses are being considered at other universities. Dr. Spira's outline 44 is included as Appendix B .
The Designer
Who designs? In most firms today, design is not limited to those who are educated as designers or who spend most of their time designing products or processes. Many more engineers and scientists participate in design than those whose job assignments are design. An increasing number of people are involved in activities, such as competitive benchmarking and reverse engineering, that are more analytic than synthetic in nature. To derive information useful to the designer, these people must understand design. Those who do process design and systems integration must also have knowledge of the design process, as must the many engineers and scientists who work on CIM or the PRP. Manufacturing engineers who work on teams with designers and marketing people must understand design as thoroughly as manufacturing in order to arrive at manufacturable products.
TABLE 1 Touchstones for Design
|
In addition to quality, cost, and time-to-market, all of the following considerations are important in design: Customer—Who is the customer? What does he or she really need? Stakeholders—Understand the positions of those who have stakes in the product's success or the status quo. Ease-of-use—Human factors design needs to be addressed early in the process. Documentation—Essential; match to user's needs; start early. Cultural change—If development or production of this product or process requires cultural change, its introduction will not be easy or swift. Patent/Copyright—Plan for this early to avoid pitfalls and to get high quality coverage. Legal/Regulatory—Consider early. Such obstacles have delayed or damaged many projects. Environmental Impact—Determine if the manufacture or use of any product may adversely affect the environment. Manufacturability—Has the manufacturing engineer been on the team? Aesthetics—These hard-to-define characteristics are also critical. Dynamics—How does the product or process behave in non-steady state conditions? Testability—How will the product be tested? Where, by whom, at what cost? Prototypes—Consider how the final product may differ from the prototype if prototype and production processes are not identical. Universality—Universal solutions almost never work. Simplicity—Strive for beautiful, simple designs. They often work well. Appearance—If the design doesn't look right, watch out! Interfaces—Many otherwise sound designs fail because of unanticipated problems at interfaces. Maturity—Where is the product on its “S-curve”? Is it time to jump to a new approach? Partitioning—Consider partitioning to provide additional degrees of freedom. Models—Do the mathematical models used in design apply over the anticipated range of use? Scale-up—Do not undertake this lightly. Proceed by small increments. Transportation—What happens to the product in transportation? |
It was often noted to the committee that individuals who enjoy design and excel at it take a fundamentally different approach to their work than engineers and scientists whose forte is analysis. In summarizing observations about the attributes of excellent designers, the committee recognizes that generalizations about human capabilities are subjective and may have important exceptions. Nevertheless, this summary may be useful in helping engineering and human resource managers recognize, support, and reward people with strong design abilities.
First, effective designers seem to have great associative power that lets them recognize and draw upon parallels in other fields for ideas. Consistent with this is the observation that such individuals usually have eclectic interests and often roam far afield in science and engineering. Many have a strong interest in puzzles and games that involve numerous permutations. Above all, such people were said to be “interested in everything.”45
Second, good designers presented with a problem always seem to respond with a flood of ideas rather than a single solution. When asked, they often reply that this is part of the way they think and that they are often not very good at sorting out alternatives. Instead, they look to interactions with associates to sort out the good from the bad and, in most cases, to complete the formulation of the good solutions.
Third, good designers often have strong inner-directed personalities. Being sure of their own worth and contribution, they are able to accept with equanimity the guffaws at the poor solutions they propose along with the kudos for the good ones.
Fourth, the output of designers spans a very broad range. A number of people expressed the belief that a large fraction of the design in their firms is done by a small fraction of the most effective designers. They suggested that the range of output of designers is so great that it, like many other human attributes, is best expressed on a logarithmic scale.
Finding, Supporting, and Rewarding Effective Designers
Some committee members and some people in the firms visited believe that the most effective designers have, in addition to analytical ability, the same sort of strong “right brain” skills as artists and poets—that it is this sort of associative skill that lets them come up with ingenious solutions. If this is the case, industry can certainly do a better job of finding and placing people with these abilities. Current employment screens that rely almost entirely on measurements of analytical and logical skills probably misdirect many people who have strong associative abilities and lesser, though adequate, analytical skills. If it is accepted that the most productive designers come from the pool of people with this associative talent, it follows that efforts to identify and select people with the needed innate talents should pay off.
It is also reasonable to expect that design skills, like other human skills, can be stimulated and honed through study and practice. Yet, in contrast to the large body of literature on scientific method, there is relatively little material on what we call by analogy “ design method,” or the “mental discipline of design”—that is, how one goes about finding solutions. A couple of notable exceptions are the work of E. Bright Wilson,46 whose guidance to scientists in designing apparatus and experiments is as useful to engineers as to those in the physical sciences, and Polya's books,47 which are almost
unique in providing guidelines about the thought processes, as opposed to the technical details, of design. A book by Henry Petroski, 48 written not just for technical audiences, addresses the sharpening of design skills through a study of what is to be learned from design failures.
Though engineers who design have long understood the great leverage their work exerts on product quality, cost, and time to market, they believe that this leverage is not widely appreciated and that they are bound up in a maze of constraints that have little to do with product realization. Many are concerned that management fails to distinguish their high-level work, which requires innovation and the use of the most sophisticated analytical tools, from that of the draftsman, who is often dubbed a designer in an attempt to enhance the image of drafting. One of the most effective actions management can take is to understand and to acknowledge the designer's role in the business. Most companies that use design effectively include specific recognition of design excellence as a part of their product realization processes. Some firms now have regularly scheduled programs at which the engineering designers describe their products and processes and are recognized for their contributions.
To help design engineers maintain their proficiency, alertness, and knowledge, firms must emphasize continuing education through high-level commitment and operational priority at all levels. Continuing education takes many forms, both within and outside the firm, and participation should be regarded as a vital, continuing part of the design task. This behavior is characteristic of “best-practice” firms. A full treatment of this subject is given in a 1988 NAE report.49
Finally, adoption of new management accounting methods, such as activity-based costing, can help designers improve designs of products and processes, and help to insure that designers' contributions are adequately recognized.
Elements of a Supportive Design Environment
The following elements, found in companies that utilize design effectively, contribute to designer efficiency and productivity.
-
A coordinated companywide approach to product realization that explicitly recognizes the designer's role
-
The availability of continuing education (absolutely essential both for learning to use new tools and techniques and as a source of stimulation)
-
Easy access to the literature and strong encouragement to use it
-
Involvement with research in the interest of making it relevant to industry practice and to speed transfer of research results into practice
-
Recognition for achievement in design (for many, more important than salary)
-
Rewards for all tasks performed, including nontraditional ones for designers, such as working with vendors and working with customers ' engineers as a part of the sales effort
-
An active role for designers in choosing the tools and methods a company will use and in formulating the company's product realization process.
Summary
Clearly, the first step to improving the practice of engineering design in the United States is for industry to acknowledge the need for improvement. This done, industry must take the initiative in learning about and adopting appropriate best engineering practices, undertaking and collaborating with universities on relevant design-related research, and encouraging the academic sector to rethink undergraduate and graduate design education.
Companies must review contemporary design practices in light of their product realization processes (or lack thereof) and must attend to the nature of the design task and the designer and build a supportive design environment. The resources to do these things are largely within the firm and largely organizational.




















