
The Greening of Industrial Ecosystems. 1994.
Pp. 165-170. Washington, DC:
National Academy Press.
Designing the Modern Automobile for Recycling
RICHARD L. KLIMISCH
Public opinion polls consistently show a high percentage of the U.S. population, typically more than 75 percent, consider themselves to be environmentalists. One of the issues that environmentalists feel most strongly about is recycling. In many communities there is an almost religious fervor surrounding recycling. Unfortunately, there also appears to be widespread misunderstanding regarding the extent to which recycling can contribute to solving our environmental problems and how far we have already gone with recycling. For example, it is not generally known that motor vehicles are already among the most widely recycled products in the marketplace; 75 percent, by weight, of vehicle materials are currently being recycled. The recycling rate for aluminum beverage containers is around 60 percent. There is a very well-developed infrastructure in existence that efficiently recycles essentially all the metallic components of vehicles.
This case study will describe the current state of recycling of automotive materials in the economy and some of the trade-offs among environmental benefits that must be faced to achieve increased recycling.
Recent successes have been achieved with lead-acid vehicle batteries (achieving 95 percent lead recycle rates, thanks to the efforts of Battery Council International), with chlorofluorocarbons used in vehicle air conditioners, and with cool-ants (recovered by automobile dealerships). There is also progress in dealing with tires, oils, and other materials consumed during operation of a vehicle. The major focus, however, of a new organization dedicated to increasing the recycling of automobiles, the Vehicle Recycling Partnership, formed recently by General Motors (GM), Ford, and Chrysler, will be the postconsumer fate of the nonmetallic components of the vehicle body and powertrain. At present, there is a high recy-
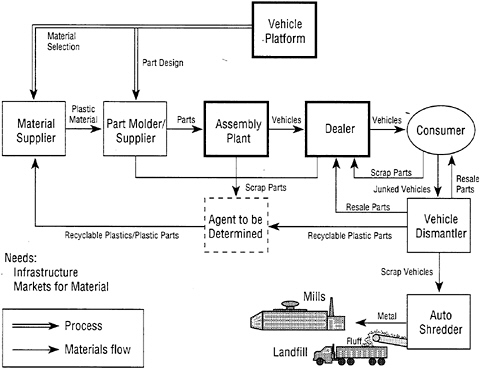
FIGURE 1
Recyclable vehicle process.
cling rate for metallic vehicle components but a low recycling rate for the nonmetallic materials.
In considering this issue, it is useful to begin by looking at current practices (see Figure 1). The first link in the recycle chain is the dismantler, who sells parts from vehicles either directly to customers or to remanufacturers. Some of the original equipment manufacturers (OEMs) are directly involved in remanufacturing. For example, GM recovers engines from dismantlers to produce remanufactured parts for out-of-production engines, and other (non-OEM) companies are involved in the remanufacturing of a variety of automotive parts. Most dismantlers allow the hulk to remain on their property to allow "chrome pickers" to remove and purchase miscellaneous parts. After some period of time, based on demand and space, the dismantler sells the hulk to a shredder. There the metallic materials (iron, aluminum, copper, etc.) are separated by magnetic and other methods, leaving behind a mixture of plastics (30 percent), glass (20 percent), rubber (15 percent), and dirt (25 percent). Each car that is shredded yields an average of 600 pounds of this residue, called fluff. Virtually all the fluff is currently being landfilled (in the United States, and elsewhere). Fluff is only a small part of total municipal solid waste. In the United States, 4.4 pounds of waste are buried each day for every person in the country: one ounce of this dally waste is automotive
fluff. This amounts to a total of 3 million tons of fluff per year in the United States.
The Vehicle Recycling Partnership (VRP) has divided its efforts into three groups: the Shredder Residue Group, the Disassembly Group, and the Design Guidelines Group. The word recycling is somewhat unfortunate and misleading in the title of the partnership because its real goal is "to minimize landfilling of vehicle materials." In some cases, maximizing recycling will clearly be a suboptimization environmentally and economically. Furthermore, expectations for 100 percent recycling are as unrealistic as are those for closed-loop recycling and for zero waste; it is a goal, but unachievable in many cases.
The Design Guidelines Group has as its mission "to develop material selection and design guidelines to facilitate reuse, recycling, or reclamation of materials and components from post-consumer vehicles." These guidelines will lead to designs that facilitate recycling, as opposed to current vehicle designs that do not lend themselves to recycling. Initiatives that will be or have been taken include marking plastics by type to facilitate separation and recycling, reducing the number of resins used, developing environmentally appropriate attachment and detachment techniques, and improving material compatibility. The most intractable situations today involve the joining of incompatible parts by adhesives, which is often done, for example, for bumpers and instrument panels. It is important to combine these efforts with the concomitant efforts to improve design for manufacturability. Obviously, it is also important to involve the suppliers, the dismantlers, and the shredders in this effort, and negotiations are under way to develop cooperative arrangements with these various groups. In addition, there are agreements with government laboratories supporting related studies.
The two other VRP work groups seek to improve the recycling rate for both current and carryover designs, which involve vehicles that are already on the road and will dominate the automotive disposal situation for the next 10 to 20 years. The Shredder Residue Group will focus on efforts to use the existing infrastructure that optimally recycles iron (the material for which recycling markets currently exist) "to reduce the total environmental impact of automotive shredder residue through socially responsible, economically achievable solutions by resource recovery or secondary uses." The group will, for example, examine techniques to separate the various materials in the fluff, perhaps through selective solvent dissolution (as pioneered by Argonne National Laboratory). Making plastic materials recyclable both in themselves and in different configurations will also be an area of great interest for this group.
The mission of the Disassembly Group is "to enable the efficient disassembly of components from vehicles that have value for reuse, to recover valuable materials for recycling, and to remove potentially harmful materials prior to becoming auto shredder residue." It will focus on creating an infrastructure based on separation of materials at the disassembly stage. The marking of plastic parts through a standard called SAE J-1344, which has been adopted by the major vehicle manu-
facturers, is designed to facilitate this sorting of materials (in fact the sorting would be extremely difficult without it). These efforts will also involve the dismantlers as well as the materials and parts suppliers.
One approach under consideration at most of the automobile manufacturing companies in Germany and the United States would require the suppliers, as part of the initial contract, to retrieve and recycle the materials in their products at the postconsumer stage. The role of the OEM would be to use some of the recycled materials, but the OEMs are going beyond this and will help set up the infrastructure and markets. This is important because of their specialized expertise. The infrastructure for the recycling of plastics or rubber, for example, is likely to be different from that for metals. As pointed out by Frosch and Gallopoulos (1989), the metal recycling industry is limited by demand considerations (supply is adequate because the magnetic and other properties allow easy separation) while plastic recycling is typically limited by supply considerations (as separation of specific polymers from the fluff, for example, is much more difficult). But because increased vehicle recycling is based on an infrastructure that has been optimized for iron recycling, it will undoubtedly require significant additions to the infrastructure. If separation is accomplished at the dismantling stage, there are likely to be intermediaries to collect, clean, and prepare the materials for the suppliers. The separation of nonmetallic materials will be a major focus of all three groups.
German industry has estimated that separation, collection, cleaning, and grinding of plastics will cost more than $0.30 per pound, enough to make recycling economics problematic for inexpensive commodity plastics such as polypropylene or polyethylene. On the other hand, the economics for many of the more sophisticated engineering plastics, which cost more than $2.00 per pound, appear favorable. Obviously, these numbers are extremely sensitive to disposal costs. Ultimately, if it costs less to make new parts from virgin material than from recycled materials (even after internalizing disposal costs), other options, including new technologies, must be considered. Thus, for example, the environmentally preferable option for many plastics might be as an energy source, rather than a recycled material. There are active projects in GM and elsewhere to study various thermal recovery techniques. For example, GM has an active program on pyrolysis, and Chaparral Steel and other shredders have been attempting to obtain permits to use fluff as a fuel in cement manufacture. Others favor straight incineration for energy recovery. The rationale for such projects is that these materials are derived from petroleum so that thermal recovery offsets the use of virgin petroleum to make new parts, which can be made from "virgin" petroleum more economically. The cement kiln is especially attractive as a variety of the fluff components, including glass, rubber, and residual iron can be used as energy and material inputs for cement manufacture. Social acceptance of such options, however, will be difficult.
INDUSTRIAL ECOLOGY AND LIFE CYCLE ANALYSIS
If one looks closely at the concept of cradle-to-grave responsibility for products through life cycle practices, it is apparent that design changes to enhance recyclability can cause problems elsewhere in the life cycle of the product. One of the simplest examples involves substituting steel for plastic parts on an automobile. This certainly enhances recyclability but, because it increases weight, it causes more fuel to be consumed during the use phase of the vehicle. Given the long use phase of modem automobiles, the net environmental impact of such a substitution will most likely be negative. Similarly, advanced composite materials are generally more complex than the materials they replace. This makes recycling more difficult, but the lower weight and the better durability of such advanced materials yield environmental benefits that more than offset the negative environmental consequences of postconsumer disposal of such materials. The trade-offs at the disposal, manufacturing, and use phases are extremely complex, involving, for example, trying to balance different kinds of pollution, different end points, different subjects, and different locations. Somehow the designer needs to comprehend the whole life cycle and take account of these extremely complex trade-offs. When one considers how difficult it has been to decide whether polystyrene or paper cups are more environmentally correct, this would seem to be a tall order for products as complex as automobiles. The designer must also consider trade-offs among recyclability, cost, and performance. Obviously, it is necessary to find some way to simplify the analysis for the designer. In this regard, VRP is developing simple design preference guidelines, which provide a first step in working through this problem.
REGULATORY ASPECTS
One of industry's greatest concerns is that the government will intervene and dictate answers to these difficult problems by means of the conventional command-and-control regulatory approach. The concern is that the application of inflexible regulations on product design will harm the competitiveness of the domestic industry without improving—or possibly even degrading—the environment, as mentioned above. The problem with such regulations is that they do not allow the flexibility to experiment with different approaches and technologies. They also tend to pit the producers against their customers. By providing little consumer incentive, such regulations tend to be difficult to implement.
Furthermore, as with corporate average fuel economy, or CAFE, standards, such regulations are fraught with differential competitive implications. If, for example, Congress dictates inflexible command-and-control recycling regulations, research and development on advanced materials would be seriously curtailed. Further, inflexible recycling regulations that fail to consider the life cycle trade-offs may well have a net negative effect on the environment. The problem is
compounded by the lack of technological expertise among environmental regulators.
On the other hand, the good news is that this issue—green design in general—has great potential to cause a fundamental shift in environmental regulation as well as in material management. The clear need is for flexible regulations that create harmony between the manufacturer, the government, and the customer. Only market-based regulations can create such harmony.
SUMMARY
In the final analysis, industrial ecology considerations, life cycle waste management, and pollution prevention are quite similar. They are based on practices that, in the automotive industry, are already in place. Ultimately, these approaches must be combined with total quality management to meet the future demands for ''greenness," which we all expect our future customers to require. One of the most difficult barriers to the success of such comprehensive approaches is the inflexible, non-market-based, command-and-control, environmental regulatory system now in place.
REFERENCE
Frosch, R. A., and N. E. Gallopoulos. 1989. Strategies for manufacturing. Scientific American 261(3): 144-152.






