
1
Introduction
A strong and globally competitive industrial base is a principal driver of the American system of commerce and trade, crucial to the growth and continuing prosperity of the U.S. economy, and a vital component of national security. For the past 40 years manufacturing has accounted for 20.0 to 22.5 percent of the U.S. gross national product when measured in inflation-adjusted terms. The manufacturing sector continues to generate four and a half times as many secondary jobs as the retail sector and almost three times as many secondary jobs as the personal and business service sector (Baker and Lee, 1992). In 1990, 18.3 million workers were employed in manufacturing, representing 20.4 percent of the domestic private sector work force (see Table 1). And despite continuing balance-of-trade deficits, in 1991 manufacturers contributed more than 67 percent of American export earnings, compared with 26 percent for services and less than 7 percent for agriculture.1 Manufacturing remains important to the American economy.2
TABLE 1 Manufacturing in the U.S. Economy. Source: U.S. Department of Labor, Survey of Current Business, Bureau of Labor Statistics, April 1992.
|
U.S. GDP in Constant 1982 Dollars |
Manufacturing Contribution to GDP |
||
|
1989 |
4,087.6 |
929.0 |
22.73% |
|
1980 |
3,131.7 |
665.4 |
21.25% |
|
Manufacturing and Private Sector Non-Agricultural Employment |
|||
|
Total Work Force (millions) |
108.4 |
||
|
Federal/state/local (millions) |
18.6 |
||
|
Private Sector (millions) |
89.8 |
||
|
Manufacturing (millions) |
18.3 |
||
|
Manufacturing as Percent of Private Sector |
20.38 |
||
|
Manufacturing as Percent of Non-Agricultural |
16.88 |
||
SIZE DISTRIBUTION OF U.S. MANUFACTURERS
Since the mid-1970s, there has been a steady increase in the number of small and medium-sized industrial firms, typically defined as those with fewer than 500 employees (U.S. Small Business Administration, 1992 and Organization for Economic Cooperation and Development, 1992). The number of manufacturing establishments in the United States grew from 319,000 in 1980 to nearly 374,000 in 1990.3 More
than 98 percent of these establishments are small or medium-sized and they employ about 40 percent of the total manufacturing work force. Nationwide 90 percent of all manufacturing establishments employ fewer than 100 people4 (U.S. Department of Commerce, 1992a).
While the overall number of manufacturing establishments has been increasing, the trend towards smaller5 facilities has dominated. During the period 1980–1990, the number of establishments with 1–4 employees increased 38.8 percent and those with 5–9 employees increased 23.2 percent. In contrast, the number of establishments with over 250 employees decreased. (See Figure 1 and Table 3 in Appendix A.)
Although smaller companies are not major exporters of manufactured goods, they nevertheless participate in the export activity of larger American businesses as vital links in the value-added chain that supplies large manufacturers. Because they represent as much as 60 percent of final goods production costs, the components, subassemblies, and parts provided by smaller firms determine to a significant extent the eventual cost competitiveness and quality of America's exports (Industrial Technology Institute, 1991).

Figure 1 Percentage change in the number of manufacturing establishments of different sizes, 1980–1990. Source: U.S. Department of Commerce, 1992a. various months. See also, Appendix A, page 101.
|
4 |
See Appendix A for a series of tables that summarize establishments by state. |
|
5 |
Throughout the remainder of this report "smaller" means less than 500 employees. When finer distinctions are necessary, such as "small and medium-sized," they will be appropriately indicated. |
GEOGRAPHIC DISTRIBUTION OF MANUFACTURING
Manufacturing is found throughout the United States, but there are important geographic regions of concentration. An analysis by Case Western Reserve University examined the relationship between the number of high-density concentrations of manufacturing facilities and the cumulative percent of facilities. This analysis found that the 12 largest concentrations account for 70 percent of all U.S. manufacturing establishments, and the 20 largest clusters (or more appropriately, corridors) together account for 87 percent of all such plants (Fogarty and Lee, 1991).
Furthermore, these clusters of manufacturing establishments tend to have particular industrial specializations. For instance, 57 percent of automotive assemblers and suppliers cluster in three different regions: the Great Lakes; eastern Pennsylvania and New York, Delaware, and New Jersey; and southern California. Textiles manufacturing also clusters in the broad region around New York City including eastern Pennsylvania and in southern California, and also has a big presence in southern Florida. The maps in Figures 2 and 3 show that these regions do not follow state boundaries; furthermore, a single industry can have major

Figure 2 The Top Five U.S. Automobile Industry Clusters. The labels for each region indicate the percentage of total U.S. automobile manufacturing establishments contained in that cluster. Source: Fogarty and Lee, 1991.
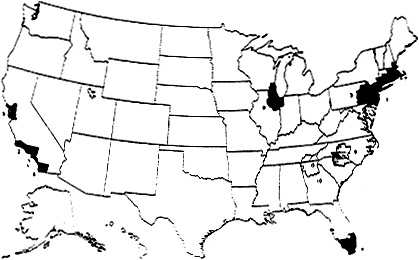
Figure 3 The Top Ten U.S. Textile Industry Clusters—1990. The labels represent a ranking of the top ten textile clusters. Source: Fogarty, et al, 1993.
importance in more than one geographic region. These patterns of industry location suggest the limits of state actions to assist manufacturing modernization and the potential benefits of a national perspective.
DIVERSITY OF SMALLER MANUFACTURERS
Work force size is a convenient means of categorizing American firms, but that single measure does not convey the diversity and range of attributes found in the manufacturing sector. Many contrasting characteristics of manufacturers influence the ability of firms to help themselves, the kinds of help needed, and the mechanisms for delivering assistance. The concept of the "typical smaller manufacturer" holds no relevance because, at a minimum, one must consider the enormous range of product and market sectors, effects of geographic location, worker demographics, company maturity (years in business), age of equipment, and company ownership.
Product or Market Sector
Obviously the diversity of the markets served by manufacturers is enormous, as are the characteristics of the products and processes needed to serve those markets. A few examples will illustrate the range of diversity and its effects on the competitive strategies and requirements of smaller companies.
The position of a firm in a total production chain affects the demands placed on it and the help available to meet those demands. For instance, a firm supplying Honda must meet rigorous requirements for quality, delivery, and cost, but has access to help through Honda's supplier improvement program. A firm serving final consumer markets may have less rigorous requirements, but is on its own in seeking sources of technical, managerial, and financial assistance.
High-technology firms face different capital and skill requirements than firms in mature industries, but companies making products with greater technological content often have greater access to capital sources. However, even in mature industries such as metalworking, the technology and skills needed to meet increasingly tighter tolerances are becoming more sophisticated and the useful life of process technology is becoming shorter; these firms often have a very difficult time finding capital and skills.
Modernization
Several recent studies have determined that smaller manufacturing companies lag larger firms in modernizing their production equipment, information systems, and skills (Industrial Technology Institute, 1990; U.S. General Accounting Office, 1991; U.S. Department of Commerce, 1989; and Shapira, 1990a). They are less technologically sophisticated, less likely to have adopted more advanced manufacturing technologies, and less likely to invest in upgrading the skills and capabilities of their work force.
Significant numbers of firms still follow outdated methods and employ older equipment and machines despite evidence that more profitable alternatives exist. For example, there may be opportunities to increase productivity with computer control of equipment; however, many smaller companies are unable to justify the investment because it represents a major share of the firm's net worth. A U.S. Census Bureau survey of manufacturers in 1988 found that of the 17 advanced technologies included in the study, numerical and computer-numerical control (NC/CNC) was the only technology in which the usage rate for
manufacturing plants with 20–99 employees was more than half that of plants with more than 500 employees (large firms) (U.S. Department of Commerce, 1989). Figure 4 illustrates a comparison of technology adoption levels by firms according to number of employees per plant or production facility.
Firms associated with the defense industry appear to have overcome these constraints successfully. In a 1991 comparison of the adoption of programmable automation machine tools between defense and non-defense manufacturers, Kelley and Watkins determined that 65.4 percent of the firms in the network of defense manufacturers have programmable automation while only 49.5 percent of the non-defense firms had adopted similar technology. The differences are even more pronounced for smaller firms. For those with fewer than 50 employees the adoption rates for programmable automation tools was 50 percent to 150 percent greater for defense-related manufacturers. It is important to note that the authors attribute these differences to the strength of the support network in defense manufacturing, including specific Pentagon programs to encourage manufacturing investments, the relationships between prime contractors and their suppliers, and the learning opportunities created by cooperation among defense contractors, suppliers, and customers (Kelley and Watkins, 1992).
Company Maturity and Goals
There are broad differences among recently formed companies and those that may be in their second or third generation of business. The difference in the goals, objectives, and overall strategy of these organizations was neatly characterized by Paul Clay, director of the Mid-America Manufacturing Technology Center (MTC) as "investment versus life-style" companies. Investment companies tend to be young, more interested in aggressive growth and expansion, and willing to assume more risk to achieve that growth. They exhibit a greater willingness to adopt change and increase investment in people and training as well as new machinery and equipment. On the other hand, life-style companies view expenditures for new product and process technology as risking personal wealth rather than investing in growth and expansion of capabilities and markets. They are more likely to feel that upgrading worker skills is wasted because the employee is likely to accept a job with another company. Their decisions tend to be personal: "should I buy my daughter a new automobile or should I invest in an NC milling machine."
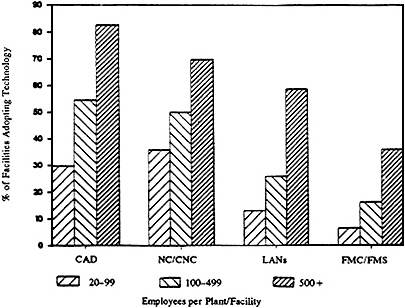
Figure 4 Adoption of Advanced Technology by Size of Plant or Facility.
Source: U.S. Department of Commerce, 1989.
These differences in attitudes and objectives affect the kinds of assistance companies are likely to need or accept. For instance, younger companies need help addressing those aspects of the business that require: 1) access to money such as financing equipment purchases, 2) access to information such as regulatory compliance (e.g., environment, employment, health and safety), and 3) access to knowledge such as establishing appropriate general business management capabilities for long-term growth. Mature firms, in contrast, usually need help making changes: changes in production equipment and practices that no longer are competitive, changes in the management structure and organization of the work place, changes in their relationships with customers and suppliers, and changes in their capabilities to accommodate increased demands from customers—for closer tolerances and improved design capabilities, for example—and increased pressure from competitors in cost, quality, and timeliness.
Not only are the types of problems often different in younger than in more mature manufacturers but also the ability to attract the resources needed to cope with problems can be quite different. For instance, mature companies have less difficulty raising financing and investment
capital than young, fast-growing firms (Dennis, 1992). Firm age also affects the ability to attract qualified people because opportunities for advancement may not be as apparent and rates of pay may not be as good in mature firms (Dennis, 1992).
Worker Demographics
Ethnic diversity and weaknesses in basic literacy skills—ability to read, write, and understand basic arithmetic—influence the effectiveness of the manufacturing work force. In many production facilities, English is, at best, a second language for much of the work force. It is not at all unusual to encounter a smaller manufacturing company that is owned by second generation Americans, has engineers from India, and has a Russian shop floor foreman directing Spanish and Polish speaking production workers. Insufficient communication skills lead to misunderstood directions and inability to read instructions to operate machinery and perform jobs. Some cultural backgrounds mitigate against new ways of organizing production, assigning responsibility for work, accepting direction from female supervisors, or suggesting better ways of accomplishing tasks.
Geographic Characteristics (Urban versus Rural)
Manufacturers in rural areas, in contrast to urban centers, are generally remote from customers, other suppliers, and sources of information and assistance for improving manufacturing productivity. They have less opportunity to interact with other manufacturers and, because there are fewer chances to develop industrial accounts, vendors and suppliers of advanced machinery and equipment are less available as conveyors of new manufacturing knowledge. Smaller manufacturers in rural regions are also more likely to have problems attracting and keeping qualified and technically skilled employees. In many instances, however, a small number of manufacturing firms in a county or region of a state may be major components of the local economic infrastructure. Their success and growth can contribute enormously to the prosperity of that region (Shapira, 1990b). The broad U.S. geographic distribution of manufacturing facilities with less than 500 employees is shown by the map in Figure 5.
Smaller manufacturers in urban areas have their own set of problems. For instance, the local work force in urban areas is often more diverse, and urban tax and regulatory burdens are often much more
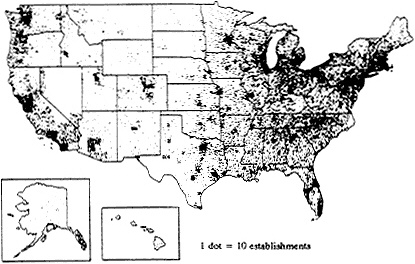
Figure 5 Smaller U.S. Manufacturing Establishments by County: 1987.
Source: U.S. Department of Commerce, 1988.
onerous. Land and utility costs can also be much higher. Although inclose geographic proximity, these manufacturers do not communicate or cooperate because owners often commute from the suburbs and do not participate in local trade associations. This combination of factors can create cost and information access problems as serious as those faced by rural firms, but the solutions will be quite different.
Global Competition: Challenges Confronting American Manufacturers
This diversity of manufacturers greatly affects the operational conditions and resources available to improve their manufacturing competitiveness. Manufacturing firms—large and small—face massive change and adjustments as they move from a stable, fault-tolerant environment of long production runs to a volatile world in which production runs are short, product characteristics constantly changing, and defect-free on-time production at decreasing prices is a condition for survival. The necessary changes in the organization of production include everything from the layout of the shop floor to the distribution of
everything from the layout of the shop floor to the distribution of authority between managers and workers. The magnitude of these changes threatens to overwhelm the managerial capacities of firms regardless of their size.
Today advanced manufacturing technology is an international commodity, available to all.6 Increased customization of products, greater competition for ever smaller market niches, and shortened product life cycles have significant consequences for manufacturers. The demand for many different products designed and produced to unique customer specifications means the manufacturer must contend with many short production runs. Shortened product life cycles increase the importance of highly responsive production capabilities. Investment in design and mistakes incurred in production become higher percentages of total manufacturing costs as the number of products grows but their individual production life radically decreases. The quality and speed of the entire product realization process are thus rapidly becoming more critical aspects of success for all manufacturers.7
Effective response to such a dynamic environment requires new disciplines and entirely new ways of thinking about production. It requires a philosophical revolution in long-held beliefs about relationships, responsibilities, and power. Companies must look for innovative ways of structuring, managing, and organizing work that remove historical impediments to organizational responsiveness. They must change the tenor of the relationships with customers, suppliers, and employees from adversarial to cooperative. Manufacturers must begin using cross-functional team approaches to integrate product and process development activities. They must learn to shift from maximum utilization of machines and equipment to the concept of maximizing system utilization. They must learn to evaluate and selectively apply lean production techniques in the proper circumstances, translate the lessons of single-minute exchange of dies into the appropriate setup situations encountered in their shops, examine the basic skills needed—and understand when—to use statistical process control, and they must recognize the long-term commitment needed to make total quality management and continuous improvement a part of the organization's culture.
To work properly, these disciplines require a new distribution of responsibility and decision-making authority in production operations (Shingo, 1989; Stalk and Hout, 1990; Womack, 1990; National Academy of Engineering, 1992). For example, in bufferless8 manufacturing, errors are detected immediately by those operating the machines. The amount of work-in-process between manufacturing steps is not large enough to allow quality or production mistakes to be overlooked or ignored until large amounts of scrap product have been generated. However, the machine operators must be authorized and encouraged to make whatever changes are necessary to prevent the errors, and, if errors are detected, to make the adjustments necessary to restore correct production.
Clearly, this approach to work requires a greater synthesis of intellectual skills, problem-solving talents, and manual labor. The knowledge and intellectual capabilities of the entire work force must be harnessed (Kenney and Florida, 1993). This in turn signals a change in educational expectations from episodic training to continuous learning and knowledge enhancement, recognizing the importance of continuously upgrading the skills and capabilities of all members of the manufacturing work force (Tobin, 1993).
In summary, American manufacturers must address three important issues if they expect to achieve significant improvements in quality, cost, and timeliness of production: 1) the manner of structuring work and the relationships among employees, employers, customers, and suppliers; 2) training and education of the entire work force to create an environment that is hospitable to change and new ways of working; and 3) selecting technologies appropriate to the capabilities of the organizational structure and culture of the company.
RESPONDING TO THE CHALLENGES
The degree of improvement in productivity and the adoption of competitive manufacturing practices and new technologies vary widely across American manufacturing firms. An examination of studies conducted over the last ten years shows that the number of American
firms utilizing globally competitive manufacturing practices and state-of-the-market technologies to survive and grow remains much too low.9 Conclusions reached concerning the widespread adoption of modern technologies and best practices among smaller companies, in particular, are not very encouraging.
Since the early 1970s the value added per employee among large plants—those with 500 or more employees—has been growing 50 percent faster than those with 20–499 workers. A recent survey found that among manufacturers with 500 or more employees, 93.7 percent reported use of at least one advanced manufacturing technology, compared with 60.9 percent for those with under 100 employees.10 When durable goods factories with less than 50 employees were examined, more than 85 percent had not introduced a single programmable machine tool (Industrial Technology Institute, 1989). In an unpublished 1989 survey of 150 job shops in and around New York City conducted by the New York Industrial Technology Assistance Corporation, 70 percent had not even begun to use computers in any aspect of their businesses.
These data suggest that smaller manufacturers face additional constraints to mustering effective responses to the challenges confronting manufacturers. First, smaller firms are less likely to have the necessary capabilities—technological expertise, management skills, financial and marketing strength, or capital sources—with which to respond effectively. Second, smaller firms face more risk in attempting technological or organizational change. Because large companies can access greater resources, they are more likely to survive a stumble when adopting a new technology or trying a new production process. They can afford to invest in upgrading worker skills and to investigate new approaches to organizing production operations. These same issues often threaten the
solvency and viability of smaller firms if they are not accomplished successfully. Consequently, smaller firms place great importance on ''doing it right the first time.'' They may not get a second chance.
A ROLE FOR INDUSTRIAL ASSISTANCE EFFORTS
The large and growing importance of smaller firms in the U.S. manufacturing sector, coupled with evidence that their response to a rapidly changing competitive environment is lagging, has prompted growing interest in providing various forms of assistance to these firms. A wide array of programs and resources, both public and private, is already available. (These programs are reviewed in Chapter 3.)
The Clinton administration has published plans to raise significantly the contribution of the federal government in industrial extension efforts (Clinton and Gore, 1993). President Clinton has proposed the creation of a national network of manufacturing extension centers. Federal funds, matched by state and local funding, would go to support and build on existing state, local, and university programs to expand assistance services "to give all firms access to the technologies, testing facilities, and training programs they need" (Clinton and Gore, 1993).
Initial efforts to implement this national network have been included in the Technology Reinvestment Project, the multiagency federal program for defense technology conversion, reinvestment, and transition assistance (U.S. Department of Defense, 1993). Almost 2800 proposals were received in July 1993, of which 545 were in the area of technology deployment. Technology deployment proposals were solicited in one of four activities: manufacturing extension services, extension enabling services, alternative deployment pilot projects, and technology access services. Additional proposals relevant to industrial extension were sought for the Defense Dual Use Assistance Extension Program (U.S. Department of Defense, 1993). Fiscal year 1993 appropriations for the Manufacturing Extension Programs is $87.4 million; appropriations for the Defense Dual Use Assistance Extension Program is $90.8 million (U.S. Department of Defense, 1993). The proposal conditions require cost sharing of at least 50 percent.
These budgets represent a substantial increase in resources available for public industrial assistance services. A better understanding of the barriers facing smaller manufacturers in their efforts to modernize their operations is a prerequisite for effective use of those resources. Accordingly, the following chapters examine the barriers, opportunities for assistance providers to help firms overcome them, and some of the lessons learned by existing programs, focusing on the MTCs.














