
4
Maintaining the Integrity of the Marine Pipeline Network
The offshore pipeline industry, since its first ventures into the Gulf of Mexico and the waters off California more than 40 years ago, has steadily improved its operating practices, with new materials, more robust designs, and more efficient techniques for construction, operation, and maintenance. Today it operates with confidence in waters as deep as 1,700 feet, with near-term plans for depths of 3,000 feet (Salpukas, 1993). Technology is being developed for pipelines in much deeper waters, up to perhaps 6,000 feet.
Despite this progress, the marine environment is a challenging one for pipelines, and maintaining their integrity requires vigilance. Repairs and inspection are costly for underwater pipelines, and the emphasis is accordingly on preventing damage and deterioration. Corrosion protection has advanced to a state at which pipelines may serve far beyond their original expected service lives (although isolated corrosion is still a troublesome and costly source of pinhole leaks). Leak detection programs use combinations of visual detection from boats and aircraft, automated metering of pressures and flows in pipelines, and monitoring of the flows in entire pipeline networks. Workers are highly trained to carry out routine operations and maintenance; more recently, enhanced training for emergency response has been mandated by regulators.
Much of the pipeline inventory has remained in use beyond its originally intended service life. About one-fourth of the pipeline mileage in the federal waters of the outer continental shelf is more than 20 years old, and the average age is rising steadily (Minerals Management Service, 1992). Pipelines in state waters are even older, with some dating from the early 1950s, when offshore pipeline construction began. Coatings, cathodic corrosion protection, and internal corrosion monitoring have improved substantially since then. Still, corrosion —especially internal corrosion—is inexorable, and requires continual inspection and monitoring. This problem is likely to grow more serious; as gas fields decline, gas pipelines will carry more liquids, and be potentially subject to increasing corrosion.
On the other hand, corrosion, while the most common reported cause of pipeline failures, presents relatively small risks. Corrosion failures tend to be small pinhole leaks, and are generally detected in time to prevent large losses of oil or gas. As noted in Chapter 2, the average oil pollution per corrosion incident is a little less than 13 barrels;
if a single anomalous corrosion leak of 5,000 barrels in 1974 is excluded, the average is about 2 barrels; the vast majority of oil spilled from pipelines is due not to corrosion, but to damage from vessels and their gear.
CORROSION CONTROL
Marine pipelines are constructed of high-strength carbon steels in several grades, depending on size, internal operating pressure, bending and longitudinal stresses expected during construction, and anticipated environmental conditions. All piping, materials, and fittings are specified to be consistent with industry standards, promulgated by technical societies such as the American Petroleum Institute and the American Society of Mechanical Engineers. OPS and MMS regulations specify minimum operating design and construction, post-construction, and testing standards for pipelines and components. Both agencies ' regulations cite these industry standards frequently.
Corrosion may occur either internally or externally to a pipeline. It tends to occur at predictable locations. Internal corrosion in likely at low spots in pipelines and at riser elbows, where brine, bacteria, and other corrosive agents collect. External corrosion is most likely in the “splash zone” at the sea surface, where wave action may degrade cratings. Corrosion engineers take preventive measures that give priority to such high-risk locations.
Corrosion defects in pipelines develop gradually, and generally manifest themselves as small pinhole leaks, through which small amounts of product escape. A corrosion-induced failure is not a spectacular event. Escaping product is noticed on the surface as either large bubbles from gas lines (a small high-pressure bubble at pipe depth is seen as a large bubbling or “gas boil,” at the surface) or a light oil sheen from liquid lines. Small leaks of this kind are easily detectable by routine helicopter overflight.
External Corrosion Protection
The marine environment is generally uniform and stable with respect to its corrosivity. Pipelines are protected against corrosion by bonded coatings. On larger diameter pipelines, which would otherwise float when empty or be subject to excessive displacement by waves and currents, a concrete weight coating is added to provide stability, and incidentally some mechanical protection from objects such as the anchors of small vessels. Specifications for corrosion-preventive coatings and their application and testing are available from several associations representing the pipeline industry and coating firms.
Both OPS and MMS regulations require corrosion preventive coatings. OPS regulations prescribe testing requirements and intervals for verifying the adequacy of such protection. The OPS regulations for gas pipelines (49 CFR 192) follow criteria of the National Association of Corrosion Engineers (now NACE International). Criteria for hazardous liquid (that is, petroleum) pipelines are less prescriptive, setting only general performance standards for internal and external corrosion control; in practice, however, corrosion protection practices are similar to those used for gas pipelines. MMS permits require operators to meet OPS design standards for corrosion prevention (30 CFR 250.152); the agency also maintains a data base of cathodic corrosion protection systems, so that operators can be notified when the systems need inspection.
To prevent the electrochemical process of external corrosion, marine pipelines use cathodic protection systems, which apply a small voltage to the pipe, either from an external power source or through the electrochemical reaction of two dissimilar metals
using seawater as an electrolyte. The earliest type of cathodic corrosion prevention system (known as impressed current protection) used single-location, or “point-groundbed,” anodes, powered by electrical rectifiers to provide protective current to the pipeline. The original system anodes are generally depleted after 10 to 15 years of service and replaced with new ones. A drawback of this system is occasional interruption of electric power, supplied by generators on platforms; although occasional brief interruptions are not harmful, the relative inaccessibility of the rectifiers can make outages more frequent and longer than desirable. The adequacy of corrosion protection—and in particular protection from external corrosion—at intermediate points, between anodes, is difficult to verify. For these reasons, impressed current systems are not often used today.
Today, so-called sacrificial cathodic protection is more common. It involves the use of anodes of a sacrificial material such as aluminum or zinc, electrically bonded and attached to the pipeline as clamp-on bracelets. These anodes are sized and spaced along the pipeline to provide uniform cathodic protection for at least 25 to 30 years, taking into account the anticipated extent of coating damage, the anode depletion rate, and other factors. One drawback of sacrificial systems is that depleted anodes cannot be as readily replaced as the single point anodes of the impressed current system. In addition, the anodes on smaller pipes, without weight coatings, may be damaged during pipeline installation, rendering them nonfunctional and reducing the safety factor built into the system. (On larger lines—the most common—the outer diameter of the anode is the same as that of the weight coating, making such damage unlikely.)
Thus, the maintenance problems associated with impressed current systems are eliminated, but replaced with other possible problems. Also, as with the impressed current systems, the adequacy of protection in the intermediate sections of pipelines may be questionable unless advanced techniques such as cathodic protection surveys by remotely operated vehicles (ROVs) are used. ROVs are already commonly used to assess the external physical conditions of unburied pipelines. Equipped with magnetic tracking devices and controlled from the surface, these vehicles follow the pipeline, providing visual surveys of the pipeline and bottom conditions along the route. New systems to record corrosion control data using ROVs have not yet achieved widespread use, but are increasingly accepted by the pipeline industry (Weldon and Kroon, 1992).
Conventional cathodic protection monitoring of offshore pipelines is generally conducted by measuring the pipe-to-electrolyte potential of the pipeline at easily accessible points, generally the platform riser and/or a point onshore. This technique produces data for only one or two points, so there is some difficulty in judging the protective status of the rest of the pipeline, which depends on such things as the condition of protective coatings and the integrity of anode-to-pipe connections.
There are two ways to get more information, whose merits depend on specific conditions of the pipeline, such as length and depth, water clarity, type of corrosion coating, whether or not the pipe is buried, and the type of corrosion protection used:
-
Spot monitoring of the pipeline potential is generally limited to locations where other maintenance or construction activities are being carried out by divers. The locations of such work are independent of anode locations, which are potentially more valuable monitoring points. Still, the additional information can be useful in the absence of other monitoring opportunities.
-
Close-interval potential surveys provide a nearly continuous plot of the pipeline potential. Towed “fish” or ROVs can be used to carry the monitoring equipment. ROVs,
-
which follow the pipeline more closely and consistently, are generally most effective. They also can carry video cameras, which reveal even minor coating defects (on pipelines that are not covered with sediments).
Internal Corrosion Protection
The phenomenon of internal corrosion is well understood by the pipeline industry, but requires increasing attention as pipelines and oil and gas producing fields age. In both gas and liquid lines, corrosive mixtures of foreign materials such as brine, drilling fluids, and bacteria from production reservoirs, not removed by production equipment, travel in the product stream. Metal loss from internal corrosion is generally concentrated at the bottoms of the pipe and at low spots, especially in gas lines because the corrosive substances tend to be heavier than oil or gas. In some cases, a combination of erosion and corrosion can occur. As more pipelines transport mixtures of produced fluids (oil, gas, and water), corrosion problems have become more complex, but they remain manageable.
The internal corrosion problem has grown more challenging in natural gas lines during the past 10 to 15 years, owing to changes in operating and economic conditions. At one time, gas accepted for purchase or transportation by many systems, was required to be dry (free of entrained liquid or liquid vapors of any type, including water, hydrocarbons, distillates, or condensates produced with the natural gas). Today pipelines are more likely to carry such liquids to shore, because of the value of the recovered liquids and the operational efficiencies of separation ashore, as well as the limited water disposal options offshore. Cooler temperatures around the pipeline on the ocean floor cause condensation of entrained liquid vapors, including water, resulting in formation of corrosive liquids (Darwin, 1992). Shifts of production to deeper waters will tend to increase condensation of many of these corrosive fluids, because pipelines will carry more mixed fluids longer distances from producing fields to treatment and separation facilities, and in cooler waters.
Internal corrosion is more difficult than external corrosion to locate and quantify, owing mainly to the relative inaccessibility of intermediate sampling points on offshore pipelines. Onshore, monitoring can be performed at valve sites, stations, instrument locations, and other points, to help isolate and locate active internal corrosion. Offshore there is typically no opportunity to establish monitoring points except at the originating platform. This location is of limited use in establishing the existence of corrosion downstream. It is far more desirable to have monitoring points at both intermediate and end points of a pipeline. Even under the best of circumstances, onshore or offshore, it may be difficult to determine where fluid velocities and pipeline profiles combine to allow water to drop out of the fluid, or to cause erosion of the pipeline; the chemistry of the fluid and the nature of entrained substances all affect internal corrosion activity.
Operators use various indirect means of monitoring internal corrosion. Fluids are often monitored continuously for corrosion products at both termini of pipelines. Small sacrificial pieces known as coupons, immersed in the flowing gas or liquid, can be removed to test for the extent of internal corrosion. The resulting analytical information is used as the basis for corrosion inhibitor injection programs and for scheduling cleaning runs by “pigs” carrying internal scrapers and brushes. Gas pipelines most commonly use corrosion inhibitors. Liquid pipelines can rely on the flow of the liquid to keep entrained water in suspension, thus limiting accumulation of corrosive substances on the walls of the pipe. Sometimes it is possible to obtain a general indication of the rate of corrosion activity in a pipeline system by monitoring the content of iron in water emitted from the
pipeline system. A high iron content would indicate need for a detailed survey and remedial action. As production declines in some offshore fields, and liquid velocity drops to the point at which water settles out, internal corrosion control in liquid pipelines will be more important.
Cleaning pigs—hard rubber or inflatable plastic spheres or cylindrical devices that travel with the product flow—are often used to move foreign substances to a downstream location where they are removed from the system. The recovered material is analyzed to determine the adequacy of the internal corrosion control measures, including any chemical inhibitor programs in use. In many pipeline systems (mainly those with subsea connections with other pipelines), the use of pigs is difficult or impossible. Where feasible, it is an important means of increasing the effectiveness of internal corrosion control, used by most pipeline operators. It not only removes corrosive materials and gives operators information on corrosion activity in the pipe, but also brings corrosion inhibiting chemicals in better contact with the pipe surface.
Newer technologies have been developed to provide more precise identification and location of problem areas. In-line inspection (ILI) devices (also known as smart pigs), discussed later in this chapter, are suitable for some pipelines, but are limited generally by the physical characteristics of existing pipeline systems, such as tight bends, restrictions in subsea junctions, and the lack of room on platforms for pig launching and receiving equipment. Retrofitting may be difficult and expensive. Research is underway by the pipeline industry to reduce the length and weight and improve the accuracy of such devices.
Internal corrosion tends to occur fairly consistently in several distinct locations of offshore pipelines: in the bends at the bases of risers (pipes that connect seabed pipelines to platforms), where corrosive liquids tend to accumulate (especially in gas lines); and in small-diameter flowlines (pipelines connected directly to producing wells), where corrosive liquids and sand are contained in the unprocessed fluids. Knowledge of these patterns allows the targeted use of specific inspection measures and remediation techniques.
MAINTENANCE AND INSPECTION
Equipment and piping maintenance performed on marine pipeline facilities that are above the water line is very similar to that performed onshore. Maintenance procedures and inspection and calibration intervals are established based on the type of equipment involved, the potential consequences of failure, and the likelihood of various failure modes. The purpose of this preventive maintenance is to prevent equipment failure which could have adverse safety, environmental, operational, or financial consequences. Repairs are performed as needed, according to established procedures.
The same general principles apply to marine pipelines facilities on the seabed. However, access to equipment and piping on the seabed is more difficult, and special techniques are needed. Both inspection and maintenance can be performed by specially developed machines or specially trained divers. The sophistication of the work that can be performed on the seabed is limited, and submerged facilities are designed accordingly to minimize the need for access. Typically, the only pieces of equipment that are submerged are the pipe, tie-in valves, check valves, and some other miscellaneous fittings associated with subsea junctions. A combination of techniques is used for maintenance and inspection.
The interface of pipeline and platform is critical. Pipeline maintenance can expose platforms and platform personnel to unexpected hazards (Cullen, 1990; U.S. Department
of Transportation, 1989). By the same token, platform activities can endanger pipelines (Minerals Management Service, 1991a, 1991b). Adequate communication and carefully specified procedures must be used for this work to be done safely and effectively.
External Inspection
External inspections of marine pipeline facilities are performed only as conditions warrant, for reasons of cost, safety, and environmental impact. Any diver-assisted operation carries risks of injury. The disturbance of sediments and the potential for damage to the pipe raises environmental issues. Cost issues arise when the anticipated benefits are not adequate in comparison to the costs incurred. Direct access to submerged pipelines is in any case limited, because the pipe is buried and/or covered by a corrosion-protective coating and sometimes a concrete coating (used to add weight to the pipe). External inspection is therefore limited primarily to situations where significant damage is suspected (as, for example, when a ship's anchor has been accidentally dragged near the pipeline) or when it is necessary to confirm the pipeline's location or burial status.
The inspection technique used depends on the results desired. For equipment that is submerged but not buried, divers or ROVs can make direct visual inspections. Even for equipment that is buried, it may be possible to uncover the piece of equipment or section of pipe (albeit at great cost) and achieve the same direct access or, in rare cases and in shallow water, even raise it to the surface for repair without disconnecting it.
Alternative methods of externally inspecting subsea pipelines use specially designed sonar or magnetic devices that are towed along or across a pipeline to give an electronic, rather than visual, indication of the pipeline's location and burial status. (See Chapter 5 for discussion of shallow water depth-of-cover inspections.) These indications are, of course, indirect; that is, the data must be interpreted and translated into useful information. Accompanying this indirect method of inspection are certain inaccuracies inherent with these techniques; however, these methods do have very definite and widespread applications offshore.
Internal Inspection
To determine the structural condition of a pipeline, operators use either pressure-testing, to reveal incipient leaks, or instrumented in-line inspection (ILI) devices (generally known as smart pigs) passed through the line to record data that indicates metal loss or certain other pipe characteristics. These measures complement the corrosion control and monitoring methods discussed earlier in this chapter, and are generally used together, to meet the circumstances of a particular pipeline and its operating conditions.
Pressure-Testing
Pressure-testing is commonly used to verify the integrity of pipelines after installation or repairs regardless of the system's age. The pipeline is filled with water and pressurized, generally to 125 percent of operating pressure (90 percent of the specified minimum yield strength), to reveal leaks and flaws.
As a routine inspection measure, pressure-testing has serious limitations, particularly offshore. First, it detects only flaws that are near critical size, and thus gives the operator little or no warning of impending failure. In addition, it generally requires shutting-in an entire field, and sometimes several fields. Pressure-testing must take its place among the
inspection alternatives available to the operator, useful for certain purposes but not a broadly applicable means of assurance.
In-Line Inspection Devices
The use of in-line inspection (ILI) devices (more commonly referred to as smart pigs) to measure various physical characteristics of pipelines has continued to gain acceptance in the pipeline industry as the technology has developed and improved. A variety of ILI devices are used to provide information to pipeline operators, such as the types and locations of pipe anomalies, the radii and locations of bends, and even photographic images. Most carry instruments to measure either ultrasonic signals or magnetic flux leakage, which indicate metal loss. They carry their own batteries, tape recorders, and odometers. ILI services are now supplied worldwide by more than a dozen companies offering more than 20 types of smart pigs. These pigs are launched from special “launch traps,” propelled by the transported oil or gas, and removed through “receiver traps.”
Smart pigging technology has progressed significantly, and is likely to continue improving, driven by the needs of the pipeline industry (H. O. Mohr Research and Engineering, 1989). Technology development efforts are ongoing, both here and abroad.
Limitations of Offshore Use. Most smart pigging in the United States has taken place in onshore pipeline systems, where smart pigs have earned a place among the various techniques available to operators to evaluate the long-term integrity of pipeline systems. However, the conditions of offshore pipelines are more challenging, and widespread use of smart pigs there will require substantial advances in technology. First, today 's smart pigs are too big (about 8 to 12 feet long) to fit the vast majority of offshore pipeline systems in U.S. waters, with their varying pipe diameters and tight bends, restrictive subsea connections, and limited space on platforms for the needed pig launch and receiver traps. Conversion of these pipelines is rarely practical. As offshore oil and gas production moves into deeper waters, most new fields will rely on pipelines that tie in to the existing pipeline system, which will continue to limit smart pig use. In new and existing lines that run from platform to platform or from platform to shore with properly sized subsea tie-ins and without sharp bends, smart pigs may be accommodated.
The question of cost-effectiveness, though, will remain a real one. Even with marine pipelines that can accommodate smart pigs, the procedure is significantly less cost-effective offshore than onshore:
-
The consequences of the corrosion failures and other minor leaks that could be prevented by smart pigs are smaller offshore, with no human safety or property damage impacts and generally minimal environmental impacts (see Chapter 2).
-
The costs of smart pig surveys are significantly higher. Preliminary line cleaning is more difficult, and sometimes impossible, because of the heavier wax deposits that form in marine oil pipelines. Temporary launching facilities are more difficult and costly to install offshore. On existing pipelines, indicated defect locations are harder to establish, because the temporary magnetic mile markers placed on pipelines onshore for use in calibrating distance readings are not practical offshore (where their placement would be very expensive). (On new pipelines, it is possible to improve the accuracy of flaw location, for example, by installing permanent magnetic mile markers or using accurately located weld joints as mileage calibration data.)
-
The costs of postsurvey inspections to verify indicated flaws are significantly
-
higher, because of both the inaccuracies referred to above and the inherently higher costs of access to pipelines offshore. Divers must be sent down and work barges used to locate, recover, and expose the pipe and verify and measure the pit. They often must work in zero visibility on pipelines with several inches of concrete weight coating; because reference magnets are not practical offshore, even the location from which to begin the search may be highly uncertain. The costs, which vary from several hundred thousand dollars to more than a million dollars for a single investigation, are about 50 to 100 times greater than a comparable investigation onshore. However, it is not necessary to make a detailed internal inspection of every indicated flaw. The operator has a range of alternatives for monitoring including pressure tests, reviews of pipeline operating records, and use of hydrocarbon sensing techniques.
-
Other, “hidden,” costs of smart pigging are higher offshore as well. Repairs may be made of flaws that might never have resulted in leaks if undiscovered. (Industry experience suggests that only 5 percent of the anomalies identified in smart pig surveys actually require repair, but 100 percent must be evaluated for severity, and some must be inspected visually.) Diving and other marine work are more dangerous than the activities required onshore, and jetting, uncovering, and retrenching pipelines disrupts the marine environment. Coating removal and repair may also do long-term damage to the integrity of the pipeline's coating system, creating problems elsewhere.
-
Offshore systems have less operating flexibility in the event of a line blockage or lodged pig. There is no emergency storage capacity for oil offshore, and quick access to the problem location is impossible, so a single blocked line typically shuts in the production of dozens of producing platforms for days or weeks. Once a line is blocked, it generally cannot be cleared without some release of oil or gas to the environment.
All of these considerations favor alternative means of ensuring pipelines' integrity, such as the corrosion control programs described earlier in this chapter. The nature of corrosion activity offshore generally favors the use of corrosion monitoring techniques that are less effective onshore. The uniform conductivity of seawater, for example, removes some of the limitations of corrosion monitoring onshore, such as shielding due to disbonded coatings and localized corrosion due to severe soil conditions.
To be widely useful offshore, smart pigs must become more compact or “passable.” To be cost-effective offshore, these devices must improve their accuracy and reliability, reducing the costs and uncertainties associated with anomaly verification in the offshore environment.
Recent Reports on Smart Pigging. Two recent U.S. government reports have reviewed the technology of smart pigging (Research and Special Programs Administration, 1992; U.S. General Accounting Office, 1992). Both focused on onshore pipelines.
One of these reports, by the Research and Special Programs Administration (RSPA) of the U.S. Department of Transportation, used historical accident data in an economic feasibility study of the periodic use of smart pigs in both hazardous liquid and gas pipelines. It concluded that using smart pigs is cost-effective when only minor modifications to the existing pipeline are needed to accommodate them, and when one or more specific risk factors is present, such as proximity to a highly populated area, known corrosion or coating disbonding, or pipe deformation due to settlement or dredging activity. The cost-benefit analysis considered the safety, property damage, and environmental consequences of pipeline leaks as well as the costs of the periodic surveys. A key as-
sumption was the presence of highly populated areas, so the benefits of smart pigging could more reasonably be expected to include safety and property damage effects. The study recognized that most pipeline leaks that would be prevented (small seeps due to isolated corrosion pits) have no safety or property damage consequences, and minimal environmental consequences.
The second report, by the U.S. General Accounting Office (GAO), focused more generally on the use, capabilities, and limitations of smart pig surveys in gas pipelines. It included a survey of the pipeline industry, state and federal regulators, and other sources. Most users, it found, question the accuracy of smart pig surveys in measuring and locating corrosion pits and other pipe anomalies; smart pig inspections must be supplemented by visual inspections of suspect areas of the pipe or other corrosion inspection, monitoring, or leak detection techniques.
Used in conjunction with other inspection techniques, the GAO report found, smart pigs can help identify potential pipeline defects and reduce pipeline leaks. But users believe that technological improvements are needed to permit smart pigs to more accurately measure the geometry of corrosion pits, which is vital to estimating their risk. In addition, smart pigs need to be further developed in their ability to detect other pipe defects, such as metal loss in weld zones and disbanded coatings.
The GAO report recommended that, as the Office of Pipeline Safety completes its studies and rulemaking on the use of smart pigs, it consider the capabilities, limitations, and costs of smart pig surveys. The GAO report itself did not attempt to quantify the potential benefits or costs. Nor did it discuss how to address survey inaccuracies and the other verification costs associated with follow-up visual inspections, although these items would need to be considered.
The conclusions of these studies are consistent with information presented to this committee by pipeline operators, which suggests that smart pig data were often hard to interpret, and in some cases erroneous (Bowles, 1992; Houston, 1992; Robinson, 1992; Winters, 1992). Although data obtained from smart pigs indicate the existence and relative magnitude of metal loss, the precise geometry of the pit or flaw cannot be established unless it is physically exposed. It is this geometry that is critical in determining the scope and need for repair.
The pipeline industry has begun construction of special test loops for smart pigs. These loops are made of pipe containing known defects of various geometries, and will be used to improve the evaluation of smart pig survey data. The results, however, may not be realized for several years.
The two government studies concentrated on onshore pipelines. As noted above, there are key differences between onshore and offshore systems that tend to reduce the applicability of smart pigs to offshore pipelines.
As the RSPA and GAO reports indicate, improvements in smart pig technology is needed before their net benefits will allow them to be used by pipeline operators more widely and routinely. At present, specific risk factors (such as population density) must exist for individual pipelines to warrant smart pig surveys. Offshore, with significantly higher survey costs and with little or no safety or property damage consequences, such risk factors must be even greater to justify the use of smart pigs. Even then, with the small number of offshore pipelines that can accommodate smart pigs, other solutions— such as the various corrosion monitoring measures described earlier in this chapter— are more practical in the vast majority of cases.
Alternative Inspection Measures. Because corrosion tends to occur in certain distinct areas of offshore pipelines, such as risers and small well flow lines, specific local inspection measures and remediation techniques are generally more effective than the use of smart pigs that survey entire pipelines. In the case of flow lines, the use of smart pigs is precluded, because of their small diameters and the lack of means to install pig launch traps. For risers, inspections by divers or ROVs carrying ultrasonic thickness devices, or specially equipped tethered smart pigs can be used for these local inspections. Even in those cases, the emphasis is on corrosion prevention and corrosion control monitoring; metal loss is suspected only when identifiable risk factors exist.
As shown in Chapter 2, most pipeline leaks and corrosion failures result in small leaks that are readily detectable; the most significant pipeline ruptures and spills are caused not by corrosion, but by damage from vessels and their gear (see Chapter 5). Although pipeline operators' efforts to control corrosion do not prevent all releases, most have a strong economic incentive to maintain the long-term integrity of these valuable assets. Moreover, small leaks do not readily expand into large ones, according to industry observations and the failure data. Pipeline failure statistics since 1973 show only one spill of more than 50 barrels that was attributed to internal corrosion; that spill, which occurred in 1973, is estimated to have released 5,000 barrels. There have been no corrosion-related spills of that size since, probably because of monitoring by operators and increased regulatory attention to inspections by operators and frequent aircraft and helicopter observation to detect bubbles and sticks.
Inspection Requirements of Regulatory Agencies
Both the OPS and MMS require specific maintenance and inspection tasks to be conducted at set intervals. But agencies differ substantially in their approaches. The MMS inspection program is larger and more direct than that of OPS, with frequent visits to platforms and requirements for formal reports. OPS leaves inspection and maintenance largely to the operators, enforcing its safety requirements with periodic audits of company records.
Office of Pipeline Safety
OPS regulations require operators to conduct periodic visual surveys of offshore pipelines for leakage (no less than once per calendar year for gas pipelines [49 CFR 192.705] and 26 times per calendar year for hazardous liquid pipelines [49 CFR 195.412]). Inspection intervals for cathodic protection systems, valves, and other devices are also specified in OPS regulations.
OPS regulations (49 CFR 190.203) give the agency general authority to inspect pipelines and related records for compliance with applicable regulations. Such inspections are generally audits of companies' records. Regional Directors are responsible for scheduling these inspections. They are necessarily rather infrequent; OPS, for example, has only two full-time inspectors in the Gulf of Mexico, to cover more than 13,000 miles of pipelines, under the management of more than 160 different operators (personal communication, Jim Thomas, Office of Pipeline Safety, Southwestern Region, February 4, 1993). (By contrast, MMS has 70 inspectors in the Gulf OCS region, albeit with the more complex task of assessing the safety of both pipelines and platforms [Alvarado et al., 1992].)
The Pipeline Safety Act of 1992 (P.L. 102-508) requires the Office of Pipeline Safety
to specify circumstances in which smart pigs or equivalent inspection technology must be used, and where facilities can be modified to accommodate such devices. Local population density and environmental concerns are critical factors to be considered.
Minerals Management Service
MMS requires pipeline operators to inspect pipelines regularly—at least monthly— for evidence of leakage. In addition, operators must conduct pipe-to-electrolyte potential measurements annually, to ensure the cathodic protection of pipelines equipped with rectifiers or anodes with life expectancies less than 20 years (30 CFR 250.155); results must be reported to the Regional Supervisor (30 CFR 250.158). Pipelines taken out of service for repair must be pressure-tested before being returned to service, and pressure-testing may be required if the Regional Supervisor has reason to believe the pipeline has been damaged or weakened (30 CFR 250.155).
Only in California, on the outer continental shelf, is the use of smart pigs routinely required by regulators of the Minerals Management Service; there, the pipelines are more recently installed, for the most part, with fewer connections and elbows to impede the passage of pigs. The corrosive hydrogen sulfide-rich crude there also demands more thorough internal inspection.
DETECTING AND LIMITING LEAKS
Leak detection options are varied, depending on operational and environmental conditions. Visual detection, during periodic overflights, is quite reliable (although slow) in fair weather, but wind-generated waves can obscure gas bubbles or oil sheens. Automated leak detection, using pressure or flow sensors, is in principle more sensitive and quicker, but in complex offshore networks, with multiple inputs and wide variations in flow, can produce unacceptable numbers of false alarms. In general, automated leak detection is less reliable for gas lines than for liquid lines, owing to the compressibility of gas.
A variety of systems is in place to prevent or limit leaks in case of pipeline failure, including emergency shutdown systems, flow restricting check valves, and pipeline isolating block valves. In the worst case, emergency isolation systems for platforms are needed in case of pipeline failures that threaten platforms. The 1989 fire and explosion on a Sonat/Arco platform in lease block South Pass 60, in which seven crew members died and ten were injured, with $70 million in property damage, would have been prevented by the use of such a system; in fact, such a system had been installed, but had not been added to the engineering drawings (U.S. Department of Transportation, 1989).
The Minerals Management Service (MMS) of the U.S. Department of the Interior has new authority to approve oil spill prevention and response plans, under the Oil Pollution Act of 1990; the MMS is considering standards that may address leak detection methods. In addition, OPS, under the Pipeline Safety Act of 1992, must prescribe requirements for leak detection methods and for emergency shut-in valves to minimize spill volumes.
Routine Operations
Production and transmission differ broadly in operating conditions, and present correspondingly different leak detection problems. Most marine production pipelines function very similarly to their onshore counterparts. Flowlines transport multiphase production (containing gas, oil, and water) to processing platforms. Gathering lines transport par-
tially or fully processed product (i.e., separate lines for gas, oil, and water) to other platforms, where they are further processed or handled prior to injection into a transmission line. These lines and platforms are all owned and operated by the producer and are usually contained within a radius of several miles. Operating parameters are monitored locally at the platforms or at a central platform.
Marine transmission pipelines function more like gathering systems than like traditional point-to-point transmission lines on shore (Darwin, 1992). That is, they collect product from various production platforms and transport them to shore facilities for further transmission to refineries or distribution. Which platforms are tied in to a given pipeline system is determined mainly by proximity, the type of commodity transported, and available pipeline capacity. The federally mandated concept of open access requires that any producer can be tied-in to any compatible pipeline system that has available capacity. The typical result is that several producing companies from numerous locations inject simultaneously into a single pipeline company's system. The pipeline system operator monitors the operation by tracking key parameters, using instruments located at each injecting platform and at the shoreside receiving end of the pipeline. Monitoring instruments are rarely used at intermediate points on the pipeline or subsea tie-in points.
Producing platforms inject directly into the pipeline system, with units starting up and shutting down independently of one another. As a result, significant changes in flows and pressures occur. Since the pipeline systems were designed to transport the anticipated product, these transients are well within the operating range of the pipeline system. The only valve switching that occurs routinely is at the receiving end of the pipeline; therefore, offshore operations consist primarily of the monitoring of operating parameters such as pressures and flow rates, rather than the more complex line switching operations that can occur onshore. Except in emergencies, this continuous operation is interrupted only briefly (mainly for maintenance).
Most marine transmission pipelines and a growing number of production pipelines use SCADA systems, which allow them to be monitored and/or controlled from remote locations. The use of SCADA systems for marine pipelines has developed in conjunction with technological advances in data processing and communications. These advances have allowed data from remote locations to be more reliably transmitted to central locations for monitoring and processing. These capabilities have been in place onshore for many years. As transmission equipment becomes more compact and communications systems more reliable, new installations are designed and existing facilities retrofitted for more sophisticated SCADA systems. The degree of sophistication depends largely on the proximity of the monitored facilities to monitoring personnel. Thus, SCADA systems tend to differ depending on whether the pipeline functions as a transmission line (longer distances, multiple injections, and remote personnel) or a production line (shorter distances, single inputs, and manned facilities).
On transmission lines, key operating parameters (typically pressures and flow rates from sensors located at platforms) are monitored, displayed, and recorded at an off-site control center. In gas pipelines, temperature, free water, and water vapor may also be monitored. The status of key equipment—pumps on or off, valves open or closed—can also be monitored and displayed. The SCADA system is set to issue an alarm or a command signal, to keep operation within the desired limits. The controller or dispatcher monitors the displayed information and executes commands through the control keyboard while communicating with operating personnel at the platforms and other field locations as needed. The operation of a marine transmission pipeline system consists of this combi-
nation of computer and human system; the computer and equipment monitor conditions and hold them within desired limits, while the human sets desired limits and assesses operating conditions.
Marine production pipelines, by contrast, lend themselves typically to automated operation, with minimal human intervention. As a result, the more complex SCADA systems used on transmission pipelines are not required. Production flowlines tend to operate continuously at relatively constant flow rates and production gathering lines tend to be either “on” or “off,” again operating at relatively constant flow rates. Only very limited data monitoring and transmission is required (unless production of more than one operator is commingled and must be metered for royalty purposes).
Complementary Leak Detection Techniques
Leak detection for operating marine pipelines typically involves a number of coordinated and complementary activities and systems, ranging from simple visual observation to sophisticated real-time, computer-based SCADA systems. Evidence of leaks is detected by periodic overflights of pipelines. On liquid pipeline systems, manually calculated daily line balances (comparing the flows into the pipeline with those out) are made to reveal undetected losses. Finally, a range of sensor-and computer-controlled systems, including high- and low-pressure switches and SCADA-based setpoint-limit, rate-of-change, and line-balance systems, is available. Acting in concert, different combinations of these systems can maximize the effectiveness of leak detection capabilities and compensate for the others' weaknesses (Figure 4-1 and Figure 4-2).
Visual Surveillance. An important element of leak detection is accomplished through visual surveillance—both that done by design from oilfield helicopters and supply boats, and that done by chance by routine marine traffic. This approach allows relatively small as well as large leaks to be detected, but may take days or weeks.
MMS regulations (30 CFR 250, subsection J) require visual inspection of the pipeline route from aircraft or visual inspection of the pipeline route from aircraft or surface vessels at best once each 30 days. These observations, generally made during routine traffic of personnel and supplies, have been an important means of leak detection and have worked well, according to MMS personnel (personal communication, Alexander Alvarado, Minerals Management Service Gulf of Mexico Region, March 11, 1994). Aircraft and vessel operators sighting a leak or spill are required to report the sighting.
Manual Line-Balance Calculations. Another typical method, used for liquid pipelines, involves a manual comparison of volumes delivered into a given pipeline system versus volumes delivered out. These manual line balance calculations are performed on a daily basis and require that each injecting platform operator call a central location each morning to report daily totals injected into each line segment. Totals are recorded and checked against the total delivered onshore. Discrepancies in these comparisons of volume in versus volume out trigger action. This system is capable of detecting relatively small, as well as large leaks, although not very quickly. It is less effective for gas lines, because of the greater compressibility of the fluid, and the presence of entrained liquids in the gas flow.
Automatic Leak Detection Systems. Automatic leak detection systems rely on sensors and/or SCADA systems to identify and signal alarm conditions.
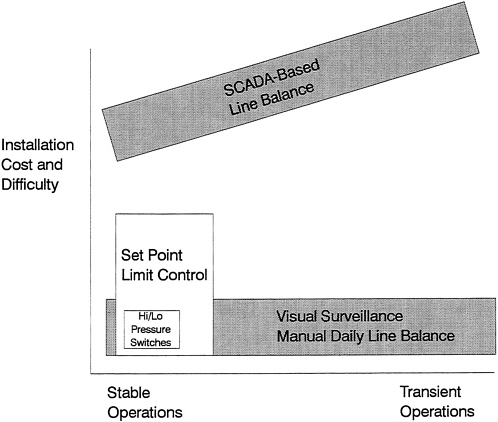
FIGURE 4-1 Schematic drawing comparing the advantages of different leak detection methods as functions of installation costs and relative stability of pressures and flows.
Setpoint-Limit Control Systems. Setpoint-limit control systems establish limits on operating parameters such as pressures or flow rates, or (much less frequently) the rate at which they change, to identify upset conditions. These systems are quick to detect large leaks, but they require steady flows and pressures to operate effectively. The more variable a pipeline system 's operating parameters and the greater the span between control limits, the less effective this type of system is in detecting leaks. Even when limits can be set extremely tightly on a pipeline system with steady flow and pressures, small to medium-sized leaks may not be detected because of system noise and the limits of equipment accuracy.
SCADA-Based Line-Balance Systems. SCADA-based line-balance systems continuously compare volumes into a liquid pipeline systems with volumes out. Typically, a short-term (1 hour) and a long-term (24 hour) time period are used for these comparisons; a medium to large leak can thus be detected more quickly, but with adequate “accumulation” time to reveal small leaks too. (The High Island Pipeline System leak in 1988 totaled 15,576 barrels; the SCADA system, monitored with a 24-hour period, would have detected the
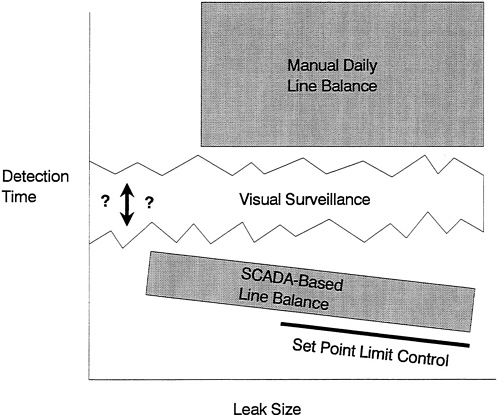
FIGURE 4-2 Schematic drawing comparing the advantages of different leak detection methods as functions of sizes of leaks and detection times.
leak much more quickly if monitored on an hourly basis.) These systems are relatively expensive to install and require metering devices on all inputs and outputs to a given pipeline system. Their application to marine liquid pipelines has only recently become practical, owing to reductions in equipment size and improvements in the reliability of data gathering and transmission equipment.
If the changing pressures, temperatures, soil and water characteristics, and liquid characteristics could be measured at close intervals along the pipeline, these calculations could conceivably be accurate enough to detect small leaks. In practice, however, these parameters cannot be practically measured in most offshore pipelines, and significant differences result between volumes metered in and volumes metered out. Operators must accept these smaller differences to maintain operations, but assess their trends over time so as to reveal possible smaller leaks. Small leaks are therefore not quickly detected by such systems.
TABLE 4-1 Leak detection methods compared
|
Leak Detection Method |
Strength |
Limitation |
|
Visual surveillance |
Detects small leaks as well as medium and large. |
Monitoring is not continuous. |
|
Setpoint limit control |
Quickly detects large leaks. |
Requires steady flows and pressures. |
|
Manual daily line balance |
Detects small to large leaks. |
Performed only once per day; human error in calculations can occur. |
|
SCADA-based line balance |
Detects small to large leaks, with speed and accuracy depending on the complexity of the pipeline system. |
Threshold leak sizes must be exceeded; does not detect large leaks immediately; requires meters on all inputs and outputs. |
TABLE 4-2 Applications of leak detection methods in different types of operations
|
Leak detection method |
||||
|
Visual |
Setpoint-limit |
Line balance a |
||
|
Pipeline operation |
survey |
control |
Manual—daily |
SCADA—continuous |
|
Low-throughput, stable operations |
X |
X |
X (Liquid) |
|
|
Low-throughput, transient operations |
X |
X (Liquid) |
||
|
Medium-throughput, stable operations |
X |
X |
X (Liquid) |
|
|
Medium-throughput, transient operations |
X |
X (Liquid) |
||
|
High-throughput, stable operations |
X |
X |
X (Liquid) |
|
|
High-throughput, transient operations |
X |
X (Liquid) |
||
|
a Can be used only where metering exists or can be readily installed. |
||||
Table 4-1 summarizes the strengths and limitations of the varied options under different conditions. Table 4-2 is a guide for determining which leak detection method is effective for a given type of operation.
Future Leak Detection Technology
In the short term, no substantially new technology for leak detection is on the horizon, although current technologies will be improved. Technological development in the area of leak detection methods is being driven by industry to address the limitations of existing methods. Statistical analysis of flow and pressure rates of change and modeling of system transients are developing areas are basically mathematical analyses of operating parameters. “Sniff” systems, commonly used onshore, consist of tracer tubes buried next to the pipelines, which continuously monitor the tube contents for the presence of hydrocarbons, thus indicating a pipeline leak; they presently have a very limited range (approximately 10 miles), and their effectiveness is compromised in the offshore environment due to the continuous decay of marine life which exudes hydrocarbons (Jolly et al., 1992).
Responding to Leaks and Other Emergencies
A variety of systems are in place to address emergencies associated with marine pipelines. Emergency shutdown systems, flow restricting check valves, and pipeline isolating block valves minimize or prevent leaks, and emergency response procedures and
planning efforts mitigate the effects of leaks. In addition, personnel evacuation and facility security measures are initiated for approaching storms and hurricanes, and integrity verification checks are made prior to restarting a pipeline.
Emergency Shutdown and Platform Isolation Systems
Emergency shutdown systems on transmission pipelines include high-and low-pressure switches or automatic pilots and, where metering exists, high flow switches at the originating points. Additionally, an emergency shutdown capability exists locally on the platform and, in some cases, remotely from a central control center. For production pipelines, automatic “cascading” shutdown systems are used, with shutdown initiated by switches that sense pressures (or rates of pressure change) that are higher or lower than preset limits. Emergency shutdown capability exists at the platform, and, in some cases, on a nearby companion platform as well.
Manual, remotely operated, or automatic block valves at platforms and onshore facilities are used to isolate transmission pipeline systems. Check valves at most subsea tie-ins prevent backflow from the trunkline into a failed section of line. On production lines, automatic valves on platforms at either end of the pipeline are used to isolate the pipeline from the platform and, in the event of a platform incident, the platform from the pipeline. Pipelines that carry hydrocarbons aboard platforms represent sources of fuel that must be quickly isolated and protected from any and all emergencies which could occur within the platform's process and handling facilities. A platform's emergency shutdown and safety systems can be effective only if the platform can be isolated from the additional volumes of fuel that pipelines transport and contain (Cullen, 1990). The 1988 PiperAlpha accident in the British North Sea, which killed 167 crew members, and the 1989 South Pass 60 accident, which killed 7 and injured 10, were both platform fires in which inadequate isolation of platforms from pipelines containing gas was a contributing factor.
To isolate incoming and outgoing liquid, gas, and multiphase pipelines, operators typically use a flow-restricting device (FRD), located (and protected) to ensure longterm reliability. Ideally, these valves are located as close as possible to the boarding riser (the pipeline carrying product onto the platform), and placed above the splash zone, but below the operating decks of the platform. Typically, the devices are placed more than 12 feet above water level, and often much higher. However, subsea valves are sometimes used, after due consideration of the methods used both to actuate the valve and to periodically verify its operability. The FRD may be fail-safe, capable of operation with a total loss of power, air, hydraulic, and communications interface. The seats and seals are usually of fire-safe design, capable of withstanding extreme temperatures, and the FRD is protected against damage from physical contact, using a mechanical or structural barrier if required.
The FRD is either self-acting (that is, automatic) or is linked with the platform's emergency shutdown (ESD) system. FRDs can be remotely operated, but only if they are monitored continuously from a control center with fail-safe and immediate communications to indicate platform emergencies which would initiate immediate FRD actuation. In all of these cases, the boarding pipeline systems are designed to safely accommodate the pressure surges and flow stoppages which would accompany FRD actuation.
The FRD typically consists of a ball or gate valve on incoming and outgoing gas and multiphase lines and on incoming liquid lines. On outgoing lines, a check valve is deemed adequate, as long as it meets the other fail- and fire-safe criteria. For pipelines requiring continuous operation, even in the event of platform emergencies, consideration is some-
times given to “protected” or subsea emergency bypasses, which can be used safely throughout the duration of platform emergencies.
Regulatory Requirements
OPS regulations contain performance-oriented requirements for responding to abnormal and emergency pipeline conditions. In addition, there are prescriptive requirements for the design and annual inspection of overpressure safety devices which prevent operating pressures from exceeding 110 percent of their normal limit. The performance requirements cover methods of detecting and responding to abnormal conditions by monitoring pressures, flows, and other operational data. Response to abnormal or emergency conditions can involve performing an emergency shutdown, reducing operating pressures or flows, or other actions deemed necessary. Isolation valves are required at all pump stations, storage tank areas, lateral takeoffs,, and at locations along the pipeline that will minimize damage or pollution due to a liquid pipeline release. It is left for the operator to determine which of these valves to tie-in to a control center or to an automatic emergency shutdown system. This determination is based upon, among other things, both the potential adverse and beneficial impacts valve closures and other operator actions could have on the safety of the pipeline system and other connecting laterals and platforms.
The OPS, under the Pipeline Safety Act of 1992, must issue regulations prescribing the circumstances in which operators of hazardous liquid pipelines must use emergency flow-restricting devices and other systems or procedures to detect pipeline ruptures and limit releases.
MMS regulations, like those of the OPS, generally set the performance levels required rather than requiring specific techniques. Certain shutdown equipment, however, is specifically required. Operators must install high- and low-pressure sensors or other acceptable leak detection systems on the upstream sides of all pipelines that connect with or cross production platforms. These systems are intended to automatically shut in leaking pipelines or production facilities. MMS Regional Supervisors may also require line-balance leak detection systems, which compare the volume of flow into a liquid pipeline at the production platform with the flow at the discharge (30 CFR 250.154).
MMS is considering requirements for further safety systems. A proposed regulation would require operators to install emergency shutdown valves on pipelines downstream from facilities in addition to those which board platforms (Alvarado et al., 1992). MMS considers it desirable that all offshore platforms, including the 70 to 80 under OPS jurisdiction, incorporate systems that automatically cut off hydrocarbon flows to and from platforms in emergencies (Alvarado et al., 1992). Chapter 5 discusses emergency shutdown systems.
It is important to note the absence from OPS regulations of the high-and low-pressure setpoint-limit sensors required by MMS. This apparent inconsistency is due to the basic operational difference between MMS- and OPS-regulated lines. As explained earlier, setpoint-limit systems are appropriate for shorter lines, with single inputs and outputs and stable flows and pressures (typical of MMS-regulated lines). Because of this stability of operation, fairly “tight” setpoint limits can be established. Small changes in operating conditions, normal in OPS-regulated lines, usually indicate abnormal conditions in typical MMS-regulated lines. In the case of longer lines with multiple input and output points and widely varying operating conditions, a more sophisticated alarm system is usually necessary. However, operators of producing platforms under MMS jurisdiction generally require OPS-regulated pipeline operators to install MMS-specified high- and
low-pressure sensors and other safety devices before allowing the pipeline operators to install any facilities on the platforms.
Identifying and Notifying the Responsible Operator
As stated earlier, an important element of leak detection offshore is visual detection during scheduled surveillance and incidental observations associated with normal boat and helicopter traffic in the offshore oil and gas industry. As a result, the probability of a leak's being detected by a party other than the actual facility operator is high.
In cases in which leaks are discovered by parties other than the operators, significant periods of time can pass between the actual sighting and notification of the proper operator (National Transportation Safety Board, 1990; Alvarado et al., 1991). With no visual markers and no available locating techniques to help the observer of a surface sheen or other indication of a leak establish the identity and owner of a marine pipeline, attempts to notify the proper parties may be misdirected. In addition, phone or radio calls to platforms in the vicinity or to local agency offices may go unanswered or, if answered, may be of no help in establishing the operator(s) required to take action.
A similar potential for communication inefficiencies exist even once the proper operator is established. In many cases, the pipeline operator will not have the instantaneous capability of shutting down the facilities injecting into the pipeline system or of isolating the leaking segment (Alvarado et al., 1991; Howard et al., 1991; National Transportation Safety Board, 1990). Production facilities that inject into pipelines must be shut down in a properly sequenced fashion to preclude the development of pressure surges or other unsafe consequences on injecting production platforms. As a result, proper procedures for shutting down and isolating a leaking pipeline involve a series of phone calls to operators of all platforms which are connected to the pipeline system. In many cases, these platforms are unmanned or, if manned, personnel may not be able to respond immediately. As a result, time may be lost in attempts to initiate a timely shutdown due to these inefficiencies in the communications procedures. A more effective, standardized process of notification is needed.
A standardized reporting process could be used, possibly through a 24-hour attended center where notifications can be made by telephone, appropriate information taken, and the notice redirected to the various operators and agencies who must respond. Among pipeline and production facility operators, a “call wheel” or other similar process would allow operators to pass information along efficiently, so that system integrity checks can be initiated and the responsible operator identified. The notification center could use a standard checklist to capture as much valuable information as is available, allowing the information to be forwarded in a standardized reporting format. This information might include the block and/or coordinates of the spill location; the size and color of the sheen; the direction of travel of the sheen; the existence of marine vessels or platforms in the area; and the presence and nature of any gas bubbles.
Once the responsible operator was identified, the next phase of notification communications would begin. Operators in general and pipeline operators in particular, would need an efficient and reliable means of contacting operators of all connected facilities. Each operator might have 24-hour attended phone numbers for all operators of connected facilities, or equivalent means of immediately contacting all those operators who must take timely action. In addition, this process should include prompt notification to the proper office of all agencies involved.
Both phases of this notification process (spotter-to-center-to-operator and operator-
to-platforms) should be exercised and reviewed periodically to ensure its proper implementation and effectiveness. During these exercises, critiques should be performed so that areas of needed improvement can be identified. In addition, as pipelines are transferred from one operator to another, a means of updating all spill notification and emergency response numbers should be incorporated. This updating of telephone numbers should be implemented concurrently with the transfer of ownership. Spill volumes can be reduced, and spill containment and cleanup efforts improved, with a streamlined and reliable spill advisement system.
FINDINGS
Corrosion, while the most commonly reported cause of pipeline failures, presents relatively small risks to the environment or human safety. Corrosion leaks offshore tend to be small, and they tend to occur in predictable locations in the pipes. Operators use a variety of complementary monitoring and control techniques to limit corrosion.
Smart pigs have great promise, but most offshore pipelines are not physically or operationally suited to their use. The accuracy of smart pigs in locating defects is also rather poor, and the penalties for inaccurate defect location are much higher offshore than onshore, because of the much greater cost of access to the pipeline.
A combination of complementary leak detection systems, suited to the individual pipeline system, is the is most effective approach.
The discoverer of a leak at the water surface often has no way of identifying and notifying the responsible pipeline operators in a timely way. Better notification systems are needed.
REFERENCES
Alvarado, A., G. Daniels, S. Ledet, and C. Walker. 1991. Investigation of Shell Offshore Inc. Hobbit Pipeline Leak, Ship Shoal Block 281, January 24, 1990. OCS Report MMS 91-0025. New Orleans: Minerals Management Service, Gulf of Mexico OCS Regional Office.
Bowles, J. 1992. Presentation by Tenneco, Inc. corrosion control manager. Committee meeting. Houston, Texas. December 2.
Cullen, the Honorable Lord. 1990. The Public Enquiry into the Piper Alpha Disaster. Report to the Parliament by the Secretary of State for Energy by Command of Her Majesty. London: Her Majesty's Stationery Office. November.
Darwin, R. C. 1992. Presentation by Shell Oil Company, Pipeline Control Systems. Committee meeting. Houston, Texas. December 2.
H. O. Mohr Research and Engineering. 1989. Pipeline Pigging: State-of-the-Art Study. Houston, Texas. October.
Houston, J. 1992. Presentation by manager, offshore pipeline division, Transco Energy. Committee meeting. Houston, Texas. December 2.
Howard, D., J. Guidry, W. Hauser, and J. Leezy. 1991. Investigation of Exxon Company U.S.A. Pipeline Leak, Eugene Island Block 314, May 6, 1990. OCS Report MMS 91-0066. New Orleans: Minerals Management Service, Gulf of Mexico OCS Regional Office. Nov.
Jolly, W. D., T. B. Morrow, J. F. O'Brien, H. F. Spence, and S. J. Svedeman. 1992. New Methods for Rapid Leak Detection in Offshore Pipelines. Final report, prepared for Minerals Management Service. Contract 14-35-0001-3-613. San Antonio, Texas: Southwest Research Institute. April.
Minerals Management Service. 1991a. Report of Platform Edith Pipeline Accident of June 17, 1991. Draft. Herndon, Virginia: U.S. Department of the Interior.
Minerals Management Service. 1991b. Accident Investigation: Gina-Mandalay Oil/Water/Gas Emulsion Pipeline Break of May 10, 1991. Herndon, Virginia: U.S. Department of the Interior. June 17.
Minerals Management Service. 1992. Gulf of Mexico OCS Region, Pipeline Mileage Reports. New Orleans. November 24.
Research and Special Programs Administration. 1992. Instrumented Internal Inspection Devices (A Study Mandated by P.L. 100-561). Washington, D.C.: U.S. Department of Transportation.
Robinson, J. T. 1992. Presentation by Offshore Operators Committee. Committee meeting. Houston, Texas. December 2.
Salpukas, A. 1993. The deepest dive yet for Gulf of Mexico oil. The New York Times. October 6. D1.
U.S. Department of Transportation. 1989. Accident Report, Southern Natural Gas Company (Sonat). Arco South Pass 60 Baker Offshore Production Platform. Outer Continental Shelf, Gulf of Mexico. March 1989. Washington, D.C.
U.S. General Accounting Office. 1992. Natural Gas Pipelines: Greater Use of Instrumented Inspection Technology Can Improve Safety. GAO/RCED 92-237. Washington, D.C. September.
Weldon, C., and D. Kroon. 1992. Corrosion survey methods for offshore pipelines. Materials Performance. National Association of Corrosion Engineers. February.
Winters, B. 1992. Presentation by supervisor, corrosion control, Tenneco Gas. Committee meeting. Houston, Texas , December 2.





















