
Appendix D: Knowledge-Based Integrated Design System1
INTRODUCTION
Engineering design and manufacturing process development are crucial components of the product realization process. They are the means by which new products are conceived, developed, and brought to market. The ability to develop new products of high-quality and low cost that meet customer needs is essential to increasing profitability and national competitiveness. Improving the practice of engineering design and manufacturing is essential to achieving industrial excellence.
Competitiveness demands high-quality products to satisfy customer's performance needs (e.g., ease of final use, expendability, aesthetic appeal, and freedom from defects). Higher quality products require higher quality components and manufacturing processes. Approximately 70 percent or more of the life-cycle costs of a product is determined during design. Fixing defects and errors during design to achieve a quality product is inexpensive. It is much more expensive to fix defects if the customer finds them in the product after delivery.
Today, product realization is a series of sequential activities. During the product design phase, there is a minimum focus on producibility. The ability to manufacture the product is not considered until after the product has been designed. Communication between product design and manufacturing is lacking, and collaboration among subassembly suppliers and part manufacturers (vendors) is rare. As a result, time-to-market is longer than necessary, and final product quality may be poor relative to what it could be.
This section reports a case history that substantiates the use of advanced computer-based technologies and support for workflow process to increase the competitiveness of original equipment manufacturers (OEM) and small-to-medium size supplier enterprises (SME). The results reported are based on an Air Force Manufacturing Science program.
The design system is focused on reducing the design-to-build time for new products. This system would be a knowledge based, integrated design system for helping OEMs and SMEs to build and maintain technological leadership in the world marketplace. The overall mission of such a system is to reduce the time for delivering the first-quality production parts to the marketplace by dramatically reducing the time for product design and manufacturing process development. Such a system would enable virtual manufacturing organizations to be easily assembled to provide the support required by the OEM for bringing a successful product to market.
Companies of the future are envisioned to be more like solar systems, where OEMs will be surrounded by a plethora of highly efficient SMEs in a flexible network. This flexible network would include banks, community colleges, technology providers, and SME suppliers. This new way of being competitive would still have the advantages of a vertically integrated organization as well as the flexibility and lower overhead of such a network. These flexible networks will be both local and regional and will utilize national server nodes for materials, product design, and process development with access by OEMs and their suppliers provided over the national electronic superhighway. .
THE CASE STUDY
The case history is the development of a Blade Design Assistant for the Allison Division of General Motors, with the collaboration of IBM and UES, Incorporated, to demonstrate the benefits of an integrated design system that (1) streamlines the workflow; (2) integrates the application tools used in engineering design and manufacturing; and (3) integrates the SME supplier industries with their customers, the OEMs. The Allison Gas Turbine case history was accomplished by applying the methodologies developed under an Air Force manufacturing science program for process design to blade design (i.e., product design at an OEM).
The knowledge based integrated design system was designed to have a client-server architecture, where the server was intended to be a massively parallel computer. Using this architecture, a global methodology was developed for designing unit fabrication processes starting at the product specification stage of the product realization process. The design activity was structured as four stages: (1) design clarification, (2) conceptual design, (3) embodiment design, and (4) detailed design.
During the design clarification stage, the functional requirements that will satisfy the customers requirements are established. The functional requirements are then electronically passed to the design team responsible for conceptual design. In this design stage, all of the alternatives for satisfying the are concurrently analyzed to generate a response surface, which then is analyzed to obtain a set of near optimal design parameters. This is then reanalyzed to make certain that this near optimal set of parameters satisfies the functional requirements, which were originally agreed upon by both the OEM and all elements of part manufacturing (including the lower tier tooling vendors).
In the embodiment design stage, the process design may be further optimized by performing parametric studies on the various design parameters. The refined process design is then electronically passed to the detail design stage, where most of the engineering effort is spent.
The design activity that was briefly described above introduces a new design concept called soft optimization and soft automation. The conceptual design stage can be automated to a degree by utilizing artificial intelligence techniques such as neural network analysis that automatically provide a list of possible process-design alternatives, depending on the functional requirements defined during the design clarification stage.
This approach allows the designer to deal with real-world problems, where the best is only a theoretical ideal that is often unattainable or not cost-effective. Through the use of soft optimization techniques a modest goal of being just good enough can be achieved even for problems in manufacturing currently considered to be beyond reach by Calculus-based methods. This approach to conceptual design reduces the time for arriving at a set of design parameters that will suffice, since design problems are often incomplete (i.e., it is highly unlikely that efficient algorithms for the solution of these problems of arbitrary size will be found).
The design approach used in this research was a component of a total integrated product/process development strategy that requires the simultaneous and integrated development and qualification of all the elements of a total system, as contrasted to a sequential development process. Integrated product/process development requires a two-way flow of information between the customer (the OEM) and the lower tier SME suppliers. This is illustrated in Figure D-1. Integrated product/process development increases the focus on products and processes, improves horizontal communications, establishes clear lines of responsibility, delegates authority, establishes clear interfaces with industry, and changes the acquisition process expectations.
The aim of the knowledge based integrated design system was to develop an advanced process design system. A global design methodology was developed for designing a wide range of unit processes (e.g., casting, forging, extrusion, and sheet metal forming), starting at the product specification stage of the design process (i.e., the stage of the product realization process where the product designers have defined a set of functional requirements for the part).
The program was a team effort. The team consisted of two OEMs, a software developer and system integrator, several vendors, and universities. A structured design process that systematically moves from qualitative to quantitative process definitions was developed. Figure D-2
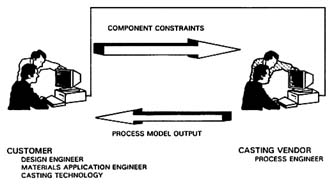
Figure D-1 Information flow in integrated product/process development.
illustrates the methods developer's frame of reference for developing and negotiating design criteria. The product definition, which passes from the product design activities, communicates across standard interfaces and becomes the initial condition (i.e., the functional requirements) for developing the formal process design definition.
The process definition method consists of procedures and rules (axioms) for each design activity and subactivity to ensure that "what the product designer wants is the same as what the product will possess after processing." The methodology that was implemented was a formal axiomatic design procedure for the creation of synthesized solutions in the form of products, processes, or systems that satisfy perceived needs through the mapping between the functional requirements in the functional domain and the design parameters in the physical domain, through the proper selection of design parameters that satisfy the functional requirements. This mapping process is nonunique, and more than one design may result. Therefore, the concept of soft optimization or being good enough based on heuristic or rule-of-thumb methods of design are emphasized for achieving cost-effective designs.
At the Allison Gas Turbine Division of General Motors, a knowledge based integrated design assistant was created based on flow charts of the workflow process already developed by the customer. In addition, the customer had identified all of the FORTRAN application programs and how they were used in the design process. Before the blade design assistant was developed, the compressor blades were being designed by a group of engineers using the several workstation and mainframe FORTRAN application programs illustrated in Figure D-3.

Figure D-2 Methods developer's frame of reference for developing and negotiating criteria.
The implemented design methodology combines the existing FORTRAN application programs and the turbine blade design process into a blade design assistant. This method assists the engineers in the design of a blade and its associated attachments. The four major engineering roles for blade design are aerodynamics, stress analysis, dynamics, and mechanical design. Individual roles have been created for each of these activities. Within each role, design activities are supported that include design steps, data entry, coordination between other engineers and use of software application programs. None of these FORTRAN programs were altered. The blade design assistant builds the appropriate input parameter file and JCL Stream to invoke each of these applications.
The engineer was not concerned with the format of this file, only the content (i.e., the value of the parameters). Where possible, design activities were performed in parallel; however, dependent activities were prevented from being executed until all requisite information and approvals were available. This procedure was performed to ensure that engineers were not expending effort on inappropriate activities. This procedure enforcement was accomplished using the coordination features to the assistant. The overall goal of this assistant was to shorten the cycle time for blade design and to decrease the effort expended by the design engineers.
Flow charts developed by Allison Gas Turbine were converted to a workflow process model and implemented in the computer via a knowledge-integration shell (i.e., The KI ShellTM). The shell development environment was used to create the workflow process model; to implement analytical code to analyze application output and apply design constraints; to prepare input; monitor status; to retrieve output of application on heterogeneous computers; and to suspend or initiate workflow process for different specialists based on the current state of design.
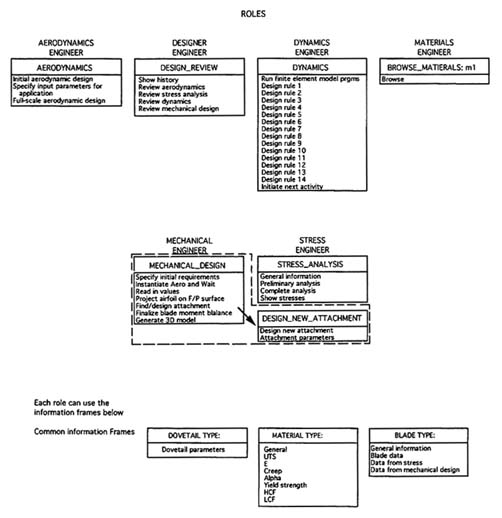
An overview of the method for blade design with the subprocesses for the different roles is given in Figure D-4. The activities associated with each role were grouped or "framed" into process frames in different ways. For example, the activities associated with the dynamics engineer role had to be performed in sequence, whereas a choice in the order of activity execution was

Figure D-3 Control flow between roles in the blade design assistant.
allowed for the design review role. Data that was common to all roles was maintained in information frames (e.g., material type was data that must be accessed and updated by all roles). Information frames do not have any implied control sequencing.
Also associated with each activity are rules that govern the circumstances (i.e., failed design parameter) under which a copy or instance of a role was created for another user. There may be many instances of the same role created during one design. In blade design, this was used to try out different design parameters, which were maintained in the database. More generally, as decisions were made during activities, they were maintained in the database.
Finally, the mechanical engineer role in Figure D-4 also illustrates how an activity can in turn require activities in another frame to be executed. The subactivity link was used to link an activity to another frame. Application interfaces were implemented to submit batch jobs via the communications network existing between the workstation and the host.
The KI-Shell features used in the blade design assistant were: (1) multiple roles; (2) roles that create instances or other roles; (3) roles that wait for other roles to finish; (4) ability to execute different roles from multiple workstations; (5) ability to store history of iterations (i.e., process instances and other blade designs); (6) ability to store sets, matrices, etc.; (7) persistent storage of design state and data; and (8) display of 2-dimensional graphs.
The technologies involved in this project include:
-
various artificial intelligence methods, genetic algorithms, heuristic and other randomized strategies for soft optimization and automation of the engineering design activity;
-
process modeling software that couples heat, fluids, and stress with materials science for predicting microstructure and property evolution during part manufacturing;
-
high-performance computing to calculate optimized product design and manufacturing process alternatives;
-
high-performance storage systems and communications to move large data files (e.g., modeling results) among storage devices, massively parallel computers, and high-performance workstations;
-
hypermedia technology environments that allows a user to discover, retrieve, and display documents and data by clicking on hyperlinks-terms, icons, or images in documents that point to other related documents; and
-
material property databases to support process modeling that use the finite element method.






