
APPENDIX F
TRANSMUTATION CONCEPTS
ADVANCED LIQUID-METAL REACTOR
Introduction
Liquid-metal reactor technology has been under development for over 40 years in the United States and several other nations. Its principal potential application would be as an advanced nuclear power reactor, capable of breeding new fuel from natural or depleted uranium. It has generally been assumed that the advanced liquid metal reactor (ALMR) will be needed in some future era when low-cost resources of uranium are depleted, so a breeder could avoid the rising fuel costs of light-water reactors. Although natural uranium is abundant and readily available on the world market, some nations, such as France, the United Kingdom, and Japan, have stated their intent to develop breeders to reduce their dependence on imports of natural uranium.
Although some of the early fast-spectrum reactors ran into serious problems, the more recent experience in the United States presents a very positive picture of fast-reactor technology. The performance of the EBR-II, in operation regularly since the early 1960s, and the 400 MWt (megawatt thermal) Fast Flux Test Facility, commissioned in 1979, have demonstrated that a medium-size liquid-metal-cooled fast reactor can be highly reliable.
The fast spectrum that makes an ALMR an efficient producer of fissile plutonium can also be used to transmute plutonium and minor actinides as an aid to waste disposal. Studies of fast reactors for transmutation were carried out in the late 1970s and early 1980s. In the late 1980s, the Department of Energy (DOE) project to develop the ALMR as an advanced power reactor focused also on applying the ALMR as a transuranic burner. France and Japan have shown similar interest. In the United States, this work has been conducted by the Argonne National Laboratory (ANL) and General Electric (GE), under DOE funding. For this application, core configurations that would operate at breeding ratios varying from 1.25 to 0.22 have been studied.1 The reactor technology for transuranic transmutation is similar to, but more demanding than, that for the more familiar breeder application. Consequently, there is a large body of experience to aid the development of the ALMR as a burner of transuranic waste.
In this section, the ALMR work of ANL and GE is summarized, including the ANL proposal for an integral fast reactor (IFR), an ALMR with integrated fuel reprocessing, for power generation and waste transmutation.
Reference ALMR Designs
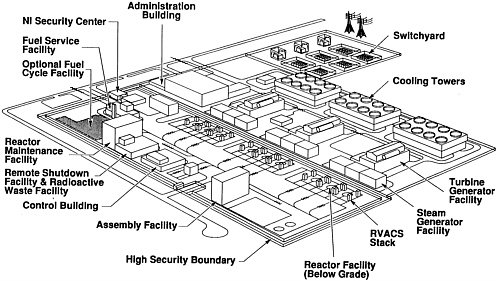
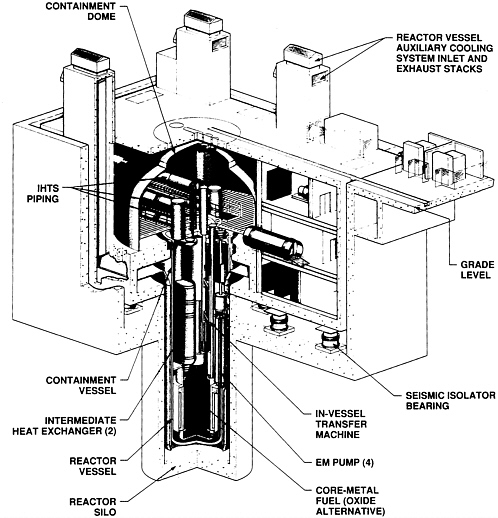
GE has the responsibility for reactor design for the ALMR project. GE's power reactor, innovative, small module (PRISM) concept is a modular ALMR generating 1,395 MWe (megawatts electric), comprising nine reactor modules arranged in three power blocks of 465 MWe each. As shown in Figure F-1, each power block in turn comprises three compact, sodium-cooled, pool-type fast reactor modules of 471 MWt with its own steam generator that is heated by secondary sodium piped from the intermediate heat exchangers in the reactor module. The design goals emphasize passive shutdown heat removal for loss-of-cooling accidents and passive reactivity reduction to a safe, stable state for undercooling or overpower events with failure-to-scram. The current PRISM-type ALMR uses a metal-alloy fuel that is being developed concurrently by ANL.
An ALMR can be designed as a breeder, such that the rate of production of new fissile material (plutonium and other transuranics) by neutron absorption in uranium equals or exceeds the rate of destruction of fissile material by fission and neutron capture. Such a breeder could be started in one of four ways: (1) with transuranic elements (TRUs) recovered from reprocessing spent light-water reactor (LWR) fuel, (2) with 25-35% enriched uranium, (3) with surplus military plutonium made available from the disarmament program, or (4) with excess plutonium produced by breeders of earlier generations. By reducing the amount of neutron absorption in uranium in the core and blankets, an ALMR can be designed to operate at a breeding ratio less than unity. This would require a continuous make-up of TRUs (e.g., from spent LWR fuel) as well as the start-up inventory, thereby increasing the mass rate of consumption of TRUs recovered from spent LWR fuel.
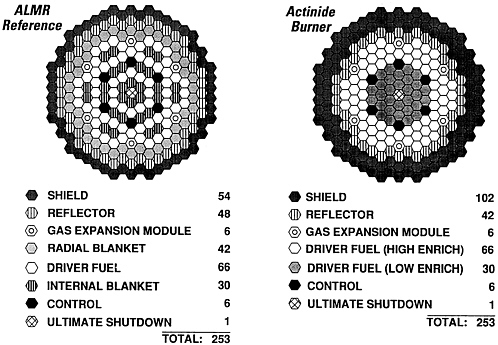
Two core configurations for the PRISM-breeder application and proposed TRU burner are shown in Figure F-2. The ''actinide burner" core contains no radial and internal blanket assemblies to reduce the generation of new 239Pu by neutron absorption in 238U, resulting in a lower breeding ratio. The amount of TRU start-up inventory required depends somewhat on the breeding ratio at which an ALMR is operating. For a 1.4 GWe PRISM-type ALMR, the TRUs for a start-up core plus two reloads ranges from 27.2 Mg for a breeding ratio of 1.11 to about 14.6 Mg for a breeding ratio of 0.65.
ALMR designs with a wide variation of breeding ratios, over the range of 1.25 to 0.22, have been considered as part of the overall ALMR design study. Variations (Thompson et al., 1991) of the reference ALMR breeder design involve elimination of external blankets containing fertile material to reduce the conversion of uranium to TRUs. To increase neutron leakage, and thereby to reduce fissile breeding in the core, these burner designs require shortening the core height, with minor adjustment in fuel composition but without changes in fuel-rod diameter or in the number of fuel rods. This approach to enhance TRU depletion is based on the key constraint that the diameter of the reactor vessel remain constant, and it is obviously limited by
the maximum allowable power density or by the linear heat generation rate of the fuel rods, so that safety characteristics are not compromised.
With reduced fissile breeding and reduced heavy metal inventory, the burner designs also result in increased reactivity swing over a fuel cycle. This then requires larger control rod worths and hence entails potentially larger positive reactivity insertions and degraded performance in transient overpower events. As the breeding ratio decreases, there is less reactivity insertion resulting from sodium voiding in a power excursion. However, with decreasing breeding ratio, less negative reactivity is available from Doppler broadening of the neutron absorption resonances that occurs when the fuel is heated in a power excursion.
Based on these considerations, GE concludes that a TRU burner with a breeding ratio of 0.60 and a core height of 0.76 m (30 in.) is the lowest possible breeding ratio configuration that would have acceptable safety features.
Designs with breeding ratios varying from 0.22 to 1.25 appear in the ALMR/IFR project literature (Chang, 1992b; M.L. Thompson, 1991 and private communication, 1991; K. Wu, private communication, 1991).
Recycle of minor actinides (MA) in an ALMR results in greater decay heat and radioactivity in discharge fuel assemblies. The ALMR project anticipates that the fuel handling equipment, including transport casks, can accommodate the higher levels of decay heat and radioactivity without major design modifications (Thompson et al., 1991).
The ALMR project (Johnson et al., 1990; M.L. Thompson, private communication, 1991) reports preliminary designs for ALMRs fueled entirely with TRUs, with no 238U for breeding or internal conversion. One design is fueled with a mixture of plutonium and separated MAs, with a breeding ratio of 0.22. Another is fueled with MAs, with a breeding ratio of 0.85.2 Such an MA burner could be useful if separated plutonium were to be recycled to LWRs as mixed-oxide (MOX) fuel—as is being done in Europe and planned in Japan, and if it were found desirable to construct a separate fast-spectrum reactor to transmute the minor TRUs separated in chemical reprocessing of discharge MOX fuel. These designs obviously indicate higher mass depletion rates of TRUs supplied to the liquid-metal reactor (LMR) fuel cycle for start-up and make-up, per unit of thermal power generated, compared with those of the designs of transmutation devices without internal breeding from 238U or 232Th fertile material (e.g., the designs for the accelerator transmutation of waste [ATW] without thorium) considered in the Los Alamos Concepts of accelerator-driven transmutation systems.
However, eliminating internal breeding from fertile material results in shorter fuel residence time in the reactor and lower fuel burn-up in an irradiation cycle. Consequently, the TRU inventories in the external fuel cycle increase, resulting in larger inventories required for start-up before steady-state recycle is achieved.
Effects of the start-up inventories and TRU make-up rates on overall transmutation performance are discussed under Transmutation Performance.
Transmutation Performance Requirements
Performance requirements for TRU-burning ALMRs have changed markedly in recent years and have not been clearly defined. Varying lines of objectives and arguments have been presented during recent years by DOE and its contractors, ANL and GE. To illustrate the varying lines of argument, in January 1990, DOE (Griffith, 1990) outlined the objectives of the ALMR project with regard to improving waste disposal of spent LWR fuel, stating that the ALMR project expects to develop a new pyrochemical process that will remove 99.9 to 99.999% of the actinides from waste streams, corresponding to process decontamination factors of 103 to 105.3 This expectation was said to result in a thousandfold reduction in the quantity of actinide waste going to a geologic repository.
The principal benefit claimed for this reduction in the quantity of TRUs is that the resulting wastes would be expected to be "benign after 200 to 300 years," when the 90Sr and 137Cs fission products will have decayed, reducing the risks from geologic disposal (ANL, 1991; Berglund et al., 1990; Hannum, 1992). ANL (Till, 1990) has stated that the waste from actinide-burning ALMRs "… will not have any actinides in it such as uranium, plutonium or any of the minor actinides such that, after 200 years, the cancer risk to man will be no greater than the original form, i.e., natural uranium." Indeed, if the risks from a given quantity of TRUs in a geologic repository over a given period of time are considered to be serious, one must also consider the risks from significant quantities of TRUs that would remain as yet untransmuted in the ALMR's above-ground fuel cycle—in storage, in reactors, and in reprocessing and fuel refabrication facilities—during the long time period that the transmutation would have to be accomplished.4
Apparently, the objective of such a large reduction in TRU inventory in repository waste is based on the ALMR project's desire to reduce the "radiological risk" of the TRUs (Till and Chang, 1989) in a repository to the "cancer risk level" (Berglund et al., 1990) of the original uranium ore mined to fuel the LWRs that generated the spent fuel. The ALMR project apparently assumes that these "risks" are measured by toxicities. The errors in using toxicities and uranium ore comparisons are discussed in Chapter 4.
DOE has clarified some important consequences of the ANL claims. In testimony to Congress in April 1990, DOE stated that the TRU-burning fast reactor "… would reduce the life of the remaining waste to about 200 years, instead 10,000 years, and the waste could then
|
3 |
Although the transmutation by ALMRs is said to deal with "actinides," the DOE ALMR project actually limits the calculation to transmutation of TRUs. Transmutation of the considerable quantities of uranium recovered from LWR spent fuel is not considered. Because TRU transmutation is spoken of popularly as "actinide burning" within reactor programs in this country and abroad, that terminology is occasionally used herein. |
|
4 |
Estimates presented in Chapter 5 show that the time to achieve only a hundredfold reduction in total TRU inventory by the proposed ALMRs would be about 2,800 years for a series of ALMRs of a breeding ratio of 0.65, operating at constant power, assuming sufficient production of TRUs from LWRs to furnish TRU make-up during this period, or about 200 years in a declining-power scenario in which TRU inventory at the end of each reactor life is used to start and fuel a smaller number of subsequent ALMRs. The times for inventory reduction are even longer for other breeding ratios reported by the ALMR project. |
be stored above ground until it dies out" (Watkins, 1990). More recently, ALMR proponents have stated that a geologic repository will still be needed for some of the waste streams from the reprocessing cycles, because the process decontamination factor is not sufficiently high to qualify the waste as Class C "non-TRU" waste (i.e., with an alpha activity of less than 100 nanocuries per gram [Till and Chang, 1989]).
Another way of approaching performance requirements is in terms of the DOE schedule (Griffith, 1990) that showed the introduction of 1.4 GWe of new TRU-burning ALMRs in the year 2005, followed by the introduction of an additional 1.4 GWe ALMR per year for the next 40 years. All of the 62,000 Mg of LWR spent fuel accumulated by 2011—the time of opening the first repository—could be reprocessed and used to fuel these ALMRs, together with the yearly discharge of additional spent fuel from LWRs assumed to operate during this 40-year period. By the year 2045, there would be no inventory of LWR spent fuel. However, a geologic repository would still be needed for defense wastes and for the radioactive wastes produced in ALMR operation. The ALMR project does not propose to develop separation processes with decontamination factors sufficiently high that TRU-containing wastes could be disposed of as low-level waste, nor does it propose to transmute fission products present in LWR spent fuel and generated by ALMR operation.5
The Department of Energy's 1991 National Energy Strategy (DOE, 1991) assumed a similar rate of introduction of TRU-burning ALMRs, beginning in 2012 (Goldner et al., 1991), achieving a level of 19 ALMR power plants by 2030. Each ALMR was assumed to generate 1,395 MWe and to operate at a breeding ratio of 0.6 or 1.01. The National Energy Strategy also assumed a growth of total U.S.-installed nuclear capacity from the present installed capacity of about 110 to 195 GWe by 2030, primarily with advanced LWRs, introduced at a rate much greater than that assumed by Griffith (1990). The cases analyzed show that with such ALMR growth, all spent fuel discharged from LWRs from 2012 to 2030 could be processed to fuel the ALMRs, and a portion of the stockpile of LWR spent fuel could also be processed and transmuted during this period.
The new ALMRs would be primarily to treat new spent fuel emerging from LWRs after the first spent-fuel processing plant is built, around 2010 or earlier (Goldner et al., 1991). However, if the ALMRs are available and economically competitive, they could be applied to process and transmute LWR spent fuel that would otherwise be emplaced in the first U.S. geologic repository for high-level waste (HLW). Therefore, if the TRU-burning ALMR program were successful on the schedule expected by DOE and its contractors, there would be no need to load the first U.S. HLW repository with spent fuel (Griffith, 1991). This would call for considerable change in the repository design, in repository safety analysis, in the qualification of waste forms, and in licensing.
Although DOE has not defined performance requirements for the ALMR, the committee finds that the ALMR fuel reprocessing development underway at ANL is aimed at achieving decontamination factors of about 1,000. Therefore, for the purpose of the current study, a
decontamination factor is adopted as a performance goal, and evaluations are made of what overall system performance can be achieved with the various ALMR designs.
Transmutation Performance
While the reactor is transmuting the various isotopes in the fuel assemblies, it is producing higher mass TRUs and fission products in the fuel and blanket assemblies. Calculated annual production and destruction rates of various TRUs in the ALMR are calculated by GE (Thompson et al., 1991) assuming an average fuel burn-up of 150,000 MW·d/Mg, corresponding to a fuel residence time of about 6.5 years.6
At the end of the life of an ALMR at constant power, the core and reprocessing inventory would be essentially intact. These could be transferred to subsequent replacement ALMRs to continue power generation and the transmutation. In assessing the performance of the ALMR concept to consume TRUs that would otherwise appear in a geologic repository, it is important to consider the untransmuted inventory in the reactor and in reprocessing. It is also important to compare the total inventory of TRUs in the waste and in the fuel cycle to the amount that would be present for the same power generation from alternative sources, such as from additional LWRs. Calculations presented in the later section, Comparison of Reactor and Accelerator Approaches show that several hundred years would be required to reduce the total inventory of TRUs by even a factor of 10 by deploying ALMRs, and thousands of years would be required for a hundredfold reduction, assuming a constant level of nuclear power in the future. The time for a hundredfold reduction could be reduced to a few hundred years if nuclear power were to be terminated as rapidly as possible, consistent with operating a progressively smaller number of ALMRs at constant neutron flux as the reactor and fuel-cycle inventories of the system of several initial ALMRs become transmuted.
Facilities and Support Requirements
To implement the TRU-burning program as described by DOE (Griffith, 1990; Goldner et al., 1991), commercial-scale facilities to reprocess LWR spent fuel would be required. According to the GE ALMR reports, this facility could be an aqueous PUREX/TRUEX process or could be based on ANL's proposal to develop a pyrochemical separation process for LWR spent fuel. GE specifies a reprocessing capacity of 2,700 Mg of LWR spent fuel, more than twice the capacity of any single commercial reprocessing facility. Currently the largest worldwide commercial facility, near completion in the United Kingdom, is the THORP plant, with a throughput of 900 Mg heavy metal. Based on reprocessing/fabrication times estimated by the ALMR project (Taylor et al., 1991), the new commercial-scale LWR fuel reprocessing facility would have to be operational for about 2 years before the commercial ALMRs are
introduced. Thus, the new large-scale reprocessing facility would have to commence operation by 2003 according to one DOE schedule (Griffith, 1991) or 2010 according to another (Thompson and Gonzaga, 1994).
Argonne National Laboratory's IFR concept of the ALMR specifies that each ALMR power-generating facility would have its own integrated facility for reprocessing discharged ALMR fuel and for fabricating recycle fuel. For a breeding ALMR, the throughput of driver and blanket fuel discharged from an ALMR would be about 21 Mg/yr of uranium and TRUs for each 1,395 GWe ALMR (Johnson et al., 1990). The throughput of ALMR discharge fuel would decrease to about 13 Mg/yr for an ALMR with no uranium blanket. The reprocessing capacity quoted here is that necessary to process the backlog, following DOE's proposed schedule of deployment. Without large-scale reprocessing deployment in the United States, separation and transmutation is an impossible venture.
There must also be facilities for converting the reprocessing waste streams into waste solids suitable for emplacement in a geologic repository or suitable for other waste disposal sites. Necessary processes and facilities, in addition to those described by the ALMR program, include:
-
a process to remove actinides and soluble fission products from the inner surfaces of cladding hulls from LWR fuel and a process to produce a suitable waste solid from the cladding hulls;
-
a process to remove noble-metal fission products from the uranium stream from pyrochemical reprocessing of LWR spent fuel if that uranium is to be sent to surface storage as now specified by the ALMR program, and a process to produce a suitable waste solid from the separated fission products;
-
processes for high-yield (greater than 99.9%) recovery of radioiodine, 14carbon, and technetium if LWR spent fuel is to undergo aqueous reprocessing and processes to produce suitable waste solids from these separated radioelements; and
-
processes to separate radioactive cesium and strontium, and to produce suitable waste forms for these separated radioelements, and processes and facilities for storage of these separated radioelements for 200 to 300 years before disposal as radioactive waste (this is a possible additional separation proposed by ANL [Chang, 1992b] and by DOE [Young, 1991] to reduce heat generation in a geologic repository and to increase the amount of waste that could be emplaced in a given repository area).
Qualifying the several different fuel types and compositions that will arise from TRU recycling in the ALMR will be a formidable task.
The ALMR project points out that removing most of the actinides from the HLW would result in a lower rate of heat generation by radioactive decay. This would allow an increase in the total waste loading of a geologic repository of a given area, if that waste loading is limited by the total rate of heat generation. The ALMR program also proposes that the heat-generating fission products 90Sr and 137Cs be separated when spent fuel is reprocessed. By storing the separated strontium and cesium on the surface for about 300 years, the first repository could accommodate more waste than now planned and could defer the time when a second repository
is needed (Till and Chang, 1989; Young, 1991). However, Ramspott et al. (1992) point out that the current limits on waste loading in the proposed first repository are not based on heat generation rate. They point out that if the loading were limited by heat generation rate, other techniques could increase waste loading without the complexity of reprocessing and transmutation. If this option is to be pursued, it will be necessary to develop additional separations processes, means of storing the strontium and cesium for hundreds of years, and new waste forms for satisfactory containment of the strontium and cesium for later emplacement in a geologic repository. Containment of the 3-million-year 135Cs is particularly challenging.
Development of the ALMR concept, the new technology for reprocessing LWR spent fuel and for reprocessing and fabricating ALMR fuel, and the additional processes for separating fission products and for preparing special waste forms would require extensive facilities for research, development, testing, and operational demonstration, including prototypes.
Risk and Safety Issues
The National Research Council's (1992) study of nuclear power options for the future summarizes safety features of the ALMR, which is designed only for power generation, and also summarizes risk and safety issues that must be resolved. Two transient safety tests at the EBR-II with metal fuel successfully demonstrated the safety potential of the ALMR concept. The study notes that:
The properties of the metallic fuel and the large thermal inertia of the sodium pool are key to achieving reactor shutdown passively (i.e., without relying on operation intervention, active components such as control rods, pumps, valves, or the use of balance-of-plant for heat removal) while keeping temperatures low.
However, the report cautions that the presence of a positive sodium void coefficient of reactivity in the ALMR/PRISM design is a continuing concern. It may require revisions to the present design such as a larger diameter core with a lower height.
For ALMRs as TRU burners, GE's approach to eliminating 238U blankets in the ALMR designs of lower breeding ratio requires shortening the core height, with minor adjustment in fuel composition but without changes in fuel-rod diameter or in the number of fuel rods. The diameter of the reactor vessel would remain constant and is limited by the maximum allowable power density or by the linear heat generation rate of the fuel rods so that safety characteristics are not compromised.
With reduced fissile breeding and reduced heavy metal inventory, the burner designs also result in increased reactivity swing over a fuel cycle. This then requires larger control rod worths and hence entails potentially larger positive reactivity insertions and degraded performance in transient overpower events. As the breeding ratio decreases, the positive sodium void coefficient of reactivity decreases, and the Doppler coefficient of reactivity remains negative but becomes smaller in magnitude.
From this approach, GE concludes that a TRU burner with a breeding ratio of 0.60 and a core height of 30 in. is the configuration that would have acceptable safety features and the lowest breeding ratio.
Additional risk and safety issues relevant to the actinide burning, which are identified in the present study, are summarized below. Among the more important issues of reactor and fuel-cycle safety are the following:
-
the effect of reducing the breeding ratio to increase consumption rate of TRUs from an LWR spent fuel, thereby compromising passive safety features;
-
the effect of more favorable neutronic properties of MAs, such as 237Np, on reactivity transients and reactor safety;
-
the effect of the higher specific activity and neutron emission from the decay of higher mass actinides, and from other species resulting from multiple recycle, on radiation exposures and risks from reprocessing, fabrication, and handling of recycle fuel; and
-
the effect on reactor transients and safety if the ALMR is started on enriched 235U instead of starting it with plutonium and other TRUs from LWR spent fuel. The analysis of fuel-cycle economics in Chapter 4 indicates that start-up on 235U would be economically favored if reprocessing costs are comparable to contemporary costs in other countries.7 The decision as to whether to start ALMRs from LWR fuel transuranics could be further affected if there are important differences in safety features for ALMRs started with transuranics as compared with starting with 235U.
Even though a breeding ratio of 0.60 is said to be the lowest breeding ratio that would result in acceptable safety features, ANL has explored designs with even lower breeding ratio designs, limited to single-batch fueling, with thin fuel pins and loose fuel lattices. The reactivity swing over a cycle can be large, as is especially the case for the burner design fueled with plutonium and MAs, with a breeding ratio of 0.22. For this design, unless the cycle length is substantially shortened, transient overpower events would likely result in unacceptable consequences. The fuel composition is well outside the EBR-II metallic-fuel database. Also, MAs cannot be separated from plutonium in the current pyrochemical processing. Even though the low breeding ratio results in a greater make-up rate of TRUs per unit of thermal power, the large out-of-core inventory for this fuel cycle results in a much lower inventory reduction factor in a given operating time than can be achieved for the PRISM design with a breeding ratio of 0.65.
Fuel consisting primarily of MAs will generate a larger amount of decay heat and may present additional problems in processing and handling. Although the sodium void reactivity worth and Doppler coefficient of reactivity do not appear acceptable for the MA-burner design, there is not sufficient information available for this design to evaluate the reactivity characteristics. Thus, considerable research and design effort appears necessary to develop an
LMR core that is fueled entirely with TRUs without compromising safety characteristics of current ALMR designs.
The operation of a system using ALMRs can impact the occupational safety and environmental issues associated with the mining and milling of uranium ore, because breeding ALMRs started and fueled with TRUs from LWR spent fuel would require no more fresh uranium ore for the electrical energy generated by these ALMRs. However, if the ALMRs were to operate at a breeding ratio less than unity to increase the amount of TRU burning during a reactor lifetime, then continuing LWRs to supply make-up TRUs, as envisioned in DOE's energy strategy, would require additional fresh uranium ore. Thus, the mixed power system of LWRs and nonbreeding ALMRs would result only in a few-fold decrease in the amount of ore mined per unit of energy produced.
As an alternative to start-up on plutonium, the TRU-burning ALMRs could be started on enriched 235U. If so and if the breeding ratio were unity so that no further make-up 235U were required, the 40-year lifetime requirements of uranium ore for the ALMR would be about the same as for an LWR of the same electrical generation. There would be no significant savings in mining and milling of uranium ore for 235U start-up. However, if the first-generation ALMRs were to operate with a sufficient breeding gain, then the excess plutonium they produce could be used to start next-generation ALMRs, so that no further uranium mining and milling would be required.
A reduction in ore mining and milling from ALMR operation may have only a limited effect on the occupational health and safety of the U.S. nuclear industry within U.S. territory because of two fundamental changes that took place in the industry during the preceding two decades: (1) the adoption of solution mining of uranium in the United States, with an accompanying decrease, compared with conventional mining techniques in the potential for accidents and irradiation; and (2) the large increase in the fraction of uranium ore imported from Australia and Canada, which is projected to range from 72 to 82% of the domestic utility requirements in 1992 through 2002. Indeed, U.S. uranium ore production has dropped by a factor of about 8 since the production peak in 1980, and the drop in employment in the U.S. uranium industry is about a factor of 20 lower than the peak employment in 1979.8
TRU-burning ALMRs that are started and refueled with TRUs recovered from LWR spent fuel otherwise destined for a geologic repository would be a means of producing nuclear-generated electric energy without further mining and milling of uranium ore, but this TRU-burning fuel cycle would create a new waste that would be a long-term environmental issue. The proposed flowsheets for reprocessing LWR spent fuel show that uranium recovered from LWR spent fuel would be stored on the earth's surface instead of going to geologic disposal.9
About one-sixth of the uranium originally mined to fuel the LWRs that produced that spent fuel would thus become a potential surface contaminant, a contaminant that would present a greater potential risk to future people than if it were buried as a HLW.10 If this separated uranium, containing about 0.8% 235U, were returned to isotope separation for reenrichment, the amount that would be left for long-term surface storage would be reduced by 20%.
State of the Technology
More than a dozen liquid-metal-cooled fast reactors have been constructed and operated in the United States, in several states in Europe, and in the former Soviet Union. Although some of the reactors have operated extremely well, the overall performance record is mixed. In the United States, two early fast reactors had serious difficulties. The Fermi-I reactor suffered a serious structural failure of certain core components that led to a local flow blockage and fuel melting. The EBR-I test reactor suffered a partial core melt during a dynamics experiment.
The more recent experience in the United States is much more favorable. EBR-II has operated successfully for over 30 years. The larger Fast Flux Test Facility (400 MWt) has had an outstanding record since starting operations in the late 1970s. However, in the United Kingdom, the Prototype Fast Reactor suffered cracking of primary system components as a result of cyclic thermal stresses. France's Rapsodie and the Superphénix liquid metal reactors, as well as the BN-350 reactor in the former Soviet Union, have experienced steam generator leaks. Repair of Rapsodie was considered too expensive to justify keeping the reactor in service after 15 years of operation. The 250 MWe demonstration plant Phénix, which started regular operation in 1974, is shut down pending study and evaluation of transient negative reactivity pulses that were observed in 1989 and 1990 while the reactor was operating at full power. Operation of the Superphénix 1,200 MWe plant has been curtailed for an extended period by a sodium leak, discovered in 1987, in an auxiliary vessel for the storage of discharged fuel (National Research Council, 1992). Future plans for Superphénix appear to be uncertain at present.
The lesson that can be drawn from the experience to date is that sodium-cooled fast reactors can be designed, built, and operated reliably. However, there is a much smaller base of experience, particularly with large LMRs, than with LWRs. There remain sensitive design issues. Proceeding with a program of large-scale TRU burning with an ALMR would require substantial development, testing, and large-scale demonstration under Nuclear Regulatory Commission (NRC) safety review and licensing before one could proceed with confidence. These issues are exacerbated when the proposed new processing technologies are included, particularly if they are included as processes in the IFR concept.
ALMR FUEL
The ALMR is designed to utilize metallic fuel. Its high thermal conductivity affords much smaller temperature swings during reactivity and loss-of-coolant transients. Metal fuel seems better adapted to ANL's proposed pyrochemical processes. Although there is a substantial body of experience with metallic fuel for fast breeders, relatively little of that experience is at high burn-up, and essentially none is with actual recycle fuel containing minor TRUs and the recycled fission products, particularly the lanthanides. The ALMR fuel performance is highly sensitive to the in-reactor microstructure that develops, which is in turn highly sensitive to the phases that precipitate, which are in turn highly sensitive to the chemistry of the fuel. Hence, the in-reactor behavior of a fuel with a significantly large concentration of MAs will need to be extensively characterized. Significant irradiation experience with such fuel will be needed under actual design conditions.
MOX fuel is a possible alternative that has been demonstrated satisfactorily to very high burn-up (greater than 150,000 MW·days/Mg). It seems better adapted to aqueous processing. However, there is essentially no experience with such fuel containing significant amounts of MAs. Also, an oxide-fueled reactor would not have the inherent safety advantage that has been demonstrated for metal fuel. Thus, even with oxide fuel, significant fuel development and irradiation testing would be required. Application of conventional aqueous reprocessing to multiply recycled MOX fuel could increase the necessary cooling time between reactor discharge and reprocessing, further increasing the time to obtain a given reduction in TRU inventory.
REACTOR DYNAMICS AND SAFETY PARAMETERS
Although fast reactors have been operated with mixed plutonium-uranium fuel, there is essentially no operating experience with significant quantities of MAs. Also, there is little experience with recycle fuels containing the lanthanides that would be recycled from pyrochemical reprocessing. In order to provide an adequate basis for licensing, it would be necessary to confirm cross sections, reactivity coefficients, and reactor dynamics over a range of fuel compositions. A representative operating prototype designed and operated under NRC licensing would be required and might also aid in verifying satisfactory operation and design margins at low breeding ratios.
FUEL FABRICATION FACILITIES
The fabrication of fuel containing TRUs will require automated, remotely maintained, and remotely operated fuel production facilities. Such facilities designed for recycle of TRUs recovered from LWR spent fuel and for recycle of TRUs recovered from ALMR spent fuel must be of significant capacity, whether constructed as fabrication facilities colocated with one or more ALMRs, as in the IFR concept, or whether constructed as centrally located facilities with larger throughput. Although there is substantial experience with the fabrication of mixed
plutonium-uranium fuels, there are no high-capacity facilities with remote operation and maintenance.11 The fuel fabrication facilities themselves are likely to require significant development and prototype testing, possibly in support of a research, testing, or demonstration reactor.
If 14C is not removed in reprocessing and made into a suitably insoluble waste form, it can be a troublesome radionuclide in a geologic disposal system. If so, the fuel fabrication processes must maintain a low enough concentration of residual nitrogen in the fabricated fuel to avoid production of significant quantities of 14C.
REPROCESSING
Reprocessing would be required to separate the TRUs and fission products from spent LWR fuel as well as from ALMR recycle fuel. As discussed in Chapter 2, there is substantial experience at production scale with the aqueous PUREX process for separating uranium, plutonium, and fission products from spent fuel, including LWR spent fuel. PUREX separation facilities of smaller scale have operated on discharge fuel from LMRs. However, the recoveries are not high enough to meet the process decontamination factor of 1,000 that has evidently been adopted as a requirement by the ALMR program. Also, MAs are usually not separated, except for limited amounts of separations of neptunium. To recover MAs and to achieve high recoveries of all these separated species, the TRUEX process has been studied as an addition to PUREX. TRUEX development has progressed little beyond the laboratory scale. However, the PUREX/TRUEX reprocessing system may be in a more advanced stage of development than the pyrochemical processes proposed for the IFR, including pyrochemical processing of LWR spent fuel.
The ALMR project has proposed pyrochemical reprocessing of discharged metal fuel from an ALMR. Development at ANL is focused toward reprocessing integrated with a reactor complex. Significant experience has been gained on simulated ALMR fuel at a laboratory scale. ANL has also proposed to develop pyrochemical processing technology for high-yield recovery of TRUs from LWR spent fuel, but that technology has not been demonstrated even at laboratory scale (see Chapter 2).
Whatever process or processes are chosen, they will require significant further development and demonstration in a pilot-scale plant of reasonable size, designed and operated under NRC licensing.
It may also be desirable to develop one or more additional reprocessing steps for separation of the long-lived fission products (e.g., 99Tc and 129I) that can significantly affect the calculated risk from geologic disposal. Indeed, the ANL annual report for 1991 (ANL, 1991) states that
The long-lived fission products are returned to the (IFR) reactor to be consumed. … Long-lived wastes are consumed with reactor fuel, leaving only a small amount of shorter-lived radioisotopes to be disposed of as nuclear waste.
However, the ALMR program has not yet addressed the recycle and possible transmutation of these troublesome long-lived fission products.
STEAM GENERATORS
Steam generators have proved to be the most troublesome major component in the pressurized water reactor system. Leaks have been a frequent occurrence; many generator tubes have required plugging. At several reactors, it was necessary to replace the entire set of steam generators. The experience with steam generators in liquid-metal-cooled reactors has been generally better, but the consequences of a leak of high-pressure hot water or steam into sodium are also much more severe. The experience with the EBR-II steam generators has been excellent, with only one leak over their 30-year life. On the other hand, most of the other sodium-cooled reactors around the world have experienced some problems with steam generator leaks.
In the United States, it was envisioned that the Clinch River project would provide experience with large steam generators in a utility operating environment. That program was canceled. Subsequently, DOE maintained a steam generator program for several years, but the program has withered for lack of funding. Because steam generator performance is so important to maintaining reactor availability and capacity factor, pursuit of an ALMR TRU-burning program will require a program for development of large LMR steam generators, with extensive test and demonstration.
DEMONSTRATION
To deploy an ALMR system for TRU burning would require reactors, large-scale reprocessing facilities, and fuel fabrication facilities that can operate reliably as a system at high capacity. Because multiple facilities would be required, a TRU-burning program would require predictability of licensing. All of these factors strongly suggest the prudence of prototype or near-prototype demonstration facilities at which the necessary fine tuning of design, the experience base for licensing, and operating experience can be gained. It is not likely, for example, that successful demonstration of pyrochemical processing at EBR-II, as planned by DOE, would provide sufficient basis for reliable design and cost estimating of a large-scale (2,700 Mg/yr) facility for pyrochemical processing of LWR spent fuel, to be funded by risk capital and to be regulated by the NRC. Not only is the process new and unproven even at the laboratory scale, but the capacity is several-fold greater than even the largest commercial reprocessing facility based on the well-developed PUREX process. It is unlikely that the design
and safety review for the EBR-II IFR would be sufficient to provide a reliable basis for an industrial design under NRC licensing.
Cost Information
SYSTEM COSTS
Reports of cost estimates made by the ALMR project have been reviewed by the committee. However, the validity of the estimates is uncertain, particularly in the area of capital costs and costs of reprocessing LWR and ALMR spent fuel. For the purpose of this study, the committee relied on the Electric Power Research Institute's (EPRI's) independent estimate of the costs of LWRs and the long-range LMR, as did a recent report on nuclear power by the National Research Council (1992). However, relative costs can be better estimated. It is the cost of the ALMR and its fuel cycle relative to that of the LWR or of an advanced light-water reactor (ALWR) that can reveal the circumstances wherein the ALMR might be competitive as an alternative source of nuclear power and as a means of transmuting TRUs for waste disposal.
The National Research Council (1992) report notes that EPRI has independently evaluated some overnight capital costs and operations and maintenance costs (EPRI, 1989). The estimates are more general than those of the vendors, but they are based on clear definitions. Uncertainties are estimated as -30 to +80%. EPRI's estimates of overnight capital costs are somewhat higher than those of the vendors (National Research Council, 1992). The results for LWRs and ALMRs are shown in Table F-1.
With regard to the relative economic potential of the ALMR, ALMR plants (e.g., PRISM) may be able to compete economically with water reactors if fuel reprocessing turns out to be technically and economically feasible, and if the overnight capital costs of these plants are as low as the vendors indicate (National Research Council, 1992). EPRI costs estimates (Table F-1) suggest that these capital costs will be higher than the vendor estimates.
The economic projections are highly uncertain, first, because past experience suggests higher costs, longer construction times, and lower availabilities than projected and, second, because of different assumptions and levels of maturity among the designs. The EPRI data, which the National Research Council believed to be more reliable than that of the vendors, indicate that the large evolutionary LWRs are likely to be the least costly to build and operate on a cost per kilowatt-electric or kilowatt-hour basis. EPRI puts the midsized LWRs with passive safety features between the two extremes.
However, neither the PRISM design nor the PRISM technology are sufficiently developed to provide a reasonable degree of confidence in cost estimates. Finally, different institutional arrangements may be required for utility involvement in a PRISM plant because of reprocessing, concerns about diversion of sensitive nuclear materials, and lack of utility experience with the technology (National Research Council, 1992).
TABLE F-1 EPRI-Estimated Overnight Capital and Operations and Maintenance Costs (in December 1988 dollars).
|
|
|
Operations and Maintenance Costs |
|
|
Advanced Reactor Type |
Overnight Capital Costs (per rated kW) |
Fixeda ($/kWe-yr) |
Incrementalb (cents/kWh) |
|
Large evolutionary LWRs |
$1,300 |
61.1 |
0.11 |
|
Mid-sized passive LWRs |
$1,475 |
72.7 |
0.11 |
|
Liquid metal reactors |
$1,725 |
75.5 |
0.15 |
|
a These operating costs are essentially independent of actual capacity factor, number of hours of operation, or of kilowatts produced. They include labor charges for plant staff. b These variable operating costs and consumables are directly proportional to the amount of kilowatts produced. They include chemicals consumed during plant operation. SOURCES: EPRI (1989); National Research Council (1992). |
|||
The LMR might be commercially competitive if uranium fuel shortages limit the use of LWRs. The LMR's safety features and ability to recycle TRUs are not considered important positive factors for its early market potential. Any strategy requiring fuel reprocessing introduces significant technical, economic, and nonproliferation policy considerations, some of which would complicate licensing.
The TRU-burning ALMR reactor and fuel cycle are expected to be more expensive than an ALMR optimized only for power generation (Chang, 1992; Taylor et al., 1991). Expected contributors to the higher cost for TRU burning are the likely higher cost for high-yield chemical recovery of actinides and fission products; the expense of additional LWR reprocessing for reactors with degraded breeding ratio to increase TRU consumption, and the expense of additional development, testing, and safety issues associated with recycle of MAs and fission products. Therefore, the era of competitiveness of the TRU-burning ALMR with the LWR will be even later than that of economical introduction of ALMRs designed only for power generation.
For the present study, it is important to estimate the time in which the LMR optimized for power generation (and not for TRU burning) could be economically competitive with LWRs. Calculations of the relative economics of ALMR deployment scenarios, involving both ALMRs
and LWRs, have been made by Delene, Fuller, and Hudson at Oak Ridge National Laboratory (ORNL) (Delene et al., 1993). At the request of this committee, that analysis has been extended to estimate the future time at which rising ore costs from LWR operation result in a cost of electrical generation from an ALMR that equals that from an ALWR.
The analysis, prepared by C.R. Hudson (private communication, 1993), compared constant-dollar-levelized plant busbar generating cost, including capital, operations and maintenance, fuel, and decommissioning. Relative costs of the power plants were based on the relative overnight capital costs and operating and maintenance costs for large evolutionary LWRs and for LMRs similar to data in Table F-1.12 All costs except that of uranium ore were assumed to remain constant through time on a real-dollar basis. The ALMR busbar costs were calculated at several different assumed costs of LWR spent fuel reprocessing. Plutonium from LWR spent fuel was assumed to provide the fissile material for the initial core of the ALMR and for the first two reloads. Thereafter, the ALMR was assumed to sustain its own fuel cycle (i.e., unity breeding ratio). Other assumptions used in developing this analysis are
-
after-tax cost of money = 9.57%/yr;
-
waste fee for ALMR and ALWR = 1 mill/kW·h;
-
decommissioning sinking fund charge = 1 mill/kW·h; and
-
facilities financed at 70% equity, 17%/yr return on equity, typical of low-risk investment.
ALMR costs are based on recent studies by General Electric (Hutchins et al., 1991) and by ORNL (1992), that adopt ANL's estimates of the cost of pyrochemical processing and fabrication of recycle ALMR fuel.
Figure F-3 shows the calculated levelized busbar cost of electricity from ALWRs and ALMRs as a function of the unit price of natural uranium (dollars per pound of U3O8) for various values of the price for reprocessing LWR spent fuel. The busbar costs for the ALWR do not depend on reprocessing cost but increase linearly with the cost of natural uranium. Because the ALMR uses no natural uranium, its busbar cost is insensitive to the ore price but increases with the price of reprocessing LWR spent fuel to obtain plutonium for start-up. LWR spent fuel was assumed to be free. No credit was taken for the value of uranium recovered from LWR spent fuel. The curves do not extend beyond a price of uranium ore of $150/lb, which ORNL estimates to be the cost of uranium from seawater, a resource of large magnitude.
For ore prices as high as $150/lb, the ALMR would be competitive with the ALWR if LWR spent fuel can be reprocessed for about $680/kg. If LWR spent fuel can be reprocessed for $350/kg, the ALMR busbar cost will be greater than that of the ALWR unless the price of natural uranium becomes greater than $105/lb. This is more than fivefold greater than the present price of natural uranium.
A goal of the ALMR project is to develop pyroprocessing LWR spent fuel to cost $350/kg or less, in order to justify starting the ALMR on TRUs from LWR spent fuel instead
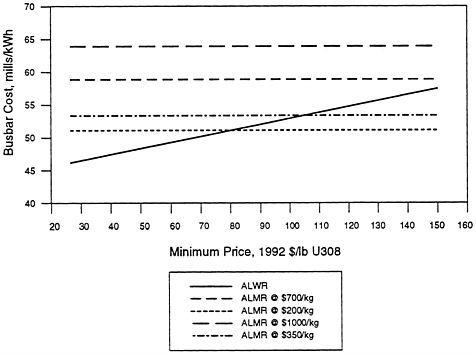
of starting on uranium enriched from natural uranium at an ore cost of $29/lb. From the data in Figure F-3, in an era of low price for uranium ore, as may well occur into the next century, a reprocessing cost even as low as $200/kg would justify starting an ALMR on LWR TURs instead of with enriched uranium, but it would not justify building ALMRs instead of LWRs.
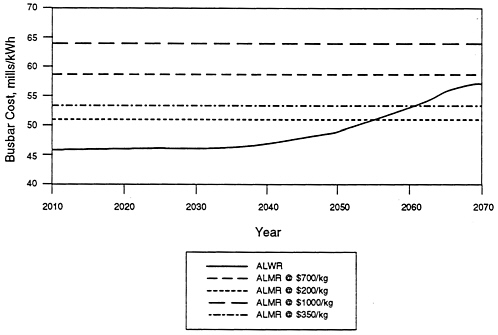
Hudson has estimated the depletion of U.S. uranium resources, assuming only LWRs are added at 1.4 GWe per year during the next century, to be operated in once-through fueling. From data of cost of uranium ore as a function of amount consumed, Hudson then calculated the busbar cost from once-through ALWRs as a function of time, shown in Figure F-4. For a given reprocessing cost, the intersection of this ALWR curve with the corresponding horizontal lines for the ALMR provides the estimated time at which a first-generation breeding ALMR could become as economical as a LWR. If the reprocessing cost is as low as $350/kg (the target value identified for the ALMR project) the time for competitiveness with the LWR is the year 2060. For a reprocessing cost of $1,000/kg or greater, near the estimates for contemporary foreign PUREX plants corrected for U.S. industrial financing, the time of intersection with the ALWR curve would be beyond the year 2070. It may not occur for a far longer time if a large quantity of natural uranium from seawater is available at $150/lb.
These calculations are based on an ALMR plant with a generating capacity of 1,395 MWe, consisting of three power blocks and nine reactors. The fuel cycle is designed to be a break-even cycle requiring fissile material recovered from LWR spent fuel for the initial core and first two reloads. Costs are based on studies by GE (1991) and ORNL (1992). The ALWR plant is a 600 MWe single reactor with a once-through fuel cycle. Capital and operation and maintenance costs are based on vendor input to a U.S. Council for Energy Awareness (1992) study. These cost assumptions are similar to those found in the earlier EPRI Technical Assessment Guide (1989). Unit fuel costs are those used in the ORNL ALMR Deployment Economic Analysis (1993).
Busbar costs of electricity include a 1 mill/kWh waste fee and a 1 mill/kWh decommissioning sinking fund charge. All costs are expressed as 1992 constant-dollar levelized values. Constant-dollar levelization is calculated as described by DOE (1988).
A greater capital and operation and maintenance cost for the ALMR will result in even later dates of economical competitiveness, or even lower necessary reprocessing cost. Delene et al. (1993) estimate that if the capital costs of the ALWR and ALMR are equal, the time for equal generation costs would be about the year 2060, assuming a reprocessing cost of $1,000/kg.
The TRU-burning ALMR reactor and fuel cycle are expected to be more expensive than for an ALMR optimized only for power generation (Chang, 1992b; Taylor et al., 1991). Expected contributors to the higher cost for TRU burning are the likely higher cost for high-yield chemical recovery of actinides and fission products, the expense of additional LWR reprocessing for reactors with degraded breeding ratio to increase TRU consumption, and the expense of additional development, testing, and safety issues associated with recycle of MAs and fission products. Therefore, the era of competitiveness of the TRU-burning ALMR with the LWR will be even later than that of economical introduction of ALMRs designed only for power generation, unless the TRU-burning operation is subsidized by possible improvements in performance of a geologic repository. In the absence of considerable subsidy for possible
waste-disposal benefits, the TRU-burning ALMR is not likely to be an economic choice for power generation until well into the second half of the next century or later.
THE LIGHT-WATER REACTOR
Plutonium Recycle in LWRs
Light-water reactors are by far the most mature of any of the proposed burners of nuclear waste. Over 100 LWRs are operating in the United States and about 400 total worldwide. LWRs have over 4,000 reactor-years of operation and supply about 70% of the electricity consumed in France and some parts of the United States. Fresh fuel for an LWR normally uses low-enriched uranium (LEU) as the fissile component. However, operation is also possible with MOX fuel, which combines plutonium, recovered from reprocessing, with natural or LEU oxide as a PuO2-UO2 mixture. This section discusses an extension of the experience with such plutonium-uranium MOX fuel in LWRs to the more complex requirements for refabricating and burning MOX fuel that contains radionuclides recovered from reprocessed LWR spent fuel (i.e., plutonium, the MAs, and selected fission products 99Tc and radioiodine).
The U.S. Plutonium Utilization Program began in 1956 and stimulated related work in several European nations and Japan. This development effort was motivated by the potential for fuel-cycle economies through the recycle of plutonium recovered from LWR spent fuel in anticipation of the rising costs of LEU in the future. In the mid-1960s, the United States conducted a commercial recycle demonstration at San Onofre including a full core load of MOX fuel. Several U.S. reactors conducted tests with partial core loadings of MOX fuel.13
Other nations have also successfully operated commercial LWRs with MOX fuel on a limited scale for several decades (Bairiot, 1984; Bairiot and Vandenberg, 1989). Beginning in 1963, Belgium used MOX fuel in their BR3 pressurized water reactor (PWR), achieving a proportion of 70% MOX fuel in 1986. Germany started the commercial use of MOX fuel in 1981, following extensive test and demonstration from 1968 to 1977, and licensed a large MOX fuel fabrication plant at Hanau, although construction was cancelled in 1992 after design was completed. Switzerland began using MOX fuel in the Beznau reactor in 1984, and Electricity de France began loading MOX on a commercial basis in 16 plants in 1985. Japan launched a MOX demonstration program in 1986 and currently is considering the use of MOX fuel in 12 PWRs and several boiling water reactors (BWRs) in the 1,000 MWe range. Indeed, France, Germany, and Japan have the capability for extensive MOX fuel programs in the future, depending whether planned or projected MOX fuel fabrication facilities are actually constructed and put into operation.
Work on reprocessing and plutonium recycle came to an end in the United States in the mid-1970s, as a result of both economic and public policy considerations that are discussed in
Chapter 1 and 4. The increased availability of enrichment capability and low-cost uranium ore eliminated the economic incentive for plutonium recycle in LWRs and postponed breeder commercialization. Also, the concerns about the possible stimulus that widespread commercial plutonium recycle might give to the proliferation of nuclear weapons played a significant role in the decision of the United States and several other nations to forego recycle. However, several nations—notably, France, the United Kingdom, Russia, and Japan—continue to pursue reprocessing for limited recycle of plutonium into LWRs and for support of their ongoing breeder development programs.
To meet the objective of transmuting the TRU and long-lived fission product inventories as a part of reducing waste disposal risks, the LWR with aqueous reprocessing is the most mature option technologically, requiring the least development time and effort. Present-day LWR designs are readily adaptable for the task. In contrast, fuel-cycle economics with reprocessing is far less certain. For fresh fuel containing radionuclides, the fuel development and the fuel and system performance verification would require time to obtain a database sufficient for licensing, as discussed below. Time also would be needed to construct and license the necessary fuel reprocessing and refabrication facilities in the United States. Thus, advanced LWR designs, which are currently under development and regulatory review, could be alternative candidates to present-day LWR designs to adapt for waste transmutation. In particular, the designs might be useful as the dedicated TRU burners discussed in the next subsection.
Reference Designs
SELF-GENERATED RECYCLE WITH TRANSURANICS
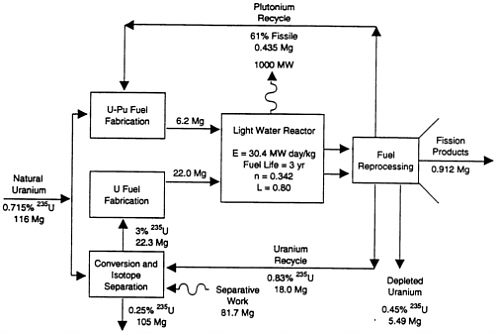
In the mid-1960s to the mid-1970s, the U.S. nuclear industry adapted the PWR and BWR designs for ''self-generated uranium-plutonium recycle" in which the fissile material recovered from reprocessed LWR spent fuel would be recycled back to the same reactors. Figure F-5 shows a representative material flowsheet for a commercial 1,000 MWe PWR based on a design of mid-1970s vintage by Combustion Engineering14 (Pigford and Yang, 1977; Hebel et al., 1978). Other LWR designs would have comparable flowsheets for self-generated recycle.
Self-generated recycle schemes typically use heterogeneous cores that contain both rods with normal LEU (about 3.3% 235U) fuel and rods with MOX fuel, so that the reactor characteristics are very similar to those for normal fueling. Two arrangements have been used to accommodate the two types of fuel materials and maintain a suitably flat power distribution in the core. Fuel rods are packaged in "fuel assemblies" that contain arrays of 14 × 14 to 18 × 18 fuel rods for a typical large PWR. In the first arrangement, each assembly may have both
|
14 |
Now Asea Brown Boveri Combustion Engineering Nuclear Power. The data for self-generated recycle is published in Shapiro et al. (1977). The material balance of Figure F-5 would need to be altered for the material flows required in a system to accommodate the already existing LWR spent fuel. |
normal rods and MOX rods. In the second arrangement, each assembly contains rods only of one type or the other. Both arrangements have advantages and disadvantages.
The use of plutonium introduces new issues of reactivity control and power distribution in the reactor because of the higher neutron-absorption cross section for 239Pu compared with 235U. Thus, the distribution of neutron flux and the concentration of plutonium in MOX rods are critical design issues that establish how the two types of fuel rods are distributed in the fuel assemblies. In the first arrangement, a MOX fuel rod near normal fuel rods, exposed to nearly the same neutron flux, may generate more thermal power. Thus, the proportion of the two types of rods may be varied depending on where an assembly is to be placed in the reactor (at the interior, periphery, or corners of the core).
The first arrangement gives a good match to the local power generation and simplifies the reactor operator's task but complicates fuel assembly production and testing. The second arrangement, in which an assembly contains rods of only one type, simplifies the task of the fuel producer. However, in a MOX assembly there may be considerable variation in flux from the assembly surface to its interior, which requires attention to the concentration of plutonium in the various rods. Thus, the second arrangement complicates the task of the reactor designer and operator to ensure that all fuel rods operate at the desired power within safety limits.
Moreover, the higher absorption cross section in 239Pu reduces the effectiveness of the usual reactor control absorbers. For self-generated recycle of plutonium containing mainly 239Pu, designers concluded that the existing control absorbers could be used if no more than about one-third of the core were fueled with MOX fuel. A larger loading would require modification of the pressure vessel head in a PWR (or the bottom-mounted control structure in a BWR) to accommodate more control rods.
Adapting the self-generated recycle approach to the transmutation of the MAs and selected fission products could proceed by mixing these constituents with the plutonium in the MOX fuel rods. The addition of MAs and 238Pu, 240Pu, and 242Pu complicates somewhat the issues of reactivity control and core power distribution, due to the changing composition and reactivity of the waste material to be burned as the transmutation proceeds over many fuel cycles. In particular, the isotopes 241Am and 240Pu have large cross sections for thermal neutrons and significantly affect the reactivity. However, recent work (Lee and Du, 1994) confirms earlier studies that show that self-generated recycle with MAs and TRUs is could be feasible with one-third core loading. Moreover, the changing fuel composition and the presence of very high actinide radioactivity in discharged and recycled fuel complicates fuel reprocessing and fabrication, quality assurance, and fuel-performance testing and verification that are required for licensing. These reactivity control and fuel issues are discussed more fully under State of the Technology below.
DEDICATED LWR TRANSURANIC BURNERS
The U.S. nuclear industry also envisioned an alternative approach to self-generated recycle with one-third core loading. Some of the PWRs were designed with the flexibility of adding enough control absorbers so that these reactors could be fueled entirely with MOX fuel
containing natural uranium rather than LEU. These LWRs would operate as dedicated "plutonium-burner" reactors while the other LWRs would be fueled entirely with normal LEU. This would avoid the problems arising from two types of fuel rods with different neutronic characteristics. To flatten the power distribution in the core, the concentration of plutonium in the rods may be varied depending on where an assembly is to be placed in the reactor. Thus, the division into plutonium burners and normal LWRs would simplify the issues of control-absorber design, reactivity control, and local heat generation rate in the MOX fuel rods. Such plutonium burners could serve as devices for transmuting the MAs and fission products.
Any of the current or advanced LWR designs could be adapted for such a purpose. Figure F-6 shows a representative material flowsheet of a plutonium-burner PWR based on the same commercial 1,000 MWe PWR design by Combustion Engineering as for self-generated recycle in Figure F-515 (Pigford and Yang, 1977; Hebel et al., 1978). An LWR is an efficient alternative for dedicated plutonium burning because it can take advantage of the high fissile specific power of a thermal reactor that results in a high fractional burn-up in the target fuel.
However, the changing composition and the radioactivity from the MAs and the various plutonium isotopes in the target fuel material raise similar issues—concerning fuel refabrication, quality assurance, and fuel performance testing and verification—for an LWR TRU burner as is discussed above for LWR self-generated recycle. The recent study of Lee and Du (1994) indicates that the neutron absorption by the 241Am and 240Pu isotopes may build up to levels in dedicated burner operation that requires addition of uranium of moderate enrichment (a few percent) to maintain reactivity. This would also enhance the capabilities for burning the long-lived fission products.
ADVANCED LWR DESIGNS
In recent years, the EPRI has conducted a program for U.S. utilities to reconceptualize LWR designs based on the extensive LWR experience in the United States and abroad. The overall objective is to achieve greater engineering and physics margins and reduced complexity of construction and operation, compared with previous LWRs. Two classes of designs are in the process of being certified for standardized licensing by the NRC. The goals are at least a factor of 10 reduction in the potential for any core-damaging accident and an even greater reduction in the potential for public harm. Additional goals address better economics.
Specific designs for "large evolutionary LWRs," all rated about 1,300 MWe, have been proposed by Westinghouse for the advanced PWR-1300, by GE for the advanced BWR, and by Asea Brown Boveri Combustion Engineering Nuclear Power for the System 80+ PWR. These systems generally conform to requirements set forth in the Utility Requirements Document (EPRI, 1990), summarized in Table F-2 and serve as benchmarks
|
15 |
The data for the plutonium burner is published in Shapiro et al. (1977). The flowsheet and material balance of Figure F-6 would need to be altered to include the MA and fission product feeds. |
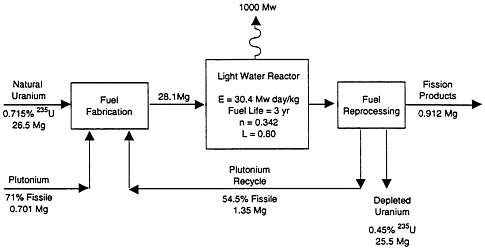
TABLE F-2 Key Utility Design Requirements for Advanced Light-Water Reactorsa
|
Plant size |
Reference size 1,200–1,300 MWe for evolutionary designs; reference size 600 MWe for passive safety designs |
||
|
Design life |
60 years |
||
|
Design philosophy |
Simple, rugged, no prototype required |
||
|
Accident resistance |
≥ 15% fuel thermal margin, increased time for response to upsets |
||
|
Core damage frequency |
< 10-5/yr by probabilistic risk analysis |
||
|
Loss of coolant accident |
No fuel damage for 6° pipe break |
||
|
Severe accident mitigation |
<25 rem at site boundary for accidents with > 10-4/yr cumulative frequency |
||
|
Emergency planning zone |
For passive plant provide technical basis for simplification of offsite emergency plan |
||
|
Design availability |
87% |
||
|
Refueling interval |
24 months capability |
||
|
Maneuvering |
Daily load follow |
||
|
Worker radiation exposure |
< 100 person rem/yr |
||
|
Construction time |
1,300 MWe: ≦ 54 months (first concrete to commercial operation); 600 MWe: ≦ 42 months |
||
|
Design status |
90% complete at construction initiation |
||
|
Economic goals |
10% cost advantage over alternative (nonnuclear) after 10 years and 20% advantage after 30 years |
||
|
Resulting cost goals (1989 dollars) |
|
1,200 MWeb |
600 MWeb |
|
|
Overnight capital 30-year levelized total generation |
1,300 $/kWe 6.3 cents/kW·h |
1,475 $/kWe 7.2 cents/kW·h |
|
SOURCE: Electric Power Research Institute (1990). a These requirements apply to both the large evolutionary LWRs and to the mid-sized LWRs with passive safety features. b 1,200 MWe commercial operation in 1998; 600 MWe in 2000. |
|||
for the near-and mid-term future. The design improvements cover every facet of the systems—reactor core design, fluid systems, steam generators, control and instrumentation, and containment.
In addition to the evolutionary improvements in design, GE and Westinghouse have proposed LWRs of 600 MWe that would employ primarily passive means—gravity, natural circulation, and stored energy—for the main safety functions. Known as "mid-size LWRs with passive safety features," such reactors could be attractive because of the simplification in system components (tanks, valves, pipes, cabling, ducting, etc.) with accompanying reduction in cost and improvement in operability, maintainability, and reliability (National Research Council, 1992:102–110). Also, such reactors may reduce the reliance on active components and human operators, relative to present-day designs, to cope with the wide variety of abnormal conditions. The passive safety features may even eliminate the need for special safety systems, such as the emergency core cooling system in present-day designs.
The Westinghouse AP-600 design and GE's simplified boiling water reactor design presumably require more development before commercial deployment than would the large evolutionary LWR designs. Nonetheless, the passive safety designs potentially could be available for start of construction by the end of this decade, and the evolutionary designs by the mid-1990s, depending on the pace of licensing and utility interest. Indeed, an AP-600 has been proposed recently as a weapons plutonium burner (Buckner and Parks, 1992). However, the critical issues raised above for the current designs—concerning reactivity control and local heat generation rate in the MOX fuel rods, as well as radioactivity in the refabricated fuel—would impact transmutation with either class of advanced LWR designs.
Transmutation Performance Requirements
The MAs could be burned in a thermal spectrum. Also, LWRs could transmute the technetium and iodine fission products. The estimated fractional burn-up rates are 11 and 3%/yr, respectively (Croff et al., 1980, 1990). In addition, the LWRs could furnish make-up plutonium if a transmutation system has other reactors that act as waste burners and are net plutonium consumers.
However, the higher capture-to-fission ratio for a thermal spectrum results in a greater build-up of high mass MAs. Successive neutron captures would produce several curium isotopes that decay by spontaneous fission and produce fast neutrons. Some will decay by alpha emission and produce enough heat to produce a cooling problem (see Chapter 4). Much of the curium alpha and neutron activity would come from 242Cm and 244Cm with contributions from 246Cm and 248Cm as these isotopes build up in later fuel cycles of the transmutation period. Further capture of neutrons together with beta decay would produce some 252Cf, which is an intense emitter of neutrons from spontaneous fission. In addition, unburned 238Pu would be a significant neutron source and heat producer. Thus, the build-up of high mass TRUs over many fuel cycles poses an issue for fuel reprocessing, target fuel refabrication, quality assurance, and fuel performance verification (see State of the Technology below).
In the residual high-level waste (HLW) after LWR transmutation, the curium isotopes and 238Pu may build up to very high activities, sufficient to dominate the short-term risks from a geologic repository. The 234U and 226Ra decay daughters of 238Pu would add to the long-term risk. Transmuting 237Np would not necessarily reduce its long-term risk appreciably if neptunium is solubility limited. Transmutation of 129I and 99Tc, or deploying better repository waste forms for these radionuclides after chemical separation, could significantly decrease the calculated individual dose and risk from a repository. However, using transmutation as a means to add more waste from future nuclear power systems to the proposed Yucca Mountain repository, as DOE has proposed, could increase the individual doses and risks from that repository, even for radionuclides that have been reduced in inventory by transmutation. Predicting the resulting effect on repository performance would depend on detailed calculations that have not yet been performed.
The comparative transmutation performance is discussed in Chapter 4, where inventory reduction factors are calculated for the Combustion Engineering PWR design as a plutonium burner, assuming a process decontamination factor of 1,000. By comparison with an ALMR of similar reactor breeding ratio (i.e., 0.65), a higher asymptotic inventory reduction factor seems possible with the LWR—about 4,800:1 versus about 3,000:1. Similarly, the time required to attain a given inventory reduction would be less than for an ALMR.
The superior performance of the LWR plutonium burner results from the higher fissile specific power of an LWR reactor, which should prevail even when MAs are included. The comparative performance is similar, but time scales are shorter by a factor of about 5 for a declining power scenario in which nuclear power is phased out as rapidly as possible consistent with transmuting the maximum amounts of TRUs and key fission products in the HLW.
Facilities and Support Requirements
REPROCESSING REQUIREMENTS
Transmutation with LWRs requires facilities of high reliability and capacity factor to reprocess the LWR spent fuel. Although the reprocessing of commercial reactor fuel was discontinued in the United States in the mid-1970s, a facility for reprocessing commercial reactor fuel had operated at West Valley, New York, for a short period, and two large commercial reprocessing facilities had been constructed at Barnwell, South Carolina and Morris, Illinois, but not operated. These plants were based on aqueous PUREX technology to separate uranium and plutonium from HLW and were designed for contact maintenance after the PUREX initial separations stage. Also, they were not constructed with international safeguards in mind. Thus, their design experience is relevant, but their costs would not fully reflect present-day requirements.
With aqueous-based technology, the facility could use a TRUEX process stage after the basic PUREX process for better separation of the MAs and reduction of the TRUs in the various waste streams to as low a level as possible. Additional processing might be employed after the TRUEX stage to separate the technetium and possibly other fission products. Also, radioiodine
would be recovered from the off-gases. TRUEX has been demonstrated on actual reactor waste at laboratory scale, but a process scale-up and pilot-scale test/demonstration would be necessary with waste containing MAs. It may become possible to use pyroprocessing technology for LWR waste, but its feasibility has yet to be demonstrated for oxide fuels, even at laboratory scale (see Chapter 2).
Based on trends in the United States and overseas for increased protection of operational personnel as well as the general public, one could assume the requirement for a fully automated, remotely maintained type of reprocessing facility (i.e., with heavy shielding and equipped with sufficient automation and redundancy to avoid the need for human access even for maintenance). Such a facility presumably would include automated materials accountability and advanced surveillance capability for safeguards.
Around 1980, a detailed study was conducted by Bechtel and Oak Ridge National Laboratory (ORNL) for a plant with all-remote operation and maintenance for reprocessing oxide breeder reactor fuel, including provision for safeguards (Jones, 1981). In addition, the experience of foreign commercial reprocessors using aqueous-based separations is highly relevant. A large reprocessing facility (UP2) at La Hague, France, with a dual defense/commercial mission has operated for over a decade, and a commercial facility (UP3) with a nominal operating capacity of 800 MgHM/yr has recently been constructed. The United Kingdom operated a small reprocessing facility at Dounreay, Scotland, and is constructing a commercial plant (THORP) of 800-MgHM/yr nominal operating capacity at Sellafield. Japan has operated a small reprocessing facility at Tokaimura and is planning for a facility at Rokkashomura of 800-MgHM/yr nominal operating capacity (see Chapter 4 and Chapter 6, Cost of Fuel Reprocessing). However, the European plants are not designed for totally remote maintenance. The design of the planned Japanese facility at Rokkashomura may be closer to the anticipated requirements for a U.S. facility.
Thus, a considerable base of experience exists on which a commercial-scale reprocessing facility could be designed and operated in the United States to meet present-day requirements. A plant the size of UP3 or the planned Japanese reprocessing facility (nominally 800 MgHM/yr operating capacity) could support many LWR TRU burners. In addition to technical issues such as TRUEX development, however, there are difficult issues of proliferation policy, public acceptability, licensing, high capital costs, and overall fuel-cycle economics. The development and system costs are estimated below. For other issues, see Chapter 6.
FUEL FABRICATION REQUIREMENTS
In addition to reprocessing capability, one or more facilities would be needed for MOX fuel fabrication, which might be collocated with reprocessing. (The technology is discussed below under State of the Technology.) Because of the much higher level of radioactivity in the fuel material from transmutation, relative to LEU, the fuel refabrication would require a fully automated MOX facility constructed for all-remote maintenance. Automated materials accountability and advanced surveillance capability for safeguards would presumably also be a requirement (Pillay et al., 1987). The closest to such a facility in the United States is the secure
automated fabrication (SAF) line in the fuel cycle plant at Hanford, Washington.16 The SAF line has a nominal capacity of 6 MgHM/yr (on a single shift) with provision for extensive fuel materials evaluation capability. Nondestructive test capability includes, for example, the use of neutron irradiation from a 252Cf source to assure uniform distribution of fissile material in fuel rods. The facility also provides for a fully automated materials accountability system as the keystone of a safeguards system.
A recent design for a much larger MOX fabrication plant is that of the Siemens Mixed Oxide Fuel Fabrication Facility at Hanau, Germany. The specification is for a facility of nominally 120 MgHM/yr at a cost reported to be about $500 million (Nuclear Fuel, 1992). The Siemens plant "… incorporates a high degree of automation and remote control, remote handling of plutonium for MOX fuel, and increased radiation protection of manufacturing personnel" (Schmiedel, 1991). The plant would have capability for sophisticated materials characterization and testing to produce fuel assemblies optimized for use of plutonium. The last partial construction license, which includes the operating license, was issued in March 1991, with the anticipation that the new facility would eventually replace the current Siemens MOX fabrication plant. After strong opposition by the public, however, the state government reconsidered the project that was cancelled in 1992.
A recent proposal to the Department of Energy, one of several for fuel-cycle systems to support the possible burning of plutonium from dismantled nuclear weapons, specifies a 150,000-ft2 fully automated MOX facility with a nominal capacity of 60 to 70 MTHM/yr, which could support up to nine AP-600 reactors operating on self-generated recycle (Buckner and Parks, 1992). (See discussion under System Costs below.) The facility would provide for powder conversion, pellet production, fuel assembly fabrication, inspection, and shipping. The preliminary plan has parallel lines for redundancy and could be expanded for additional capacity. A detailed design of the plant is not yet available, but its automation philosophy may offer a useful point of reference for the type of MOX fabrication plant needed to support LWR transmuters.
Residual Waste Management and Environmental Impacts
Waste packaging and disposal will be required for any HLW arising from fuel reprocessing and fabrication during transmutation and the residual HLW remaining at the end. It could be packaged (vitrified) with the shorter-lived fission products (mainly 90Sr and 137Cs) and disposed in the geologic repository required for those fission products and miscellaneous TRU-contaminated trash. The estimates of low-level waste (LLW) and other waste streams are not complete enough as yet to set requirements for the packaging and disposal of those constituents.
STATE OF THE TECHNOLOGY
LWRs are at a rather advanced state of development, especially in relation to the other conceptual transmutation approaches considered in this report. Nonetheless, for the LWRs and the associated fuel cycle for transmutation, the development issues include the following:
-
Verification of control absorber effectiveness and reactivity control, to offset the greater neutron absorption due to the higher concentrations of TRUs compared with normal LWR fuel. This includes matching the power from fuel rods of different and changing compositions and, for a dedicated plutonium burner, possible addition of uranium of moderate enrichment to maintain reactivity. The extensive work to date here and abroad on MOX fuel furnishes a solid basis for the additional work required with transmutation target fuel.
-
Safety studies and licensing acceptability of LWRs with TRU fuels , which would include the review of a generic environmental impact statement on MOX fuels. This would reopen and conclude the process begun with the Generic Environmental Statement on Mixed Oxide (GESMO) fuel hearings terminated in the mid-1970s, a requirement also faced by the other waste transmutation options.
Safety qualifications would be required on the specific fuel systems, as well as licensing of the reprocessing and fuel fabrication facilities. Shipping and storage of MOX fuels also must be addressed.
-
Development and pilot-scale test and demonstration of a complete separations process for the spent fuel, with minimal generation of HLW. For an aqueous-based process, this would include scale-up and pilot-scale demonstration/test of the TRUEX process. For a pyrometallurgical process for LWR spent fuels, laboratory-scale development must be completed prior to further scale-up and demonstration/test.
-
Development, quality assurance, and performance verification for fuels that contain changing amounts of TRUs and fission products. This includes the capability for long burn-up, with a database and fuel specifications sufficient for NRC licensing. The effort entails the refinement and demonstration of nondestructive testing techniques that can remain effective in the presence of the radioactivity in the refabricated fuel.
-
Verification of a highly reliable, remotely maintained and operated manufacturing process for fuels with TRUs and fission products. The process and the fuel reprocessing and refabrication facilities would have to meet the current U.S. standards for occupational (and public) health and safety, which are tighter than those that prevailed for U.S. facilities built in the 1960s and early 1970s. The licensing process may be time consuming because of the lack of recent regulatory history and regulatory guides for reprocessing and refabrication in the United States.
In addition, assay techniques must be developed, demonstrated, and accepted by regulatory bodies for determining the elemental and isotopic inventories at each stage of the fabrication process. The techniques would have to be integrated into an accountability system that meets safeguards and NRC requirements and is consistent with reliable plant operation at a high capacity factor.
-
Development and testing of a packaging process for the residual HLW from an LWR transmuter and its fuel cycle, suitable for licensing by the NRC for geologic disposal. The other waste transmutation options also face this requirement.
REACTOR CONTROL ABSORBER AND REACTIVITY CONTROL ISSUES
Several issues affecting reactor safety and licensability arise from the larger neutron-absorption cross section and the lower number of neutrons produced per absorbed neutron for 239Pu compared with 235U, as outlined above in Reference ALMR Designs. Although the fissile concentration of the plutonium is about the same as in normal uranium fuel, the larger cross section for plutonium results in less effectiveness of the control absorbers. Additional effects would arise from neutron absorption and fissioning in MAs that would build up during the long transmutation period. However, plutonium would still be the dominant TRU throughout the many fuel cycles, assuming that make-up fuel material is available as under ''steady nuclear power" scenarios.
For self-generated recycle, the designs compensate by adding control rods or by limiting the amount of plutonium and MAs. Because of the higher thermal fission cross section for 239Pu, there is a tendency for power peaking at or near the MOX fuel rods. The spatial distribution of neutron flux and of plutonium concentration will vary considerably during the time (several years) that an assembly is irradiated in the reactor. The composition of nearby uranium fuel also varies but in a different way than does the MOX fuel. Thus, for self-generated recycle (with or without actinides), it is a complicated design problem to ensure that all fuel rods operate at the desired power within safety limits during the irradiation period.
For the dedicated plutonium burner approach, some of these design issues are considerably simplified, but the price is an increased number of control rods and the need for the addition of some uranium of moderated enrichment. However, the annual MOX fuel replacement for such a reactor could be significantly greater than would be possible with existing reactors under a self-generated recycle approach. Consequently, the plutonium burner approach may be the more flexible of the two when the complication of MAs is imposed on the reactor. Nevertheless, the self-generated recycle approach with existing reactors would be feasible. The computational codes and isotopic cross sections exist to evaluate the reactivity control issues and optimize the performance for either approach.
In addition to the usual change in the concentrations of isotopes during irradiation, noted above, there will be a gradual secular change in the concentrations of TRUs as the burning proceeds. This will require careful balancing of fissile components and control absorbers to maintain suitable operation over the transmutation period. One would expect the insights and techniques gained in the study and demonstration of plutonium recycle for several decades to carry over to the situation with MAs (and technetium and radioiodine) present in the fuel. However, the program must plan for an extended period of in-reactor test and demonstration to build the database that would be required to operate an LWR TRU burner of either the self-generated recycle or dedicated burner type over the many fuel cycles.
FUEL FABRICATION AND PERFORMANCE VERIFICATION ISSUES
The target fuel for transmutation, containing TRUs and selected fission products, would draw on the experience with conventional MOX fuel in LWRs and fast reactors (U.S. Nuclear Regulatory Commission, 1975; Leggett and Omberg, 1987; Bairiot and Vandenberg, 1989; Buckner and Parks, 1992). Both mechanical blending of plutonium and uranium oxides and coprecipitation have successfully produced MOX fuel material. The U.S. effort involved extensive small-batch fabrication and testing, with commercial fabrication of MOX fuel elements up to the mid-1970s by two manufacturers—Kerr McGee at a plant in Oklahoma and the Babcock and Wilcox Nuclear Materials Division at a plant in Pennsylvania.17
More recently, DOE funded a major program of MOX fuel development and performance verification to support the development of the Clinch River reactor, emphasizing fuel reliability at high burn-up as a key to an economical fuel system (Leggett and Omberg, 1987). The overall experience with ceramic, metal, cermet, and MOX fuels illustrates the need for stringent quality control and underscores the exacting nature and significant cost of the comprehensive fuels development, testing, and performance verification that is required for licensing, not only for LWRs but for any transmutation system.
One of the fundamental advantages of the thermal spectrum associated with LWRs is the ability of destroy several of the water-soluble, long-lived fission products that tend to dominate calculated long-term repository risk. However, there has been little development of fuel materials and target forms in which the fission products may be irradiated. Significant development, demonstration, and testing would be required for a licensable wasteform.
Also, as noted above, the fuel would have secular changes in isotopic concentration over the long transmutation period from the build-up of higher actinides.18 Moreover, issues with fuel inhomogeneities and degradation, which can occur with any nuclear fuel system, need to be worked out for MOX fuels containing the MAs and selected fission products. Degradation issues can arise from impurities (e.g., flourine, chlorine, water, carbonaceous material), variations in oxide–metal ratios, and cladding characteristics (e.g., grain size, orientation, lining). Fuel fabrication processes also can exhibit problems over the range of TRU composition. For example, the MOX coprecipitation process exhibits the potential for segregation of the plutonium into plutonium-rich areas. The mechanical mix-blend process exhibits a tendency of PuO2 to resist fine-scale blending with the UO2.
The very high activities of minor actinides, particularly 244Cm, in multiple-recycled fuel for LWR-TRU transmutors may make reprocessing and refabrication so difficult and expensive that transmutation in LWRs would have to be limited to a few recycles. Other studies (Baetsle, 1993) have proposed deploying fast reactors as a means of further destruction of the TRUs after a few recycles in LWRs. In a fast-neutron spectrum the higher mass transplutonic radionuclides will be rapidly depleted.
Thus, one should recognize the need for many fuel-development cycles, entailing extensive in-reactor testing constrained by safety considerations, to build the database necessary for NRC licensing. In addition, the effort entails the refinement and demonstration of isotopic assay techniques and nondestructive fuel testing techniques (e.g., using radiation sources with standard background suppression methods) that can remain effective in the presence of the radioactivity in the refabricated fuel.
For the fuel compositions anticipated during the first few (approximately 30-year) generations of LWR transmutation, the better part of a decade, or perhaps longer, may be required to develop the fuel database, specifications, and manufacturing processes for licensing by the NRC. Assuming that existing fuel fabrication facilities (such as SAF) and existing test reactors could be used, the fuel development, characterization, and in-reactor test program would still require approval by many industry and other participants, as well as governmental organizations. This approval cycle greatly lengthens the time otherwise required to plan and conduct the program. If major new test facilities are required, the additional time to design, approve, fund, and construct them could easily double the estimate of a decade.
An extended period of fuel development, in-reactor test, and demonstration would be needed for the compositions that would occur in the later fuel cycles of the transmutation period. Chapter 4 points out a possible future option—separating the MAs and burning them in a fast reactor should their build-up pose too severe a radiation environment in LWR-fabricated fuel to permit adequate fuel characterization during the later fuel cycles.
RISK AND SAFETY ISSUES
A major effect of an LWR waste transmuter on repository risk would be to reduce the amounts of long-lived fission products, 99Tc and radioiodine, that tend to dominate the leach-and-migrate scenarios, as well as to reduce the 237Np that would become the dominant long-lived radionuclide once the key fission products were removed. Transmutation also could reduce the TRUs that influence the repository-breach scenarios, such as the plutonium and americium radionuclides. In addition, like other separations and transmutation options, an LWR system could reduce the estimated repository risk by enabling a more optimal wasteform to be used for the residual HLW after transmutation, which must go to a geologic repository along with the 90Sr and 137Cs fission products.
These benefits come at the expense of some level of risk that would be incurred by the operation of LWR waste transmuters and their associated fuel-cycle facilities over the long transmutation period. The preceding subsections note the substantial experience with MOX fuel but point out that burning actinides raises fuel performance and reliability issues that impact
reactor safety. Also, the issues relating to control of reactivity and power distribution in the reactor core, discussed in the preceding subsections, would affect the safety evaluation of an LWR transmutation system. Finally, one must recognize the safety issues inherent in transportation of the radioactive materials between sites.
Cost Information
DEVELOPMENT COSTS
One development cost of significance is the waste form and process to package the residual HLW for geologic disposal. This cost would be similar to that of other transmutation options. For further discussion, see Impacts of S&T on Waste Repository, in Chapter 6.
The second significant cost is for the development and performance verification of fuels of changing TRU composition for long burn-up, as discussed in State of the Technology. To cover the compositions anticipated over the first several generations of LWR transmuters, the better part of a decade, or perhaps longer, may be required at a cost of perhaps $50 to $100 million per year, exclusive of constructing any major new facilities (E. Evans, private communication, 1993). Part of the testing (e.g., for the later part of the many-decade transmutation period) might be carried out in parallel with operation during the first few fuel cycles in the transmutation mode.
The third significant cost is for TRUEX process development and scale-up through pilot-scale demonstration for aqueous PUREX/TRUEX processing of the LWR spent fuel (see Chapter 3 for details).
SYSTEM COSTS
A recent study of an LWR-based system to burn plutonium from nuclear weapons made a preliminary estimate of initial capital and annual operating costs for an "energy park" comprising up to nine AP-600 advanced LWRs, together with a "fully automated" MOX fuel fabrication plant of 60 to 70 MgHM/yr capacity (Buckner and Parks, 1992). (See discussion above under Facilities and Support Requirements.) For each AP-600 reactor, the capital cost is estimated at $1.0 to $1.2 billion. For the MOX fabrication plant, the operating cost is estimated at $30 million/yr, and the capital cost is estimated at $680 to $100 million for uranium oxide conversion, $205 million for plutonium to PuO2 conversion, and $375 million for pellet fuel production and fuel rod assembly. However, it is not clear that these estimates include waste treatment and an automated materials accountability system. A detailed design of the MOX facility is not yet available. However, its estimated capital cost seems somewhat low compared with that of the SAF line discussed above, which is estimated to cost about $100
million (1980 dollars) for a nominal capacity of 6 MgHM/yr, exclusive of the rest of the fuel-cycle plant, which houses the SAF line.19
These estimates for the cost of fabricating military plutonium could be considered a lower bound on the cost of fabricating multiple-recycled MOX fuel, whether from a LWR-plutonium transmutor or a LWR-TRU transmutor. The multiple-recycled MOX fuel will have far greater activities of 238Pu and transplutonic radionuclides and will be more difficult and expensive to fabricate.
Chapter 4 summarizes the impact of fuel fabrication costs on fuel-cycle economics. Recent estimates of the cost of all-remote MOX fuel fabrication, compared with that of LEU fuel, indicate that MOX fuel costs somewhat more than LEU fuel even if the plutonium is available at no cost (OECD, 1992). The differential depends on the prevailing ore and enrichment costs, but is relatively small compared with several other annual costs.
However, the assessment in Chapter 4 concludes that the capital and operating costs of a reprocessing plant for LWR spent fuel make the overall economics of thermal recycle to LWRs strongly negative for the United States relative to a once-through cycle. That chapter estimates the cost of reprocessing LWR spent fuel in the United States at $800 to $1,900/kgHM, depending on the mode of finance and other uncertainties.20 On that basis, the excess cost would be in the order of $40 to $100 billion for reprocessing the 60,000 MT of LWR spent fuel slated to go to Yucca Mountain and recycling the TRUs to LWRs, rather than using fresh LEU with direct geologic disposal of the spent fuel. This estimate neglects the higher cost of MOX fuel refabrication and the cost saving for reduced uranium ore and enrichment, but these effects are much smaller than the marginal cost of LWR spent-fuel reprocessing. Only at a later time, when the cost of uranium ore has risen to well over $100/lb, would the overall economics of TRU burning in LWRs begin to reach economic parity with using fresh LEU fuel. At such a time, other alternatives that use the fissionable resources more efficiently, such as an ALMR, would have to be considered.
Of course, other societal concerns, goals, and needs might override a mainly economic decision basis for waste transmutation, as discussed in Chapter 4. Nonetheless, the $40 to $100
|
19 |
The cost of the fabrication line itself, after development and demonstration, was about half of this $100 million estimate. The total includes extensive effort by LANL, ORNL, ANL, the nuclear industry, and other organizations in the United States, ignoring the contributions of the joint international programs and the parallel research and development efforts in other countries (E. Evans, private communication, 1993). |
|
20 |
The reprocessing cost range from Chapter 5, $800 to $1,900/kgHM, assumes aqueous-based technology for the oxide LWR spent fuel. That assessment is based primarily on a significant body of data on commercial reprocessing in several large facilities outside the United States using aqueous-based technology, which gives insight into the costs. Recently, ANL has proposed pyroprocessing techniques that might prove suitable for reprocessing LWR spent fuel. The basic chemistry of pyroprocessing has been demonstrated in the laboratory for metal fuels for which ANL is conducting initial scale-up experiments (see Chapter 2). ANL estimates that the pyroprocessing of LWR spent fuel, if feasible, would cost less than aqueous-based reprocessing. Because of the large projected cost saving for LWR spent-fuel reprocessing, the pyroprocessing concepts deserve further development support to determine feasibility and assess the prospects for realizing the projected cost saving. |
billion magnitude of the net excess cost for LWR TRU burning is an indication of how serious the situation would have to be before other societal goals might become overriding.
THE LOS ALAMOS ACCELERATOR TRANSMUTATION OF WASTE
Reference Design for ATW System
The concepts proposed by the Los Alamos National Laboratory (LANL) consist of two primary components, a proton accelerator and a subcritical target assembly. These concepts include high energy protons impinging on a target assembly to produce neutrons. The alleged advantage of a subcritical target driven by an advanced state-of-the-art proton accelerator is in the production of large fluxes of neutrons. The proton accelerator would operate at efficiencies and duty cycles not achieved to date, and the balance of the systems for reactors and reprocessing are also advanced and beyond the state of known art. It should be recognized, however, that LANL has had limited funds to develop these concepts, and the design and concepts presented are undergoing continuous change.
Four concepts for accelerator transmutation of wastes (ATW) are described by LANL: one aqueous heavy-water process and three nonaqueous molten fluoride salt processes. The concepts differ in the type of fuel flow streams, the material used for the target, and whether thorium is used in the molten salt solution fuel to provide production of fissile 233U. The concepts are
-
transmutation of TRUs and some fission products recovered by aqueous reprocessing of LWR spent fuel, using a heavy-water, oxide-slurry aqueous multiplying system that generates excess heat for electric power production and a fast-cycle aqueous reprocessing system (Case ATW-1);
-
transmutation of TRUs and some fission products recovered by nonaqueous chloride volatility or the aqueous reprocessing of LWR spent fuel, using a nonaqueous, molten-salt liquid fuel, graphite-moderated multiplying system that also generates electric power and reprocesses by treating the molten fuel salts (Case ATW-2);
-
transmutation of TRUs and more fission products recovered by nonaqueous chloride volatility or the aqueous reprocessing of LWR spent fuel, which uses a molten-salt, graphite-moderated multiplying system that is fueled partly with thorium, and generates electric power and reprocesses the molten fuel salts (Case ATW-3);
-
transmutation of TRUs and some fission products formed in a nonaqueous self-sustaining thorium-breeder system exclusively for electric power generation and reprocessing in the molten fuel salts for 233U (Case ATW-4).
The ATW system consists of six general components that are schematically represented in Figure F-7. They are an accelerator, a target, a blanket assembly, chemical processing facilities, power production facilities, and waste management facilities. These systems are in the early conceptual phase and will require development of detailed conceptual designs, programs
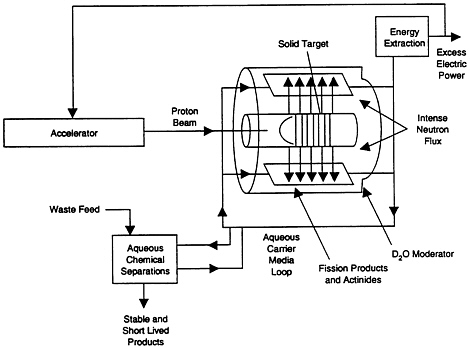
to develop and test individual components, and prepilot demonstration systems to reach the desired performance levels. Even though the concept for this facility is in an early stage, the existing technology base is sufficiently developed to make some preliminary projections of systems operation and performance.
Performance Requirements
The emphasis in evaluating performance requirements is on the performance LANL expects from the ATW concepts and how they would aid in the disposal of radioactive waste. The clearest understanding of those expectations and how they have evolved as the concepts are refined is obtained by reviewing the goals and objectives set during recent years.
The three relevant principal performance goals that a proposed ATW would be expected to achieve are:
-
transmutation of all long-lived actinide and fission product components of nuclear waste;
-
radiotoxicity of final disposed waste less than that of uranium ore; and
-
reduction of the time scale for nuclear waste storage to that of a human lifetime.
From the discussions with LANL personnel, it was understood by the committee that the goal of the personnel would be to transmute all radionuclides, including those formed in the process of transmutation. While the extent of transmutation has not been fully defined in their materials or reports, they have indicated that their goal is for any remaining waste stream that contains actinides to be suitable for disposal as Class C low-level waste. This suggests that no HLW repository would be needed for these wastes.
While the goal of radiotoxicity less than that of the uranium-ore fuel cycle is an interesting transmutation objective, it is not a particularly useful one in today's regulations. Furthermore, the committee has not seen the basis for such a toxicity calculation, and it could not determine whether the objective is based on curie content of the original ore requirements or curies per unit volume of waste. These issues and the evaluation of waste from the process are discussed in some detail later.
In expecting that the ATW can reduce the time scale for nuclear storage from 10,000 years to a human lifetime, the concepts go further than eliminating high-level waste (HLW). No storage or disposal would be required after the waste has been stored for about 70 years. This means that the longest remaining half-life after transmutation must be only a small fraction of a human lifetime, but details on how this could be achieved have not been provided. During subsequent concept development, LANL stated that no remaining radionuclides would have a half-life exceeding 30 years. Details supporting this are also under development. Presumably, such waste would contain fission products 90Sr and 137Cs (half-life 3 to 106 yr) in hazardous quantities. These must be in waste form suitable for emplacement in a geologic repository or monitored surface storage for a duration of at least several hundred years. Understanding of this key issue is important.
The comparative transmutation performance for the ATW is discussed in Chapter 4 where the inventory reduction factor is calculated for the Combustion Engineering pressurized water reactor (PWR) design as a plutonium burner, assuming a process decontamination factor of 1,000. In all cases, the ATWs have even higher reduction factors as a function of years of operation. Similarly, the time required to attain a given inventory reduction would be less for any of the ATW concepts than for an ALMR or a LWR. For example, under a steady power scenario, an inventory reduction factor of 10 requires about 7 years for the ATW-2, 300 years for the LWR, and 430 years for the ALMR. For a reduction factor of 100, it requires about 400 years, 4,000 years, and 7,000 years, respectively.
ATW Concepts
ACCELERATOR
Since the accelerator is fundamental to ATW concepts, it is appropriate to begin the review with the reference design of the two proton accelerators. A general configuration and subsystem description is shown in Figure F-8. The highest energy machine is used to drive ATW-1 and employs a 1.6 GeV, 250 mA (400 MW) accelerator. (Reference LA-UR-92-2020). This machine is proposed to operate in a continuous wave mode with a macroscopic duty factor of 100%. The 1.6 GeV (250 mA) beam is ultimately split into four beams of 62.5 mA each, and these beams impact the target/blanket to produce a neutron flux of about 2 × 1015 neutrons/cm 2 sec.
From two injectors, the beams are combined by a funneling structure, then the protons are accelerated from 20 to 80 MeV in a 700 MHz bridge-coupled drift tube linac (DTL) consisting of 86 5-cell tanks with focusing elements utilized between the tanks only. The 700-MHz coupled cavity linac (CCL) accelerates protons from 80 MeV and is made up of 812 10-cell tanks. As in the DTL, focusing elements are only employed between the tanks in order to permit a smoothly changing acceptance and strong focusing.
An important design goal in the high energy portion of the linac is achieving a high radio frequency (RF) efficiency. This is critical, since RF costs dominate both the capital costs of the accelerator and its operating costs. To increase RF efficiency, a low capital cost and high electric conversion factor are necessary (power grid to beam power). A CCL RF-to-beam efficiency of 84% is projected with the current accelerating gradient of 1 MV/m, resulting in an approximately 2-km accelerator.
Other significant design considerations are
-
Proton source. The proton source for the ATW accelerator requires state-of-the-art performance with respect to output, lifetime, and brightness. The source currently operating at Chalk River most nearly approximates these parameters. It has been operating with a proton output of 105 mA and an RMS emittance of 1.2 × 10-6-m rad. Only a 10% extrapolation from current performance is required for ATW operating requirements. The emittance is nearly a factor of 2 less than specified for injection into the ATW radio frequency quadrop (RFQ).
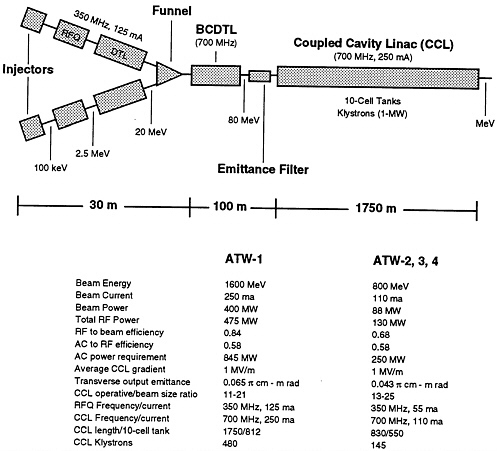
-
However, to operate in CW mode, further development is necessary. At Chalk River, a 600-ke V RFQ injected by an ECR source has produced an output of 70 mA in CW operation.
-
RF power sources. High efficiency RF sources are critical to reducing operating costs. Development of a high-efficiency, low-cost, long-lifetime 700-MHz RF source for the CCL of the ATW would offer the greatest leverage in reducing costs.
-
Beam-loss control measures. Hands-on maintenance is highly desirable. To allow the hands-on maintenance desired for the ATW accelerator, beam losses must be kept to 1 × 10-5 of total current. Los Alamos Meson Physics Facility operational experience and simulations relevant to ATW have identified areas of beam losses in the CCL. Design features of the ATW linac to minimize losses include a large ratio of accelerator aperture to transverse beam size, a linac front end designed to minimize losses in the DTL, and an emittance filter following the funnel to remove transverse phase space tails before the beam enters the CCL accelerating structures.
For all other ATW concepts, the accelerator energy and current requirements are reduced to 800 MeV and 110 mA (88 kW). The injectors for the concepts RFQs and DTLs are essentially the same but have lower current requirements. The CCL operates at the same frequency but with fewer 10-cell tanks and accompanying RF power sources.
-
Reliability considerations. An accelerator availability in excess of 85% would be necessary to meet the needs of a satisfactory ATW system. This has not routinely been achieved with accelerators of this type, which were used in a research rather than a production environment, often undergoing modifications and upgrades to enhance performance in once or two parameters. However, accelerators can be designed with high availability as a specification. There is no component that is inherently unable to reach a resulting goal of 85% accelerator availability with the appropriate R&D effort and a serious preventive maintenance program.
TARGET SYSTEM
The target material and design for the ATW concepts vary according to the specific application. Originally, LANL had proposed solid tungsten-lead targets for ATW-1 and liquid lead for the other concepts. Currently they favor liquid lithium metal or molten salt, where there is a reasonable body of experience from work done in support of high energy neutron sources. The spallation targets are designed to yield 30 or more high energy neutrons per GeV of incident proton, resulting in a neutron multiplication factor of between 10 and 20 in a surrounding blanket of fissionable material. With approximately two-thirds of the proton beam energy converted into thermal energy in the target, high power densities of 3 to 4 GWt/m3 is estimated for the target. This range of power densities is somewhat higher than that of the FFTF but considerably smaller than that of the High Flux Beam Reactor at Brookhaven National Laboratory. LANL analyses show decay heat generation in the target is manageable, with proper heat exchanger designs for rated power operations.
Multiple nuclear reactions involving high energy neutrons in the target produce a host of nuclides, many of which are radioactive. Particular attention has to be given to the containment and management of volatile spallation products (e.g., 10.72-yr 85Kr and 36.4-d
127Xe). In addition, recovery and transmutation of long-lived radionuclides, especially 1.5 × 107-yr 205Pb, have to be considered. The equilibrium inventory of 205Pb in a lead target of 3 Mg is estimated to be 15 kg.
A recent target design for the nonaqueous ATW concepts uses a 7Li liquid-metal or molten salt target surrounded by lead or 238U. In this design, the intense proton beam produces a few high energy neutrons in the light-metal target, and the energy of these spallation neutrons is expended in knocking a few more neutrons out of the heavy metal, which essentially serves as a fast neutron multiplier. The lithium flow in the target is connected to the coolant lithium flow in the blanket, which consists of fluid fuel circulating through a graphite block immersed in a lithium pool.
BLANKET ASSEMBLY
The ATW-1 concept specifies aqueous reprocessing technology to obtain TRUs from LWR spent fuel and to process the blanket and target materials. Separated fission products would be formed into solid targets for transmutation in the thermal neutron flux. The reprocessing systems must provide for high recovery and substantial separation of all TRUs and of all fission products if no high-level and TRU wastes are to be produced. Since the reactor is to be fueled and elements to be transmuted are added with a slurry of oxides and salts in heavy water, with much of the processing postulated in light water, in addition to the complex processing for separations and recovery, there are a number of problems of transition from one solvent to another.
The blanket or reactor structure of the aqueous ATW-1 is patterned after the pressure-tube calandria structure of the Canadian CANDU power reactors. However, the coolant pressure and temperature have been increased to obtain higher thermal efficiencies because of the high electrical energy needed to power the accelerator. Also, there are significant differences in the design of the pressure tubes. Figure F-9 provides a general view of the blanket with different flow streams in the assembly depending on the surrounding neutron flux and energy spectrum.
CHEMICAL PROCESSING
To obtain a separated stream of TRUs and fission products (see Chapter 2), the ATW designs require processing of LWR spent fuel. These TRUs and fission products would be shipped to the site of the ATW subcritical reactors where integrated on-line processing units (1) process the fluid-fuel blanket streams from the reactor core into separate fission products for recycle as special transmutation targets, (2) process the transmutation targets for recovery and recycle, and (3) process the solid or liquid spallation targets to remove and recycle radioactive spallation products. All of these processing steps, including the reprocessing of LWR spent fuel, must have very high recoveries, so that most or all reprocessing waste will qualify for low-level disposal. Some of the ATW integrated processes operate continuously, with minimal cooling
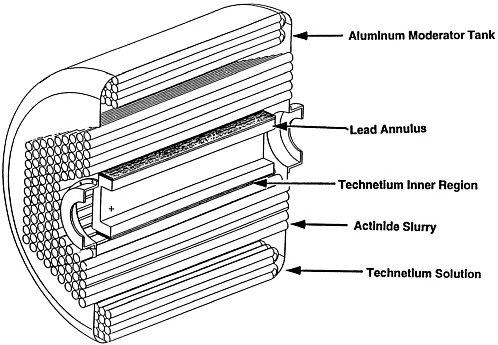
of the streams diverted from the reactor for processing. The processes differ drastically in detail for the aqueous and nonaqueous ATW concepts.
The overall ATW systems model in Figure F-10 illustrates the major differences in the several approaches. Table F-3, which gives the principal design features of ATW transmutation concepts (see below), is useful in comparing these approaches. The critical differences occur not only in the target and blanket assembly but also in the chemical plant and equipment. It is clear that options including thorium or defense wastes as a feed and power production would require somewhat different configurations.
ATW Systems
Having looked at the basic components of an ATW system, and their similarities and differences on a general scale, the specifics of each of these concepts are given below in some detail.
ATW-1
In the ATW-1 design, a 1.6-GeV proton beam produces spallation neutrons that are moderated by heavy water contained at near-atmospheric pressure in a calandria structure. A separate hot heavy-water stream at high pressure, containing a slurry solution of TRUs, fission products, and activation products is circulated through Zircaloy process tubes that penetrate the calandria. The process tubes must be thermally insulated from the heavy water of the moderator. Thermal neutrons must diffuse from the heavy water through the process tubes and into actinide and fission products containing fuel, causing fission and transmutation.
The heavy-water fluid fuel is circulated through an external heat exchanger (where problems with deposits from the saturated slurry-solution fuel working across a high-temperature gradient can be expected) generating steam to drive a turbine generator. A large fraction of the electricity generated is fed back to operate the accelerator. There are four calandria systems, referred to as ''blanket modules," coupled neutronically to each other and to the spallation target. Part of the circulating fuel will be delivered to an evaporating system where it will be converted to a dry powder to feed the reprocessing system. The recovered heavy water will be used to make a new slurry from the products of the reprocessing plant.
The heavy-water blankets form a subcritical reactor, operating with an effective reproduction factor, keff = 0.95. This means that 20 times as many neutrons are formed by fission as by accelerator-produced spallation. The subcritical reactor is basically similar to the CANDU heavy-water reactor, except that the CANDU reactor utilizes solid uranium-dioxide fuel in the process tubes and is cooled with heavy water of well-controlled chemistry.
A portion of the heavy-water fluid fuel is circulated to an integrated reprocessing system, where fission products and activation products are removed. This concept anticipates that, with an overall decontamination factor of about 1,000 for a variety of separations and an annual waste volume of 50 cubic meters, the content of TRUs in the resulting waste will be less than
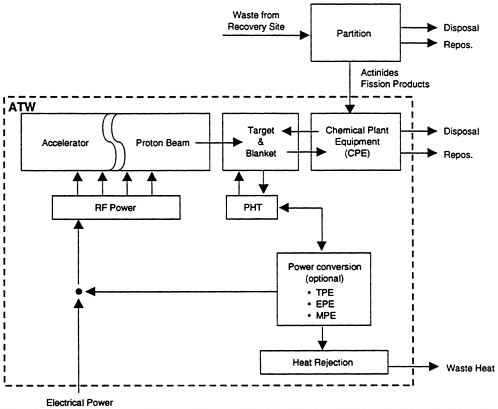
TABLE F-3 Principal Design Features of ATW Transmutation Concepts
|
|
Aqueous LWR Fueled |
Nonaqueous LWR Fueled |
Nonaqueous LWR plus Thorium Fueled |
Nonaqueous Thorium Fueled |
|
Thermal power, Mwta |
8,3000 |
6,000 |
3,000 |
3,000 |
|
Accelerator beam current energy |
250 mA; 1,600 MeV |
110 mA; 800 MeV |
110 mA; 800 MeV |
55 mA; 800 MeV |
|
TRU transmuted kg/yr @ 80% capacityb |
2,602 |
1,920 |
240 from LWR |
960 from Th |
|
Met electrical power, MWea |
1,601 |
2,180 |
1,000 |
1,040 |
|
Moderator |
Heavy water |
Graphite |
Graphite |
Graphite |
|
Fuel |
TRU oxide Slurry in heavy water |
TRU in molten fluorides |
TRU in molten fluorides |
TRU in molten fluorides |
|
Coolant |
Fluid fuel |
7Li |
7Li |
7Li |
|
Spallation target |
Tungsten, lead |
7Li, uranium |
7Li, uranium |
7Li, uranium |
|
Percent fission products transmuted |
3.0 |
2.5 |
7.5 |
7.3 |
|
Effective production factor |
0.92 |
0.95 |
0.95 |
0.95 |
|
Average neutron flux in blanket, n/cm2s |
1.3 × 1015 |
2 × 1015 |
5 × 1015 |
5 × 1015 |
|
Cooling system inventory/total TRU inventory |
0.296 |
0 |
0 |
0 |
|
Processing inventory/total TRU inventory |
0.408c |
0.25 |
||
|
Times to process blanket inventory, yr. |
0.171c |
0.083 |
0.83f |
0.83f |
|
Total TRU inventory, kg |
|
|
344d |
255d |
|
|
17,850 |
938 |
|
|
|
|
|
|
806e |
954e |
|
a The listed thermal and electrical powers are the plant nameplate capacities. b The TRU transmuted per year is the yearly average, calculated at 90% capacity factor. c Two loop averaged values. d Includes rapid chemical separation of protactinium, to decay to 233U. e Protactinium is not separated, 90-day for 233Pa decay before reprocess. f 0.083 day for fission product processing. SOURCES: Arthur (1992a, b); Bowman (1992a, b); Davidson (1992). |
||||
100 nanocuries/g, thereby enabling it to be classified as Class C waste and disposed of as LLW. While the LLW goal for all waste is achievable, it has not been accomplished by any working plant.
The concept specifies aqueous reprocessing technology to obtain TRUs from LWR spent fuel and to process the blanket and target materials. Separated fission products would be formed into solid targets for transmutation in the thermal neutron flux. The reprocessing systems must allow high recovery of all TRUs and of all fission products if no high-level and TRU wastes are to be produced.
According to the concept, a single 8,300-MWe aqueous ATW could transmute the TRUs from eight to ten 1,000-MWe LWRs. The net thermal efficiency of the aqueous ATW is very low, a consequence of the relatively low thermal efficiency of CANDU-like calandria systems and the need to recycle a large fraction of the electric energy produced to power the accelerator. From the data supplied by LANL (Arthur, 1992a, b; Bowman, 1992; Davidson, 1992), calculations show a net thermal efficiency of only 19.3%. Such a low efficiency seriously affects the overall economic performance of the aqueous ATW, as discussed later. The sale of electric energy is a means of mitigating the high cost of chemical processing of LWR fuel or other waste to obtain TRU feed materials for the ATW and the recycle chemical plant for the separations. Other accelerator and reactor concepts have thermal efficiencies of over 30%, which makes their electrical production much more significant.
A material flow diagram for an ATW-1 is shown in Figure F-11, where the material inventories are scaled from the ATW data of Table F-3 for a rated power of 1,000 MWe. The continuous processing of fluid fuel in the ATW-1 concept is represented in terms of equivalent annual material flow rates, with a capacity factor L = 80% and a reprocessing loss fraction of 0.001. The fuel consists entirely of TRUs, with the inventories in the blanket and heat exchanger and in the reprocessing stream somewhat smaller than the corresponding TRU inventories in typical ALMRs of Chapter 4. The ATW fuel is very rich in MAs, mostly curium isotopes, which make up more than 75% of fuel in the reprocessing stream. Although the overall TRU inventory is relatively small, the discharge and feed flow rates are considerably larger than for the ALMR designs due to a high reprocessing frequency. This results in relatively large TRU losses and achieves rather a small reduction in the overall TRU inventory, as discussed further in this section. The heavy metal depletion rate of 1.63 Mg/yr is high, reflecting a low thermal efficiency eta η of 19% for this aqueous ATW design.
For the aqueous ATW, LANL plans for aqueous reprocessing of LWR spent fuel in some external facility, presumably by an improved, expanded, and complex PUREX/TRUEX-based technology to obtain high recoveries of TRUs and fission products. As shown in Figure F-12, the recovered TRUs are fed into an integrated ATW aqueous reprocessing unit where neptunium and plutonium are separated, converted to oxide slurries, and added to slurry streams returned as recycle fluid fuel to a portion of the reactor core. This portion of the reactor, that irradiates the neptunium/plutonium-rich slurry circulated to an external heat exchanger (which needs to be free of deposits, corrosion, and erosion, even with the CsI in solution) and then to a processing loop is called the "neptunium/plutonium loop." The recycle slurry, which leaves the reactor to be processed, is cooled about 5 days before entering the new and complex
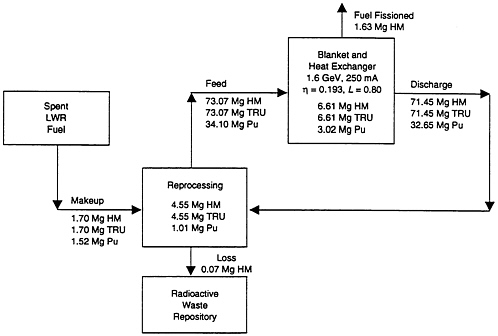
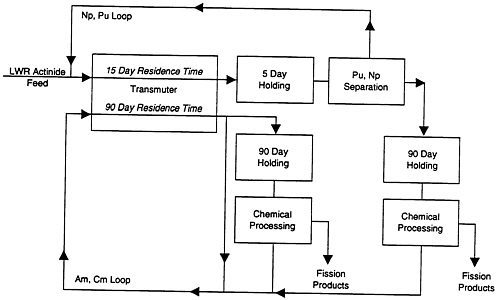
high-heat and radiation-load processing unit. The heavy water is removed completely, and the oxides and soluble salts are taken up in a strong acid solution. Difficulty with dissolution is to be expected. The separated plutonium and neptunium are converted back to controlled morphology oxides and reintroduced to the reactor fuel loop. The controlled morphology can be expected to add steps to the process.
Americium, curium, and fission products are separated in the processing unit of the neptunium/plutonium loop and are diverted after holding for 90 days to a separate "americium/curium loop." Americium/curium slurry produced in that loop is circulated through a separate portion of the reactor for irradiation and transmutation and then through another external heat exchanger system with its own fuel inventory and its own heavy-water slurry to light-water-solution transition. These will be slurry/solution loops with individual problems associated with temperature-gradient-driven deposit formation. The slurry stream recycled for processing in this loop is cooled 90 days before processing, with an estimated total external time for reprocessing of 90 days. Neptunium and plutonium formed during irradiation are separated and returned to the neptunium/ plutonium loop, and fission products are separated and sent to the additional fission-product processing system described below.
The various integrated processing systems perform separations by aqueous chemistry, as shown in Figure F-13. Incoming feed to the neptunium/plutonium loop is dissolved in nitric acid and pH adjusted. Liquid anion exchange, using a quaternary amine, separates the neptunium/plutonium stream from the stream of americium, curium, and most of the fission products. A separate fission-product stream of technetium and palladium is also produced. The neptunium/plutonium product is denitrated by heating, resulting in oxides that are slurried in heavy water for return to the reactor.
In the americium/curium loop, the separated americium, curium, and most of the fission products, after 90-day cooling, are dissolved, denitrated with formate for pH adjustment, and treated with liquid anion exchange to recover 238Pu that will have been formed by decay of 242Cm. 238Pu is recycled to the americium/plutonium loop.
As shown in Figure F-14, the recovered technetium fission product from internal and external sources is converted to 7LiTcO4 in heavy water and fed to the technetium transmuter region of the reactor, which is the third loop that affects reactor operations. Separated fission-product ruthenium is not present in this stream. The 99Tc is converted to stable 100Ru and is discharged by vaporization as RuO2. Radioactive ruthenium from fission discharges with palladium.
Processes for separating and transmuting fission-product iodine and cesium do not appear in the briefing materials. It has been proposed that the cesium, strontium, and iodine should be collected from the heavy water and the process raffinates and the separated cesium and strontium be allowed to decay in isolation for 10 half-lives. There are no favored processes for these separations as yet. There are suggestions that the iodine should be isolated and exposed for transmutation as the element.
The latest information available to the committee indicates that LANL is giving a low priority to the study of aqueous systems for ATW—molten salt separation process is being preferred.
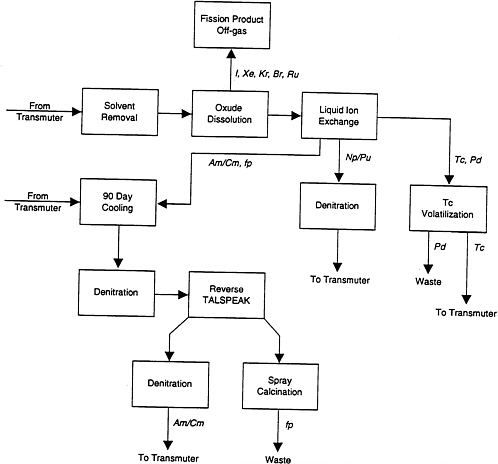
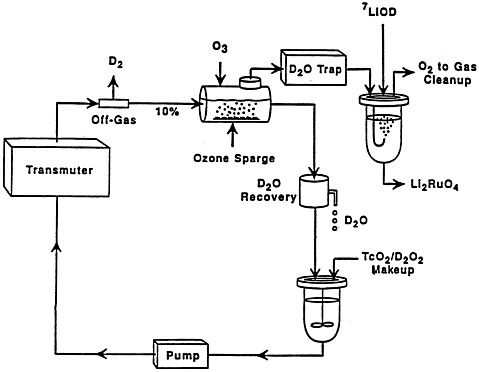
ATW 2, 3, AND 4
Alternative cases ATW-2, -3, and -4 use the reduced energy accelerator with a 7Li metal or molten salt spallation target cooled by an external heat exchanger. The lithium target is surrounded by heavy metal, lead, or 238U, which multiplies high energy neutrons generated by the incident proton beam. The blanket modules are composed of graphite moderator in the form of machined blocks, fused-salt fluid fuel, and helium coolant. The graphite will have to be of a grade that is a specialty low-porosity product.
Fused-salt fuel is contained in holes machined in the graphite. Lithium coolant flows through other holes in the graphite. Heat from TRU fission is conducted from the molten salt through graphite to the lithium coolant. The lithium coolant flows to external heat exchangers. To reduce production of tritium through thermal capture neutron capture in 6Li, isotopic impurities in the lithium coolant have to be minimized. The 7Li postulated for the molten salts and target is in short supply and not commercially available from U.S. sources. A portion of the fused-salt is withdrawn continuously for nonaqueous processing to remove the fission and activation products with processes not yet demonstrated on any scale. As in the aqueous ATW, no control absorbers have been provided.
From concept data, calculations show the net thermal efficiency of the nonaqueous ATW to be 33 to 36%. Here the temperatures of the fluid fuel and coolant are high enough that an appreciable fraction (39%) of the fission energy is converted to electric energy. Only a few percent of that electric energy is needed to drive the accelerator. The net thermal efficiency of the nonaqueous ATW, as anticipated by LANL, is attractive for generating electric energy for sale to mitigate capital costs and reprocessing costs.
Thorium-fueled modifications of the nonaqueous concept, ATW-3 and ATW-4, are being studied by LANL as a possible means of improving the fuel-cycle economy. Thorium would be added to the fused salt. The concept would generate 75% of its thermal energy from fission of actinides formed by neutron absorption in thorium, roughly equivalent to a breeding ratio of 0.75. The remaining fissions would be from TRUs obtained from LWR spent fuel. Once all LWR fuel has been transmuted, the thorium content could be increased sufficiently for the system to operate as a self-sustaining thermal breeder, analogous to the fused-salt thermal breeder under development at Oak Ridge National Laboratory (ONRL) but set aside many years ago. The advantage projected when the carrier material is molten salt, such as lithium-beryllium-fluoride, is that this configuration can extract electric power efficiently because of the salt's high thermal-to-electric conversion capabilities. Figures F-15, F-16 and F-17 provide materials balance for 1,000-MWe concepts ATW-2, -3, and -4, respectively.
In contrast to the aqueous ATW-1 concept, where the fluid fuel serves as coolant dissipating heat in the heat exchanger, coolant in all of the nonaqueous ATW concepts is liquid lithium flowing through the graphite moderator. Elimination of the fuel inventory tied up in the heat exchanger, coupled with a high thermal efficiency (eη = 33-36%) and higher neutron fluxes, results in considerably smaller TRU inventories for the nonaqueous concepts summarized in Figures F-15, F-16, and F-17. The ATW-2 fuel consists entirely of TRUs from spent LWR fuel and hence shows the largest fractional TRU depletion rate of all ATW concepts. For ATW-3 and ATW-4, either partially or fully fueled with thorium, the materials balance includes
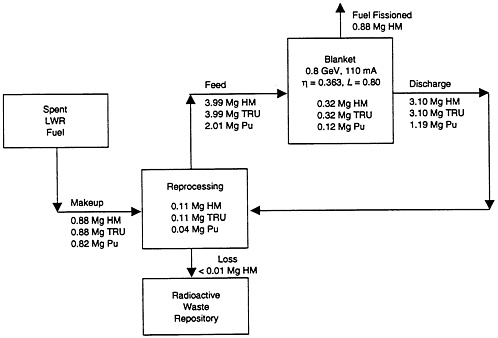
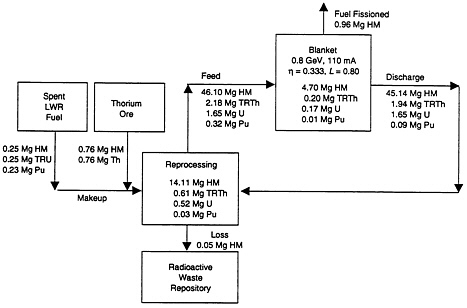
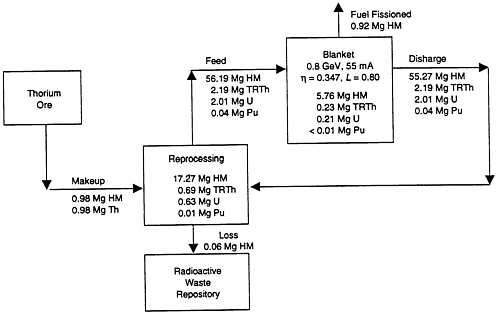
trans-thorium inventories consisting mostly of protactinium and uranium isotopes produced in the blanket. The flowsheets are limited to the concepts that do not allow rapid chemical separation of 233Pa from thorium to decay to 233U. When rapid separation of 233Pa is allowed, the trans-thorium inventories are smaller, as shown in Table F-3. Although the TRU inventories, mostly consisting of plutonium, are rather small for the ATW-3 and ATW-4 concepts, the actinide transmutation efficiency should be evaluated on the basis of the total trans-thorium inventories for these concepts.
NONAQUEOUS REPROCESSING OF LAW SPENT FUEL
For the nonaqueous ATW, fueled with a solution of TRUs in molten fluorides, LANL describes entirely different separation processes. The separation of TRUs and fission products from LWR spent fuel is to be carried out in a separate facility, as in the case of the aqueous ATW. However, LANL proposes that the LWR spent-fuel recovery will not be based on the well-established PUREX technology, supplemented with TRUEX for high recovery. Instead, it proposes a water-free halide volatility process, based on technology that has been developed for reprocessing metallic uranium-zirconium alloy naval fuel at Idaho Falls. The process was proposed by Westinghouse (McLaughlin, 1992). It is said to accomplish the required conversions and separations with a minimum of unit operations and a minimum of new technology developments. LANL has not sufficiently explained the desirability of developing such a process for low-enrichment LWR oxide fuel rather than adapting the conventional aqueous process.
The proposed process would remove Zircaloy cladding by adapting a process using a plasma torch. Zircaloy cladding would be reacted selectively with chlorine gas, forming volatile zirconium tetrachloride. The zirconium tetrachloride would then be condensed, separating it from the noble fission gases krypton and xenon.
It appears that the recovered zirconium tetrachloride would have to be sent for geologic disposal. It would be normally expected that this very reactive material would be converted to a more stable form like the oxide for disposal. The generation of hydrochloric acid from a damaged container of Zr 14C in the repository could be a serious problem. The fate of the important radionuclides 129I, 131I, and 14C is not mentioned. At least some of the iodine would be expected to be found in the zirconium chloride. There is appreciable 14C in the Zircaloy, and much of the noble fission gases and iodine will evolve when the cladding is removed. The volume of zirconium tetrachloride waste is likely to be much greater than the volume of compressed cladding hulls resulting from commercial aqueous processing. Its very high reactivity with water and its content of fission products and actinides will present problems.
The remaining solids, containing the uranium dioxide, fission-product oxides, and TRU oxides would then be fluorinated with hydrogen fluoride (HF) to form uranium tetrafluoride, and other volatile fluorides, and then with fluorine to form volatile uranium hexafluoride and other fluorides. Volatile fluorides of TRUs and some fission products like neptunium, plutonium, and technetium will also evolve. A high-purity uranium product stream is said to be obtained by multistage distillation of the gaseous fluorides. Processes of this nature have been used to
prepare uranium hexafluoride for the diffusion plants with the creation of by-product streams and have left some technitium, neptunium, and plutonium in the fluoride. The remaining fluorides of TRUs and fission products form the feed to the ATW molten salt blanket.
Whether the proposed process could achieve the high recoveries of actinides and fission products necessary to accomplish the LANL system objectives has not been discussed. It seems that LANL may favor this process, because the ATW blanket is already intended to be a molten fluoride system. However, the alternative of using the well-established existing PUREX technology, supplemented with TRUEX, for LWR spent-fuel reprocessing warrants consideration. There are substantial problems: (1) added salts to waste with the processing of the mixed fluorides in aqueous systems, (2) recovery of the costly beryllium and 7Li; and (3) control of corrosion, complexing, and precipitation problems introduced by the fluoride ions in nitrate chemistry processes.
The idea of chemically decladding Zircaloy-clad UO2 fuel is not new. A process called the Zirflex process was proposed in the early 1960s before the mechanical decladding was fully developed. It involved dissolution of Zircaloy cladding as ammonium fluorozirconate in a boiling solution of ammonium fluoride containing ammonium nitrate (Smith, 1960). However, mechanical decladding of LWR spent fuel has been proven successful in current commercial reprocessing operations in France, the United Kingdom, and Japan.
There are good reasons why such a process may be attractive for low TRU, low 238U zirconium-uranium alloy spent fuel from naval reactors. However, it is difficult to see how this process could be construed to require less development than conventional aqueous processing when applied to low-enrichment oxide fuel. Also, it is not clear why the proposed process offers any economic incentive over aqueous processing, even if it were fully developed.
Whether the proposed process could achieve the high recoveries of actinides and fission products necessary to accomplish the LANL system objectives has not been discussed. It seems that LANL may favor this process because the ATW blanket is already intended to be a molten fluoride system. However, the alternative of using the well-established existing PUREX technology, supplemented with TRUEX, for LWR spent-fuel reprocessing warrants consideration.
REPROCESSING AT THE NONAQUEOUS ATW
LANL (Bowman, 1992) proposes that integrated processing for the nonaqueous ATW be based on ultracentrifuge separation of the TRUs and fission products from the BeF2- LiF fused-salt carrier. This novel concept would involve separation of solutes of different molecular weight rather than separation of materials initially present in a two-phase mixture with different densities of phases. Recycle streams and centrifuge angular velocities are adjusted to yield a separated stream of fission-product fluorides. The calculated decontamination factor for removing actinides from fission products is 104 to 107. The TRUs and remaining salt are recycled.
Centrifuges can be used if reliable machines, remotely maintained, can be created for high-temperature operations. There are problems with the phase diagrams of the systems at
hand. Serious deviation from the feed composition will change the melting temperature to higher values on at least one end of the separation in the system, and eventually the problem is one of dealing with the removal of small amounts of impurities from high melting fluorides with melting temperatures to about 1,000° C. The pure liquid phases have to be above their melting points to obtain the high decontamination factors and discharge concentrated wastes.
The light lithium fluoride melts at 848° C and the eutectic with beryllium fluoride at about 350° C at about 50 mole percent. The phase diagram gives a useful liquid range at about 450° C, and fortunately the beryllium-lithium pair, with a mass difference of 2, is about as hard to separate by centrifuge as the lithium isotopes. The lithium and beryllium will tend to separate from each other a little, but the whole separation could be done at the lower temperature using dilute melts of the elements to be separated, refeeding of the isolated light lithium, beryllium fractions with no effort to isolate pure heavy elements in high concentrations with the centrifuges. In phase diagram terms, the isotope separations are the easy ones for simple melts like CsCl. These problems are much the same as those encountered in the separations performed in many stage thermal diffusion columns, such as those used to do some enrichment of the isotopes of uranium in liquid uranium hexafluoride at ORNL in 1944.
LANL also proposes a similar cascade of centrifuges to remove the spallation products from the liquid-lead spallation target. Another cascade would separate the 137Cs isotope from fission-product cesium liquid metal. In the absence of stable 133Cs that could absorb neutrons to form more 137Cs, the 137Cs would then be separately irradiated and transmuted to stable barium. Evidently LANL's purpose is to reduce the content of 137Cs so that the remaining cesium would reach Class A levels for radioactive waste. LANL has not addressed the longer-range problem of 135Cs. Because of its long half-life of 2.3 million years, 135 Cs is frequently calculated to be one of the most troublesome radionuclides in geologic disposal of HLW. It should present a similar problem for LLW.
LANL has not presented any extended comments on how this centrifugal separation will be accomplished in molten salts. There have been no commercial applications of high-temperature centrifugation except for some centrifugal casting of metals—rather simple, short-term applications. The applications suggested would require very long periods of continuous operations with very difficult maintenance problems essentially eliminated. The separations proposed with molten salts will lead to phase separations as solids unless there is extensive knowledge of the phase diagrams involved or the operations are conducted above the melting points of the highest melting phase expected. This approaches operating temperatures of a 1,000° C for high thorium fluoride systems. The ability of centrifuges to separate in homogeneous phases is greatly reduced at higher temperatures. This higher temperature requires higher and higher speeds and thus higher stresses with materials of construction that become weaker and weaker for a given separation. The gas machines have a very low mass inventory that allows good use of the mass to generate the needed flow pattern at the expense of even more stress. The only material known to be useful under these expected extreme conditions would be the very expensive, very difficult to make composites of carbon fibers held together with carbon deposits. Billions have been spent on the development to commercial usefulness of the relatively simple and well-known gas centrifuges. The development work has been aimed at operating the centrifuges at near-ambient temperatures with materials that are
easier to use and that have efficient isotope separation properties and appreciable vapor pressures at operating temperatures. A comparable expenditure would be expected to be needed for very hot liquid machines if they were possible at all.
POWER PRODUCTION FACILITIES
The power production part of this concept in heavy-water form is reasonably conventional and based on the CANDU reactor systems. Heat exchangers are used to heat a working fluid, which is used to power turbine generators. The efficiencies of the various approaches are quite different depending on the pressures and temperatures of the system. These efficiencies are discussed in some detail later. The molten salt designs certainly have the potential of being efficient power producers.
WASTE MANAGEMENT FACILITIES
It is the original intent of the ATW concept that only LLW would be produced as a consequence of this program. Several questions have been raised in previous sections concerning the viability of this goal, but not its cost or consequences. A better perspective is provided on this goal in Performance Requirements above as well as in discussions under State of the Technology.
Safety Issues and Reactivity Control
LANL states that the main benefit from the accelerator would be to allow use of a subcritical reactor for neutron multiplication, thereby avoiding the criticality safety issues of critical reactors and possibly the public issues on nuclear power. Clearly, in this concept neutron multiplication can be stopped quickly by terminating the beam current impinging on the spallation target. The accelerator neutron source would be a rapidly acting control element and should be capable of controlling those reactivity transients that lie within the control capability. For example, if the subcritical blanket systems operate at an effective reproduction factor of 0.95, the accelerator neutron source would control a positive reactivity swing of no more than 5%. LANL does not propose control absorbers for additional reactivity control. Possibilities of reactivity swings exceeding 5% are discussed later.
In the following sections, a number of safety and reactor control issues are discussed. And while this is a subcritical assembly, there are many issues related to control and safety that need discussion. The discussion starts with the accelerator and moves to some materials issues of the target and then emergency cooling, reactivity excursions, fluid boundary-layer heating, pressure-tube failure, and the possibility of explosive gases released from radiolytic decomposition.
ACCELERATOR SAFETY
The specifications for the ATW accelerator require that significant attention be given to safety considerations such as electrical power, radiation, safety control systems, safety procedures, and training of staff. The intensity of the beam makes it very important that appropriate fast shut-down and interlock systems be in place to protect both hardware and personnel. Although the experience at LANL should provide a solid technological and procedural basis for dealing with these accelerator safety issues, the beam power required necessitates careful scrutiny scaling of these issues.
The alleged advantage of the ATW system over a reactor system is that beam generation can be halted within small fractions of a second. However, radiation is still an issue in the form of neutrons from operation of the beam and beta and gamma radiation from handling, storage, and transport of activated components. Both forms of radiation will require proper shielding to protect health, safety, and the environment. With hands-on maintenance as a design goal of the ATW concept and the experience base at LANL, a database should be created that will allow these issues to be addressed. Mobile remote handling equipment should be available to deal with activated components that need to be removed.
In order to have a safe accelerator, projected beam losses need to be established early in the design phase to permit appropriate choices of materials or provisions for remote handling capabilities. Since a high average availability needs to be achieved, critical components need to be placed in an environment that allows access during running. For those components that cannot be moved behind a shielding wall, modern designs and quick-replacement schemes need to be developed. The emittance filter proposed by LANL needs careful design to permit the stopping of unwanted beam of the halo before it reaches the area where remote handling is available. In addition, interpretation of ''as low as reasonably achievable" criteria needs to be carefully considered in the design.
TARGET MATERIALS ISSUES
The targets for the ATWs are mixed high and low atomic number (Z) materials that produce large numbers of neutrons per proton, because the ATW systems require high (thermal) neutron fluxes to effectively fission some of the MAs before they decay to nonfissile forms, the power densities in the targets will be large, and for economic reasons the target must withstand high proton/neutron fluences. The proton energies are large (800 MeV and 1,600 MeV), and hence the neutron flux spectrum will include a high energy tail (i.e., a population of neutrons with E>20 MeV). This is uncharacteristic of fission reactor spectra, where most of the irradiation damage experience has been obtained, and it is important, because in addition to displacement damage associated with the high energy protons and neutrons, there could be a substantial transmutation rate associated with endothermic reactions at energies above threshold energies in the MeV range. Transmutants such as helium gas, which can dramatically alter mechanical properties of materials of construction (ductility, creep rupture life) and dimensional
stability (creep and void swelling), fall into this class. A host of other transmutants, for which the effects are not as well known, can be produced in significant quantities as well.
EMERGENCY COOLING
The principal safety issues of power reactors arise from fission-product heating after shutdown. The problems of shutdown cooling, to avoid overheating the fuel, coolant, and moderator, are more severe the higher the operating power density. Therefore, safe and adequate shutdown cooling of the ATW is particularly important. An interesting feature is the large proportion of the working fuel inventory that is outside of the reactor at any given time. The power density in the fissioning blanket of the proposed aqueous ATW averages about 250% greater than in a pressurized LWR, so even more severe problems of shutdown cooling are anticipated. In a LWR the main function of the emergency cooling system is to remove fission-product decay heat rapidly enough that the solid fuel does not overheat and release fission products to the coolant. Fuel melting is to be avoided, so containment of fission products by intact solid fuel can be relied on except in extremely improbable degraded-core accidents. The high power-density problems with solid fuels are largely eliminated with these liquid fuels. At the hot end of the heat exchangers, the high power density is expected to cause problems with slurry and solutions condition changes and the erosion and corrosion of the reactor tubes.
In the ATW, fission products, as well as all of the actinides, are already in the coolant, so they would be transported more easily beyond the primary containment in the event of a failure in the containment system. Therefore, there must necessarily be an even greater premium on primary containment integrity for the fuel and blanket both inside and outside of the reactor vessel in an aqueous or molten salt ATW than in fuel rods for LWRs.
LANL proposes to solve the problems of shutdown cooling by draining the fluid fuel from the reactor. However, no details of a fluid-fuel drainage system sufficiently rapid to overcome the loss of the pressurized fluid fuel through a breach in the primary containment have been described. Further, draining the fluid fuel would, in itself, not be sufficient. The fluid fuel would still be generating decay heat at a high volumetric rate. Following the precedents for emergency cooling systems required for licensed solid-fuel reactors, the ATW fluid fuels must be promptly and adequately cooled in order to (1) prevent overheating that would result in high pressures, (2) prevent boiling, and (3) prevent volatilization of many of the radioactive species into an even more mobile form for potential transport from the primary containment. A substantial part of the activity in the reactor fuel cycle will be in solution, and the majority will be in a slurry that can settle to increase local energy densities.
Reactor licensing in the United States and in most other countries requires safety systems to ensure containment of fission products in the postulated event of a sudden break of a main coolant pipe. However, in the ATW fluid-fuel reactor concepts, there are pipes continuously carrying highly active fluid fuel that contain actinides and fission products from the reactor vessel. In the aqueous ATW the fluid fuel is itself the main coolant as it flows from the reactor to an external heat exchanger. It would appear that none of the ATW concepts could survive the present pipe-break criterion.
Although continuous processing of the ATW fluid fuel would remove some of the heat-generating fission products from the fluid fuel, those removed would have half-lives on the order of the blanket residence time of a month or longer. It is the fission products of much shorter half-life that contribute most significantly to the need for a promptly acting shutdown cooling system. The processing rates described by LANL would not be sufficiently rapid to mitigate the most severe shutdown heating transient with assumed loss of normal cooling, which typically occurs very soon after reactor shutdown with loss of normal cooling. LANL has not described how it expects to effect emergency shutdown cooling of the ATW concepts.
REACTIVITY EXCURSIONS
A subcritical reactor is not exempt from problems of reactivity excursion. Fluid-fuel reactors typically have very large negative temperature coefficients of reactivity, because the fluid fuel expands more with heating than does the solid structure of a heavy-water calandria or of the graphite moderator. Therefore, a large reactivity swing can be expected in going from a hot operating condition to cold shutdown. It may exceed the control capability of the accelerator. LANL has not described how it plans to control this reactivity swing with four flowing loops, depending on rate and content in the heavy-water system that are involved with the neutrons. Fast-acting solid control absorbers may be required for scram and safe cold shutdown.
Another issue that is key to the LWR community has to do with fuel characterization and fuel homogeneity. In the slurry-fed ATW burning actinides, actinide thorium mixtures, or even thorium by itself, a standard problem is reactivity homogeneity as the fuel is pumped through the assembly. There are concerns that reactivity transients mentioned earlier can be a continuing issue and that accelerator current control will not be adequate by itself to provide assured subcritical operation.
The ATW concepts would be particularly vulnerable to xenon oscillations. Thermal reactors with sufficiently low neutron leakage and sufficiently high neutron flux tend to undergo large spatial oscillations in neutron flux and power density, even if the total power is held constant. The oscillations appear in the form of traveling waves of neutron flux and power density, usually traveling azimuthally around a cylindrical reactor core. Local overheating of the fuel and structure can result. The higher the neutron flux, the sooner the onset and greater the magnitude of xenon oscillations.
Xenon oscillations are a significant safety issue in commercial LWRs and especially in the heavy-water production reactors, such as those at Savannah River. LANL has provided no information concerning the potential problems of xenon oscillations in the ATW. The reactor structure would have to be heavily instrumented to detect the onset of xenon oscillations. Traditionally, xenon oscillations are controlled by carefully programming the spatial insertion of control absorbers to dampen the xenon peaks as they occur. Many control absorbers are required and must be adjusted spatially as the traveling wave tends to form. It is not clear that the accelerator, with four fixed target locations, is capable of controlling xenon oscillations, other than by turning off the reactor. To be effective, control absorbers must absorb some
neutrons even during steady-state operation. Therefore, some reduction in the neutron economy claimed for the ATW can be expected.
Because xenon is not highly soluble in fluids, it is possible that xenon gas may escape from the fluid fuel rapidly enough to suppress xenon oscillations. The aqueous ATW may perform better in this regard, because large amounts of a stoichiometric mixture of deuterium and oxygen are expected to be produced from radiolytically decomposed heavy water that carries the suspension of fuel particles. Stable slurries usually require small particle sizes, and the small fuel particles will allow a significant fraction of fission fragments to escape into the heavy water that carries the fuel slurry, resulting in radiolytic production of a stoichiometric mixture of deuterium and oxygen and the formation of solutions and colloidal dispersion of fission products. The deuterium and oxygen must be removed rapidly to avoid gas pocketing and explosive mixtures. This could sweep out much of the xenon. The turbulence resulting from rapid flow of the fuel slurry to the external heat exchanger may also aid xenon removal. However, no details of the method and rate of removing radiolysis gases and xenon have been provided.
Xenon oscillations may pose a more severe problem for the nonaqueous fused-salt fluid-fuel ATW. No large quantities of radiolysis gas are expected in the fused salt, and the fused salt is not rapidly circulated within the reactor or to an external heat exchanger. It would be more difficult for xenon bubbles to nucleate and escape. Also, xenon can penetrate the graphite moderator that is in contact with the fused salt, thereby decreasing its mobility to escape from the reactor core. Xenon intrusion from molten-salt fuel into graphite was observed in the molten-salt reactor experiment that operated for several months in the 1960s (McNeese and Rosenthal, 1974). It introduced a problem of reactivity control, although the neutron flux was too low and the neutron leakage too large for the onset of xenon oscillations. It was concluded then that graphite in contact with molten-salt fuel must have sufficiently low permeability to gases to limit absorption of Xe135 into the graphite. Some laboratory experiments on sealing the graphite surfaces with pyrolytic carbon showed low permeability, but the large increase of permeability under neutron irradiation was a concern. The program was canceled before a successful sealing technique could be demonstrated. Therefore, xenon oscillations in the nonaqueous ATW remain a significant safety issue.
A reactivity problem unique to high-flux thermal reactors is the large reactivity transient associated with the build-up of the 53.1-hours 149Pm, a fission product that decays to stable 149Sm, which has a very large absorption cross section for thermal neutrons. During reactor operation, 149Pm builds up to a steady-state inventory, such that its rate of decay equals its rate of production. 149Sm also reaches a steady-state inventory, such that its rate of neutron absorption equals its rate of production by 149Pm decay. After reactor shutdown, or even after a reduction in power level, the 149Pm decays and the 149Sm builds up to a higher inventory than existed during operation. If the reactor has been operating at sufficiently high neutron flux, the build-up of 149Sm after shutdown is so extensive that it is impossible to start the reactor again. Even a reduction in power level can cause sufficient build-up of 149Sm to shut down the reactor. For a high-flux thermal solid-fuel reactor, the only solution is to unload enough fuel and replace it with new fresh fuel so that the reactor can be restarted.
Here the fluid-fuel reactor coupled to integrated chemical reprocessing offers the promise of eventual restart by selectively removing the 149Sm chemically. However, the processing rates described in the ATW publications would seem to be too slow to prevent the formation of large concentrations of 149Sm, which approaches its peak concentration after shutdown with a time constant determined by the half-life of 149Sm (53.1 hours). Therefore, loss of an ATW reactor core for very long periods can be expected from power fluctuations that can initiate the growth transient of 149Sm. LANL has not indicated whether its ATW concepts would be capable of handling these large 149Sm transients. The addition of reactivity to the circulating slurry or molten salt is expected to be a rather straightforward feature. The short turnaround cycle for the fuel in the heavy-water reactor system is designed to isolate the rare earths, such as samaricium, quickly.
The nonaqueous ATW fueled partly or completely with thorium will be subject to another reactivity transient that is a potential safety issue at high neutron flux. Fissile U233 is generated by neutron absorption in 232Th, forming 233Th (half-life 22.3 minutes), and then 233Pa (27.4 days) that decays to 233U. 233Th, 233Pa, and 233U reach equilibrium concentrations at steady state. The equilibrium concentration of 233Th and 233Pa increases with increasing neutron flux. After operating at steady state, a reduction in power level will cause the inventory of 233Pa to increase above the new equilibrium value for a while, followed by a transient increase in the inventory of 233U and an increase in reactivity. If the reactor has been operating at a sufficiently high neutron flux, the reactivity excursion caused by the 233Pa transient can make it difficult or impossible to shut the reactor down. Even a reduction in power can create a reactivity excursion that must be controlled. The LANL ATW designs contain no control absorbers for protection against such reactivity excursions. It is, of course, possible that sufficiently rapid on-line reprocessing of the fused-salt fuel and preferential removal of 233Pa could prevent the positive reactivity excursion characteristic of thorium-fueled reactors operating at high neutron flux. Processing of fluid fuel to separate 233Pa every 2 hours is considered as an option for ATW-3 and ATW-4 and may help alleviate concerns over the 233Pa–233U transient.
FLUID-FUEL BOUNDARY-LAYER HEATING
New safety issues arise from the radical core designs of fluid-fuel reactors. For example, a reactor in which the fluid fuel is circulated from the reactor core to an external heat exchanger for heat removal is vulnerable to boundary-layer heating of a flowing fissioning fluid fuel. As the fuel slurry flows through a Zircaloy pressure tube in the aqueous ATW, the fluid near the inner surface of the pressure tube flows at a local velocity that approaches zero near the pressure-tube surface. However, the neutron flux is large near the surface, even larger than near the center of the pressure tube. The slower-moving fluid in the boundary layer reaches a higher temperature than the bulk fluid, high enough that heat transported from the boundary layer into the rapidly moving bulk fluid makes up for the lack of convective heat extraction in the slowly moving boundary layer. The higher local temperatures at the pressure-tube surface weaken the pressure tube, are likely to increase corrosion, and may result in local boiling of the fluid fuel.
Fissioning boundary-layer heating contributed to the failure of the inner containment of the aqueous homogenous reactor experiment at ORNL in the early 1960s, a reactor that operated at much lower neutron flux than the aqueous ATW. It is not evident that LANL has addressed this problem.
PRESSURE-TUBE FAILURE
Fluid-fuel boundary-layer heating is more severe the higher the neutron flux. In the aqueous ATW concept, the failure of a pressure tube can lead to pressurized hot fuel slurry ejecting into the surrounding moderator or steam generator. In all pressure-tube reactors, such as the CANDU reactors and the N reactor at Hanford, failure of a pressure tube and ejection of pressurized hot coolant into the surrounding moderator has been a foremost consideration in accident analysis, even though those reactors are not subject to fissioning boundary-layer heating at the pressure-tube surfaces. Thermal shocks and failure of nearby pressure tubes are major concerns, even for a nonradioactive coolant. This is a more acute problem for the aqueous ATW because of the fissioning boundary-layer heating and the highly radioactive, hot pressurized fluid fuel. It increases the possibility of significant reactivity increases if fluid fuel is ejected into the moderator region. The whole of the heat exchange systems are subject to the troubling effects of slurry and solution operations in the heavy-water process fluid in the four loops.
EXPLOSIVE GASES FROM RADIOLYTIC DECOMPOSITION
As explained above, large quantities of a stoichiometric mixture of deuterium and oxygen gases are expected to be generated from radiolytic decomposition of the heavy-water carrier of the fuel slurry in the aqueous ATW. The radiolytic gases will be highly contaminated with radioactive products from fission and neutron activation. Gas pocketing within the reactor core could result in reactivity transients, and the gases must be rapidly removed and recombined to avoid chemical explosions. This problem led to the design of in-core centrifugal gas–liquid separation and on-line recombination of the extracted gases in the aqueous homogenous reactor experiment at ORNL in the early 1960s. Note that high concentrations of radiolytic O2 and H2 can potentially accelerate oxidation and hydrogen pick-up of hydriding problems in Zircalo components.
COMPARATIVE THERMAL-TO-ELECTRICAL EFFICIENCIES
The parameters for the various ATW concepts are displayed in Table F-3, including their thermal power, the electrical power required by the accelerator, and the net electrical power for delivery to the electrical grid. For the ATW-1 (aqueous) concept, the rated thermal power is 8,300 MWt, and the rated net electrical power is 1,601 MWe. Thus, the net
thermal-to-electrical efficiency for the ATW-1 concept is 19.3%. This compares with 33-36% for the net thermal-to-electrical efficiency of the nonaqueous ATW concepts, which is comparable to those of the LWR and ALMR reactor concepts.
The accelerator to power the ATW-1 consumes 889 MWe at rated capacity producing a beam of 250 mA at 1,600 MeV, as shown in Table F-5, with a wall-plug efficiency of 0.45 assumed by LANL. Thus, the gross electrical power at rated capacity is 2,490 MWe for a gross thermal-to-electrical efficiency of 30%, the accelerator in the ATW-1 consumes about one-third of the gross electrical power. For the nonaqueous ATW concepts, the accelerator consumes a considerably lower fraction of the electrical power. For example, Table F-3 shows that the nonaqueous LWR-fueled ATW-2 produces a net electrical power of 2,180 MWe at rated capacity, which is 36% higher than that of the ATW-1, while the smaller ATW-2 accelerator requires only 44% of the beam current of the ATW-1 accelerator at half the beam voltage.
The gross thermal-to-electrical efficiency of the aqueous ATW is a consequence of the calandria pressure-tube design, which can be compared with the design parameters of the CANDU heavy-water-moderated commercial reactor, which originated the calandria design. To improve the efficiency of thermal conversion, LANL has designed for much higher pressure and temperature of the ATW fuel by thickening the walls of the Zircaloy pressure tube. However, thickening the tube walls reduces the fraction of neutrons that reach the TRU slurry within the pressure tubes from the heavy-water bath in which the neutrons are moderated. This results in lower neutron multiplication and fewer neutrons available for transmutation, for which LANL compensates in part by increasing the slurry density. Thus, the design for more efficient thermal conversion is far less neutron-efficient than the nonaqueous ATW design, which operates at high temperature with no neutron-absorbing structure between the graphite moderator and the fissioning fuel.
OPERATIONS OF ATW-1 AS A JUST-CRITICAL REACTOR WITHOUT ACCELERATOR
If the ATW-1 concept were to operate as a just-critical reactor without an accelerator, the net thermal-to-electrical efficiency would be 30%, about 50% higher than for the accelerator-driven concept proposal by LANL. Presumably, however, the accelerator-driven ATW-1 would not be able to charge more for electrical energy than any other large-base load source. The lower return on investment underscores the cost penalty for operating an accelerator. To illustrate the difference in total system cost, the committee considers a campaign to process and transmute all the 60,000 Mg of TRUs contained in the LWR spent fuel accumulated by the year 2020, which are otherwise destined for a geologic waste repository. For a rough estimate the committee assumes that the unit costs are constant, are independent of the blanket thermal power, and are roughly the same for the various ATW concepts, including a just-critical modification of the ATW-1 concept.
Using the "at capacity" data of Table F-3, the actinide burn rate of 2,602 kg/yr requires 23,060 reactor years to consume the 60,000 MgHM originally in the spent fuel plus the additional TRUs produced. If the TRUs are transmuted by a system of accelerator-driven ATW-1 reactors with a net electrical power per reactor of 1,281 MWe at 80% capacity factor,
the total electrical energy available for sale would be about 2.6 × 1014 kW•h. If the ATW-1 were operated as a just-critical transmuter without the accelerator under the assumptions of the simplified estimate, the net electrical power per reactor would be 1,992 MWe at an 80% capacity factor, so that the total electrical energy available for sale would be about 4.0 × 1014 kW•h. Assuming that electrical energy could be sold to the grid for about 2 cents per kW•h, the system cost differential in changing from an accelerator-driven to just-critical ATW-1 would be about $2,800 billion. Additional savings would accrue from not having to construct and operate the accelerators.
Clearly, the ATW-1 pays heavily for using an accelerator if the sale of electrical energy is expected to contribute significantly to funding the construction and operation. To realize the potential advantages of using aqueous reprocessing technology, which is more highly developed than that used in the nonaqueous ATW, the features of a just-critical aqueous ATW without accelerator should be carefully examined by LANL. Of course, the very high fissile specific power associated with the thermal neutron flux, 3 × 1015 neutrons/cm2•s—and the attendant high rates of radionuclide destruction and heat production—would present materials and engineering design challenges for fuel and reactor proper, with or without the accelerator. Nonetheless, LANL may find that eliminating the accelerator from the nonaqueous ATW could result in a simpler and a more economical design.
State of the Technology
This section evaluates the state of the technology and outlines what needs to be done to further develop the various subsystems of the ATW approach. As in previous sections, we start with the accelerator and proceed through the several components and assemblies.
ACCELERATOR SYSTEM
The accelerator requirements of the ATW concept proposed by LANL are attainable with extrapolations of existing technologies. The ATW linac is made possible by the existing technology base at Los Alamos Meson Physics Facility (LAMPF), technological advances fostered by the Strategic Defense Initiative, Neutral Particle Beam program, and the improvement of high-power RF sources. A 1989 Energy Research Advisory Board stated that "the continuous-wave RF linac approach for APT is technically sound." A subsequent JASON review determined that "the technology base exists to allow the accelerator to be built with high confidence."
Critical components of the ATW system such as ion sources, RFQ accelerating structures, and DTLs have been demonstrated at a number of facilities such as LANL, Chalk River, and ANL. A demonstration of a single-leg funnel was carried out at LANL. An integrated demonstration of a high-current, low-energy (less than 40 MeV) facility was recommended as a critical component of the development process, and in 1992 DOE funding for a conceptual design of a high-power accelerator for tritium production was initiated. Many
of the results from this effort would be directly applicable to the further design and development of the ATW system. In addition, the operating experience of the LAMPF for about 10 years at 1 mA (0.8 MW), provides a solid basis for potential ATW test and demonstration facilities.
This is especially true in the area of beam losses. In order to assure hands-on maintenance at 100 to 200 mA, it is necessary to limit losses to 1 × 10-8/m, a demanding performance requirement. However, actual operating experience at LAMPF and similarity of the ATW beam physics to LAMPF operating regime provides a good basis for controlling beam losses. In addition, design features of the ATW linac can assure lower loss fractions than in LAMPF and increase the likelihood that these fractional beam losses can be achieved. Nevertheless, the design should include some provisions for remote handling, especially in the area of the emittance filter, beam line, and target.
The existing technology base applicable to the ATW accelerator system's specifications and requirements has the several components illustrated in Figure F-7.
-
Injector and RFQ. A proton source is operating at Chalk River that has produced a proton output of 105 mA, with an RMS emittance of 1.2 × 10-6 m-rad. With modest extrapolation, this would meet ATW performance requirements. In addition, an output of 70 mA continuous wave has been achieved at Chalk River with a 600-keV RFQ (267 MHz) injected by an ECR source.
-
Drift Tube Linac (DTL). CERN and other high energy physics laboratories have operated a 100-MeV, 201-MHz proton DTL that reaches pulsed currents as high as 250 mA as an injector. At Los Alamos, a 7-MeV, 425-MHz ramped gradient H-DTL (pulsed, low duty factor) has achieved 100 mA as part of the Strategic Defense Initiative Neutral Particle Beam program.
-
Funnel. A single leg funnel at 5 MeV, 60 mA, and 425 MHz has been demonstrated at LANL. This experiment confirmed 100% beam transmission with no measured increase in transverse emittance.
-
Coupled Cavity Linac (CCL). An 800-MeV side-coupled 805-MHz CCL currently operates at 12% duty factor at LANL. This CCL has demonstrated 17-mA peak current and an average gradient of 1 MV/m.
-
Superconducting Cavity Linacs. Superconducting cavity linacs inherently have higher gradients and thus potentially lower capital costs. Based on the estimated RF-to-beam efficiency of 84%, a superconducting cavity linac appears to present no significant advantage in operating costs.
-
RF Generators. At present there are 1-MW continuous wave klystrons available from industry at 350 MHz, 500 MHz, and 1,000 MHz. In addition there are new high-efficiency tubes being developed by the Institute of Nuclear Physics at Novosibirsk.
-
Beam Transport. The beam transport system requirements for ATW are based mostly on experience from high energy physics facilities. Appropriate higher-order beam optics design, including energy spread and magnet engineering, are well understood.
-
Beam Splitter. Several high energy physics laboratories currently utilize RF particle separators with deflection requirements that are similar to those in the ATW accelerator. However, the possibility exists that a beam-sharing scheme that involves switching on a macro
-
pulse basis using kicker magnets could be used. This scheme is operating at the Los Alamos Meson Physics Facility as well as other laboratories.
-
Current and Energy Stability. Energy stability expected on target (∆E/E) is ± 1 × 10-3 based on Los Alamos-Meson experience and the large energy spread acceptance of the beam transport channel. Based on source performances, the expected current stability (∆I/I) is ± 1 × 10-2 for a continuous wave accelerator.
PHYSICS ISSUES
Assuming a reference system design based on room-temperature accelerating structures, there appear to be no beam physics questions or concerns that would prevent the achievement of the desired parameters (250 mA continuous wave at 1,600 MeV). Peak currents and RMS emittance values are within the range already attained in low-duty-factor injector linacs that are operating at high-energy physics facilities. They are also consistent with values demonstrated within the Strategic Defense Initiative's supported Neutral Particle Beam program. There are currently klystrons to provide high-power continuous wave RF (0.5 to 1 MW) within the required frequency range. In comparing the existing LAMPF CCL to the ATW accelerator, LANL presented the following values:
|
|
LAMPF |
ATW |
|
Protons per bunch |
0.52 × 109 |
2.23 × 109 |
|
Current |
1 mA (average) |
250 mA (average) |
|
Duty factor |
6% |
100% |
These figures are significant because the protons per bunch is one of the most critical factors in determining the state of technology. Extrapolation from these values indicates that while the average current in the ATW linac is 200 times greater than that of the highest-power existing linac (LAMPF), the charge per bunch is only 4.3 greater.
The primary concerns with the ATW accelerator relate to system performance at high-power, long-term continuous operation and high efficiency in power-grid to beam-power conversion. There are currently no accelerator systems operating under continuous wave conditions at or near the very high beam power level specified for the ATW machine. There are some other technical issues that have been identified as requiring additional attention. They are
-
Funneling. This is a key element of the ATW linac reference design, since it reduces the injector and RFQ current specification by a factor of 2, which is leaving the charge/bunch in the CCL the same. There is no long-term operational experience with funneling, but a funneling experiment has been done at LANL, and the results were as predicted by simulation.
-
There are still some concerns about funneling, which include the effect on the bunch longitudinal tails of the nonconstant fields in the RF deflector. Sensitivity to momentum variations in the incoming beams should be slight because of the large momentum acceptance of the funnel as compared with the beamlets.
-
Beam Loss in the Accelerator. Beam losses must be kept to 1·10-8 /m operating at 100 to 200 mA in order to allow hands-on maintenance of the machine. However, design of the ATW linac should include compatibility for remote handling throughout the system, in case it is needed, and in the region near the emittance filters and targets, where activation levels will be much higher. In this region, remote handling is almost certain to be necessary.
-
Operational RF Control. This is an area for major design concentration due to high beam-loading and high power levels. Feedback and feed forward systems must be designed to assure a precisely balanced system.
-
Off-Normal Conditions. Possible fault modes and transient behavior must be carefully studied and appropriate response systems developed in order to protect the accelerator and its power supply. The beam can be turned off in response to a number of off-normal conditions within 20 MA using a fast-abort system. The accelerator will be designed incorporating a variety of detection and protection devices in order to defend against off-normal conditions.
-
Reliability of Components. The reliability of components must be such that the goal of 85% availability can be achieved. This can be helped by equipment redundancy, rapid access to critical spares, regular maintenance, and identification of susceptible components prior to failure. It is also valuable to have electronic components in a shielded area to allow access to them while the accelerator is operating.
AQUEOUS ATW-1
Feed material for the aqueous ATW could be prepared by conventional PUREX aqueous reprocessing, supplemented by TRUEX, or another three-valent element processing system, to achieve high-yield recovery of TRUs and fission products. As noted elsewhere, the TRUEX process is not yet sufficiently developed for commercial or production application. Additional laboratory-scale, pilot-scale, and prototype operations would be needed. To obtain the economy of large-scale aqueous reprocessing considered necessary for U.S. construction, an annual reprocessing plant throughput of about 600 Mg/yr of LWR spent fuel would be required, which is near the size of the large reprocessing plants currently under construction and start-up worldwide. This could furnish the TRU feed for about 15,000 MWt of ATW power for the ATW concepts that transmute only TRUs and fission products from LWR spent fuel. This would require a commitment to build a significant number of ATWs. Thus the aqueous ATW could rely on existing and near-term reprocessing technology to obtain its start-up and make-up TRUs from LWR spent fuel.
However, the on-line reprocessing proposed for the aqueous ATW would require the development of many new separation technologies. Intense radiation levels are expected because of the short cooling times, the multiple recycle of TRUs and fission products, the many different separations required for the TRUs, the fission products, and the accelerator target.
Also, economical technology on the small scale (100 to 200 tons of HM per year of a single integrated on-line processing system for each ATW) will be difficult to achieve, especially with the many special steps required. Separations technology developed for the aqueous homogenous reactor is of questionable value. The ATW fluid fuel of TRU oxide particles suspended in heavy water differs chemically and physically from the solution of uranyl sulfate in heavy water in the aqueous homogenous core and the thorium-oxide suspension in the blanket of the ORNL experimental reactor.
In any calandria reactor, the escape of high-pressure hot coolant into the relatively cool low-pressure moderator outside the pressure tubes, through a possible rupture of a pressure tube, is a serious safety issue. It would be far more serious in the fluid-fuel aqueous ATW because of the extreme radioactivity of the fluid fuel and because large increases in nuclear reactivity could result. As an additional precaution, LANL proposes that each calandria tube be two concentric Zircaloy pressure tubes, each capable of withstanding the pressure difference between the hot fluid fuel and the relatively cool heavy-water moderator.
Pressure tubes in the CANDU calandria structure are also of Zircaloy. Because neutrons thermalized in the low-pressure heavy water outside the tubes must diffuse through the pressure-tube walls to cause fission, it is necessary to limit the pressure and temperature within the pressure tubes and to maintain small-tube metal inventories to avoid excessive absorption of neutrons by Zircaloy. Neutron absorption in the pressure tubes would be a more severe problem in the aqueous ATW design than in the CANDU, because neutrons must diffuse through the walls of two concentric Zircaloy pressure tubes. Consequently, LANL designs for much smaller pressure tubes (about 5 cm in diameter) than in the CANDU. This requires a much larger number of pressure tubes to obtain the same thermal power. The calandria in the ATW is thus a far more intricate structure than that in the CANDU.
The CANDU reactor itself operates at higher neutron flux than commercial LWRs. Radiation damage to the Zircaloy pressure tubes requires tube replacement after about 15 years of operation, a demanding and difficult maintenance operation. Because of the tenfold higher neutron flux of the ATW, radiation damage is accelerated, requiring tube replacement every 1 to 2 years. Hence, decontamination and disposal of radioactive structures may be an important waste disposal issue.
The fluid fuel of the aqueous ATW is a suspension of oxide particles in heavy water along with fission products like CsI in solution or colloidal suspensions. Data on similar slurries indicate that this slurry will erode the steel and Zircaloy of pressure tubes and piping more severely than does the chemically optimized, heavy-water coolant of the CANDU reactor. Erosion can be reduced if small particle sizes are maintained. LANL contemplates fluid-fuel slurries with particulates of about 10 microns in diameter. These are smaller particles than were used in the slurry blanket of the aqueous homogenous reactor experiment at ORNL in the early 1960s, and they will become smaller on the average as fission proceeds.
Reactivity fluctuations due to variations in slurry density have always been a concern for reactor concepts fueled with slurry fuels. Other than a low-power experiment in Holland decades ago, there has been little experience with slurry fuels. With such small fuel particles, many of the fission fragments can be expected to recoil into the heavy-water carrier, which results in radiolytic decomposition of water and production of a stoichiometric mixture of
deuterium and oxygen gas, as well as changes in water chemistry and viscosity by fission products as mentioned earlier. A typical ATW blanket generates 2,080 MWt at full power. For an estimated 50% escape of fission fragments from fuel particles, and assuming 200 MeV of fission-fragment energy to decompose a heavy-water molecule, about 1.5 m3/s (at standard temperature and pressure) of decomposition gases would be produced. The gas would be entrained in the fuel slurry that flows turbulently through the pressure tube. The gas would have to be rapidly separated and recombined to avoid explosions and detonations and to avoid gas pockets being entrained back into the reactor core. Although deuterium and oxygen radiolytic gas was formed and recombined in the aqueous homogenous reactor experiment, and although a relatively small amount of hydrogen and oxygen result from gamma radiolysis in LWRs, radiolytic gas of the magnitude predicted here has not been encountered in any operating reactor. Separating and recombining the deuterium and oxygen is expected to be a formidable problem. Techniques used in the aqueous homogenous reactor experiment, involving vortex flow in the reactor core to rapidly separate the radiolytic gases, are probably not applicable to flow in a long small-diameter process tube.
No large power reactor has operated at the neutron fluxes contemplated for the aqueous ATW. Experience has been limited to the small high-flux research reactors. Those reactors have experienced the need for careful operation to avoid permanent shutdown due to transients in the amount of 149Sm, as discussed in Chapter 4 under Safety Issues. None of these high-flux research reactors has been large enough to experience the problems of xenon oscillation that are exacerbated by high thermal flux.
Circulating a fluid fuel to an external heat exchanger introduces new problems of fission boundary-layer heating at the inner surfaces of pressure tubes, as discussed earlier. This problem was encountered in the aqueous homogenous reactor experiment at ORNL in the early 1960s and contributed to the failure of the core container. Fission boundary-layer heating would be aggravated by the high neutron fluxes of the ATW. Current technology of nuclear power reactors has not addressed this problem. Temperature differences will cause the formation of deposits from the always-saturated solution of the slurry. Even LWRs can be very sensitive to water chemistry and the formation of deposits. On the slightly acid side, there can be a loss of several percent in pump efficiency from deposits as compared with operations on the basic side.
NONAQUEOUS ATW
The nonaqueous ATW would introduce new materials problems because of the molten fluoride fluid fuel and the use of lithium coolant. Lithium is more difficult to contain than is the sodium coolant used in liquid-metal reactors. Lithium was studied as coolant in one of the reactors considered for nuclear aircraft propulsion in the 1950s and early 1960s. Lithium was also adopted as the coolant in the more recent project to develop a nuclear power system for space applications. Special niobium or vanadium alloys are required for piping external to the reactor. Such alloys have not been used in operating reactors and indeed have a limited industrial experience or technology base. There is also the problem of the mass transport of metals from the hotter to the cooler parts of the system. The 7Li required is not in the U.S.
inventory, and no U.S. plant to produce it exists; however, Russian or French capacity to produce it may exist.
Graphite in molten-salt reactors must withstand neutron irradiation, must have pores sufficiently small that capillary forces exclude fuel salt, and must have sufficiently low permeability to limit the absorption of 135Xe. Although a graphite stringer from the molten-salt reactor experiment (MSRE) showed no effect of 2 1/2 years in contact with fuel salt, it would not have met the requirements for radiation damage and gas permeability of a molten-salt power reactor (McNeese and Rosenthal, 1974).
The LiF-BeF2 fused salt, which contains fluorides of TRUs, is similar, but not identical to, the fused salt adopted for the MSRE at ORNL in the 1960s. There the fuel was UF4, and the salt also contained ZrF4. Also, higher operating temperatures and neutron fluxes are planned for the ATW.
MSRE vessels and piping were constructed of Hastelloy N, a nickel-base alloy containing 16% molybdenum, 7% chromium, and 5% iron. Reduction of creep ductility of Hastelloy N by neutron irradiation was not a problem in the MSRE, but was expected to be an issue for a power version. Development of an improved alloy for a power reactor was underway but was terminated. Hastelloy N showed generally low corrosion rates, but intergranular surface cracks were observed after MSRE operation. These were thought to be due to interaction with fission-product tellurium. Modifications were underway to develop an alloy unaffected by tellurium, but they also were not completed (McNeese and Rosenthal, 1974). Nickel-base alloys were abandoned from fast reactor and fusion program materials considerations because of ductility loss to high fluence.
Radiation damage in most graphites results in shrinkage followed by expansion at neutron fluences below those of interest for power reactors operating at normal neutron fluxes. Special grades of graphite show little shrinkage and a longer period before rapid expansion begins. Far more must be known about the radiation damage behavior of graphite at ATW temperatures in order to predict clearances needed and frequency of replacement.
In the MSRE, the fused salt was in direct contact with graphite moderator, as is planned for the ATW. Sealing graphite to exclude xenon could involve the use of pyrolytic carbon deposited in the surface pores or in a thin layer on the surface. Test samples for the MSRE showed excessive increase in permeability under neutron irradiation. New preparations were under way when the program was canceled (McNeese and Rosenthal, 1974). Xenon in graphite is a crucial issue for the nonaqueous ATW because of neutron absorption by 135Xe and because of the danger of power instability resulting from xenon oscillations. There will be a small concentration of fluorine in the melt from the irradiation to cause slow corrosion of almost everything in the system.
Some development of chemical processing of LWR spent fuel by nonaqueous halide techniques has been done for special fuels in a program of the DOE, but not at the scale and recoveries needed for the ATW. Its application as an integrated, small-scale, head-end facility for one or a few ATW reactors as proposed by LANL may not be economical. The on-line centrifuge separations proposed for recycling TRUs and fission products would require very extensive and expensive development, including proof of concept. No machines of the required materials, which will probably need to be composites, have ever been developed.
TARGET MATERIALS
There is limited experience with materials performance at ''spallation" sources of this kind (LAMPF at LANL, SNQ at KFa Julich, and SINQ at the Paul Scherrer Institute), and the proposed conditions for sources in the ATWs are at fluxes and fluences greater than these experienced in these facilities. Moreover, the bulk of the experience to date has been with solid targets, primarily copper. Use of mixed low and high Z targets with differing thermal conductivity will require extensive testing and demonstration. The use of liquid-metal targets removes the concern over displacement damage to the target (but not to the structure containing the liquid target). Moreover, liquid-metal targets introduce concerns over corrosion and erosion of containment structures. Performance of these systems in a high-flux, fluence, high-energy neutron/proton environment remains an unresolved engineering challenge. There remain the problems of the heat exchangers for the liquid targets and the chemical changes introduced by the spallation of the target elements.
BLANKET ASSEMBLY
The aqueous and nonaqueous ATW subcritical reactors, and their associated on-line reprocessing systems, represent considerable extensions beyond existing technology. The committee has not been presented with a thorough and detailed estimate of the new problems to be solved, since extensive experiments have yet to be performed. At this early stage of design and development, the committee can do little more than identify examples of the many technical issues that must be resolved. Many of the issues of new technology development can be best understood by comparing the proposed ATW technology with technology of well-developed existing nuclear power reactors.
Compared with modern solid-fuel nuclear power reactors, both the aqueous and nonaqueous ATW concepts would encounter severe material problems and new safety problems because of the very high thermal neutron fluxes, the use of fluid fuels and fluid targets, the high power densities, and the use of continuous integrated chemical processing with short turnaround times. Examples of problems associated with each of the two concepts have been suggested earlier and are expanded.
MATERIALS DEVELOPMENT
ATW-1. The proponents of this system claim that by approximating the calandria structure of a CANDU reactor for the blanket moderating structure (zirconium alloy pressure tubes [containing a slurry fuel instead of fuel assemblies] surrounded by D2O moderator), the engineering experience to date of the CANDU systems can be used to advantage. It is true that the CANDU systems have by and large operated well up to now, but they have not done so without problems. Radiation-induced creep and growth have led to premature sag of pressure tubes in some systems, and delayed hydrogen cracking has led to early failures of some
zirconium alloy components. In general, zirconium-based alloys are not operated beyond a few tens of dpa (displacements per atom) corresponding to fluences in typical fission reactor spectra of 2-3 × 1022 neutrons/cm2 (En>1 MeV). Although specific fluence targets are not stated in the ATW descriptions, the implication is that fluences of at least this magnitude could be achieved; this will limit blanket lifetimes to a few years at the flux levels anticipated for ATW.
Moreover, being highly thermalized fluxes, transmutation of constituents with high thermal-neutron-capture cross sections can become important in other structural materials (like aluminum alloys) that have been proposed. The transmutation-induced property changes can sometimes be more limiting than the radiation damage. Finally, irradiated materials are often much more susceptible to be induced by the chemical environment degradation, like stress-corrosion cracking, because of segregation of impurities and alloying elements or because of strength increases/ductility losses or both. Structural materials proposed for ATW-1 (particularly zirconium alloys) are known to be sensitive to halogen, OH-, and hydrogen content of the environment; hence, careful attention will have to be paid to the nature of the fuel slurry as well as water chemistry in the D2O moderator.
ATW-2, -3, -4. These systems replace D2O with graphite as a moderator and replace the fuel slurry with a fused salt. The behavior of graphite in a thermal neutron irradiation environment is fairly well known, and graphite has been used with success in high-temperature gas-cooled reactors. Dimensional stability is generally good at intermediate temperatures where irradiation growth is minimized and gas-induced swelling is avoided. There may be a concern with additional helium gas generation by (n, α) reactions induced by high energy neutrons (in the high energy tail), but this is probably only a potential concern near the source. On the other hand, 14C generation in graphite has waste disposal implications.
There has been some experience with reactor structural materials in the presence of fused-salt fuels in the molten-salt breeder reactor program. Although high nickel alloys appear to be reasonable candidates for this application, corrosion, erosion in combination with radiation-damage induced property changes still present formidable challenges. Moreover, since the molten-salt breeder reactor program, extensive experiments in support of the fast-breeder reactor have shown that high nickel alloys are susceptible to radiation embrittlement at high fluences. Beyond this class of alloys, austenitic stainless steels suffer from dimensional stability problems (void swelling) at high fluences, and other structural alloys for high temperature application (ferritic stainless steels, vanadium alloys) are far from being well developed for this application.
CHEMICAL PROCESSING
Most of the development issues concerning the ATW concepts are described in Chapter 2. While the chemistry of these processes is being developed and understood, the engineering database is not available and would require extensive scaling and testing. The many issues here reflect a very immature technology. The chemical processing proposed for the ATW concepts is beyond the state of industrial experience because of both the radiation fluxes involved and the
number of separations that are required to maintain any of the concepts. The reliability factors required to keep the systems on line as required are beyond the present state of the equipment art for that environment. The proposed use of high-speed centrifuges for the separations required in the molten-salt systems may be impossible, and the cycle will have to use structurally less-demanding techniques, like those pyrochemical procedures for the ALMR (IFR), combined perhaps with thermal diffusion techniques that can separate the constituents of homogeneous systems, put little mechanical stress on the materials of construction, and have simple moving parts.
Cost and Schedule
At this stage, it is very difficult to determine the cost or possible schedule of the ATW concept. The proponents at LANL have continued to support the concept and in particular, the processing, without a real charter or funds to carry out a conceptual design.
Rough schedules and costs for a conceptual design and accelerator component and subsystems have been proposed by LANL and are given in Figure F-18. This proposal indicates some $46 million over 4 years. Within this envelope a demonstration of a completely integrated ATW accelerator front end in continuous wave operation could be expected. A funneling demonstration with two beams would be an essential element to remove remaining concerns about this new system. Even given this, there remains considerable uncertainty about efficiency and long-term continuous wave operation for a system of this power and complexity.
Research and development needs for the blanket and fuel chemical processing are a much greater uncertainty. Many of the blanket elements have a history in CANDU reactors and molten-salt reactors at ORNL. On the other hand, to have the engineering database to support a reactor, albeit a subcritical one, license application is very difficult to predict and in particular, to cost. Just a simple separations pilot plant can be expected to be a billion-dollar project. This will be especially true for the proposed high-temperature, high-speed, molten-salt centrifuge system.
LANL has provided Figure F-19, which indicates that within about 6 years the flowsheets with hot and cold tests could be performed. It will likely be 6 additional years before the flowsheets could be taken to pilot scale and integrated testing, which is the earliest that any meaningfully relevant licensing data could be available. This means it may be 10 to 20 years before a construction permit under NRC standard 10CFR50 is available. Consequently, the committee expects that it will be several decades before an initial actinide or fission-product burning could take place using ATW technology. This time frame extends farther into the future than either the LWR, ALMR, or Phoenix.
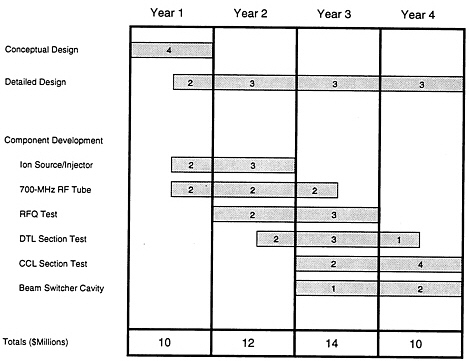
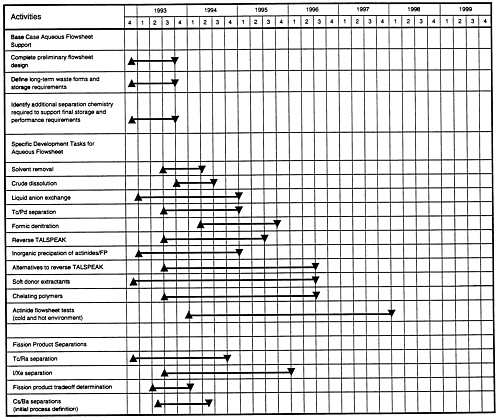
THE PARTICLE BED REACTOR CONCEPT
Reference Designs
Under development by Brookhaven National Laboratory (BNL) for space power applications, the particle bed reactor (PBR) was proposed as part of a system for the transmutation of HLW, with the ultimate goal of significantly reducing, if not eliminating, the long-term risk of a geologic repository. The PBR concept, which is a thermal reactor with a high neutron flux, has the potential to burn up fission products as well as the MAs. Furthermore, the reactor is meant to be compact to reduce the inventory of the actinide materials in the PBR relative to that in the LWR. The reference reactor design will be highly compact with an approximate volume of 200 liters producing a total of 1,000 MWt. The resultant power density of 5 MWt/liter is much higher than experienced in power reactors, which range from about 50 kWt/liter in boiling water reactors to 280 kWt/liter in the Super Phénix Liquid Metal Fast Breeder Reactor (Todreas and Kazimi, 1990). The power density is even higher than the 1.33 MW/liter in the high-flux isotope reactor (National Research Council, 1988). Therefore this reactor concept demands a much higher reliability of coolant flow than the current generation of reactors.
The fuel material is embedded in graphite particles that are similar to the high-temperature gas reactor (HTGR) fuel particles but have much smaller diameters (0.8 mm). Each fuel element consists of a cylindrical pressure tube in which a fuel particle bed is accommodated within two coaxial porous tubes (frits). This allows for coolant flow through the bed as well as around it. The fuel is to contain the plutonium, while the fission products and the MAs are included in similar particle beds in separate target elements. In the particles, which are porous kernels that contain 5% plutonium by volume, MA, or fission products as admixtures of graphite, are coated by impervious pyrographite.
The packed particle bed is proposed to be cooled by forced circulation of helium at 70 atmosphere pressure (see Figure F-20). The helium exits the bed at a temperature of 700°C. To remove the high density thermal energy, helium is to flow at very high velocities (275 m/s) in the central region and surrounding the particle bed, thus feeding lower-velocity helium flow within the bed. The maximum fuel-particle temperature is about 8,000°C for a design that involves a power density of 5 MW/liter. It should be noted that in the HTGR, the power density in the fuel block is only 45 kW/liter (Knief, 1981). The fuel-particle limiting temperature to prevent fission product release as proposed by BNL is about 2,200°C, which is considerably higher than the HTGR-limiting design temperature of 16,000°C (National Research Council, 1992). The calculated fuel maximum temperature of 8000°C is based on nominal fuel-particle conditions, and no allowance for agglomeration, sticking, or bridging is made. It is doubtful that such favorable uniformity can be sustained under nominal manufacturing conditions. Core thermal reliability will require quality assurance and monitoring practices that can be prohibitively costly.
As moderator, the conceptual studies involved two materials: heavy water and beryllium carbide. For Be2C, the hexagonal moderator blocks are 1.5 m long and 0.15 m to 0.2 m wide. They are packed closely around the fuel elements, thus forming a larger hexagonal core that is
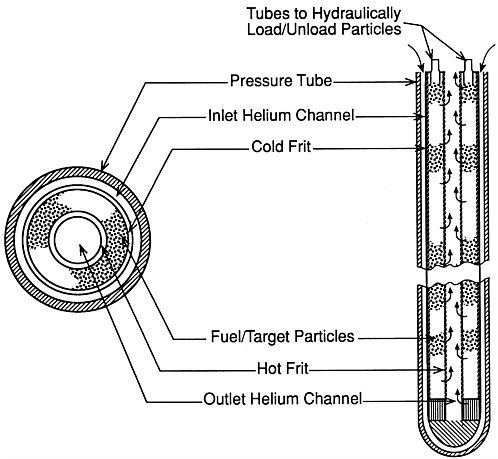
surrounded by a reflector. For heavy water, hexagonal cans would surround the PBR pressure tubes. The moderator as well as the structural materials within the core are subjected to very high fluences, on the order of 1023 neutrons/cm2. No data are available on the consequences of fluences of such a high magnitude. Gaseous products, either tritium or helium, will be produced in the moderator and need to be accommodated by specific designs that have yet to be considered.
The characteristics of burn-up (about 30 to 50%) in the small plutonium volume (5%) compare favorably with the smaller burn-up (5%) in the larger volume fraction (25%) in the HTGR particle. Because the ultimate fission product pressure in the fuel particle will be much smaller than that of the HTGR particle, a higher reliability is expected by BNL for the integrity of the particle during operation. However, because the particle coating is thinner than that of the HTGR, the stress within the coating may not be smaller. No assessment of the state of the stress in the pyrographite was presented. Therefore, the fuel-particle integrity under expected burn-up conditions is yet to be determined.
Transmutation Performance Requirements
The PBR was proposed by BNL as a transmutor for the MAs, some of the plutonium, and long-lived fission products from LWR spent fuel. The remaining plutonium is meant to be used in future reactors that accept MOX fuel. The transmutor will thus fit in a total system that aims at reducing the waste management requirements to containment of the relatively short-lived fission products, either in monitored, retrievable storage facilities or in LLW disposal sites. The system is shown in Figure F-21. The objectives of the system and a general description of its components were presented at two meetings with the Subcommittee on Transmutation. No written reports or other publications about the objectives of this concept exist. While the PBR is not meant to be necessarily a power producer, BNL staff have not ruled out the possibility of having the PBR as a net electric power producer.
The degree to which plutonium may be burned in the PBR is a variable that depends on the designer. BNL calculations for the reference design have shown that about 25% of the plutonium emerging from the power reactors may be consumed in the transmutor. This assumes that in the future other reactors will be able to use the unburned plutonium as fuel. In principle, the PBR can be designed to burn all the plutonium, but such a case was not considered by BNL.
To achieve the desired goal of eliminating the need for a repository, BNL proposes an overall separation efficiency of 10,000 to 100,000 for the removal of plutonium, MAs, and long-lived fission products. These high separation efficiencies have yet to be demonstrated for any of the separation processes proposed on a production scale.
A basic feature of the proposed PBR is a low inventory of plutonium and MA and a very high burn-up rate. Within 20 days of operation, its plutonium content decreases from 30 to 9 kg, while its MA content decreases from 18 to 11 kg. This raises a question about the reactivity swing in this cycle and the possible effects on safety and control. BNL estimated a reactivity decrease of 15% Δk/k over a period of 14 days of burn-up. Therefore, the PBR will likely require significant control devices. If extensive burnable poison is to be provided initially in the
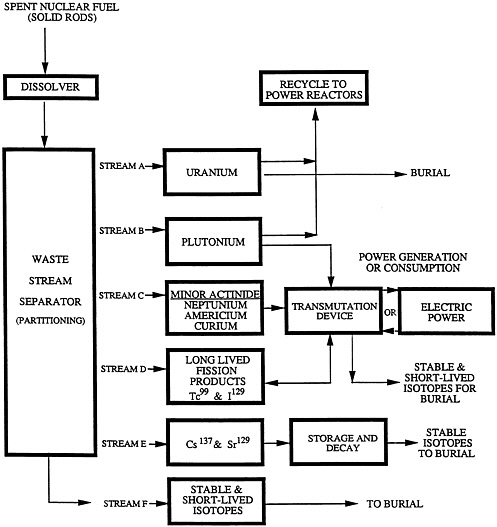
core to offset the prevalent positive reactivity in the fuel, the tendency of the temperature coefficient in the core to become positive may be of concern, as it could lead to escalating power when the temperature of the fuel rises due to a power-to-flow mismatch.
The PBR is assumed to shutdown for 8 days to allow for refueling. This is based on the design of a very rapid particle release mechanism to achieve both defueling and refueling. However it may not be possible to process the spent fuel until it has cooled off. This means that the out-of-core inventory of the PBR fuel will be larger than the in-core inventory. A very fast process for particle recharge will require adequate controls to prevent any criticality events. This was not discussed in the design presentation to the STATS Subcommittee on Transmutation. The burn-up and recharge periods discussed above will enable the core to have 15 cycles per year.
The total system inventory, meaning the in-core and out-of-core actinide inventory, is said to remain comparable with that in the LWRs it supports, since the system does not add significantly to the LWR inventories. Based on the consumption of total MA, the PBR can support five LWRs. BNL estimates refueling to take only 8 days, allowing for 15 cycles per year. If reprocessing is to be done on actinide fuel that has been out of the core for 1 year, the out-of-core inventory of plutonium will be 135 kg and MA will be 165 kg. This total inventory of about 300 kg is equivalent to the annual rate of TRU discharge from a single LWR.
Thus, if the PBR functions as proposed, it will be capable of reducing the inventory of actinides at a rate faster than the integral fast reactor, but comparable to the ATW. If the assumption is made that the PBR should accommodate all the discharged plutonium from the LWRs and be used for electricity generation, it is possible to define the inventory reduction factors for all three concepts both in the total system (see Figure F-22) as well as in the repository (see Figure F-23) (Kang and Kazimi, 1993).
Facilities and Support Requirements
The PBR is designed to fit in a total nuclear energy system that would involve facilities with the following capabilities:
-
LWR reactors that use both uranium and plutonium as fuel;
-
PBR transmutors;
-
MOX fuel fabrication facilities (for the LWRs);
-
PBR fuel and target fabrication facilities;
-
chemical reprocessing facilities that are capable of producing separate streams from the reactor spent fuel for (1) plutonium, (2) minor actinides, (3) technitium and iodine, and (4) cesium and strontium;
-
chemical processing facilities for the PBR fuel-producing streams that are similar to those streams of the LWR fuel;
-
monitored retrievable storage facilities for the short-lived fission products; and
-
LLW disposal facilities.
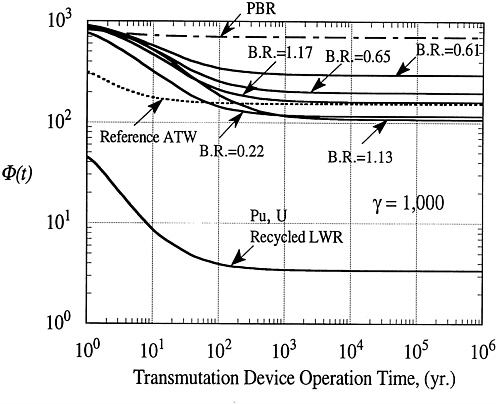
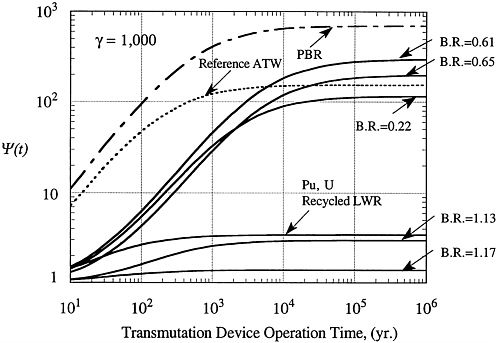
BNL proposes that separation of the identified streams from the LWR spent fuel be accomplished by using the PUREX and TRUEX aqueous processes. The plutonium and uranium streams are then sent to LWR fuel fabrication facilities, except for part of the plutonium that is needed to fuel the PBR. The MAs and fission products are sent to the target processing facility. The PBR fuel is first sent to an electrodissolver to remove the carbon, which is then sent to the fuel fabrication facility. The decarbonized fuel and target materials are then sent to the PUREX and TRUEX processes and to a lanthanum separation facility. These steps are illustrated in Figures F-24 and F-25. The lanthanum separation process is a difficult problem with significant containment and handling requirements.
Alternatively, a modified fluoride volatility process is suggested for both the oxide and carbide fuels, in which volatile fluorides can be separated by distillation, and nonvolatile fluorides are separated through molten-salt electrolysis, laser photochemistry, or aqueous separation. This process is illustrated in Figure F-26. Again, such fluoride processes have been plagued with difficulties in the past.
Residual Waste Management and Environmental Impacts
The wastes generated by the PBR will differ significantly from those in the LWR because of the differences in the fuel and in the structural and coolant materials. A large volume of graphite will be involved as well as the beryllium or D2O moderator. The resulting wastes have yet to be assessed. Also, the fate of curium, which was found to buildup in inventory during this short burn-up cycle by a factor of 10 to 20, has not been investigated. One of the untreated products is 135Cs, which will accumulate with other fission products during the burn-up cycle (a total of 13.8 g/20-day burn-up cycle at a flux of 1 × 1016 neutrons/cm2·s). Finally, production of 14C from nitrogen impurities in carbon-bearing materials would also be of concern.
Safety and Risk Considerations
At this stage of the conceptual development, there is little information about the safety features of the PBR, its dominant risk factors, or its environmental impact. The BNL staff believe that relative to an LWR, the total radioactivity in the PBR will be small (less than 10%). In addition, while this is a high-temperature reactor, its fuel is capable of handling much higher temperatures than the LWR fuel.
The two safety-specific features proposed at this stage are an auxiliary heat-removal loop that is in continuous operation in parallel with the main coolant circuit and a heat-pipe-cooled core-catcher below the vessel to catch any particles or fuel material that may fall from the core in overheating accidents.
It is not clear how the core would respond to any event that may interrupt the flow of the helium coolant. Such events may be due to loss of electricity supply or due to loss of coolant-pipe integrity. At high power density, it may be more difficult to ensure that adequate means of core cooling can be provided in time to prevent excessive heating of core materials.
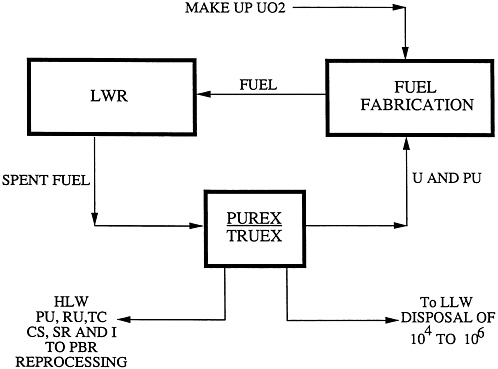
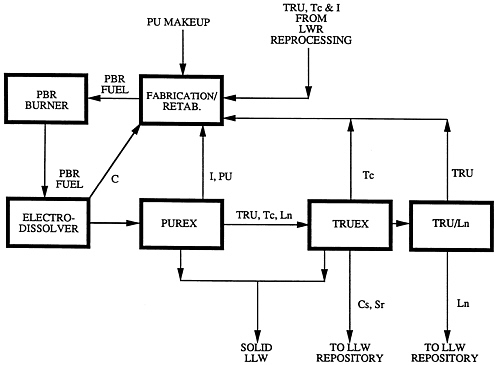
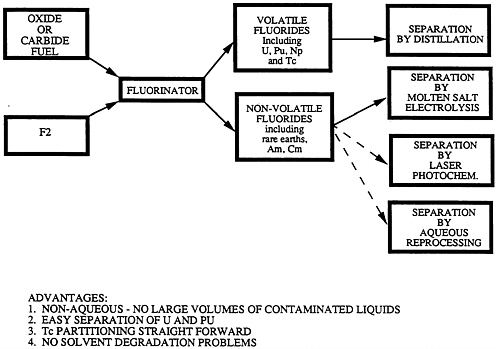
Should the PBR not produce electricity, it may be possible to site it in remote areas and therefore not pose a significant risk to populated areas. (This will be at the cost of losing the revenues that may be realized from sale of electricity.)
The environmental implications of the PBR are in many ways similar to the other transmutor concepts. Thus, the impact of reduced demand for uranium ore on the risk to the public health is a positive attribute. In addition, there are the potential benefits from reduced actinide and fission product inventories in the long term. These are offset, however, by the increased risk to the public of accidents in reprocessing facilities and in transportation required for reprocessing.
State of Technology
BNL has no dedicated funding to support development of the burner PBR. However, the technology closely follows a reactor concept that BNL is developing for the Air Force. Some of the key technologies have also been demonstrated in the HTGR experience. This includes fuel-particle manufacturing (with plutonium content) and core-component frit manufacturing.
As proposed by its developers, the main areas of technology to be addressed in order to determine conceptual feasibility are
-
fabrication of fuel and target particles with different types of loading, such as MAs and fission products;
-
the capability of a fuel particle to retain fission products while being irradiated to the high desired burn-up and under the expected mechanical and thermal cycling conditions;
-
testing of several steps in the fuel and target materials reprocessing, including the electrolytic graphite dissolving method, as well as the scaling of the TRUEX process;
-
radiation damage effects (fluence of 1023 neutrons/cm2) on core structural materials and moderator materials;
-
the uncertainty in thermal hydraulics due to nonuniformities in fuel loadings and fission power distribution; and
-
the fuel loading/unloading speed that allows for a rapid turnaround in the total inventory.
Other issues that need to be addressed include the delivery of high-speed helium coolant at a reasonable pressure drop and with high reliability. Also, the effects of burn-up reactivity swings on the operations of such a reactor remain to be evaluated, together with the power distribution issues characteristic of high thermal flux systems (also discussed for the ATW). In addition, the degradation of structural materials in high flux reactors (e.g., the high-flux isotope reactor) due to high energy neutrons and transmutation induced by neutron capture of alloying elements or impurities has been a major concern. This concern about degradation would probably have significant impact on the design of the PBR. Finally, the chemical processing of the fuels involved is a challenging problem that has to be resolved.
Cost Information
DEVELOPMENT COSTS
Detailed analysis of the cost of development is not available. BNL states that the development process will cost $1.2 billion and fall into the following stages:
|
Phase 1: |
2 years - |
$5 million to investigate basic feasibility issues. |
|
Phase 2: |
3 years - |
$50 million for a detailed design and to test critical materials processes. |
|
Phase 3: |
3 years - |
$150 million for engineering design and fuel-element nuclear testing. |
|
Phase 4: |
4 years - |
$800 million to construct prototype reactor and particle processing facilities. |
|
Phase 5: |
2 years - |
$200 million to test at operating conditions. |
These costs appear not to include the developmental cost of the chemical separation processes.
SYSTEMS COSTS
Only rough estimates have been made for capital costs. The PBR (1,000 MWt) plant is assumed to cost $1 billion dollars on the basis of $3,000/kWe equivalent. An LWR PUREX/TRUEX plant with 1,500 MT/yr was estimated to cost $1.4 billion (i.e., about $1,000/MTHM). The PBR reprocessing plant with 250 MT/yr capacity was estimated to cost $1.2 billion. For 100 GWe of LWRs, given the support ratio of one PBR for five LWRs, the added cost of PBRs and separation facilities for waste processing can be $45 billion. If these cost estimates are accurate, this represents an investment equivalent to 15 to 20% of the power-producing LWRs alone. These cost estimates do not take into consideration the MOX fuel manufacturing facility that will be required. Alternatively, if all the plutonium is to be transmuted in the PBR, larger cores and higher costs will be associated with the PBR itself.
THE ACCELERATOR-BASED PHOENIX CONCEPT
Reference Design
Phoenix is an accelerator-based transmuter concept being developed by Brookhaven National Laboratory (BNL). The transmuter is envisioned to be part of a larger scheme for separating and transmuting wastes from LWRs, as shown in Figure F-27. The objective for such a scheme, according to the proponents, is to reduce the time required for storage of nuclear wastes.
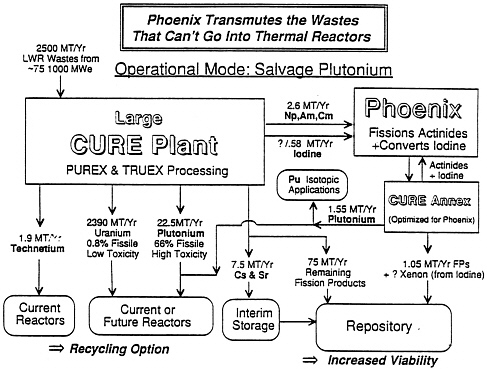
In this scheme, LWR waste is first separated into six streams: (1) technetium isotopes; (2) cesium and strontium isotopes; (3) MAs (neptunium, americium, curium isotopes); (4) iodine; (5) the remaining fission products; and (6) uranium and plutonium (as separate substreams).
The uranium, plutonium, and technetium would be recycled back into power reactors, thus requiring at a minimum the acceptability of an LWR-fuel recycle program. The cesium and strontium isotopes would be kept in interim storage (although this is really not an essential element of the scheme) and would ultimately be disposed of along with the residual fission products. The MAs and iodine (127I and 129I) would be burned in the Phoenix transmuter. Since the transmutation is incomplete and additional iodine, technitium, and fission products are produced during transmutation, a second separation facility would be required to separate the Phoenix waste into a similar set of waste streams for recycle, transmutation, and disposal (Figure F-27).
In the transmuter, an accelerated proton beam is used to both transmute MAs directly by spallation and to produce an intense flux of high energy (hard spectrum) neutrons to further transmute the MAs. The target assembly is maintained at a relatively high keff (less than 1) so that most of the neutrons come from neutron-induced fission rather than spallation (e.g., about 50:1). Since leakage of the neutrons out of the target is substantial—and provides some means of control of the assembly—the opportunity to moderate these neutrons and use them to burn iodine isotopes presents itself.
The inherent potential advantages of such a transmuter over some critical-reactor-based concepts (e.g., the advanced liquid-metal reactor [ALMR] and the LWR-based burner) are twofold: (1) the high-flux/hard-spectrum results in shorter times to achieve significant inventory reduction factors of the MAs vis-a-vis ALMRs (see Figure F-28), and (2) an accelerator-based neutron source has potentially improved safety features, as the assembly can be (in theory) maintained subcritical, and transmuter shutdown can be accomplished relatively quickly by switching off the proton beam. Decay heat and reactivity swings in response to temperature and power changes, however, would still be issues. Moreover, to realize their potential advantages, accelerator-based transmuters inherently add a relatively expensive (multibillion dollar) machine (accelerator) to an already expensive near-critical reactor (and separations scheme), and hence must generate additional revenue (e.g., electricity production) in a cost-effective manner to compensate for this expense. The specifics of these pros and cons are discussed below.
A schematic of the Phoenix transmuter is shown in Figure F-29. It is based on a linear accelerator producing a 104 mA beam of 1.6 GeV protons. This is not necessarily an optimal set of beam conditions, but a high energy is desirable for purposes of distributing the beam load through the target thickness, and as high a current as possible is desirable from the point of view of maximizing the neutron flux and hence the burn rate. In any case, these beam parameters are believed to be achievable. The knowledge base for evaluating the achievability of such a machine is identical to that for the LANL-accelerator transmutation of wastes (ATW) concepts, and so the difficulty in achieving this performance level is virtually identical, that is, development of such a machine is feasible but will require considerable engineering improvement over existing technology. Moreover, the accelerator technology is less ambitious than that envisioned for
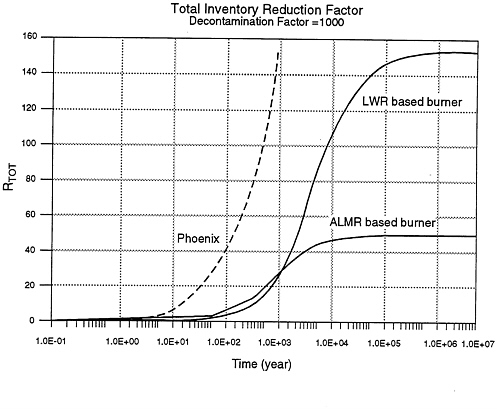
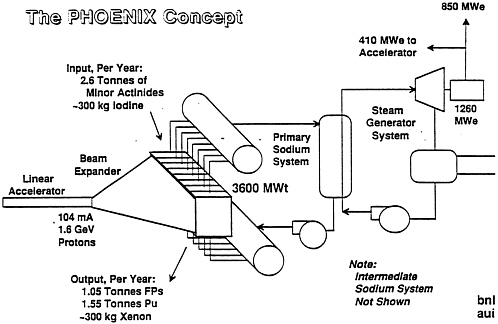
tritium production (Lawrence, 1990), and would not require funneling at the front end for the currents anticipated.
Unlike the ATW, in the Phoenix system the proton beam is spread (rastered) and impinges on an MA target directly. This produces spallation (fission and evaporation) and consequent high energy neutron production; the spallation neutrons induce subsequent fission (with attendant neutron production) in the MAs in the target. Since only 1 in about 50 neutrons comes from proton-induced rather than neutron-induced fission for a keff on the order of 0.9, the neutron spectrum will be dominated by the fission neutrons, and hence it is argued that it will be similar to that of a fast reactor with the same fuel/target type. However, in reality the neutron spectrum will still exhibit the high energy tail (i.e., neutrons with energies greater than 20 MeV) typical of spallation sources (albeit to a smaller extent), which may introduce some transmutation effects not considered in fast reactors (see below).
Since MAs are burned by a combination of spallation and neutron-induced fission, this combination improves the transmutation efficiency per proton and produces slightly more thermal energy per energy deposited by the proton beam (3,600 MW for 166 MW of beam power) compared with the ATW concept (3,600 MW for 200 MW of beam power). In addition, as noted above, by surrounding the target with an iodine-containing blanket and some moderator, the iodine can be transmuted to xenon isotopes by neutron absorption in the epithermal regime where capture is accelerated. Preliminary concepts assume a D2O moderator in the iodine-containing blanket.
The MA target is envisioned to consist of a set of FFTF–like hexagonal fuel assemblies arranged in separate modules. The modular concept permits the accelerator to work on transmuting less than the total capacity of the machine. Eight modules (each .75 m high × .82 m × 1.88 m) would contain 124 hexagonal target assemblies (each 0.116 m across flat-to-flat and containing 217 fuel pins). These are similar to FFTF fuel designs. However, the Phoenix ''fuel" initially contains only MAs and no plutonium, since plutonium is recycled back into existing reactors in this scheme; in part this is done to maximize the MA inventory while maintaining the system subcritical. However, plutonium builds up by radioactive decay of some of the MAs during operation and is removed periodically. Since no plutonium is in the initial fuel charge, there are insufficient neutrons produced in Phoenix to burn both technicium and iodine. This is the reason for separating technitium and recycling it to the power reactors for burning as well.
Although the concept is not currently tied to a particular fuel concept, an oxide-based fuel scheme is currently favored for reasons of experience with in-reactor performance and aqueous separations of oxide-based fuels compared with, for instance, a carbide or metallic fuel. Moreover, the system is currently being designed so that peak fluxes and neutron spectra are similar to the FFTF environment. Thus, although no detailed analyses of target performance have as yet been undertaken, first-order guesstimates are that fuel performance will be similar to FFTF oxide fuels and design burn-ups are currently less than peak burn-ups achievable with current oxide fuels. However, the actual experience base with purely MA-oxide fuels is virtually nonexistent in terms of in-reactor performance and aqueous separation. Moreover, the superposition of proton and neutron irradiation damage will need to be addressed for these target assemblies. Again the transmutant rates from a neutron spectrum with a high energy tail
can be significantly different. This may be particularly important in the target cladding and structural components, where transmutant helium could degrade mechanical properties or induce void swelling at a faster rate than the fast breeder reactor experience to date. And spallation products of the light (oxygen) component of the oxide fuel or the fission products could introduce new chemistry effects not seen to date. Finally, even with the experience to date in aqueous processing, the postirradiation processing of these fuels will be challenging, as the isotopic make-up will be very different from fission-reactor fuels and will vary during the initial operation of the facility until a pseudo-equilibrium is achieved in the fuel cycle.
Again borrowing from liquid-metal reactor (LMR) experience, the target is to be cooled by liquid sodium, and the thermal power is to be used to generate 1,260 MWe of electrical power through an intermediate-heat-exchange loop and steam cycle. Of this 410 MWe would be returned to the accelerator and 850 MWe sold to the grid. Hence, the effective plant efficiency would be 24% (850 MWe/3,600MWt).
As noted earlier, the system requires both front-end processing of LWR spent fuel and intermediate processing of the Phoenix targets. The BNL group has not specifically worked on the separations scheme to date but has relied on analyses associated with the Clean Use of Reactor Energy (CURE) study referred to earlier in this report, and assumes a combination of PUREX/TRUEX to achieve separations of the six waste streams.
A 2-year fuel cycle has been assumed in nonoptimized scoping studies to date. (See flowsheet developed for Phoenix.) One Phoenix transmuter would accept 5,200 kg of MAs and 1,160 kg of iodine plus its own recycle (about 19,500 kg of MAs and recycle iodine) every 2 years. It would discharge 3,100 kg of plutonium every 2 years along with 1,160 kg of transmuted xenon (from iodine) and 2,100 kg of fission products for disposal. The iodine/xenon cycle has not been engineered for optimization, but it is currently assumed that iodine is burned at the same rate it is introduced, however, the total iodine inventory in the reactor remains to be worked out. Hence, one machine could burn MAs and iodine from 75 1,000-MWe LWRs on a steady-state basis. A second machine could burn stockpiled actinides from commercial spent fuel in—it is claimed—in about 40 years.
The initial charge to the transmuter is 24,700 kg of MAs. The MAs deplete while plutonium builds up. A short-lived curium isotope dictates the transient behavior of the curium inventory, but curium ultimately assumes a pseudo-equilibrium level after about 12 cycles of burning and recycling. The keff also increases substantially during a burn cycle; initial calculations indicate that it can swing from an initial value of about 0.8 to 1.05 at end of cycle, and so some additional control measures (increased leakage, introduction of poisons, etc.) will have to be taken to maintain the system subcritical. After 2 years, the total TRU inventory falls to about 22,500 kg, of which 3,100 kg is plutonium. This plutonium is largely (86%) 238Pu, and proponents argue that there may be some opportunity to separate the 238Pu for either radioisotopic power sources or "poisoning" weapons grade plutonium for proliferation control. In the Phoenix scheme, this plutonium is removed from the MAs discharged from Phoenix. The remaining (separated) 19,500 kg of neptunium, americium, and curium are combined with 5,200 kg from the LWR spent-fuel reprocessing to restore inventories to their initial levels upon reload. It is currently assumed (based on CURE) that reprocessing takes two years.
Transmutation Performance Requirements
As noted previously, the stated objective for such a scheme is "to reduce the time required for storage of nuclear wastes." Although not stating it explicitly as a goal for Phoenix, the BNL proponents have noted that partitioning losses of 10-5 or less should be a minimum objective for any partitioning/transmutation scheme if it is to succeed in the United States. The rationale for this position is that if partitioning losses of 10-5 or less can be achieved for each of the "problem isotopes" (defined as 237Np, 241Am, 243Am, 244Cm, 90Sr, 99Tc, 129I, and 137Cs), then NRC standard 40CFR191 (that specifies how many curies per ton of heavy metal of these isotopes can be allowed to escape the repository in the first 10,000 years following disposal) could be met without containment that ensures isolation of the waste. Moreover, in theory, HLW could be converted to a waste meeting radionuclide specifications of Class C waste according to standard 10CFR61 if this same level of portioning loss could be met (although it is recognized that standard 10CFR61 does not apply to HLW). Net partitioning losses of 10-5 require process decontamination factors of 106 or better on some elements (e.g., americium and curium) to achieve the specification for Class C waste with a 10% transmutation machine. This puts severe demands on the separations side of the scheme.
Facilities and Support Requirements
The scheme envisioned would require the following components to support one or more Phoenix irradiation facilities:
-
front-end reprocessing of LWR spent fuel, probably by a combination of PUREX and TRUEX, to separate waste into the requisite six streams with the process decontamination factors stated above (as noted above, this would have to operate with process decontamination factors of 106 or better, and; as in other schemes, effective decontamination of cladding hulls and process equipment would also be needed);
-
remote target fabrication for the MA and iodine targets for Phoenix and remote fuel fabrication for the plutonium and technetium recycle into power reactors;
-
intermediate reprocessing of Phoenix targets to separate plutonium and fission products from the MAs and iodine from the xenon products; again process decontamination factors of 106 would be required if the "minimum objective" for a transmuter is to be met by Phoenix; and
-
an interim storage facility for cesium and strontium, if these isotopes are to be separated from the other fission product wastes.
Residual Waste Management and Environmental Impact
The primary benefit of this scheme is to minimize the inventory of species (MAs, iodine, and technetium) in the waste repository that contribute most significantly to the current
estimates of long-term risk. If separation and isolation of cesium and strontium isotopes are also accomplished, their removal from the waste repository would substantially reduce the near-term heat load on the repository and would permit a higher concentration of waste to be disposed of; this would postpone the need for repository expansion or addition. If the "minimum objective" is met, the partitioning and transmutation scheme would obviate the need for a HLW repository at all.
Risk and Safety Analysis
To date, no detailed risk and safety analyses have been made. Hence, at this point only some generic issues for transmuters in general, and accelerator-based transmuters in particular, can be anticipated.
SAFETY
The promoters point to the speed at which accelerator-driven sources can be "turned off" and to the inherent safety of a subcritical assembly (i.e., that supercriticality accidents would not be design-basis accidents). However, the large reactivity swings anticipated for a 2-year cycle (Δk/k ≈ 0.25) and steps to counteract this (increased leakage, poisons) could introduce substantial changes in reactivity coefficients (e.g., sodium void worth, Doppler coefficients, etc.) that will have to be addressed; moreover, there may be safety issues associated with a failed beam raster (e.g., burning holes in targets with the attendant radioactivity release). In addition, decay heat will still be an issue, even with a rapid removal of the proton source. A liquid-sodium-cooled system provides an opportunity to configure the system for passive cooling under accident conditions, but this has not yet been addressed specifically.
Safety considerations for the balance of the plant are probably similar to those for LMRs in general (sodium fires, sodium–water reactions, etc.). Of somewhat unique concern is the potential for Na-D2O reactions between the sodium-cooled MA targets and the D2O-cooled and moderated iodine blanket.
LICENSING
Licensing a Phoenix facility, a combination of a large accelerator and a near-critical fast reactor, can draw on issues and procedures developed for the component facilities to date, but new safety issues associated with operating the combination will have to be identified and resolved. Each of the support facilities (reprocessing, remote fuel fabrication, interim storage) has its own set of licensing issues that are not unlike those associated with these facilities for other transmutation schemes. The operational assumptions for this scheme are that the following activities are acceptable to the public and can be carried out in a manner acceptable to regulatory agencies:
-
centralized fuel reprocessing;
-
plutonium recycle in LWRs;
-
the operation of a Phoenix-type waste transmuter;
-
the operation of one or more reprocessing facilities for Phoenix waste;
-
surface storage of separated radioisotopes for long periods (mainly cesium and strontium); and
-
substantially increased cost of electricity (see below) to pay for (perhaps only perceived) long-term risk reduction in nuclear waste management.
RISK
Risk analyses will have to include:
-
decreased risk from uranium-mining/milling as a result of plutonium recycle and energy generation from actinide burning;
-
increased short-term risks associated with transmutation and separations operations and surface storage versus disposal of radioisotopes; and
-
reduced long-term risks associated with inventory reductions of long-lived and water-soluble isotopes.
State of Technology
The Phoenix concept is still at a very preliminary stage. BNL has had no dedicated funding to support the development of Phoenix. Work has primarily proceeded using limited internal funding and a lot of voluntary effort.
While a team of competent people have examined the first-order issues, feasibility studies are still required to proceed. Outstanding technical issues include the following:
Accelerator performance: As noted earlier, the development group appears to have made reasonable estimates of what can be achieved in accelerator technology based on current knowledge, but considerable engineering improvements will be required to actually achieve this. These issues are common to ATW, although the accelerator requirements are less severe than for ATW-1.
MA target performance: Again, almost no analysis of target performance has been made, other than to assume that by designing a target environment similar to FFTF, no "show stopper" materials issues will be introduced. Under these circumstances, 2-year fuel lifetimes are probably reasonable. However, there is little experience with purely MA-oxide materials in such an environment, and the integral performance of an MA-oxide fuel in this environment remains to be demonstrated. Moreover, the combined effects of proton and neutron irradiation on structural materials will have to be addressed (although this is probably minor). Issues of the influence of transmutants introduced by high energy neutrons, along with the "usual" list of
radiation-damaged induced property and dimensional changes (hardening, embrittlement, accelerated creep, void swelling), will have to be addressed for the specific materials and environments envisioned for the Phoenix targets.
Iodine transmutation: Little has been done to assess the iodine transmutation, other than to assume this can be done in a blanket surrounding the target. Further conceptual design is required; however, this is probably not a critical issue.
Separations: As noted, the work to date has relied on the CURE study for guidance in what might be feasible from a separations point of view. Hence, all of the outstanding technical issues for CURE apply here as well. These may be exacerbated, however, if process decontamination factors of 10-6 are required in full-scale reprocessing plants to meet the "minimum objective."
Additional waste: Additional waste generated by systems (contamination of fuel cladding hulls and separations equipment, radioactivation of Phoenix system components, etc.) has not been addressed. First-order estimates are that this will be small compared with the main sources of inventory. However, the impact of all activities on all of the waste streams needs to be addressed in any comprehensive incremental (decremental) risk analysis, as discussed above.
Costs
DEVELOPMENT COSTS
Based on numbers provided by BNL and figures from similar proposals, a development effort is estimated to consist of the following:
-
Phase I: a conceptual design study to address the issues listed above; the study would take at least 2 years at a funding level of about $12.5 million per year;
-
Phase II: an engineering design study combined with the development of an engineering database for critical components (accelerator, target, balance of plant); this would be about an 8- to 10-year study at a level of about $100 million per year;
-
Phase III: construction and operation of a demonstration plant; the cost may be near $2 billion and would take about 5 to 8 years to construct and demonstrate operations.
Phases I, II, and III would overlap.
SYSTEMS COSTS AND ECONOMICS
Again, the estimates here are based on preliminary input. The estimated cost of the accelerator is about $2 billion (1992 dollars). The estimated cost of the subcritical target, sodium loops, and power plant is $5 billion (for a large power plant). The operation and maintenance costs are expected to be double that of a large power plant.
As noted above, the effective efficiency of the plant would be about 24%. Coupling this with the 40% increase in the capital cost and a doubling of the operation and maintenance costs would mean that electricity would cost roughly twice as much to produce in Phoenix as in a large reactor. Hence, the Phoenix operator would either have to find a buyer for this expensive electricity or, more likely, charge the nuclear industry the difference in the name of improving waste disposal. If the average cost of production were about 7 cents/kW·h, this would mean charging the industry about $420 million per year in addition to separations and disposal costs to annually burn 2,600 kg of MAs (and 580 kg of iodine), or about $132,000 kg of MA and iodine burned. This cost must be compared with that of burning MAs and iodine in LWRs or ALMRs, and evaluated against the "intrinsic safety" of such a machine and the speed of inventory reduction over the reactor-based systems.
REFERENCES
Argonne National Laboratory. 1991. Research Highlights. 1990-1991. p. 14.
Arthur, E. D. 1992a. The Los Alamos accelerator transmutation of nuclear waste (ATW) concept. Vu-graph presented to STATS Symposium, Washington, D.C., January 13.
Arthur, E. D. 1992b. The Los Alamos Accelerator Transmutation of Nuclear Waste (ATW) Concept. ATW-92-60. Presented to the STATS Subcommittee on Transmutation, Los Alamos, N. Mex., April 15-16, 1992.
Baetsle, L. H. 1993. Role and influence of partitioning and transmutation on the management of nuclear waste systems. Pp. 1235-1241 in Proceedings of the Symposium on Waste Management, Tucson, Ariz., February 28-March 4, 1993. R.G. Post, ed. Tucson: Arizona Board of Regents.
Bairiot, H. 1984. Laying the foundation for plutonium recycle light water reactor. Nuclear Engineering International. 29(350):27-33.
Bairiot, H., and C. Vandenberg. 1989. Nuclear Fuel Cycle in the 1990s and Beyond the Century: Some Trends and Foreseeable Problems. IAEA Tech. Report Series No. 305. pp. 65-69. Vienna: International Atomic Energy Agency.
Benedict, M., and T. Pigford. 1981. Nuclear Chemical Engineering. New York: McGraw-Hill.
Berglund, R. C., Y. I. Chang, S. Rosen, and C. E. Weber. 1990. Actinide recycle in advanced liquid metal reactors. Korean Atomic Industrial Forum. April 16.
Bowman, C. D. 1992. Liquid Centrifugation For Nuclear Waste Partitioning. LA-UR-92-1065. Los Alamos, N. Mex.: Los Alamos National Laboratory.
British Nuclear Fuels plc. 1987. Review of Nuclear Fuel Cycle Costs for the PWR and Fast Reactor. FRJC/P(8714). Revision 2. Risley, United Kingdom: British Nuclear Fuels.
Brookhaven National Laboratory. 1992. State of technology. Paper presented to STATS Subcommittee on Transmutation, May 21, 1992.
Buckner, M. R., and P. B. Parks. 1992. Strategies for Denaturing the Weapons-grade Plutonium Stockpile. WSRC-RP-92-1004. Aiken, S.C.: Westinghouse Savannah River.
Chang, Y. I. 1992a. Response to Questions by the STATS Subcommittee on Transmutation, Berkeley, Calif., November 1992.
Chang, Y. I. 1992b. Long-term perspectives of actinide recycling and repository implications. Presentation to STATS Subcommittee on Transmutation, Idaho Falls, Idaho, March 12-13, 1992.
Croff, A. G., J. O. Blomeke, and B. C. Finney. 1980. Actinide Partitioning-Transmutation Program Final Report. I. Overall Assessment. ORNL-5566. Oak Ridge, Tenn.: Oak Ridge National Laboratory.
Croff, A. G., C. W. Forsberg, and B. C. Finney. 1990. A reexamination of the incentives for actinide burning. Pp. 76-78 in Proceedings of the American Nuclear Society Trans., 1990 Winter Meeting. Washington, D.C.: American Nuclear Society.
Davidson, J.W. 1992. Draft Adaptation of the Pigford-Choi Transuranic Actinide Reduction Model to an ATW Transmutation System. Los Alamos National Laboratory, Los Alamos, N. Mex.
Delene, J. G., L. C. Fuller, and C. R. Hudson. 1993. ALMR Deployment Economic Analysis. Draft Report. ORNL/TM-1244. February. Oak Ridge National Laboratory, Oak Ridge, Tenn.
Electric Power Research Institute (EPRI). 1989. Technical Assessment Guide, Electricity Supply—1989. Vol. 1, Rev. 6. Special Report. EPRI P-6587-L. Palo Alto, Calif.: EPRI.
Electric Power Research Institute (EPRI). 1990. Advanced Light Water Reactor Utility Requirements Document, Vol. 1, ALWR Policy and Summary of Top-Tier Requirements. Palo Alto, Calif.: EPRI.
General Electric (GE). 1991. ALMR 1991 Power Plant Capital and Busbar Cost Estimates. GEFR-0090. San Jose, Calif.: General Electric.
Griffith, J. D. 1991. Presentation to the STATS Subcommittee on Integration, Washington, D.C., December 9, 1991.
Griffith, J. D., U.S. Department of Energy/Office of Nuclear Energy. 1990. Actinide Recycle. Presentation to National Research Council Committee on Future Nuclear Power Development. January 29, 1990.
Hannum, W. H. 1992. The IFR route to safe, reliable, and inexhaustible power. Paper presented at the American Nuclear Society Nuclear Energy Conference, San Diego, Calif., August 23-26, 1992.
Hebel, L. C., E. L. Christensen, F. A. Donath, W. E. Falconer, L. J. Lidofsky, E. J. Moniz, T. H. Moss, R. L. Pigford, T. H. Pigford, G. I. Rochlin, R. H. Silsbee, and M. E. Wrenn. 1978. Report to the American Physical Society by the Study Group on Nuclear Fuel Cycles and Waste Management. Rev. Mod. Phys. 50(1) Part II. pp. S114-S117.
Hutchins, B., G. Pavienco, and P. Babka. 1991. 1991 ALMR Power Plant Capital and Busbar Cost Estimates. GEFR-00900. San Jose, Calif.: General Electric.
Johnson, T. R., L. Burris, N. M. Levitz, and R. N. Hill. 1990. Use of Transuranic Elements from LWR Fuel in Integral Fast Reactors. ANL-IFR-127. Argonne, Ill.: Argonne National Laboratory.
Jones, F. J. (Bechtel Corporation). 1981. Conceptual Design Report Hot Experimental Facility for the Consolidated Fuel Reprocessing Program. ORNL/CFRP-81/4. Oak Ridge, Tenn.: Oak Ridge National Laboratory.
Kang, C., and M. Kazimi. 1993. Transmutation Effects on Transuranic Waste Inventory and Its Repository Risk. MIT-ANP-TR-015. Cambridge, Mass.: Massachusetts Institute of Technology.
Knief, R. A. 1981. Nuclear Energy Technology. New York: McGraw Hill.
Lawrence, G. 1990. Preliminary Assessment of Accelerator Production of Tritium (APT). Draft Report. Los Alamos National Laboratory, Los Alamos, N. Mex.
Lee, J. C., and J. Du. 1994. Equilibrium cycle calculations for transuranics recycling in pressurized water reactors. Nuclear Tech. 108:61-79.
Leggett, R. D., and R. P. Omberg. 1987. Mixed Oxide Fuel Development. Paper presented at ANS/ENS International Conference on Fast Breeder Reactor Systems, Richland, Wash., September 13, 1987.
Los Alamos National Laboratory. 1992. The Los Alamos accelerator transmutation of nuclear waste (ATW) concept. Presentations to the STATS Subcommittee on Transmutation, Los Alamos, N. Mex., April 21-22, 1992.
McLaughlin, D. F. 1992. The Westinghouse Dry Halide Volatility Process. Viewgraphs distributed to STATS Subcommittee on Transmutation, Los Alamos, N. Mex., April 21-22, 1992.
McNeese, L. E., and M. W. Rosenthal. 1974. MSBR: A review of its status and future. Nuclear News. September, p. 52-58.
McPheeters, C. C., R. D. Pierce, G. K. Johnson, T. P. Mulcahey, D. S. Poa, M. A. Vest, D. W. Warren, G. J. Wesolowski, P. S. Maiya, R. B. Poeppel, R. Russell, A.S. Wagh, and S. G. Wiedmeyer. 1991. Actinide Recycle Program Semiannual Report, October 1990-March 1991. ANL-IFR-157. Argonne, Ill.: Argonne National Laboratory.
National Research Council. 1988. Safety Issues at the DOE Test and Research Reactors. Washington, D.C.: National Academy Press.
National Research Council. 1992. Nuclear Power: Technical and Institutional Options for the Future. Committee on Future Nuclear Power Development. Washington, D.C.: National Academy Press.
Nuclear Fuel. 1992. German Industry Agrees to Support Hanau MOX Plant Through Mid-1993. 17(21):5-6.
Oak Ridge National Laboratory (ORNL). 1992. Review of the 1991 Cost Estimate for the Advanced Liquid Metal Reactor. Oak Ridge National Laboratory Report. Oak Ridge, Tenn.: Oak Ridge National Laboratory.
Oak Ridge National Laboratory (ORNL). 1993. ALMR Deployment Economic Analysis. ORNL/TM-12444 (draft). February.
Organization for Economic Cooperation and Development (OECD). 1992. The Economics of the Nuclear Fuel Cycle (draft). 26 May. OECD/NEA, Paris.
Pigford, T. H. 1990. Actinide burning and waste disposal. Paper presented at MIT International Conference on the Next Generation of Nuclear Power Technology. October.
Pigford, T. H. and C. S. Yang. 1977. Thorium Fuel Cycles. UCB-NE-3227. EPA 68-01-1962. Berkeley: University of California.
Pillay, K. K. S., D. Stirpe, and R. R. Picard. 1987. International Safeguards for a Modern MOX Fuel Fabrication Facility. LA-10828. Los Alamos, N. Mex.: Los Alamos National Laboratory.
Quinn, E., and M. L. Thompson. 1992. Presentation to the National Research Council at General Electric Nuclear Energy, Idaho Falls, Idaho, March 12-13, 1992.
Ramspott, L. D., J. Choi, W. Halsey, A. Pasternak, T. Cotton, J. Burns, A. McCabe, W. Colglazier, and W. W. L. Lee. 1992. Impacts of New Developments in Partitioning and Transmutation on the Disposal of High-Level Nuclear Waste in a Mined Geologic Repository. UCRL ID-109203. Livermore, Calif.: Lawrence Livermore National Laboratory.
Schmiedel, P. 1991. Final licence for Hanau MOX facility (mixed oxide fuel). Modern Power Systems (U.K.). 11(4):65-69.
Shapiro, N. L., J. R. Rec, and R. A. Matzie. 1977. Assessment of Thorium Fuel Cycles in Pressurized Water Reactors. Report NP-359. Palo Alto, Calif.: Electric Power Research Institute.
Svensk Kärnbärnlehantering AB (Swedish Nuclear Fuel and Waste Management Co.). 1992. SKB 91: Final Disposal of Spent Nuclear Fuel. Importance of the Bedrock for Safety. SKB Technical Report 92-20. Stockholm: Svensk Kärnbärnlehantering.
Smith, P. W. 1960. The Zirflex Process Terminal Development Report. Report HW-65979. Richland, Wash.: Westinghouse Hanford Co.
Taylor, I. N., M. L. Thompson, and D. C. Wadekamper. 1991. Fuel Cycle Assessment - 1991. GEFR-00897. San Jose, Calif.: General Electric.
Thompson, M. and J. N. Gonzaga. 1994. The Consumption of Actinides in Advanced Liquid Metal Reactors. The Third NEA International Information Exchange Meeting on Actinide and Fission Products Partitioning and Transmutation. Cadarache, France, December 12-14, 1994.
Thompson, M. L. 1991. Response to Questions by the STATS Subcommittee on Transmutation, Cambridge, Mass., December 6, 1991.
Thompson, M. L., C. L. Cockey, and T. Wu. 1991. Actinide Recycle Enhancement. Report GEFR-00898. San Jose, Calif.: General Electric.
Till, C. E. 1990. As quoted in Watkins pushing integral fast reactor. The Energy Daily 18(44):1.
Till, C. E., and Y. I. Chang. 1989. The Liquid Metal Reactor. Presentation to National Academy of Sciences Committee on Future Nuclear Power Development. August 21-25.
Todreas, N., and M. Kazimi. 1990. Nuclear Systems: Vol. I: Thermal Hydraulic Fundamentals. New York: Hemisphere.
U.S. Council for Energy Awareness. 1992. Advanced Design Nuclear Power Plants: Competitive, Economical Electricity. Washington, D.C.: U.S. Council for Energy Awareness.
U.S. Department of Energy (DOE). 1988. Nuclear Energy Cost Data Base. DOE/NE-0095. Washington, D.C.: U.S. Department of Energy.
U.S. Department of Energy (DOE). National Energy Strategy, 1991. Washington, D.C.: U.S. Department of Energy.
U.S. Nuclear Regulatory Commission. 1975. General Environmental Impact Statement on Mixed Oxide. Washington, D.C.: U.S. Nuclear Regulatory Commission .
Watkins, J. D. 1990. Press Conference. U.S. Department of Energy. April 2.
Young, W. H., and U. S. Department of Energy. 1991. Summary of Nuclear Energy Review of Pigford Paper. Washington, D.C.: U.S. Department of Energy.


















































































































