
CHAPTER THREE—
SEPARATIONS TECHNOLOGY
This chapter addresses the role separations technology can play in the management of spent light-water reactor (LWR) fuel and defense wastes to help reduce their long-term risk to humans and their environment. Additional information on aqueous and nonaqueous processes, reprocessing experiences in the United States and abroad, and future separation processes is given in Appendix D of this report.
It may be acceptable to dispose of spent LWR fuel with currently known mechanical disassembly methods and encapsulation (packaging) technology for the foreseeable future. However, for some defense wastes that have arisen as a result of processing of reactor target fuels, it may be necessary to separate a large-volume, low-level radioactive fraction (low-level waste, or LLW) and a much smaller-volume, high-level radioactive fraction (high-level waste, or HLW). The perceived advantage of this approach to managing the wastes is that a smaller volume of the highly radioactive fraction (in a suitable waste form, perhaps as a vitrified glass product) needs to be disposed of in a relatively expensive repository; the larger low-level radioactive fraction can, after appropriate treatment, be safely disposed in a much less costly manner. The overall safety is expected to be increased and the disposal cost minimized by this approach.
If it is decided to prepare the fractions for reuse as targets for transmutation or for discharge to a waste-disposal system, it is necessary to separate the highly radioactive waste materials in them into specific components. In general, separation of transmutation targets would demand a much higher degree of purification than would preparation of repository waste. A number of processes have been proposed for carrying out the needed separations. Some of them have been demonstrated at the bench scale and not necessarily with the levels of radioactivity that would be present in the actual wastes; a few others have been demonstrated on a very large scale at high levels of radioactivity and used on an industrial scale. For example, the plutonium and uranium recovery by extraction (PUREX) process, an aqueous process employing solvent extraction techniques, was developed for, and has been used extensively, in reactor target processing for plutonium production for weapons in the United States and for weapons and commercial fuel recycling in power reactors in France, the United Kingdom, and the former Soviet Union. Pyroprocesses, which typically employ high-temperature, nonaqueous systems, have been used for many years in the nuclear as well as in conventional industries, for example, for electrorefining of plutonium and americium—though they have had limited use for processing of high-level waste requiring remote operations.
In all cases, it is necessary to tailor the processes to the specific separations required. In most of the cases, substantial development and demonstration of the processes on the actual wastes will be necessary, since many of the new process objectives differ from the original process objectives.
HISTORICAL BACKGROUND
The development of large-scale radiochemical separations technology was begun in 1942 by the scientific staff of the Metallurgical Laboratory, a part of the Manhattan Engineering District organization that was created during World War II to develop nuclear weapons for military applications. The mission of the Separations Section of the Metallurgical Laboratory was to develop an industrial-scale chemical process to recover and purify plutonium from the uranium targets that were to be irradiated in the "neutron chain reactors" proposed for construction at Hanford, Washington (Thompson and Seaborg, 1956). The underlying separations principles and many of the techniques devel-
oped and used at that time are essentially the same as those in use today.
Much of the basic chemistry of thorium and uranium was known in 1942, but the nuclear decay characteristics of most of the fission products were not. Furthermore, the chemistry of many of the fission products and transuranic (TRU) elements was not known in sufficient detail. Promethium, technetium, and all the TRU elements were new to science and much had to be inferred from an element's position in the periodic table. The chemical and physical effects of radiation imposed additional difficulties and uncertainties in the proposed processes, as they do even today.
The concentration of the plutonium to be produced in the reactors at Hanford was quite low, on the order of 300 grams of plutonium per ton of irradiated uranium. (The only plutonium available for process development activities prior to the construction of the graphite reactor in Oak Ridge in 1943 was about a milligram of 239Pu created by extended cyclotron bombardment of uranium.) The separations processes had to have very high recovery efficiencies, while also achieving very high separation of the plutonium from the radioactive fission products that were produced in the uranium targets along with the plutonium. It was a monumental challenge to the Metallurgical Laboratory chemists, most of whom were new to this field of industrial-scale separations chemistry.
Reprocessing technologies can be grouped into two categories: those based primarily on aqueous chemistry and those based on non-aqueous materials such as molten salts and molten metals. A summary description of the major approaches in each category is given below. A detailed description is given in Appendix D.
Aqueous Processes
The chemical differences between the several oxidation states of plutonium have been extremely important in separations. In 1941 it was shown that plutonium, like uranium, has multiple oxidation states (Hill and Cooper, 1958) and coprecipitates with lanthanum fluoride in its lower valence states, but not in its oxidized states. In the IV oxidation state, plutonium was found to coprecipitate with the hard-to-process gelatinous iron hydroxide and zirconium phosphate. In 1942, a process based on bismuth phosphate (BiPO4) precipitation was successfully developed. It was the first large-scale radiochemical separation to exploit oxidation-reduction technology for both purification and the concentration of a single element from many other contaminants. However, the bismuth phosphate process, while successful, recovered only plutonium; the valuable uranium in the irradiated feed became waste. An extraction process based on the ability of the organic solvent methylisobutyl-ketone (hexone) to extract both plutonium and uranium (and neptunium as well) from oxidizing solutions was developed next (Hill and Cooper, 1958); it recovered both uranium and plutonium and had less complicated remote mechanical operations. Because it used oxidation-reduction chemistry, this method was referred to as the REDOX process.
A large number of solvent extraction systems were investigated subsequently (Culler, 1956). Much effort was concentrated on the alkyl phosphates after it was found that tributyl phosphate (TBP) had superior characteristics over other solvents for extracting both plutonium and uranium. TBP therefore became the extractant of choice in the PUREX process, which eventually became used internationally. An advantage of TBP over the methylisobutyl-ketone (hexone) used in the REDOX process was that it allowed the use of nitric acid as the process salting agent. Most of the other extractant systems required aluminum, magnesium, or some other highly soluble nitrate salt in concentrated solution (which would contribute to the waste problem).
Nonaqueous Processes
Nonaqueous processes have been used in reprocessing plants to separate materials for nuclear weapons and in plants for reprocessing spent reactor fuels, mostly to clean up the uranium product. Some of these processes are high-temperature processes (hundreds of degrees centigrade), and they are referred to as either pyrochemical or pyrometallurgical processes.
Large-scale non-aqueous processes to produce uranium hexafluoride, a compound unstable in the presence of water, were developed during 1943-1945; they are used routinely on a scale of tons per day to produce feed for the gaseous diffusion process used to enrich uranium. When it was found that plutonium also formed a volatile hexafluoride with characteristics very similar to those of uranium hexafluoride, it became apparent that uranium and plutonium might theoretically be recovered from irradiated fuels on an industrial scale by taking advantage of the fact that few other elements form volatile fluorides and that fluoride volatility processing might also theoretically be used to recover neptunium as NpF6. However, volatile actinide fluorides other than uranium are unstable, and fluoride volatility processing is only practical for recovery and purification of uranium (Benedict et al., 1981).
Two basic types of molten salt systems have been used in separations. A mixed molten fluoride salt was used as a coolant, homogeneous fuel, and blanket system in the Molten Salt Reactor Experiment (MSRE) and for the reduction of the actinide fluorides to the elements (Rosenthal et al., 1972). Eutectic chloride salts are used as an ionic solvent in pyrochemical reprocessing systems that are intended for use with highly irradiated spent metallic reactor fuels
(Steunenberg et al., 1969; McPheeters and Pierce, 1992). Oxide fuels have also been reduced to metal in systems using molten lithium metal and lithium chloride, and preliminary results are available.
A technique known as plutonium electrorefining was developed (Coops et al., 1983; Christensen and Mullins, 1983) for actinide systems in the mid-1960s as a way to purify the plutonium metal alloys that were proposed as fuel for the Los Alamos Molten Plutonium Reactor Experiment (LAMPRE) project. Electrorefining is classified as a pyrochemical process for the purposes of this discussion, since it uses a molten chloride salt as the ion transport medium between an impure metal anode and a much purer metal cathode (the collected product). The basic electrorefining technique has been adapted for purifying plutonium from essentially all elements, including americium, and for preparing pure uranium and plutonium metals for both the weapons and the breeder reactor fuels programs.
TYPES OF WASTES
Spent Reactor Fuel
By far the largest amount of radioactive waste now accumulated or currently being produced in the United States is in the spent fuel from light-water power reactors (LWRs). The principal elements in them are actinides (primarily uranium) and fission products, with the radionuclides of primary concern changing somewhat with the time frame being considered. The fission products, in particular cesium, strontium, and the rare-earth fission products, dominate as the principal sources of radioactivity and of heat for some 70 years after removal from the reactor (the activation products decay rapidly). After 300 years of decay, 239Pu, 240Pu, 238Pu, 241Am, 151Sm, 237Np, and 99Tc are the major sources of radioactivity. After 10,000 years the major radionuclides of concern are 239Pu, 240Pu, 99Tc, 237Np, and 243Am; and after 100,000 years, 237Np, 242Pu, 99Tc, 234, 235, 238U and their decay daughters.
Defense Nuclear Waste
Separations processes are needed throughout the Department of Energy (DOE) weapons complex to decontaminate residues, equipment, and facilities. A very important goal of these operations is the removal of the hazard posed by the millions of gallons of radioactive liquids, sludges, and salts stored at the DOE defense sites where large-scale chemical-processing activities were carried out over many years. The defense nuclear wastes of greatest concern are those in liquid waste storage tanks at Hanford, although large amounts of wastes generated in the course of nuclear weapons production are stored at the Savannah River Site and the Idaho Chemical Processing Site, and small amounts from the early years are stored at West Valley Demonstration Project and Oak Ridge. The needed separations range from those achievable with basic mechanical operations to those involving sophisticated chemical processing and complex engineering equipment.
The separation and waste-form preparation systems need to be tailored to the particular situation at each DOE site. There are process-demonstration waste remediation projects under way at each site. To decide which separations processes are required for site remediation, it is necessary to know the answers to two questions that have not been adequately answered for many defense waste sites: First, what are the general composition and characteristics of the specific waste whose constituents are to be separated? Second, what degree of separation is needed for the radionuclides of concern?
The applicability of separations and transmutation (S&T) to radioactive wastes from the DOE sites depends in large measure on the masses, volumes, forms, and specific radionuclides of those wastes and on the ability of the separations technologies to isolate the waste fractions. Transmutation of the longest-lived hazardous radionuclides in the Hanford tank wastes to less dangerous shorter-lived or stable isotopes by nuclear reactions has been suggested as an alternative to burying them in a geologic repository. Nearly complete separation of each radionuclide present would be necessary prior to their destruction by transmutation. To understand whether a transmutation concept is feasible for practical implementation, it is necessary to examine whether the small concentration and low total amount of such isotopes, especially of the actinides, makes this an attractive proposition to pursue with defense wastes, or is it sufficient or desirable to remove the relatively long-lived actinide isotopes and selected fission-product isotopes (e.g., 99Tc and 129I) from the defense wastes before their ultimate disposition and incorporate them into stable waste forms without transmutation. At present, the defense waste problem appears to call only for the selection of an appropriate site-specific separation technique; one is being implemented at the Savannah River Site, a process is being selected at Hanford, and separations are planned for Oak Ridge as well.
Separation of selected radionuclides and other materials from wastes stored in tanks at the Hanford site is particularly important because of the potential for significantly reducing the costs of the geological disposal of the tanks' contents. Engineering and pilot plant studies for evaluating the technological and economic impacts of the different approaches to concentration and partitioning of wastes, and of preparing appropriate waste forms (e.g., vitrified products) for ultimate disposal, are not yet sufficiently detailed. For example, the evaluations must consider the impact of new waste streams from each additional operation on system-
wide volume minimization, as well as the increased safety and radiological risks that accompany each additional process operation.
Chapter 5, Defense Wastes, gives the committee's conclusions and recommendations along with details of its view on options that should be considered for managing the wastes stored in tanks at the Hanford site.
TYPES OF SEPARATIONS
The nuclear wastes in spent LWR fuel differ markedly from defense nuclear wastes, such as those in the Hanford waste tanks. In the Hanford tank wastes the radionuclides of major interest are limited to 137Cs, 90Sr, 99Tc, and 239Pu. Also present in spent LWR fuel are americium, curium, neptunium, and many additional fission products. The processing of spent reactor fuel is among the more demanding technologies in the chemical field. The complexity results from the requirements for recovery and separation of radionuclides at high purity levels, the effects of radiolysis, and the relatively low concentrations of the species to be separated. The demands on the system under such conditions are often extreme, as the separations work must be done in high-radiation fields. The operations must also take into consideration the fact that the solutions containing concentrated actinides could conceivably produce a critical mass in the processing equipment. The amounts of materials present must be limited, and some processes need to be conducted in criticality-safe equipment. Despite the apparent degree of difficulty, nuclear fuel reprocessing technologies have been developed and deployed for both civilian and defense purposes in a number of countries. In particular, large reprocessing plants in France and the United Kingdom are now operating on a commercial (fee-for-service) basis, and smaller plants are operating in other countries. The status of nuclear fuel reprocessing is summarized in Appendix D.
To facilitate the separation of the actinides, advantage is taken of their several oxidation states. To achieve high separation factors and recoveries, the processes must use several stages in series. When the separation factors obtained in each stage are very low, it may be necessary to recover the end-products and recycle them through the system repetitively to get the necessary overall separation factor required. In this way, even processes in which the individual stages have factors of 1.1 or lower can theoretically be used to accomplish very effective separations, although the resulting cascade may be too large to be practical.
From the point of view of the principles involved, it makes little difference whether the process is conducted with aqueous and organic liquid solutions or in molten salt and metals. Pyrochemical processes might require less capital expense than aqueous ones because the volume of shielded space can be smaller, but staging could become more expensive because of costly materials used in the equipment and its reliance on batch processing. The original fuels may be liquids, slurries, or solids, and the solids may be metals or ceramics. Each requires a unique interface (head-end) step, and there will be an optimum initial processing step for each fuel.
In principle, the methods used to separate actinides and fission products in defense wastes and in spent LWR fuel are similar. The major problem with the Hanford tank wastes, however, is not with separations of the radionuclides, but rather with the bulk separation of the very large amounts of nonradioactive inorganic compounds, most notably sodium nitrate and nitrite, with lesser amounts of caustic soda, sodium carbonate, and iron hydroxide, and of organic compounds. Adaptions (sometimes involving significant development) of conventional processing and chemical engineering techniques may be used for concentrating and isolating many of these bulk materials. For example, selective dissolution and dilution can dissolve bulk components such as sodium nitrate and sodium nitrite from less soluble residues. More sophisticated techniques are required for isolating the radionuclides. Dissolution followed by solvent extraction may be used to isolate TRUs; ion exchange may be used for removing strontium, cesium, and technetium; flocculation may remove suspended trace-level colloidal plutonium species from aqueous streams. All of these processes appear to be feasible but have not been demonstrated on actual wastes from the Hanford tanks. Whether programs to develop new and better techniques are needed or not depends on pragmatic evaluation of the alternatives on a sound technical basis balancing advanced technology against economics.
Aqueous Processes
Aqueous processes have been in use for LWR spent-fuel reprocessing in several countries. They are the principal type of separations proposed for concentrating radioactive species in defense wastes (Chapter 5) and have been suggested as an option for recycling TRUs in several proposed transmutation systems.
Aqueous processes involve chemical separation of dissolved radioactive isotopes. The initial fuel dissolution process may involve very corrosive materials and require expensive equipment. After dissolution of the fuel matrix in nitric acid, the PUREX process separates U(6+) and Pu(4+) from fission product species in nitric acid solution by solvent extraction with tributyl phosphate (TBP). Americium, curium, and, under most conditions, neptunium, remain in the waste stream. Reduction of plutonium to Pu3+ diminishes its extractability in the TBP phase and makes it readily
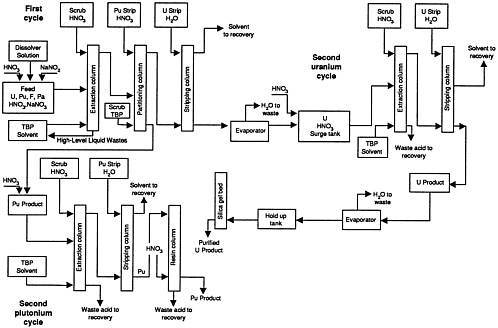
FIGURE 3-1 Flowsheet of the PUREX process. SOURCE: Keller, 1971.
separable from uranium. The transuranic extraction (TRUEX) process (Horwitz et al., 1990) is also a solvent extraction system; the powerful extractant that it uses offers greater extractability of +3 actinides than does PUREX. The TRUEX process requires the PUREX process as its front end. Research and development studies suggest that it has promise for extracting americium and heavier actinides as well as residual amounts of uranium and plutonium. Ion exchange using both organic and inorganic exchangers finds wide application in radiochemical separations. However, when organic exchangers are used, special attention must be paid to radiation effects on the organic materials, because none of them is totally resistant to radiation, and the degradation products affect the operation of the extraction system.
PUREX Process
From the hundreds of promising separation methods studied in the laboratory, PUREX has emerged over the years as the predominant method for commercial nuclear fuel reprocessing in a number of countries, notably France, the United Kingdom, Russia, and Japan. This process, shown schematically in Figure 3-1, typically employs an approximately 30% solution of TBP in an organic diluent (normally a saturated hydrocarbon like kerosene) to extract uranium and plutonium from nitric acid solutions. The chemical basis for the PUREX process is that TBP selectively extracts uranium and plutonium when they are oxidized and in a complexant solution of high ionic strength, such as that provided by moderately concentrated nitric acid. Neptunium may also be extracted when conditions are adjusted properly. Plutonium is then selectively removed from the organic stream by contacting it with moderately concentrated nitric acid containing a reducing chemical in an operation called "stripping." The organic phase is then contacted by a stream of dilute nitric acid that returns the uranium to the aqueous phase. Usually one or two additional cycles of extraction/stripping with decontamination factors (DF)1 between 103 and 104 are used for both the uranium and plutonium streams, resulting in overall DFs
from fission products in excess of 107 for each element. Some plants employ an ion exchange step in place of the last plutonium extraction cycle, with similar results. Other separation steps would have to be added to isolate any of the individual fission product elements in the waste stream.
TRUEX Process
The TRUEX process is a solvent extraction process that was developed at Argonne National Laboratory to extract TRU elements selectively and nearly completely from acid solutions. TRUEX exists in two versions, depending on the extractant type used. Both extractants are organophosphorus compounds dissolved in hydrocarbon solvents (alkanes). One compound class, derivatives of carbamoylmethyl-phosphineoxide, is called CMPO; the other is a phosphonate called CMP. A third liquid phase2 that is rich in the TRU elements may form when the TRU elements enter the alkane organic phase. To prevent this, TBP may be added to the organic phase. The addition of TBP prevents the formation of a third phase and enhances the extraction of the TRU elements. Third-phase formation must be avoided because its presence can cause nearly insuperable problems in the operation of continuous extraction equipment. It may sometimes be avoided by raising the temperature or by using aromatic or chlorinated hydrocarbon diluents instead of saturated hydrocarbons. Isopropyl benzene has been employed as the solvent for this reason. However, solvents other than alkanes are often considered to have unacceptable flammability and health and safety problems.
In many common solvent extraction processes, dilute nitric acid is used to back-extract or strip tetravalent actinide ions from the organic extractant into the aqueous phase. This is not practical with the TRUEX-CMPO system (the structure of the TRUEX-CMPO system is given in Appendix D) for the more strongly extracted elements because of strong chemical bonding. Several organic compounds are being studied for stripping actinides from the TRUEX solvent. Complexing agents that add more to the waste volumes to be treated are often used, and studies on how to avoid them are needed.
In addition to extracting the TRU elements, the TRUEX-CMPO solvent also extracts nitric acid from acidic feed solution, as well as other protonated species such as heptavalent technetium as in pertechnic acid. Thus, there is a possibility that the system might be adapted to remove technetium from acidic wastes. It is not yet clear whether the CMPO extractant would be near-optimal for trivalent element separations.
The TRUEX process requires further research and development and production-scale testing before it can be considered to be fully available for use.
Other Aqueous Processes
In addition to PUREX and TRUEX, there are a number of other TRU and fission-product separations processes that have, or hold promise for, application to spent reactor fuel or defense wastes. The DIAMEX process (Musikas and Hubert, 1983; Musikas and Schulz, 1992) is a solvent extraction process for TRU elements that has undergone considerable development work in France. In this process, amides, for example, dimethyldibutyltetradecylmethylamide (DMDBTDMA)3 are dissolved in alkanes to extract TRU elements selectively, and with good separation factors, from nitric acid solutions. Advantages claimed for this process are very low solubility in nitric acid, good extraction of metal ions without third-phase formation, and good thermal and radiolytic stability. An amide with improved properties is being sought for some of the more difficult separations, such as that required for Am(III). A particular advantage of this class of solvents is that they can be incinerated completely, while, under ordinary circumstances, the ash inherent in the combustion of the phosphorous-based extractants is a significant waste product.
Process scientists in Russia and the former Czechoslovakia are investigating the use of cobalt dicarbollide as an extractant for cesium and strontium (Mason et al., 1990). They have developed large-scale production methods for the reagent and have recovered megacuries of cesium and strontium from actual PUREX-processed acid HLW. The extractant possesses good radiation resistance, has good selectivity for cesium and strontium, and is stable over a wide range of acidities. A potential drawback to the dicarbollide is that it must be dissolved in a polar solvent, which in turn has significant solubility in water. For applications to alkaline wastes as at Hanford tank wastes, engineering studies involving non-halogenated aromatic solvents will be required.
Ion exchange processes have had considerable success in aqueous processing for removal of cesium and strontium from wastes. They are the basis of industrial processes for the separation of individual rare earth elements and other trivalent elements like the heavy actinides. Organic ex
changers show promise for selective cesium removal from alkaline waste, and inorganic zeolites such as the titanates and silicotitanates may find application in selective removal of both cesium and strontium from alkaline wastes. The reagents used for column regeneration and for elution of the desired components of the feed are considerable waste producers in many processes.
Further discussion of these and other emerging separations technologies applicable to radioactive wastes is presented in Appendix D4.
Non-Aqueous Processes
Pyroprocessing is a major separations technology that has proved effective in recycling actinides in defense-related (primarily plutonium-bearing) materials and metallic fuel at EBR-II. Plant designs based on preliminary research and development results indicate that pyroprocessing has the potential to reduce the size of plants and equipment needed (Steunenberg et al., 1969; McPheeters and Pierce, 1992), and thus the cost, as compared to a plant based on aqueous reprocessing. Other attributes of pyroprocessing plants such as their inherent high-temperature batch operations, when coupled with the preliminary nature of fundamental design assumptions, suggests that the indications of lower cost are very uncertain and not sufficiently reliable to form a basis for current decisions.
Another important advantage of pyroprocessing is its ability to handle fuels from the ATW and the ALMR that have been out of the reactor for much less than a year. The inventory build up is lower and the operations are on a smaller mass flow scale relative to PUREX. The nonaqueous nature of the process reduces the radiolysis problems. The high decay heat may even be an advantage since pyrochemical processing typically is performed at process temperatures of 500 to 800°C. If specifically designed for such a purpose, pyrochemical processing of spent reactor fuel can provide high separation factors between members of chemically similar families of elements. However, it requires structural materials that can withstand the high temperatures and the corrosive molten salts. A variety of processes that promise improved separations have been proposed on the basis of laboratory research. Only the major ones are mentioned here; more detail is provided in Appendix D.
Electrochemical Separations—IFR
The Integral Fast Reactor (IFR) fuel separation process, which had been under development at Argonne National Laboratory, is based on the selective electrorefining of uranium, plutonium, and heavier actinides from a molten cadmium solvent (the anode) into which they have been dissolved by anodic dissolution of spent IFR fuel. The basis of electrorefining is that, under a given set of conditions, each metallic chemical element has a well-defined, nearly unique electrical potential at which it dissolves in a medium such as molten chloride salt, allowing elements or closely related element groups to be separated. Conversely, there is also a potential at which an ionic form of a metallic element is removed, or plated, from an ionic solution. By adjusting electrical potentials appropriately, it is possible to transfer metallic elements such as uranium and transuranic actinides selectively from a metallic phase to an ionic phase and back again, and thus to effect their separation from one another and the bulk of the fission products. The IFR fuel separation process is designed to separate the transuranic actinides as a group and not produce an essentially pure plutonium stream. However, this also results in the plutonium product containing a significant amount of rare earths that reduce the worth of the fuel during recycle. The electrorefining process somewhat resembles the salt transport process described in Appendix D, but the driving potential is provided electrically rather than chemically and can be controlled with greater precision.
In the case of the IFR fuel separation process, actinide elements are dissolved electrochemically from spent fuel and deposited in a molten cadmium metal cathode. The cadmium forms an intermetallic compound, with plutonium and the heavier actinides, which increases their chemical free energy by about 17 kcal/mole. This increase is large enough to change the dissolution potentials so that uranium present in the cell (either in the cadmium phase or in equilibrium with the ionic salt solvent) is transported preferentially from the cadmium and deposited on a solid cathode. On depletion of the uranium, the operating cell voltage rises slightly; plutonium (with other actinide metals and some rare earth fission products) is then transported across the ionic salt phase to the solid cathode. In the IFR process, the cathodes are changed at the onset of a cell voltage rise, effectively accomplishing separation of uranium from plutonium electromechanically. The more chemically active elements (e.g., cesium and strontium) remain as ions in the salt phase. The more noble fission product metals (e.g., palladium, rhodium, technetium, and ruthenium) are not oxidized at the anode and remain as elemental impurities in the cadmium solvent anode. Eventually, both the cadmium and transport salt phases are processed chemically, the salt by stripping with a lithium/cadmium alloy and the cadmium by distillation, to regenerate the alloy and salt phases. The fission products remaining in the cell salt are discarded as waste.
A more complete description of these proposed processes
appears in Appendix D (Appendix D-19 through D-24 and reference in the Appendix D to Y.A. Chang et al., 1992).
Molten Salt Processes—ATW
All but one of the several potential separations processes proposed by the accelerator transmutation of waste (ATW) project would use a molten mixed-fluoride salt as a carrier for the primary target loop. The molten salt would be circulated through a side stream external to the target region, and separations would be performed on the molten salt to produce targets for reintroduction into the nuclear reaction zone. Separations processes for use in the ATW concept must be very tolerant of the intense radiation fields produced by the fission products present in the target fluid because of the proposed short cooling times and consequent high radiation fields. It is doubtful that organic extractants could be used for these separations unless their process separation times could be reduced far below those achieved to date (It has yet to be demonstrated that molten salt processes can achieve all the proposed separations to the degree desired.)
The ATW-separations chemistry proposal is based on the Molten Salt Reactor Experiment (MSRE) carried out in the 1960s at Oak Ridge National Laboratory and development work for the proposed follow-on molten salt breeder reactor (MSBR). The MSBR used as its primary circuit fluid a molten salt of 7Li-Bi-Th fluorides, with a melting point above 500°C, which served both as the solvent for the fissile material and as the cooling medium. It was found that the other actinides and fission products could be held in the melt in sufficient concentrations for a successful reactor system. For reprocessing it was found that some of the actinides and rare earths could be selectively removed from the melt by extraction with controlled concentrations of lithium metal in liquid bismuth followed by extraction with molten lithium chloride. The volatile fluorides were removed from the primary circuit molten salt with hydrogen fluoride and fluorine resulting in the removal and fractionation of iodine and uranium. Technetium acts much like a noble metal and exists in a lower oxidation state that is highly insoluble in the molten salt. In the MSRE it was found that 233Pa could be extracted from the melt with 7Li and bismuth in relatively pure form prior to decay to 233U. However, research and development studies on some of these processes for other applications showed that serious problems remained to be addressed before such a system would be viable (Rosenthal et al., 1972) (Molten salt processes suffer from extremely severe corrosion on the materials used particularly in the ''vicinity" of atmospheres containing water [vapor].)
Fluoride Volatility Processes
Isolation of uranium from bulk impurities or fission products by volatilization has been demonstrated to be a practical approach that could be scaled to industrial levels. The separation possibilities range from the recovery of uranium from ore concentrates (which is current practice) to the recovery of uranium from a molten salt (by using in-situ fluorination with elemental fluorine or perhaps the fluorinating agent O2F2) to produce volatile uranium hexafluoride. Since fluorides of other transuranium elements are not volatile and/or are unstable, some alternative processing technique would be needed to recover these transplutonium elements. A number of other elements of interest, such as molybdenum, technetium, and iodine, also can be volatilized from spent fuel, introducing some complications into this isolation method. The individual elements may be separated by fractional distillation.
SEPARATIONS FOR TRANSMUTATION OF LWR FUEL
This section considers the separations required for the major transmutation concepts that are discussed in detail in Chapter 4. Chemical processes are an integral part of any transmutation scheme to separate the radioactive components of the wastes into high purity fractions that can then be made into transmutation targets. Such targets would be irradiated in a neutron flux having sufficient intensity and energy such that the radionuclides in the targets would be either transmuted or fissioned into stable elements or isotopes with substantially shorter half-lives at an acceptable rate. It is desirable, in some cases, that neutron irradiations take place at specific neutron energy and flux levels during relatively narrow time intervals in order to fission the isotope before it decays to a less easily destroyed nuclide. This is true in particular for those transmutation concepts that have high neutron fluxes, such as accelerators. The narrow time window imposes severe requirements on the separations process. Figure 3-2 shows the neutron capture paths of importance in the build-up of actinides, both for neutron fluxes commonly attained in reactors and for the very high neutron fluxes available from accelerators.
The current amounts of actinides and fission products acceptable in the final LLW disposal matrix have been set rather arbitrarily by the proposers of various transmutation systems. For example, it is assumed that U.S. Nuclear Regulatory Commission (NRC) "Class C" waste requirements will be acceptable for the primary waste of the ATW process. However, final LLW criteria for this purpose have not been established by the NRC and there is no generally accepted separations goal. Therefore, there can be no as-
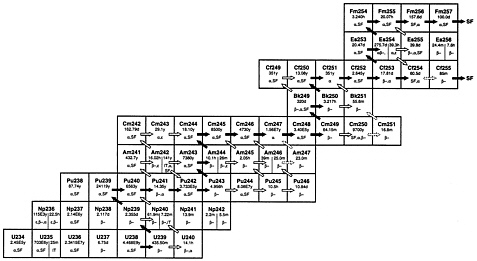
FIGURE 3-2 Neutron capture paths of importance for actinides.
surance that any of the separations goals assumed for the proposed ATW system are valid. The same comment holds for all separations processes associated with proposed transmutation systems.
The approaches being considered for S&T include transmuting and fissioning in LWRs, ALMRs, and accelerator-driven subcritical reactors (ATW) that produce about 5% of the needed neutrons by direct spallation reactions. Both aqueous and nonaqueous separations processes and their combinations have been considered for use in S&T schemes. They are described below.
Separations for Burning in LWRs
Separation of plutonium and uranium from LWR spent nuclear fuel for future use in such reactors requires the partial separation of these elements from undesirable TRUs, fission products, and zirconium-alloy cladding hulls. With minor exceptions, all existing LWR fuel reprocessing plants have employed the PUREX process with the objective of producing pure plutonium and uranium. There are no major reprocessing differences between spent fuels made with enriched uranium and those using recycled plutonium as the fissile isotope, the "mixed-oxide" (MOX) fuels. As already mentioned, the standard PUREX process does not separate americium and curium from the fission product wastes and separates neptunium only under special conditions. The modern PUREX process recovers a large enough fraction of uranium and plutonium to justify a commercially viable business and meet applicable environmental regulations (about 99.7%), which may be inadequate to meet S&T goals. To achieve the actinide recovery and separation goals that are part of many S&T concepts, and in particular to prepare targets for transmutation systems, it is necessary to augment the PUREX process with additional, much more complete separations (e.g., TRUEX).
Separations for Burning in IFRs
The high-energy neutron spectrum of the IFR (˜400 keV) makes possible its operation as a breeder to produce more fissionable material than it consumes or as a burner to fission net amounts of fissionable actinides. IFR burning has been proposed as a way to reduce present actinide inventories in spent LWR fuel. A separation methodology, either aqueous or pyroprocessing, could be used to extract plutonium and other individual actinides from spent LWR fuel for consumption in IFRs. However, a great deal remains to be done in defining important parameters such as required actinide recoveries, processes for achieving them, and costs. Periodic recycling of the IFR fuel to remove fission products and to restore the proper composition of TRU elements
is required. The pyroprocessing approach that has been under investigation for this is promising; engineering-scale demonstrations of the head-end of the process have been started at Argonne National Laboratory-West in Idaho. This process, which employs direct electrochemical separation to purify the metallic reactor fuel from metal feed to metal product, could require fewer separations steps than aqueous processing when used on metallic fuels because the latter require that the metallic spent fuel be converted to an oxide or salt and then back again to metallic fuel in the course of recycling. An additional potential advantage is that it uses much smaller processing equipment because of the higher concentration of elements to be separated, although this is mitigated by the use of high temperatures, inert atmospheres, and batch processes. Further discussion of the status and further development needs of pyrochemical processes are given in Appendix D pages 14-34.
Separations for Burning in Accelerator-Driven Reactors
Both aqueous and nonaqueous separations have been proposed for accelerator-driven reactor fuels. Such reactors could transmute fission products such as 99Tc and 129I more rapidly than conventional reactors because they are projected to have higher thermal neutron fluxes (see Figure 3-3).
Aqueous Methods
One of the proposed ATW concepts features a target that is a slurry of TRU oxides in deuterium oxide (heavy water, D2O) that is processed in a continuously removed side stream of the circulating target stream. This use of a fluid target and blanket material that can be processed continuously in a side stream is claimed as an advantage of the ATW system. However, there appear to be major hurdles to be surmounted in applying aqueous processes to the ATW system:
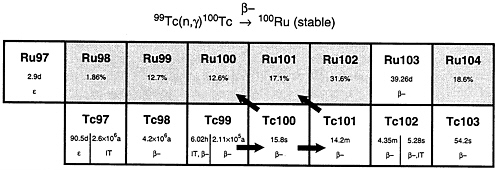
FIGURE 3-3 Transmutation of 99Tc.
-
Two separate target loops would be needed, one to handle the uranium, plutonium, and higher actinide elements, and the other for the technetium and iodine.
-
Criticality concerns mandate very low inventories in the circulating slurries and in the separation plant.
-
The ATW proposal involves first evaporating the deuterium oxide fuel slurry to dryness and then dissolving it in nitric acid to allow aqueous processing with organic extraction processes.
-
The proposed use of continuous rather than batch processing may be overly optimistic due to the intense radioactivity: some interim storage is likely to be necessary to reduce the heat load resulting from the decay of short-lived radionuclides, since this heat could greatly complicate the aqueous separation processes. Radioactive decay power levels would have to be below about 10 watts per liter to prevent boiling of the aqueous solution; for instance, the heat load from any 242Cm produced (120 watts per gram) would require that no more than about 0.1 grams per liter be in the processing stream.
These considerations may make the objectives of actinide fissioning and fission product destruction extremely difficult to obtain.
Brookhaven National Laboratory proposes a conventional PUREX aqueous separation system for its oxide-based accelerator system. It involves aqueous electrochemical oxidation of the carbon-coated fuel of their pebble bed reactor followed by a PUREX process. This cycle would benefit from the advanced processes that are being developed in connection with other proposed systems, as long as their fuel type can be efficiently processed and the active material dissolved in an aqueous solution. No demonstration of this process system has yet been performed.
Nonaqueous Methods
A variety of nonaqueous separations, including fluoride volatility and molten salt processes, are also under study for
the ATW system. All pose challenging problems. Previous research and development on fluoride-volatility and molten-salt processes revealed several serious difficulties in developing metal alloys that would resist corrosive attack by the tellurium fission product. New techniques are needed for operating separation cascades in molten-salt and molten-metal systems to achieve some of the very high separations needed.
The separations research and development necessary for these accelerator-based transmutation schemes would be more extensive than that required by the IFRs because a wider variety of separations options must be considered. A circulating molten salt that is processed by pyrochemical techniques may be the best solution for operating in the very high neutron flux and with the short-cooled materials in the ATW system, and it is this approach that has been receiving major emphasis at the Los Alamos National Laboratory. No demonstration of this technology has yet been performed. Extensive laboratory study followed by demonstration of the technology would be required, as there has been little experimental research on the proposed ATW schemes.
Combination Methods
Combinations of aqueous and nonaqueous separation steps are also being considered by the research groups developing the ATW systems. There are special considerations at the interfaces between aqueous and pyrochemical steps involving the need to convert dissolved aqueous species to and from metals or salts, and these add to the costs of operations and waste generation.
CONCLUSIONS
For any of the S&T systems proposed, a variable but substantial number of S&T cycles would be required before the amounts of actinides and selected long-lived fission products were reduced to the target levels suggested by those developing S&T concepts. Substantial improvements and innovations in separations technology suitable for very intense radiation fields are required to obtain the high degrees of separation and low process losses per cycle needed. Special attention would have to be given to losses in side streams and to waste streams from all the parts of the fuel cycle.
More detailed findings and conclusions related to the separations aspects of the various approaches proposed are outlined in the paragraphs below. Conclusions and recommendations for defense wastes may be found in Chapter 5.
-
Improved separations technologies have the potential to reduce the amounts of high-level and TRU radioactive wastes by removing nonradioactive and low-activity bulk materials (primarily uranium) from spent LWR fuel waste. The usual PUREX process has overall losses of plutonium and uranium of a few tenths of a percent, yielding waste streams that are categorized as TRU waste. However, by using a modified PUREX process for enhanced plutonium, neptunium, and uranium separations and treating the resultant waste streams with advanced separations processes such as TRUEX, it might be possible to produce a waste with a 100- to 1,000-fold reduction in those actinides. These reductions are goals that can be reached with known (but not fully developed) technologies—at a price. In addition, selected long-lived (e.g., 99Tc) or highly gamma radioactive (e.g., 137Cs) fission products could be removed by means of ion exchange or solvent extraction processes that have been demonstrated at the laboratory level. Such an approach would produce a very low volume of high-level and TRU wastes, and a low-level waste suitable for surface or near-surface disposal with the attendant requirement for long-term (˜300 years) storage facilities for cesium and strontium.
-
Aqueous separations technologies based on new solvent systems and new ion exchange materials are in various stages of development. None has been demonstrated at the full engineering pilot-plant level. For application to spent LWR fuel processing, an advanced technology (e.g., one that can separate elements in oxidation state III) could be used following an improved PUREX process to achieve very high decontamination factors for transuranium elements.
-
The Department of Energy has proposed pyroprocessing of spent LWR fuel to achieve the separations needed for transmutation in an IFR system. Pyroprocessing involving electrorefining has been demonstrated on the several-kilogram scale with metallic IFR fuel. Kilogram-scale recovery has been performed with spent LWR fuel. Although research and development is not sufficiently advanced in this area to support firm conclusions, pyroprocessing of the type being developed for the IFR appears to be a satisfactory concept for processing LWR fuel if metallic fuels are to be used subsequently.
-
The ATW program goals for process losses per cycle are 0.02% or less for plutonium and neptunium and 0.0003% or less for americium and curium, for both the reprocessing of spent LWR fuel and the on-line, coupled reprocessing systems for the ATW. It is assumed that those goals are sufficient to permit waste from the ATW to be treated as LLW not requiring disposal in a geologic repository. However, a major process development program would be required to meet them. The separations processes for the ATW are substantially more challenging than those under consideration for the other transmutation concepts. The difficulties arise from two factors. The first is the very
-
short cooling times that are proposed before separations are performed on the irradiated targets. This time factor makes it extremely difficult to use organic reagents and aqueous systems for the major separation steps. Excessive radiolytic degradation of the organic separations agents and water radiolysis would be unavoidable. Pyroprocesses based on molten-salt and molten-metal systems are more radiation resistant and would not be subject to the same problems. The second factor is the large number of separate streams that must be processed because actinides, technetium, and iodine must all be processed separately, and recovered essentially completely, for recycling. Because of the first factor, this is likely to be accomplished with less-familiar nonaqueous processes. The ATW separations concepts that have been proposed are far short of being demonstrated processes; in fact, they are at such a preliminary stage of study (primarily on paper) that any judgment on their ultimate viability is necessarily premature at this time.
-
Waste materials generated during processing and maintenance operations for the ATW would have to be treated for recovery to degrees never before achieved in large-scale systems in order to reach the low overall system losses required by the stated ATW goals.
REFERENCES
Benedict, M., T. H. Pigford, and H. W. Levi. 1981. Nuclear Chemical Engineering, 2nd ed. New York: McGraw-Hill.
Chang, Y. A., et al. 1992. Actinide Recycle Program Plan, Unpublished report, Argonne National Laboratory.
Christensen, D. C., and L. J. Mullins. 1983. Plutonium metal production and purification at Los Alamos. Pp. 409-432 in Plutonium Chemistry, W. T. Carnall and G. R. Choppin, eds. ACS Symposium Series #216. Washington, D.C.: American Chemical Society.
Coops, M. S., J. B. Knighton, and L. J. Mullins. 1983. Pyrochemical processing of plutonium. Pp. 381-400 in Plutonium Chemistry, W. T. Carnall and G. R. Choppin, eds. ACS Symposium Series $216. Washington, D.C.: American Chemical Society.
Culler, F. L. 1956. Reprocessing of Reactor Fuel and Blanket Materials by Solvent Extraction. Pp. 172-194 in Progress in Nuclear Energy, Series III, Process Chemistry, Vol. I. F. R. Bruce, I. M. Fletcher, H. H. Hyman, and J. J. Katz, eds. New York: McGraw-Hill.
Hill, O. F., and V. R. Cooper. 1958. Scale-up problems in the plutonium separations program. Ind. Eng. Chem. 50:599.
Horwitz, E. P., H. Diamond, R. C. Gatrone, K. L. Nash, and P. Rickert. 1990. Proceedings International Solvent Extraction Conf-ISEC '90, Kyoto, Japan. New York: Elsevier.
Keller, C. 1971. The Chemistry of the Transuranic Elements. New York: Verlag Chemie.
Mason, C. F. V., S. D. Reilly, and P. H. Smith. 1990. Cobalt (III) Dicarbollide, A Potential Cs-137 and Sr-90 Waste Extraction Agent. LA-11695. Los Alamos, N.Mex.: Los Alamos National Laboratory.
McPheeters, C. C., and R. D. Pierce. 1992. Nuclear Waste from Pyrochemical Processing of LWR Spent Fuel for Actinide Recycle. ANLIFR-165. Argonne, Ill.: Argonne National Laboratory.
Musikas, C., and H. Hubert. 1983. Proceedings of the International Solvent Extraction Conference. ISEC 83. Denver, Colo.
Musikas, C., and H. Hubert. 1987. Extraction by N,N'-Tetraalkylmalon-amides. II. Extraction of metallic ions. Solv. Extr. Ion Exchange 5:877.
Musikas, C., and W. W. Schulz. 1992. Solvent extraction in nuclear science and technology. Chapter 11 in Principles and Practices of Solvent Extraction, J. Rydberg, C. Musikas, and G.R. Choppin, eds. New York: Dekker, Inc.
Rosenthal, M. W., P. N. Haubenreich, and R. B. Briggs. 1972. The Development Status of Molten-Salt Breeder Reactors. ORNL-4812. Oak Ridge, Tenn.: Oak Ridge National Laboratory.
Steunenberg, R. K., R. D. Pierce, and L. Burris. 1969. Pyrometallurgical and pyrochemical fuel processing methods. Pp. 461-504 in Progress in Nuclear Energy Series III, Process Chemistry. Elmsford, N.Y.: Pergamon Press.
Thompson, S. G., and G. T. Seaborg. 1956. Pp. 163-171 Progress in Nuclear Energy, Series III, Process Chemistry, Vol. I. F. R. Bruce, I. M. Fletcher, H. H. Hyman, and J. J. Katz, eds. New York: McGraw-Hill.












