
5
Engineering Considerations
Choosing a high-temperature coating for a turbine engine is currently a sequential design process that is dictated by the operating conditions of the engine. The most suitable combination of substrate cooling schemes and alloys are selected for the hot-section components. Coating systems are then specified if they are needed to extend the performance of the components to higher temperature regimes, to improve the durability of components, or to allow the use of fuels with a broad range of thermal efficiencies and contaminant levels.
In addition to evaluating the coating material on its own merits, the designer must take into account several other engineering variables to select the best high-temperature coating system. For example, coatings are typically designed to wear out (i.e., lose their dimensional tolerance) without causing premature component replacement or unpredictable or catastrophic structural failure. The hope is, of course, that a coating will improve all aspects of component performance, from environmental resistance to fatigue resistance. This is not usually the case, however. Components generally perform better with the coating but not as well as they could if the environmental degradation driver, and thus the coating, could be eliminated. An inappropriate coating can also actually reduce performance. Thus the advantages of applying a coating must always be weighed against the disadvantages (Wood and Goldman, 1986; Dyson, 1989).
This chapter discusses the key engineering factors that must be evaluated in specifying a coating system and, where appropriate, emphasizes the shortcomings of the traditional, sequential design process described above.
COMPATIBILITY OF COATINGS WITH STRUCTURAL MATERIALS
The coating system must be compatible with the component's base material in order to protect against environmental attack and to prevent degradation caused by the coating itself. Three different types of compatibility are generally considered important: chemical (metallurgical), processing, and mechanical.
Chemical (metallurgical) Compatibility
Many coatings require some interdiffusion with the substrate to ensure adhesion (e.g., diffused aluminide and MCrAlY-type overlay coatings), but these coatings must be relatively stable to avoid excessive coating/component interdiffusion and chemical reaction. Simple interdiffusion can erode critical elements (e.g., the aluminum used to form the alumina scale; Nesbitt and Heckel, 1984) and degrade the coating's protective properties. Interdiffusion with the structural alloy can create deleterious reaction zones near the interface. Brittle intermetallic compounds and other phases often precipitate in these zones, leading to cracking near the interface and spallation of the coating. A brittle reaction zone may also reduce component ductility and fatigue resistance. In such an event, the coating may decrease component life. Other detrimental effects include the formation of low melting-point (eutectic) phases and low-strength regions in the substrate material because of unwanted changes in the local chemistry of the alloy.
Walston et al. (1993) cited a case in which a coating decreased the performance of a new superalloy. The research goal was to develop a nickel-base alloy with higher creep strength. The work indeed demonstrated improved creep properties for an uncoated specimen, but the application required that the component be coated to protect against oxidation. When an aluminide coating was applied, this alloy had much lower strength and was more vulnerable to stress rupture. This poor performance was attributed to the formation of brittle phases near the interface due to a coating/substrate reaction. The beneficial properties of the new alloy were restored after a slight modification to the chemistry of the base material eliminated the formation of the brittle phase (Walston et al., 1993). This case illustrates the sensitivity of carefully optimized superalloy compositions to slight changes in chemistry. It is also one of the few reported cases in which a substrate composition was changed to be more compatible with a coating.
Process Compatibility
The coating material may be completely compatible with the component but the coating process may be incompatible. This can occur, for example, when the coating process requires high temperatures or a special precoating surface treatment that changes the properties of the structural material. Incompatibility also arises if the process cannot apply a coating to the required geometric form, reach all areas of the component (such as internal passages), provide the necessary surface finish, or apply different thicknesses of coatings on a part, as is sometimes required.
For example, chemical vapor and physical vapor deposition processes require high temperatures to grow the correct coating microstructure and ensure that the coating adheres to the substrate (Lammermann and Kienal, 1991). These temperatures may impair the structural material or cause unacceptable dimensional changes in the component, such as warping. Applying heat or mechanical straightening after coating may restore desired properties and dimensions, but restoration may not be possible in some cases.
Some coatings require a particular surface treatment before they can be applied. Unfortunately, some pretreatments may significantly damage the substrate. For example, thermal spray coating usually requires pretreatment with grit blasting to roughen the surface and improve adherence. Grit blasting of a single-crystal vane or turbine blade should generally be avoided, however, since it induces residual strains that can serve as nucleation sites for recrystallization during subsequent operation of the turbine.
Mechanical Compatibility
To maintain the protective features of the coating, the mechanical properties of the coating must be designed to accommodate or match those of the substrate. Factors affecting mechanical compatibility include the coefficient of thermal expansion (CTE), coating ductility, parasitic weight, cohesion, adhesion, and surface roughness. To ensure mechanical compatibility, the coating must have some strain tolerance to accommodate any such mismatches.
Maintaining the protective features of oxidation and hot-corrosion-resistant coatings generally depends on maintaining adherence and a microstructure free of through-thickness cracks or other defects. For TBCs that are precracked to help accommodate strain, continued protection generally requires that the coatings remain adherent and insulated over bondcoats that are typically oxidation-resistant coatings.
Coating materials and processing should maximize the longevity of the component (i.e., coatings are selected with properties that generate the lowest stresses in the coating/ substrate system). One consideration is the coating/component CTE match. Matching the CTE of the coating and the substrate is an extremely difficult process. If the coating and substrate CTEs match relatively closely, the stresses generated during processing and thermal cycling should be small. Under these conditions, even a coating with low ductility will not fail catastrophically (i.e., crack), allowing it to remain adherent and offer protection. However, if there is a large CTE mismatch, even a ductile coating may crack or spall due to the large stresses and strains incurred during thermal cycling that result from thermal expansion mismatch. Another consideration is environmentally enhanced thermomechanical fatigue, which is a special case of low-cycle fatigue that is not adequately predicted with isothermal low-cycle fatigue data and models. Life-prediction methods are needed that help designers avoid thermomechanical fatigue cracking of coated superalloy components.
All coating applications require some degree of strain tolerance. Because most coatings have less ductility than their substrates, coated components have lower ductility. As a consequence, the strain required to initiate a crack in the structure may prove less than that in an uncoated specimen. For example, a crack that originates in a coating (i.e. caused by thermomechanical cycling, etc.) can trigger cracking in the base material, with a subsequent loss in ductility and fatigue life of the component (Smialek et al., 1990).
Coatings that protect against oxidation or hot corrosion must accommodate strain and have enough ductility to keep from cracking under operating conditions. For TBCs, the low effective modulus imparted by discontinuities in the coating structure usually provides the strain tolerance. This tolerance allows the coating to deform locally without generating the high stresses that would cause coating spallation.
There is often a subtle tradeoff between improved environmental performance and component life. While coatings can improve environmental resistance, their extra mass increases stress on a rotating part. This in turn decreases the creep life and adds to the stress imposed by thermal gradients. Furthermore, the extra mass on blades also adds to the load on the turbine disk as well as on the turbine shaft and its bearings. Therefore, the entire rotating system must be designed to handle the additional weight of the coatings. If not, engine life will be severely compromised.
Component degradation aside, coatings directly affect component function. For example, a coating changes part dimensions, which can be very significant for thin sections. A coating can thicken the trailing edges of turbine blades and vanes, causing turbulence and a loss in aerodynamic efficiency. Even components designed to allow for the added thickness of the coating suffer mechanical degradation because of the higher trailing-edge thicknesses. Coating the leading and trailing edges, which are important to
aerodynamic efficiency, prove especially challenging because of the combination of mechanical and thermal strains coupled with the erosion that may occur at these highly dynamic locations.
Coatings can also change the surface finish of a component, affecting both aerodynamic drag and heat transfer rates. For example, a recent experimental and theoretical analysis of the Space Shuttle's main engine turbopump turbine section compared performance for two cases: turbine blades with a rough 400-micro-inch finish (Ra) and blades with a smooth 30-micro-inch finish (Ra; Boynton et al., 1992). The analysis indicated that the efficiency of the turbine increased by an absolute value of 2.5 percent (not 2.5 percent of the baseline) when the coating was smoothed. Thus, while the change in efficiency varies with engine operating conditions, there was a significant advantage to a smoother surface finish.1
While smooth surfaces improve aerodynamic performance, controversy exists regarding the type of surface finish that should be required for engine components, particularly airfoils. These components accumulate deposits and erode, which may make costly surface finishing operations meaningless early in their service life. For some applications, original surface finish is important, but researchers disagree on how to specify the finish. At present, surface finish is usually specified as the arithmetic average roughness, a measure termed Ra. The value of Ra can be identical for surfaces with very different surface profiles and potentially different aerodynamic responses. Thus, this measure alone cannot determine the aerodynamic quality of the surface. A thorough experimental and theoretical treatment of roughness effects would benefit the coatings community.
Coating surface roughness may also affect the heat transfer rate. In particular, surface roughness generally increases the heat transfer rate under laminar flow conditions. However, the effect of increasing roughness under turbulent conditions is less clear. Since both component and coating degradation are generally sensitive to temperature, adding heat to a coating can degrade the component. The few experimental studies conducted under these conditions have yielded conflicting data (Boyle and Civinskas, 1991). Roughness effects on heat transfer require continued investigation.
COMPONENT COATABILITY
Coatability is the ability of a coating process to deposit a coating on the required surface. Expressed in these terms, coatability is a function of geometry and size rather than base material. A primary issue is whether the process can coat all of the surfaces required. As discussed in chapter 3, many coating processes cannot coat surfaces that are not in the line-of-sight (e.g., the internal passages of airfoils and sharp changes in surface geometry). If a component is large enough, physical manipulation may expose hidden surfaces to the coating source.
Uniform coating thickness is another aspect of component coatability. Most coating processes tend to produce variations in thickness at edges, inside corners, and on irregular contours. This variation may impair the coating or reduce component life. One obvious solution is to exclude processes that foster nonuniformity. Alternatively, it may sometimes be possible to refinish a coating (i.e., remove regions that are too thick) to achieve a uniform thickness.
Components containing cooling holes affect the selection of the coating process. Cooling holes are often present prior to coating. During application, the coating may partially block the holes, a phenomenon known as coat-down (i.e., coating is deposited on the inside surfaces of the hole). Since the holes can be small (e.g., 0.5 mm in diameter), coat-down can block a significant fraction of the hole, diminishing cooling to the outside surfaces. The preferred means for maintaining adequate hole size is to use a coating method that limits the amount of coat-down. Other methods, such as laser drilling of holes after coating, can also be used but are more costly.
The size of the component is another important consideration. Many current processes use enclosed tanks or reactors (e.g., electron-beam physical vapor deposition, low-pressure plasma spray, metalorganic chemical vapor deposition, and pack-chemical vapor deposition processing). Large parts, such as turbine blades or combustors for large-frame power-generation engines, may not fit into some of these processing chambers. It may also be difficult for the processes that were initially designed for small parts to achieve the same coating uniformity and coating structure for large parts. Such difficulties may arise in maintaining uniformly high substrate temperatures, which are required for some processes. Large parts may also be difficult to manipulate in such a way as to allow all of the surfaces to be coated.
OTHER ENGINEERING CONSIDERATIONS
Coating Databases
Traditionally, high-temperature coating data are obtained only after the mechanical properties of the uncoated substrate have been well characterized. These data are generally specific to the application required and are often proprietary. Moreover, the general utility of the data is limited because high-temperature coatings are applied by a variety of processes with a variety of controls.
Properly structured databases could serve as effective mechanisms for the collection, organization, and dissemination of data and experience for new coating technologies (NRC, 1995c). For example, the design criteria for TBCs can become more sophisticated if the existing data gathered from previous laboratory experience is made available in an organized fashion to design teams. Laboratory standards are also needed to identify and characterize the properties of materials (and coatings) over very long (50,000+ hours) service life requirements. Standards for coatings are discussed in appendix A.
Management of Air, Fuel, and Water
Contaminants found in the fluids required to operate a gas turbine (air, fuel, or water or steam2) can combine in the hot section to produce corrosion, erosion, and deposition under certain temperature and pressure conditions. For land-based turbines, airborne contamination arises from particles and gases from the ambient air, from evaporative cooling of the incoming air (for power augmentation), and from on-line engine cleaning. Regardless of the source and means by which contaminants enter the gas path, they accelerate degradation of high-temperature components beyond that dictated by the temperature at the component surface.
Gas turbines burn a variety of fuels, the power of which vary in form and content. The early literature was mostly concerned with petroleum-base fuels, but the development of other fuels (e.g., coal and coal-derived fuels) has been the subject of programs sponsored by the U.S. Department of Energy (DOE, 1992a,b; NRC, 1995a).
The petroleum-base liquid fuel used in aircraft engines is strictly controlled so that indigent fuel contaminants do not damage the engine. Enabling gas turbines to operate on lower quality liquid fuels (i.e., residual fuels) without accelerating deterioration from contaminants remains a challenge to the development of hot-section coatings. In contrast, most power generating units run on natural gas and are therefore expected to suffer less degradation from fuel combustion products.
It is standard practice for turbine design engineers to specify maximum concentrations of harmful contaminants. Addressing the combined concentration of contaminants in air, fuel, and water has proven effective in managing corrosion and deposition for land-based turbines. This methodology involves calculating concentrations in the turbine section relative to allowable limits. The amount that the contaminants will need to be reduced can then be calculated.
Figure 5-1 depicts the tradeoff between the initial investment in fluid cleanup and the cost of power for industrial uses. Capital investment is directly correlated to the quality of the gas-turbine environment (represented in this case by the concentration of alkali metals in the combustor effluent). This investment is offset by the cost of maintenance, including turbine airfoil replacement or repair as well as the longer mean time between overhauls (Hsu, 1987, 1988).
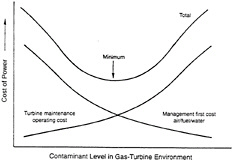
Figure 5-1 Tradeoffs between first cost and operating cost.
Influence of Coatings on Gas-Turbine Emissions
Gas turbines can produce harmful emissions during the combustion process. These emissions include oxides of nitrogen (NO and NO2, commonly called NOX), carbon monoxide (CO), unburnt hydrocarbons, sulfur oxides (mainly SO2 and SO3), and particulate matter. The character of these emissions depends on a number of factors: the temperatures in the combustion zone; the mixture of air and fuel in the combustor; the residence time, particularly in the hotter parts of the flame; and the nature of the fuel. In general, a gas turbine operates with much more air than is required for the stoichiometric combustion of the fuel. This air is introduced in different parts of the combustor, however. The actual air-to-fuel ratio may be close to stoichiometric at the burner itself; secondary air is then mixed in later, and the combustor is designed to ensure good mixing between this and the primary combustion products. Further air is added before the combustion gases enter the first row of stationary vanes.
Poor mixing is evidenced by the passage of unburnt hydrocarbons through the turbine.3 This often happens during startup, when the fuel-to-air ratio is high; the smell of unburnt hydrocarbons is usually detectable at airports. Incomplete combustion of the carbon can also result in the emission of CO from the combustor, which may not oxidize to CO2
because of the short residence time and in spite of the overall excess of oxygen. If the fuel contains sulfur, which is the case for most hydrocarbon fuels or sulfur-containing natural gases, this will normally oxidize during combustion to SO2, which may then oxidize further to S03 as the temperature drops. The product mixture is usually described as SOX. Finally, and most importantly, oxides of nitrogen may be formed during combustion. This can result from the oxidation of the nitrogen in the combustion air or by the oxidation of fuel-bound nitrogen in liquid fuels. Again, different oxides may be formed, and the mixture is described as NOX.
The formation of NOX is favored by high temperatures in the combustion zone and by a significant excess of oxygen. If there is less than a stoichiometric amount of oxygen in the primary combustion zone, NOX levels will be low; but CO may be present. As a result, there is often an inverse relationship between NOX and CO (and unburnt hydrocarbons) in the exhaust gas. For land-based gas turbines, local environmental legislation may limit the amount of these contaminants that can be emitted and, as a result, low-sulfur fuels are generally specified. This is true for gas-burning engines whether the gas is natural gas or coal-derived gas.
For coal-derived gas, the fuel-bound nitrogen is converted to ammonia, which is also generally removed from the gas during the clean-up process. Coal also contains some alkali metals, sodium and potassium, and the degree to which these are removed depends on the clean-up processes.
Control of NOX can be achieved by reducing the maximum flame temperature, for example with water or steam injection. This does not reduce the turbine inlet temperature. The increased mass of hot gas will result in an increase in specific power output but lower thermal efficiency. The NOX emissions can also be controlled by a catalytic reduction process for the exhaust gas, although this does represent a significant penalty in cost and efficiency.
An innovative concept for advanced transport engines is a "rich-lean burn" concept. The modern "dry, low-NOX" burners often used in current generation land-based gas turbines use some version of a two-zone combustor. The first, or primary, zone has a stoichiometric diffusion flame that stabilizes the combustion process. The second zone contains a lean fuel-to-air mixture that burns at temperatures too low to produce NOX. A small amount of NOX is still produced in the primary zone.
Coatings such as TBCs lower emissions by reducing the need for cooling air. 4 The less air required to cool the combustion liner, turbine vanes, and turbine blades, the more air available to dilute the fuel-to-air ratio and achieve lean combustion. For example, the wall temperature of a typical can combustor is moderated by cool air flowing over the inner surface, which is known as "film cooling." Film cooling can quench gaseous reactions in the combustion process near the wall and lead to enhanced CO and unburnt hydrocarbons emissions. TBCs 5 can be used to shield the combustor liner from the combustion heat, reducing the amount of cooling air needed and lowering the amount of CO and unburnt hydrocarbons formed. This effect can be further enhanced by the use of a double-walled combustor, where the inner wall is solid and protected by an inner TBC, and the outer wall is perforated to allow impingement cooling of the inner wall.
CONCURRENT COATING DEVELOPMENT
To meet the very demanding and constantly changing requirements for high-temperature structure to support the next-generation engines, revolutionary changes in hot-section materials and coatings will be necessary. Choosing a high-temperature coating and determining the next step in research and development rank as a complex, iterative process. For example, engineers must consider cost-benefit scenarios as well as structural factors in evaluating design choices. These scenarios must include repair and maintenance costs-as well as off-line user costs-within the context of costly, idle assets and contingency plans in the event that downtime exceeds the amount allotted for customer services (e.g., electric power or scheduled airline service). If each step of the iteration were performed sequentially, significant time would elapse before a design could be completed.
As a result, the sequential, separate development of structural alloys and coatings is no longer adequate. The sequential method is being replaced by concurrent development of the total system since overall system performance is of primary importance to the users of turbines. Thus, the design and selection of structural materials and their coating systems should be performed concurrently by teams of experts drawn from each critical function (e.g., design disciplines, materials engineering, manufacturing, and cost avoidance). Integrated process development, or concurrent engineering, is becoming an imperative for coatings and will remain an imperative in the future. Life-prediction methodologies that are based on a fundamental understanding of the key parameters that arise from engine design, anticipated application use, coating and superalloy properties, and prior engine experience databases, could also be useful in the design of future engines. The needed information must be available, properly measured, and defined.




