
II
Materials, Processes, and Structural Concepts
The application of new materials and structures technology in commercial transport aircraft depends on a number of interrelated considerations. This part of the report describes trends and forecasts for technology development in materials technology, manufacturing processes, and innovative structural concepts and is organized in four chapters:
-
Chapter 2, "Structural Concepts," discusses key design and technology issues in the development of innovative structural concepts.
-
Chapter 3, "Metallic Materials and Processes," identifies development and trends in metal alloy materials and process development.
-
Chapter 4, "Polymeric Composite Materials and Processes," provides an overview of key composite material and process technologies for next-generation transports.
-
Chapter 5, "Environmentally Compliant Materials and Processes," describes the effect of environmental factors on the design, production, and operation of commercial transports.
FACTORS INFLUENCING MATERIAL SELECTION
Aircraft designers continue to apply new materials and structural concepts to provide benefits in performance, durability, compliance with environmental regulations, and most recently, acquisition and maintenance costs. The committee believes that the use of new materials and structures will continue to expand for next-generation aircraft.
The evaluation, selection, and introduction of new materials for aircraft applications is an involved process. Generally, it is accomplished through a series of decision points designed to minimize technical risk by identifying issues and mitigation strategies as early as possible in the development process.
Developing and characterizing a new material represents a large commitment of resources and time for both the materials supplier and the manufacturer. New materials often make improved structural concepts feasible. However, a production commitment also requires that the structure be producible (i.e., the materials, processes, and assembly procedures are established) and the operational implications such as maintainability and repairability are fully understood and are acceptable.
No commercial airplane can enter service until initial flight worthiness certifications are issued by the Federal Aviation Administration (FAA). The FAA is also responsible for the continued safety and monitoring of the in-service fleet. Therefore, FAA participation early in the design cycle in which new material, structural concepts, and manufacturing methods are being considered will illuminate the appropriate certification and safety-of-flight issues at the point at which the most effective solutions can be applied.
The evaluations required to qualify a new material and show that manufacturing processes are robust enough to commit to production include:
-
Preliminary evaluations: initial evaluation of static mechanical properties, fatigue, and corrosion resistance of the basic material; also includes assessment of the supplier's production capabilities.
-
Structural performance evaluations: materials evaluation for key design issues such as fasteners and joints (e.g., static and fatigue behavior, installation damage); damage resistance and damage tolerance; corrosion (e.g., fastener installations, dissimilar materials, and finish damage); effects of shimming and sealing; component tests to verify performance; and damage caused by thermal and environmental exposures.
-
Processing studies: sensitivity of key properties to expected process variations, development and validation of key manufacturing technologies (e.g., material removal, forming, bonding, finishing).
-
Production readiness: fabrication of prototype parts to identify issues in fabrication and production, evaluation of aircraft repair and maintenance, and readiness of fabrication subcontractors.
The current method used for structural design and design validation for aircraft components follows a "building-block" approach. First, coupon-scale testing is performed to establish basic static and fatigue design property limits, or allowables, under pertinent environmental conditions. Second, element tests are performed to relate allowables to design elements. Finally, to verify scaling models and assumptions, tests are performed on structures from subcomponent through full-scale components, culminating in static and fatigue tests on the complete aircraft.
Test methods for developing design allowables for metallic and composite structures are fairly well established and are continually reviewed by the FAA through committees such as MIL-HDBK-5 for metals and MIL-HDBK-17 for composites so they can be refined and updated. The conditions under which the values were established, including product form, processing method, and thermal treatments, are very important. New manufacturing methods, described in chapters 3 and 4, are being developed for advanced materials. These new processing methods can produce a final material that is significantly different from previously tested materials, even though alloy designations or basic fiber and polymer chemistries are essentially the same. For example, in composites, different processes can yield significant variations in fiber and matrix volume fractions, compaction, and void content. The effect of these types of variations on materials properties must be established.
TRENDS IN MATERIALS
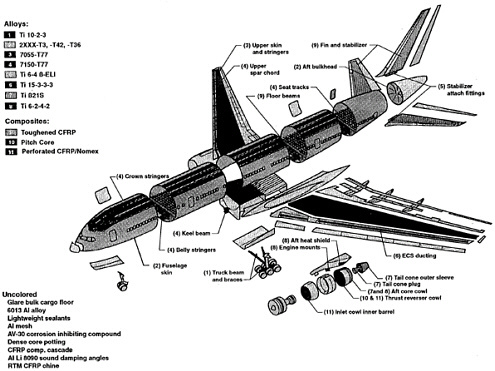
Advanced structural materials find increased application in new aircraft designs as the understanding of the materials and process technology matures, as the industry gains confidence in their use and production capability, and as performance needs dictate their use. The most recent example of the application of advanced materials and structures in a new aircraft is the Boeing 777, which makes use of a number of new materials, including advanced aluminum and titanium alloys and toughened polymeric composites. The 777 advanced materials applications are shown in figure II-1. For the purpose of this study, the 777 aircraft was considered to be the state of the art in new material utilization.
Airframe structural materials including metallic alloys, such as aluminum, titanium, and steel, as well as polymer-matrix composites, have evolved since their initial introductions into aircraft service (Hyatt et al., 1989). These evolutionary advances reflect improvements in both materials and processing technologies and the historical dominance of weight reduction in aircraft design.
Because of the desire to reduce overall costs (see chapter 1 discussion of cost drivers), including the costs of acquisition and maintenance, evolutionary, rather than revolutionary, material changes will be favored in the future. The principal barriers to increased use of new high-performance materials are cost of acquisition, manufacturing, certification, and product life cycle; technological risk; and the state of the materials supplier base. Aircraft manufacturers are using an integrated product development approach that considers such issues as producibility, cost, nondestructive evaluation methods and criteria, and repair and maintenance from the outset of development programs.
The committee believes that polymer-matrix composites (e.g., tailored forms; woven and sewn three-dimensional configurations; automated tape and tow placement) and advanced metallic alloys (e.g., tough aluminums; high-yield-strength aluminum; aluminum-lithium; high-strength titanium; and high-strength steel) will see increased use in next-generation commercial transport aircraft.
Innovation in structural design will take advantage of new low-cost processes, reduced part counts, and consolidated processing steps. Innovative structural concepts that enable low-cost processing methods, including integral stiffening concepts, net-shape processing (e.g., metal casting and resin transfer molding of composites), and laminated hybrid constructions are the kinds of development that will be favored for next-generation transports. Chapter 2 discusses these concepts in more detail.
2
Structural Concepts
The introduction of new structural concepts will depend on aircraft performance requirements, cost considerations, and the maturity of the technology. Based on these factors, as described in chapter 1, the committee believes that technology will be available for advances in next-generation applications to produce components for an advanced metallic fuselage, structural composite wing, and composite fuselage. New structural concepts will evolve as a result of requirements associated with these applications. This chapter describes design and technology issues for innovative structural concepts, as well as key design issues in the development of advanced metallic fuselage, composite wing, and composite fuselage components.
INNOVATIVE STRUCTURAL CONCEPTS
Innovative structural features are often adopted because they incorporate low-cost processing methods that take full advantage of the potential benefits possible with new materials. This section describes a number of innovative concepts and discusses the developments required to enable their application for next-generation aircraft. The potential applications, benefits, and constraints for new structural concepts including integral stiffening, net-shape components (e.g., precision castings, multiaxial construction/resin transfer molding), innovative sandwich structure, advanced joining methods, laminated hybrids, and smart materials and structures are described in the following sections and are summarized in table 2-1. Processing methods are discussed in detail in chapter 3 (metals) and chapter 4 (polymeric composites). Manifestations of such concepts in next-generation applications will be found in advanced metallic fuselage, composite wing, and composite fuselage components, as well as other applications.
Net-Shape Components
Net-or near-net-shape technology has the potential to greatly lower manufacturing costs by reducing or eliminating machining steps, by reducing the number of parts by combining subcomponents, and by producing parts in configurations that could not be easily produced using other processes. The nearest-term, most promising net-or near-net-shape processes for metals include precision forgings, net-shape extrusions, and castings. Net-shape polymeric composite processes include resin transfer molding (RTM) and resin film infusion (RFI) of multiaxial fiber preforms.
Cast structural parts can be attractive for aircraft applications due to low cost and low-weight benefits in large and complex shapes. Material-intensive operations involving machining and fastening of metal parts are minimized in the fabrication and utilization of precision castings. Efforts to reduce manufacturing costs of airframe construction in recent years have contributed to the development of economically viable processes based on advanced casting technologies, including new alloys, process controls, and simulation methods. These developments in materials and processes are described in chapter 4. Improved casting technology promises to increase the structural integrity of castings and reduce cost by eliminating the need for many small parts requiring individual manufacturing operations. Currently, the lack of confidence in cast products on the part of the structural design community has limited the use of these products in primary structural applications. Current developmental efforts in casting technologies will result in reductions in manufacturing cost, accelerate the design process for castings, provide a statistical database of critical design properties, and improve the overall quality and confidence of casting applications in primary structural components.
RTM of composite components is attractive because the process:
-
reduces the need for finish machining,
-
eliminates fastened or bonded joints,
-
produces complex shapes in a one-step process, and
-
fabricates thick parts without concern for monitoring matrix resin out-of-refrigeration time.
The application of net-shape composite processes has been hindered by poor process controls on fiber distribution and volume fraction. Development of more-reliable process controls, improvements in preform fabrication, and the availability of toughened matrix polymers that are compatible with RFI processes would enable expanded use of net-shape processes in composite primary structure.
TABLE 2-1 Summary of Innovative Structural Concepts
|
Structural Concept |
Applications |
Benefits |
Constraints |
|
Integral stiffening/iso- and ortho-grid construction |
Skin/stringer panels, doors, floor assemblies |
Lower part counts, reduced use of fasteners, reduced processing steps |
Part complexity, tooling costs, damage tolerance, maintenance, inspection, and repair |
|
Precision castings |
Pulons, bulkhead, stabilizers, canopy frames, doors, structural frames |
Lower part counts, reduced manufacturing costs, amenable to rapid prototyping methods |
Casting defects, fatigue behavior, property database |
|
Multiaxial construction/resin transfer molding |
Skins, stringers, frames, ribs |
Reduced part counts, improved delamination resistance, impact tolerance |
Variable fiber/matrix distribution, property database, tooling costs |
|
Innovative sandwich construction |
Skins, control surfaces, edges, doors, floor assemblies |
High strength-to-weight ratio, biaxial stability |
Moisture entrapment, high manufacturing and assembly cost, low-cost in-situ inspection |
|
Laminated hybrids |
Skins, floor panels, straps |
Improved fatigue resistance, stiffness |
Constant thickness, inspection methods |
|
Welded structure |
Fuel tanks, pressure vessels, wing-box structure |
Lower part counts, reduced manufacturing costs, amenable to automation |
Low static strengths, poor fatigue behavior, property database |
|
Adhesive-bonded structures |
Wing-and empennage-box structure |
Reduced fasteners, reduced manufacturing costs |
Poor fatigue behavior, inadequate inspection methods |
Integral Stiffening and Iso- and Ortho-Grid Construction
Integrally stiffened parts—parts in which skins and stiffeners are produced as a single unit—have the potential to significantly reduce the manufactured cost of complex components by eliminating multipart assemblies, fasteners, and adhesive-bonded joints. Integral stiffening can also reduce corrosion through the elimination of susceptible interfaces and can improve structural efficiency by providing continuous load paths and eliminating the need for joints. Machined iso- and ortho-grid construction, consisting of a skin with integral stiffening provided by intersecting machined ribs in a triangular (iso-grid) or quadrilateral (ortho-grid) pattern, represent promising approaches to integral stiffening, from the standpoint of both structural efficiency and low-cost manufacturing.
Integrally stiffened components can be produced from metallic alloys as well as polymeric composites. Metallic alloys are fabricated into integrally stiffened components using machining and chemical milling or net-shape (or near-net-shape) processes (e.g., precision forgings, extrusions, and castings). Integrally machined components are very cost-competitive because of advances in high-speed machining and improvements in cutter technologies, whereas precision forging, thick plate, and extrusions suffer from high tooling costs and difficulty in maintaining dimensional stability.
One-piece prototype iso-grid parts fabricated from several high-strength aluminum alloys have been evaluated for missile skirt and fuselage side-panel applications. Developmental efforts are underway to qualify iso-grid concepts for floor assemblies and cargo and access doors.
Integrally stiffened composite panels can be produced by co-curing (or co-bonding) 1 stiffeners with skin panels or by using net-shape processes such as RTM or RFI. Stiffened panels produced using co-curing processes are used for composite primary structure. For example, co-cured I-stiffened
constructions, fabricated from carbon/epoxy, were used on the V-22 Osprey tiltrotor, on the Navy A-6 wing, and the Boeing 777 empennage. The Airbus A320 empennage has integral blade-stiffened skin panels.
The disadvantages of integrally stiffened structures are that fabrication of complex parts is difficult, tooling costs can be high, inspection (especially in the limited-access stiffener web areas) is difficult, and disassembly and repair can be very costly.
Innovative Sandwich Constructions
Sandwich constructions consist of structural facesheets bonded to a stabilizing core. The aerospace industry has developed a wide base of experience in design principles, weight and cost advantages, and field service maintainability for sandwich constructions. Although sandwich panel constructions offer unique capabilities, several potential challenges require resolution to enable technically and economically viable structural assemblies.
Sandwich structure has been proposed or used in almost every area of modern aircraft, including skins, ribs, spars, control surfaces, leading edges, doors, and floor assemblies. Most advanced aircraft have honeycomb sandwich control surfaces, and many have honeycomb access doors and panels. Many benefits are derived from the individual applications of sandwich structure. In general, sandwich panel construction can reduce weight in strength-, stability-, and stiffness-critical structures.
Sandwich panels act as very efficient I-beams. The outer facesheets are similar to flanges, accommodating both the bending loads and axial tensile and compressive loads, while the core material simulates the web by sustaining shear and compressive stresses normal to the panel. The core also prevents buckling of the facesheets under axial compressive loading. The bondline efficiently transfers the stresses from the facesheets to the core, and essentially allows the facesheets and core to act as a single structural unit. With efficient design and proper material selection, honeycomb sandwich construction often offers the minimum weight for structural configuration. Sandwich construction has also proven beneficial for thermal insulation and noise suppression.
In addition to sustaining design loads, an acceptable sandwich structure must also remain unaffected by exposure to a variety of in-service environmental and damage conditions (e.g., scratches, delamination, and impact damage). Sandwich panel construction, while offering the opportunity for minimum-weight designs through the use of minimum-gauge materials, also confers some inherent durability and damage tolerance limitations. Minimum-gauge designs with low-density cores are extremely sensitive to in-service threats such as low-velocity impacts, surface facesheet damage, and moisture entrapment. Sandwich structures typically require more maintenance because of frequent repairs in minimum-guage designs (see chapter 7). The on-site inspection of sandwich parts (without removal from the aircraft) is usually difficult and is consequently an expensive procedure.
A wide variety of materials and products are available to the design community. The core can take the form of honeycomb, corrugated, truss, and flexible cores made from aluminum, composites, titanium, and steel as well as polymeric rigid-foam core. Preferred candidates for facesheets include aluminum, titanium, and steel alloys, as well as carbon and glass-reinforced composites and hybrids.
The use of sandwich panel construction provides a number of benefits in terms of lightweight airframe components. Several potential innovations could lead to application in critical primary structure. These include:
-
Sealing materials and methods. New panel sealing concepts can reduce repair costs and potential corrosion problems associated with moisture entrapment.
-
Manufacturing and assembly operations. New concepts for machining of contoured panels and core-facesheet stabilization methods may be effective in reducing the cost of producing sandwich panel constructions.
-
Optimization codes for durability and damage tolerance. Improved analytical codes for durability, damage tolerance, and weight optimization with a capability for incorporating thermal and acoustical properties of sandwich constructions would provide added confidence in structural designs and could be used to develop material property goals for long-term research.
-
Nondestructive evaluation procedures. Advanced nondestructive evaluation methods to ensure rapid and inexpensive evaluation of bondline integrity are mandatory for sandwich structures. Techniques that can be used on many aircraft components will help to minimize maintenance and repair costs (see chapter 8).
Advanced Joining Methods
Adhesive-Bonded Structure
Adhesive-bonded joints are used extensively in aircraft structures, especially for secondary structural applications such as core-to-skin joining of honeycomb sandwich constructions and bonding of structural details such as stringers, ribs, and reinforcing doublers. Adhesive bonding allows large-area joining and potentially reduces or eliminates the need for fastened joints. Adhesive-bonding processes are used for joining polymeric composite or metallic substrate materials. Despite the advantages, adhesive bonding has had no significant application in primary structure in commercial transports. The limited application in primary structure is because of concerns with the durability of bonded joints
(Rakestraw et al., 1994), poor nondestructive evaluation (NDE) methods (Cawley, 1992), and inconsistency and environmental impacts of surface preparation processes. The development of fracture mechanics methods to evaluate adhesive-bond durability is discussed in chapter 6.
The most prevalent adhesives used in structural bonding of aircraft structures are thermosetting film adhesives, including epoxies and nitrile-phenolics, that generally require elevated-temperature curing in a press or autoclave. Unmodified thermosets offer high strength and stiffness and moisture and creep resistance; however these adhesive systems are brittle and offer little resistance to crack growth. Thermoplastic-or rubber-modified epoxies that provide better crack growth resistance while maintaining adequate stiffness and environmental resistance have seen increased use on newer commercial transport models.
In general, the strength and durability of adhesive-bonded structure have been limited by interfacial properties, making surface preparation processes crucial. Aluminum substrates are prepared for bonding using phosphoric-acid or chromic-acid anodize processes to yield stable, porous oxide layers that aid bonding and inhibit corrosion. The anodized surfaces are coated with a corrosion-inhibiting primer to protect the surface prior to bonding, to improve the surface wetting of the adhesive, and to provide additional corrosion protection. As described in chapter 5, anodizing and priming operations are being modified or replaced to decrease their environmental impact. For instance, boric-sulfuric-acid anodize processes are replacing chromic-acid anodizing processes to eliminate the release of chromium. Water-borne primers are also being evaluated to replace solvent-based primers to reduce the release of volatile organics. The effect of these changes on bonded-joint durability and substrate corrosion resistance needs to be evaluated.
Composite substrates are prepared for bonding by mechanical abrasion (e.g., sanding or media blasting), removal of a ''peel ply" (i.e., a removable reinforcing fabric co-cured onto the surface that leaves a roughened resin surface), or through electromagnetic plasma etching. Surface preparation processes for composite substrates, in general, suffer from poor consistency and reproducibility and may cause damage to surface plies. Research is continuing to develop consistent, controllable surface preparation methods for composite substrates (including composite systems with thermoset, modified thermoset, and thermoplastic matrices).
NDE methods are needed to detect:
-
poor adhesion (or disbonds where substrate are in contact) between the adhesive and substrate;
-
poor cohesive strength of the adhesive; and
-
complete disbonds, voids, or porosity in the adhesive (Cawley, 1992).
Current methods that are most often used for commercial aircraft include ultrasonic methods and sonic vibration methods (e.g., coin tap). These methods can detect disbonds, porosity, and voids, but are difficult to perform in the field. Larger-area methods such as thermography may allow more rapid inspections. Work is needed to develop cost-effective techniques to detect poor adhesive and cohesive strength.
Welded Structure
Welding has been employed as a joining technique for aerospace structures for many years. It has been used extensively for fuel and hydraulic lines, propellant tanks, high-pressure-gas storage tanks, and missile structures. Various aluminum, titanium, and steel alloys are weldable and have been used to manufacture airframe, missile, and propulsion systems structures. With all this success, however, most airframe primary structure manufactured in the United States and Europe consist of mechanically fastened aluminum skin/stringer construction. Historically, welded structures for primary applications were not considered to be weight competitive and had poor fatigue behavior. A notable exception was the use of electron-beam welded structure on the F-14.
There are three general categories of welding processes: fusion, resistance, and solid-state. Each of these methods can be further subdivided into various processes that are commonly used in the manufacturing of aerospace structures. For most primary structural applications, electron-beam, gas-tungsten-arc, and gas-metal-arc methods have been employed, although plasma-arc and laser-beam methods typically possess advantages with respect to high energy density. Fusion welding techniques are being integrated with both robotic control heads and inspection capabilities.
Aluminum alloys that are not strengthened by heat treatment are readily weldable. However, these alloys display relatively low strengths compared with the precipitation-hardenable aluminum alloys often employed in aircraft assemblies. Welding of the high-strength aluminum alloys generally results in embrittlement, cracking, and reduced strength in the weld-and heat-affected zones. Several aluminum alloys are judged to be reasonably weldable, notably 2014 and 2219, and welding is used extensively in their primary structural applications on missile boosters and cryogenic tanks. Even in these aluminum alloys, the weldments exhibit only about 50 percent of base metal strengths, so there must be proper accommodation of strength reductions in the weld areas. Evidence of lower values of tensile elongation and fracture toughness adjacent to weldments has also led to concerns about compliance with stringent fatigue and fracture requirements. The emerging family of low-density, high-strength Al-Li alloys consists of several products that offer promising welding characteristics, particularly 8090 and 2195.
Titanium alloys are generally much more weldable than aluminum alloys. Titanium weldments can be produced with nearly 100 percent joint efficiency for strength and slight decreases in fracture and durability performance. However, titanium alloys oxidize rapidly when heated in air to temperatures in excess of 480°C (900°F). To prevent surface contamination (oxidation), titanium alloys are welded under vacuum or inert atmosphere conditions. The relatively low coefficients of thermal expansion and thermal conductivity of titanium alloys tend to minimize the potential for distortion during welding operations. All of the fusion welding processes can be used with titanium alloys, as long as the weld region is protected from extensive oxidation. Of particular recent interest is the electron-beam welding method that can join sections up to 5.1 cm (2.0 in.) thick in a single pass. Ti-6-4 is a very weldable alloy in the annealed condition, and has been employed extensively in F-14 airframe structures.
Welded structural components offer a number of potential advantages with respect to structurally efficient and affordable airframe structures. A reduction in fabrication and manufacturing costs is associated with welded structures because of lower part counts and automated assembly practices. Weight reductions are also achieved through more-efficient joints that eliminate fasteners and associated edge-margin requirements. The implementation of process controls on welded structures and the development of property databases will contribute to more-extensive utilization in future aircraft systems.
Technological developments that could expand the use of welding processes in airframe structure include:
-
Optimization of welding processes. Emerging new methods such as variable polarity plasma arc, electron beam, and laser beam could lead to higher strength weldments and improved fatigue properties. High, localized heat inputs in these welding methods tend to minimize hot cracking and porosity problems.
-
Automation of welding practices. The increased application of computer-controlled welding tools and inspection heads will improve process-variable control, increase the process speed and quality, and lower the cost of welded structures.
-
Improved inspection technology. Inadequate methods for nondestructive inspection of complex weld joints may limit the application of welding processes.
The major pay-off for advanced welding technologies is reduced cost. Structural efficiency and lower costs will make welding more attractive than other joining processes such as mechanical fastening and adhesive bonding, although the cost of installing welding process equipment must be considered. Welding is particularly promising for fuel tanks and pressure vessels where leakproof joints are a design requirement.
Hybrid Laminate Concepts
Hybrid laminates, consisting of alternating layers of thin metallic sheet and fiber-reinforced polymeric composites, show potential for use in weight-sensitive, and fatigue-and fracture-critical components. Current variants include aluminum-based laminates using 2024 and 7075 sheet and aramid or glass fibers and titanium-based laminates using Ti-6A1-4V sheet and carbon fibers. The mechanical properties of hybrid laminate materials, like those of resin-fiber composite systems, are directional with respect to fiber orientation. Several advantages of these hybrid laminates compared with carbon/epoxy composites include plasticity, controlled residual stresses, lower material costs, and applicability of standard metal fabrication and repair practices. The outer metallic layer acts as a barrier to moisture and offers resistance to impact damage. Laminated hybrid materials exhibit outstanding fatigue properties compared with monolithic aluminum or titanium alloys. The improved fatigue performance is attributed to load transfer from the metal layers to the stronger, unbroken fibers that bridge the advancing crack and restrain further opening.
Potential aircraft applications envisioned for hybrid laminates include lower wing skins, fuselage skins, tear straps, and empennage structures. Because laminated materials display vibrational damping capabilities exceeding that of monolithic sheet, applications involving acoustic fatigue problems are encouraging. Considerable design flexibility is available with hybrid laminate materials with respect to varying stacking sequences, number of plies, and fiber orientations.
Developmental work on aluminum hybrid laminates has been performed by Delft University for more than 10 years (more recently in a joint collaborative effort with Alcoa). A number of prototype parts have been fabricated and are undergoing test evaluation by Fokker and Deutsche Aerospace. The aft cargo door of the C-17 military transport is the largest primary structural component in production fabricated from aluminum-aramid (ARALL®) laminates. Because of the success of aluminum-based laminates, considerable work is currently underway to exploit hybrid laminate benefits in titanium alloys using high-strength graphite fibers.
The family of hybrid laminates offers significant improvements over current monolithic materials for aircraft structures. For the acceptance of emerging laminate materials by the airframe industry, the following issues must be addressed:
-
Design flexibility. Analysis and manufacturing experience with laminate materials must be developed to accommodate complex shape and thickness changes typically encountered in airframe components.
-
Manufacturing cost. Methods to reduce or off-set the higher material costs of hybrid laminates require development and demonstration in the production environment. Ply drop-off and sheet-splicing techniques are
-
likely to be important for large fuselage and wing applications of these laminate materials.
-
NDE. Low-cost, in-situ inspection methods are necessary to locate and quantify damage incurred under service conditions. Repair and maintenance procedures must be developed and proven for large-scale laminate components.
Smart Materials and Structures
Smart, or adaptive, materials and structures are a recent concept that is still rapidly evolving and offers significant benefits in a range of applications including aircraft design and performance. The development of smart materials is being enhanced by significant support from the Advanced Research Projects Agency of the U.S. Department of Defense. In the recent National Research Council report, Expanding the Vision of Sensor Materials (NRC, 1995b), a considerable discussion is devoted to the definition and application of smart materials to structural monitoring. The report cites a classification of smart materials developed by Newnham (1993). Under this classification, smart materials range from:
-
passive smart materials that respond to external change without external control;
-
active smart materials that utilize a feedback loop to enable them to function like a cognitive response through an actuator circuit;
-
very smart materials that sense a change in the environment and respond (e.g., by altering one or more of their property coefficients, tuning their sensing, or actuation capabilities); and
-
intelligent materials that integrate the sensing and actuation functions with the control system.
In the ultimate manifestation, smart structures will be composed of an array of sensors, actuators, and signal processors, some of which will be the smart materials themselves, that are linked to cause the structure to perform in a predetermined fashion to external stimuli.
Smart materials and structures can be thought of as mimicking the human biological system. For example, just as the brain, through the nervous system, can command the muscles to take some action, it is conceivable that a flight control system (sensor and processor) could send an electrical signal to cause an actuator to deflect a fin or change the aerodynamic shape of a wing. Potential applications of smart materials and structures relevant to advanced aircraft include (Crowe, 1994):
-
control of aerodynamic surfaces (e.g., adaptive wing);
-
damping and tuning of structures (e.g., rotorcraft blade damping);
-
noise control, both radiated engine noise and internal cockpit and cabin noise;
-
self-diagnostic capability;
-
robotics;
-
embedded avionics; and
-
de-icing of aerodynamic surfaces.
The elements of a fully integrated smart materials system include sensors, signal processors, actuators, and its own power supply. Currently, a range of potential actuator concepts is being developed, including piezoelectric, electrostrictive, and magnetostrictive actuation, as well as shape memory materials. Shape memory materials, based on Ni-Ti alloys, operate over a limited frequency range (up to 1–5 Hz) but have considerable actuation displacement (up to ~8 percent strain), whereas, in contrast, the electro-ceramic actuation concepts have limited displacement (~0.1 percent) but offer essentially unlimited frequency response up to the megahertz range.
Key issues in the development of a smart materials system for commercial aviation applications still relate to cost and reliability of actuators, system weight, and overall complexity. In the present harsh economic climate, these smart materials systems will not be adopted unless they significantly enhance aircraft performance or improve safety or reliability. However, the eventual possibility of significant benefit seems real. One example presented to the committee is that the addition of adaptive control surfaces to a military plane could allow the elimination of hydraulics and hinge lines, providing significant advantages in increased payload, range, and maneuverability (Crowe, 1994).
In another example of potential benefit, the application of smart materials to suppress blade vibration and control twist in rotorcraft could enhance speed capabilities and reduce required maintenance (Crowe, 1994).
Another possible application, which may see early implementation in commercial aviation, involves vibration cancellation to reduce cockpit noise. This application, while it is difficult to quantify its benefit, would potentially improve safety by reducing the fatigue of pilots.
The committee does not believe that, in the approximately 20-year purview of this report, systems involving adaptive materials will be available, practical, and sufficiently low enough in cost to enable application on commercial aircraft. However, the sensing and signal-processing capabilities could be available for health monitoring of structures or measurement of service environmental conditions. For example, it is considered likely that smart materials will first see usage in the most simple form, that is, as a passive system. For instance, optical fibers could be used as an integral part of a health monitoring system to assess the performance of critical components in locations that are difficult to inspect. Optical fibers can be used extrinsically to merely relay information from a specific sensor (a corrosion sensor connected to the end of the fiber). Alternatively,
the optical fiber could be applied intrinsically, where changes of the light-transmitting properties of the fiber itself (which may be embedded in a component) can be used to provide information of the amount of strain imparted to the component. Such a distributed system of sensors and optical fibers could then provide a rudimentary health monitoring approach. Technical issues associated with such a passive system would involve the selection of key components for monitoring, the embedment or attachment of the fiber within or on a structure to minimize fiber breakage, and some means of calibrating the fiber and its responses in order to correctly interpret the information obtained.
To summarize, the field of smart materials is now being extensively researched and the technology is developing rapidly. Accordingly, the committee recommends that the FAA closely monitor developments in this technology and attempt to quantify the performance enhancements that may be possible through the application of smart materials systems. The fabrication of a prototype or demonstration unit would be one means of thoroughly evaluating the performance and benefits of a smart materials system.
ADVANCED METALLIC FUSELAGE
A logical step in the technological evolution of commercial aircraft is the incorporation of advanced structural alloys and innovative manufacturing processes in fuselage applications. Design, fabrication, and testing of an advanced metallic fuselage structure is needed to validate reduced manufacturing costs and improved structural efficiency for new candidate materials and innovative design concepts. In general, cost savings derive from reducing labor-intensive processes and lowering part count for major assemblies.
The structural performance and associated manufacturing cost baselines for several new design concepts require quantification and validation prior to acceptance. Candidate materials systems include new high-strength, high-toughness, and low-density aluminum-and titanium-based alloy systems discussed in chapter 3. Hybrid laminate composite materials also offer very attractive, high-specific properties with the attendant benefit of significantly reduced crack growth rates (Bucci et al., 1989; Gregory and Roebrocks, 1991).
Innovative processing approaches to forming, joining, and finishing systems may offer cost savings. Innovative processing methods for advanced metallic materials are described in chapter 3. These new processing approaches should be evaluated in comparison with conventional skin/stringer construction costs and structural efficiencies. Design and manufacturing issues to be addressed are described in table 2-2.
Testing and demonstration components should evaluate a number of new design concepts such as adhesive-bonded components, hybrid laminate composite materials, super-
TABLE 2-2 Design and Manufacturing Issues in Advanced Metallic Fuselage Development
|
Design |
|
Design for manufacture and assembly principles Effects of modulus mismatch with adjacent structures Reduction in number of parts Low-cost joint designs |
|
Test and Analysis |
|
Durability and damage tolerance of integral structures, laminate materials, and bonding techniques Verification of analysis methods |
|
Manufacturing |
|
Tooling and fabrication concepts and processes Nonautoclave bonding methods NDE methods for new fabrication concepts |
plastically formed and superplastically formed diffusion-bonded components, and welded assemblies. The utilization of hybrid laminates in fuselage structures will depend greatly on optimization of ply orientations, drop-offs, and improved mechanical property behavior. The building-block approach described in the introduction to part 2 will be used to fabricate and test specimens at incremental levels from simple coupons to components to full-scale structural validation components.
COMPOSITE WING
Based on service experience from composite stabilizer components, the next most likely application of composites in primary structure is the wing. The experience gained in designing and operating composite horizontal stabilizer components for the Boeing 737 NASA flight-service evaluation, the Airbus A320, and especially the Boeing 777 is valuable in the development of composite wing structure, since these components are structurally similar. However, commercial aircraft wing structures have additional design considerations, including fuel containment, electrical grounding, engine mounting, and fuselage "carry-through" structures. The critical design and manufacturing issues are summarized in table 2-3. Composite wing structures have been investigated as part of NASA's Advanced Composite Technology (ACT) program, led primarily by a team from McDonnell Douglas.
Composite wing structure is particularly attractive because the high strength and stiffness and low density of composites offer the opportunity to produce long, slender (high aspect ratio) wings that would not be producible using monolithic materials.
Several approaches could be used to produce a composite wing structure. One approach would base the design on the technology used for the Boeing 777—toughened skin/stringer with ribs—to take advantage of the design
TABLE 2-3 Design and Manufacturing Issues in Composite Wing Development
|
Design |
|
Wing-to-body intersection Engine attachments Fuel containment and electrical grounding Metal-to-composite interfaces Damage tolerance of upper skin panel |
|
Manufacturing |
|
Scaling of low-cost processes Technology development of integral and co-cured stringers Inspection and repair technologies |
simplifications afforded by the toughened system. Improved processing technologies (e.g., automated fiber placement for skin lamination and resin transfer molded stiffeners) would be needed to make the application cost-competitive.
Another manufacturing approach is being investigated by McDonnell Douglas under the ACT program to produce a near-net-shape, integrally stiffened panel using RFI processing (Janicki, 1994). The structure would be fabricated from stitched fiber performs and infiltrated with low-cost resin-matrix systems similar to those used on previous-generation secondary structures. Damage tolerance and delamination resistance would be imparted to the structure via the through-thickness reinforcement provided by stitched fibers. Scaled components have been produced using this technique. Work is continuing on high-speed sewing equipment and RFI (resin film intrusion) process optimization.
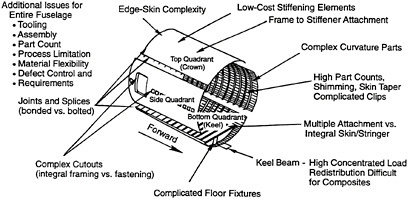
FIGURE 2-1 Cost drivers for a composite fuselage. Source: Ilcewicz et al. (1990).
COMPOSITE FUSELAGE
There has been a significant research effort directed toward the design and validation of a polymeric composite fuselage (Smith et al., 1994). Factors influencing manufacturing costs for a composite fuselage are shown in figure 2-1. Although many cost drivers affect the entire fuselage section, each area of the fuselage (crown, side, and keel) has unique challenges that must be overcome to achieve low costs.
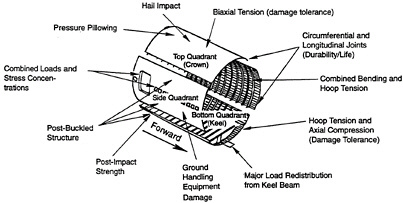
Important composite structural design issues are also unique to each of the fuselage areas as shown in figure 2-2. Design of the crown panel is primarily governed by tension-loading requirements. In contrast, the side area is dominated by shear and pressure-load redistribution around the door and window cut-outs. Design of the keel is driven by complex load redistribution from the keel beam and combined loads dominated by axial compression.
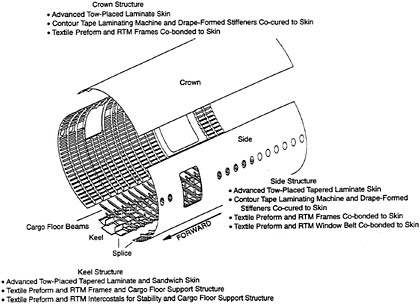
Emerging manufacturing technologies for composite fuselage structures are presented in figure 2-3. As can be seen in the figure, development emphasis in being placed on automated techniques such as advanced tow placement for skin fabrication, textile preform and RTM (resin transfer molding) technology for the substructure, and co-curing and co-bonding operations for assembly. The majority of the research in this area is being conducted by the Boeing Commercial Airplane Group under the Advanced Technology Composite Aircraft Structure (ATCAS) program as part of NASA's ACT initiative.
Ten items have been identified by the ATCAS program as representing critical issues that must be addressed to make composites a viable design option for fuselage structure
(Ilcewicz et al., 1992). These are summarized in table 2-4. A majority of these issues are currently being addressed by the airframe industry under NASA's ACT program. Detailed discussions of these technical issues can be found in Ilcewicz et al. (1992). The industry goal of demonstrating technology readiness will be achieved when these major technical issues have been resolved in sufficient detail to provide the necessary confidence for the commitment of composites to commercial transport fuselage applications.
SUMMARY
Innovative structural concepts will be developed for next-generation commercial transport aircraft to take advantage of improved cost and performance benefits offered by the application of new materials that enable low-cost processing methods. This chapter describes a number of innovative concepts and discusses the developments required to enable their application on next-generation aircraft. Manifestations of advanced structural concepts will be found in components for the advanced metallic fuselage, composite wing, and composite fuselage structures, as well as other applications. The introduction of new structural concepts will depend on aircraft performance requirements, cost considerations, and the maturity of the technology. Promising structural concepts include net-shape technology, integral stiffening, innovative sandwich structure, advanced joining methods, laminated hybrids, and smart materials and structures.
Net-(or near-net-) shape technology (including precision forgings, net-shape extrusions, and castings for metals and resin transfer molding and resin film infusion of polymeric composites) has the potential to lower manufacturing costs by reducing or eliminating machining, reducing the number of parts, and by producing parts that cannot be produced using other methods.
Integrally stiffened parts—parts in which skins and stiffeners are produced as a single unit—have the potential to significantly reduce the manufactured cost of complex components by eliminating multipart assemblies, fasteners, and adhesively bonded joints. Integrally stiffened components can be produced from metallic alloys (using machining and chemical milling or net-shape processes), as well as polymeric composites (using co-curing, co-bonding, or net-shape processes).
Sandwich constructions—structural facesheets adhesive-bonded to a stabilizing core—generally provide a minimum-weight solution for strength, stability, and stiffness-critical structures. Minimum-gauge designs with low-density cores are extremely sensitive to in-service threats such as low-velocity impacts, surface facesheet damage, and moisture entrapment. Sandwich structures typically require more maintenance due to frequent repairs in minimum-gauge designs and difficult and expensive on-site inspection techniques.
TABLE 2-4 Design and Manufacturing Issues in Composite Fuselage Development
|
Design |
|
|
|
Damage tolerance of crown, keel, and side panels |
|
|
Load redistribution near major fuselage cut-outs |
|
|
Wing-to-body intersection |
|
|
Integrity of bonded elements in configured fuselage structures |
|
|
Development of mechanical joints for major panel splices |
|
|
Metal-to-composites interfaces |
|
Manufacturing |
|
|
|
Manufacturing scale-up of configured panels |
|
|
Inspection and repair technologies for selected designs |
|
|
Technology developments for low-cost framing elements |
|
|
Structural detail and manufacturing cost relationships for selected designs and processes |
Adhesive-bonding allows large-area joining and potentially reduces or eliminates the need for fastened joints. Adhesive-bonding processes are used for joining polymeric composite or metallic substrate materials. Despite the advantages, adhesive bonding has had no significant application in primary structure in commercial transports. The limited application in primary structure is because of concerns with durability of bonded joints, poor nondestructive evaluation methods, and inconsistency and environmental impacts of surface preparation processes.
Welded structural components offer a number of potential advantages with respect to structurally efficient and affordable airframe structures. Various aluminum, titanium, and steel alloys are weldable and have been used to manufacture airframe, missile, and propulsion systems structures. A reduction in fabrication and manufacturing costs is associated with welded structures through lower part counts and automated assembly practices.
Hybrid laminates show potential for use in weight-sensitive and fatigue-and fracture-critical components. Hybrid laminates offer fatigue crack growth resistance that is significantly better than monolithic aluminum and titanium alloys. In addition, hybrid laminates can be produced using standard metal fabrication processes and have improved resistance to absorbed moisture and impact damage compared with polymer-matrix composites. Potential aircraft applications envisioned for hybrid laminates include lower wing skins, fuselage skins, tear straps, empennage structures and applications involving acoustic fatigue.
Smart materials and structures, which incorporate actuators connected to both sensors and signal processing to respond to some external stimuli and cause some action or control function to occur, are a recent concept that is still rapidly evolving and offers significant benefits in a range of applications including aircraft design and performance. The
committee does not believe that systems involving adaptive materials will be available, practical, and sufficiently low in cost to enable application on next-generation commercial aircraft. However, the sensing-and signal-processing capabilities could be available for health monitoring of structures or measurement of service environmental conditions.















