
4
Polymeric Composite Materials and Processes
The application of polymeric composites has been an evolutionary process, with increased use as materials and processing technology matured and program needs dictated their use. Glass-reinforced composites, in the form of thin face sheet honeycomb sandwich constructions, have been in general use for secondary structures (i.e., wing-to-body fairings, fixed-wing and empennage cover panels, and secondary control surfaces) on commercial transport aircraft since the mid-1960s.
During the 1970s, the commercial availability of carbon and aramid fibers and the uncertainty in fuel supply and costs provided an impetus for the development and application of structural composites for airframe applications. NASA conducted technology development and flight-service programs to encourage the use of composites in commercial production applications. Components, summarized in table 4-1, were designed, certified, and used in airline service. These flight-service programs were critical in developing design methods and in building confidence in composite applications. A summary of flight-service and long-term exposure tests has been recently published (Dexter and Baker, 1994).
Carbon/epoxy, aramid/epoxy, and aramid-carbon/epoxy and glass-carbon/epoxy hybrid composites were first used on a production scale in the early 1980s for the generation of aircraft that included Boeing 757, 767, and 737-300; Airbus A310 and A320; and McDonnell Douglas MD-80 series. Applications included secondary structures such as fairings,
TABLE 4-1 NASA Flight-Service Components
|
Aircraft Model |
Component |
Material |
Number of Parts |
Entered Service |
|
L-1011 |
Underwing fairing |
Aramid/epoxy |
18 |
1973 |
|
L-1011 |
Aileron |
Carbon/epoxy |
8 |
1982 |
|
DC-10 |
Upper aft rudder |
Carbon/epoxy |
15 |
1976 |
|
DC-10 |
Aft pylon skin |
Boron/aluminum |
3 |
1975 |
|
DC-10 |
Vertical stabilizer |
Carbon/epoxy |
1 |
1987 |
|
727 |
Elevator |
Carbon/epoxy |
10 |
1980 |
|
737 |
Spoiler |
Carbon/epoxy |
108 |
1973 |
|
737 |
Horizontal stabilizer |
Carbon/epoxy |
10 |
1984 |
fixed-wing and empennage cover panels, and engine cowlings, as well as primary flight controls such as ailerons, elevators, rudders, and spoilers. The materials used for these components included largely unmodified amine-cured epoxy resins (e.g., TGMDA/DDS) reinforced with aramid (Kevlar® 49), carbon (e.g., Toray/Amoco T-300, Hercules AS-4), and E-glass fibers. Constructions were generally facesheets co-cured or secondarily bonded to composite honeycomb core.
The first production application of composites on primary structure was in the late 1980s on Airbus A320 empennage components. The construction used was an integrally stiffened carbon/epoxy laminate skin fabricated from materials similar to the first-generation materials previously used for secondary structure and primary flight controls. The further development of carbon fibers with improved strength and modulus (e.g., Hercules IM7 and Toray T-800H) and high-performance and toughened matrix polymers has led to application on the Boeing 777 empennage to expand the primary structural applications.
The factors currently driving new materials applications on commercial aircraft will place added emphasis on design simplification, low-cost processing, and durability and maintainability. The committee believes that continuing developments in toughened thermosetting polymers and high-performance thermoplastics will contribute to these goals. Perhaps more important is the need to validate
innovative low-cost manufacturing processes. This chapter provides an overview of key composite material and process technologies for next-generation transports.
COMPOSITE MATERIALS DEVELOPMENT
Early efforts to develop composite primary structures for military and commercial aircraft were limited by the need to provide damage resistance (i.e. the damage created during an event such as impact) and damage tolerance (i.e. the effect of a given state of damage on structural performance). First-generation composites, with matrix systems that were generally relatively brittle thermosetting epoxies, had low through-thickness strength and were susceptible to through-thickness damage, particularly delamination, from transverse loading, such as that which occurs in impact events. Structural schemes were developed to improve the structural damage tolerance manifested as improved residual strength after low velocity impact. This included the use of lower stiffness laminates as the skin with high-stiffness doubler planks and stiffeners. However, the manufacturing cost and weight of the resulting structure made such composite primary structural applications difficult to justify for commercial aircraft. This led to a need to develop "toughened" composite systems.
Improved "toughness" in a composite system was originally defined by compressive residual strength after an impact event. Work in the area showed that the resistance of the composite to delamination is a key property related to this structural capability. A large amount of work to develop a characterization capability has resulted in the definition of delamination fracture toughness and tests to determine this property (ASTM, 1994).
Over the past 15 years, the aircraft and materials industries have investigated matrix polymers, with the goal of improving the damage resistance and damage tolerance of structures made from these systems. Toughened thermoset and thermoplastic polymers, described in the following sections, with improved values of delamination fracture toughness and resulting improvements in the structural parameter of compression strength after impact resulted from this work. The committee believes that future work will focus on the development of systems compatible with innovative processes described later in this chapter and the optimization of composite properties to provide resistance not only to delamination, but also to other forms of damage such as fiber damage and matrix cracking.
Toughened Thermosets
Boeing catalyzed the development of toughened composite systems for commercial aircraft in 1982 with the release of a preliminary specification (XBMS 8-276) outlining performance goals for a primary structural composite material. Since that time, advances in matrix polymer technology have enabled the development of composite systems with improved delamination resistance.
One approach to matrix toughening is through polymer "alloying" of brittle resins with tougher thermoplastic or rubber systems. This can take the form of polymeric blends with discrete second phases, interpenetrating networks, or random or block copolymers.
Also, composites can be made more resistant to certain types of impact damage through architectural tailoring. An example is the use of tough, unreinforced polymers between the brittle, high-strength composite plies to increase delamination resistance. This approach was used in some of the more successful candidate systems (Krieger, 1984; Hirschbuehler, 1985; Masters et al., 1986).
A combination of the blend and interleaf approaches was the key to finally meeting property goals for both impact and temperature resistance (Chu et al., 1987; Odagiri et al., 1991). These systems use tough modifier particles of controlled size to create a tough resin-rich interleaf layer at the interply region. The base polymer is a thermoset thermoplastic blend. Toray T-800H/3900-2, the system qualified for the Boeing 777 empennage skins, stringers, and spars as well as floor beams, uses this approach.
Thermoplastics
In recent years there has been an increased interest in continuous-fiber-reinforced thermoplastic-matrix composites (Cogswell, 1991, 1992). High-performance thermoplastic polymers provide combinations of toughness and temperature resistance that cannot be attained by most thermosetting matrix systems (NRC, 1987). While the toughness of thermoplastic matrix polymers may improve composite delamination resistance, the outstanding properties of high-performance thermoplastic polymers have not translated well into improved composite performance. For example, depending on the laminate configuration and loading, a thermoset composite with a hole could sustain a higher ultimate load than a similar thermoplastic composite because of the effect of local damage redistributing stress concentrations around the hole. This can be particularly important in loaded holes (e.g., fastened joints).
Thermoplastic matrices can be processed by simply heating above the softening point and applying molding pressure. Thermoplastics can be repeatedly heated and reconsolidated without degradation of properties. The properties and processing characteristics of high-performance thermoplastics are a result of their high molecular weight (>20,000) and aromatic molecular structure.
Thermoplastic-matrix composites offer potential manufacturing advantages over thermosetting systems, including
fast cycle times, virtually unlimited shelf-life, and the ability to reform or reconsolidate. However, thermoplastic systems are rigid at ambient shop temperature and have no tack and limited drapeability to allow conformance to tool contours, making ply orientation difficult. Also the high melt temperature and high melt viscosity require thermoplastic systems to be processed at temperatures (>300°C or 570°F) and pressures significantly higher than those required for thermosets—limiting the configuration and size of parts to press-size capabilities. Large parts have been produced in autoclaves, but the cycle-time advantages of thermoplastics are lost due to heat transfer limitations in autoclave processes.
Innovative processes are being developed to take full advantage of thermoplastic systems. These include diaphragm forming, pultrusion, and in situ consolidation. These processes are described later in this chapter.
Next-Generation Systems
Past investigations of toughened composites have focused on evaluation of impact damage visibility and residual strength. Recent work (Dost et al., 1993) indicates that a more complete understanding of the performance of toughened systems would result from investigation of both damage resistance (i.e., damage created during some event such as impact) and damage tolerance (i.e., the effect of a given damage state on structural performance). There have been results that indicate that the residual strength of composite systems with toughened thermoset matrices are more sensitive to large notches than brittle matrix systems (Walker et al., 1992). The increased notch sensitivity for toughened matrix systems is attributable to increased fiber damage and matrix cracking that occurs in systems with high delamination resistance. The committee believes that, in the future, materials optimization efforts will take a balanced approach that considers both small-scale (including most impact threats) and large-scale (including penetrations and severed elements) damage (Dost et al., 1993).
Although toughened systems have been successfully applied in production applications, these systems are relatively expensive and were not developed to be compatible with innovative process technologies such as tow placement, resin transfer molding, or resin film infusion. In the future, developments will focus the effect of processing on toughening mechanisms and on low-viscosity, single-phase or two-phase systems where constituents are soluble at processing temperatures.
TRENDS IN PROCESSING
Although high costs for raw materials have been blamed for the slow growth of composites in the marketplace, material costs actually account for only 8–10 percent of the overall cost of composite components (DeVault, 1993). In fact, manufacturing costs are the single largest contributor to overall costs (JTEC, 1994). While the development of composites for aerospace applications has traditionally been driven by performance, cost has assumed increasing importance during the past several years. Thus, a primary criterion in the development of manufacturing processes for the next generation of commercial transports has been the potential for low-cost production of components. The committee believes that the trend to develop low-cost production processes will be continued for the foreseeable future. Trends in low-cost composite processes are discussed in this section.
Resin Transfer Molding
Resin transfer molding (RTM) is a closed-mold process that allows the fabrication of component geometries ranging from simple, low-load carrying structures to complex, high-performance hardware (Steenkamer et al., 1993a,b). This process is illustrated in figure 4-1. Preforms fabricated from dry fibrous glass or carbon reinforcements in the form of woven cloth, stitched broad goods, or randomly oriented mats are placed in a matched tool and closed via a press or clamping fixture. Vacuum can be applied to the tool to aid in the removal of trapped air and moisture from the preform, to lower the required resin injection pressures, and to ensure proper tool seal prior to resin injection. A thermoset resin, either a one-part or two-part catalyzed system, is heated to decrease viscosity and injected through an injection gate into the cavity at pressures typically ranging from 30–60 psi. The resin flows inside the tool cavity, impregnates the reinforcement, and is cured at elevated temperatures. The keys to successful RTM are high-quality tooling, preforms with consistent fiber volumes, and strategic placement of the injection gate and vents to optimize resin flow and remove trapped air.
RTM is a relatively flexible process, with its principal advantage being the ability to produce large, complex geometries with high-fiber volumes and structurally efficient designs. Both the advantages and limitations of RTM are summarized in table 4-2.
RTM employs a variety of fiber forms, including randomly oriented mats or structurally efficient textile preforms containing glass, carbon, and aramid fibers. Processes used to produce fiber preforms are discussed later in this chapter.
The thermoset resin systems most commonly used in the RTM industry include polyesters, vinyl esters, and epoxies. There has also been limited RTM work performed with bismaleimide systems. Epoxies and bismaleimides are generally used for aerospace applications because of their mechanical properties and environmental resistance. Low resin viscosity (~200–400 cp in the tool) and long pot life, depending on part size and injection method, are key attributes to
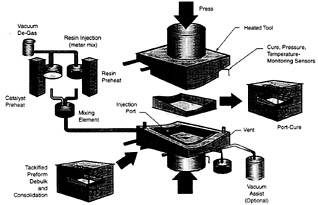
FIGURE 4-1 RTM process. Source: Blanton et al. (1995).
consider when selecting an RTM system. Other factors to consider when selecting a resin system include cost; chemical resistance; moisture absorption; shrinkage; and compatibility with coatings, adhesives, or fiber sizing.
Future RTM structures will compete in cost while attaining the performance necessary for application to commercial
TABLE 4-2 Advantages and Limitations of the RTM Process
|
Advantages |
|
|
|
Matched die molding (improves dimensional control, stability, and surface finish) |
|
|
Reinforcements can be tailored in critical areas (reduces weight) |
|
|
Large, complex components can be produced as a single part (reduces weight and assembly costs) |
|
|
Near-net-shape parts can be produced (reduces secondary trimming and assembly costs) |
|
|
High fiber volume (55–60 percent) parts that include features such as molded-in metal inserts, lightweight core materials, and thickness variations can be produced |
|
|
Two-part resin systems that do not need refrigeration (e.g., epoxy and vinyl ester) are generally used |
|
|
Capital equipment and tooling can be relatively inexpensive compared with other closed-mold processes |
|
|
Time-consuming debulking steps are eliminated |
|
Limitations |
|
|
|
Lower production rates than other molding processes |
|
|
High-performance aircraft resin systems require further advances in process development, materials characterization, and physical property optimization. |
|
|
Labor required for placing reinforcements in molds can be high |
|
|
Initial mold costs higher than for one-sided molding processes |
|
|
Control of voids and process variability |
|
SOURCE: Blanton et al. (1995) |
|
aircraft. Factors that will reduce the cost of the RTM process (Fowler and Phifer, 1993) include:
-
low-cost resins and hardeners;
-
optimized preform design and fabrication;
-
automated multipurpose molds;
-
proper selection of fast-curing resins for reduced cure time;
-
mold design for easy mold clean-up; and
-
molded-in cut-outs, holes, and trim to eliminate finish machining operations.
These cost-reduction measures, coupled with emerging high-performance resin systems, will allow the RTM process to be utilized for the fabrication of primary structural composite parts.
A process that is related to RTM is vacuum-assisted resin infusion in which resin is pulled by vacuum through a high-permeability membrane placed on top of a preform. The process features low-cost, one-sided tooling and vacuum-bag technology. This process was developed by Seeman Composites for large composite structures for marine (e.g., ship hull sections) and infrastructure applications (e.g., bridge decks) consisting of E-glass-fabric preforms injected with vinyl ester resins. This technology has the potential to manufacture near-net-shape components at costs approaching $10 per pound of structure. For aircraft applications, the higher-temperature resin systems as mentioned above are required. Process automation and control is a key requirement to ensure that parts can be fabricated with reproducible quality and performance. New developments in flow sensors will be required to ensure complete wetting of fiber within tows, as well as the detection of macroscopic defects (i.e., dry spots).
Resin Film Infusion
The resin film infusion (RFI) process is similar to RTM processes discussed in the previous section. In this process, dry-fiber preforms are placed into the mold with precast or extruded resin films as shown in figure 4-2. Controlled heat and pressure are applied, generally in an autoclave. Infusion parameters are established by a combination of experimental and modeling approaches. This process results in high-quality, near-net-shaped parts that require only clean-up and limited trim.
For thick composite structures, such as the composite wing discussed in chapter 2, the RFI process eliminates limitations imposed by out-of-refrigeration restrictions for perishable, preimpregnated laminated materials with thermoset matrix resins.
Dry-fiber preforms used in the RFI process can be made quickly and therefore economically from commonly used filaments. Recent developments in the area of wing structure utilizes stitching to provide fibers that are transverse to the primary reinforcing filaments (Markus and Palmer, 1991). The stitching creates a preform that retains its shape during handling, will remain sufficiently complaint for insertion into the mold cavity, and as discussed in chapter 2, provides through-thickness reinforcement to improve delamination resistance.
The RFI process has been successfully demonstrated on subcomponent-level structures (Markus et al., 1993). A goal of the NASA Advanced Composite Technology program is to demonstrate this technology on full-scale wing structures by the turn of the century. Integral to the future success of RFI technology will be the ability to accurately predict and control the infusion and cure cycle environment. Modeling techniques to predict exact cure profile sequences for the RFI process and verification techniques are currently under development.
Textile Preforms
Fiber preforms represent a major component of the cost of RTM and RFI structural composites. Preforming relates
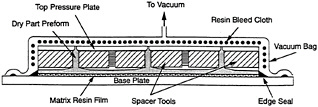
FIGURE 4-2 RFI process. Source: Markus and Palmer (1991).
to the various processes available for converting the dry, unimpregnated yarn, roving, and fabrics into the complex three-dimensional precursor of the part. Currently, the most common preforming techniques include cut-and-place (hand lay-up), directed fiber spray-up, stamping, and textile preforming. This section discusses textile preforming processes. As interest in RTM has grown among aircraft and aerospace manufacturers, textile processes including braiding, knitting, stitching, and weaving have become increasingly popular for the development of preforms for RTM. Automation of the preform process is essential to reduce the cost of RTM structure.
Braided Preforms
There are two distinct methods for producing braided preforms for RTM—flat and tubular fabric braiding (Skelton, 1989). While both forms have their place in the textile community, tubular fabrics are much more common in the composites industry. These fabrics are formed by laying down yarns onto a mandrel that moves through the center of the braiding machine's cross-section at a predetermined rate. Yarns can be deposited at angles ranging from 10° to 85° relative to the mandrel direction. Also, it is possible, through a process called circular braiding, to incorporate 0° fibers if additional strength and stiffness are needed in the axial direction. While circular braiding dates back hundreds of years, recent advances have made it possible to orient fibers in three orthogonal directions, including both Cartesian (x, y, z) and cylindrical (r, θ, z) reference frames. A variety of machines are capable of manipulating fibers in all these directions (Bluck, 1969; Florentine, 1982; Weller, 1985; Popper and McConnell, 1987; Brookstein, 1991; Spain and Bailey, 1991).
Knitted Preforms
Knitting is a process through which looped yarns known as stitches are interconnected to form a fabric. Extensions
have been made to the basic warp and weft knitting technologies that allow directional yarns to be incorporated into the fabric structure. In these architectures, the in-plane yarns are the main load-carrying component, while the knitted loop is a secondary structure that serves to hold the in-plane yarns together. The primary types of directionally reinforced knitted fabrics include multiaxial warp knits, weft-inserted warp knits, and stitch-bonded fabrics. These forms are becoming more popular in RTM applications because their construction avoids the crimp imparted to the fibers in braided and woven fabrics.
Stitched Preforms
Unlike other textile processes, which develop preforms by orienting fibers in two or three directions, stitching is primarily used as a means of adding through-thickness reinforcement to a two-dimensional reinforced preform. Stitching can be used locally to lessen the likelihood of delamination as a failure mode and to increase the through-thickness properties of the composite. Also, stitching can be exploited locally, as required, in areas of high interlaminar stresses, and it is possible to vary the pattern, type, or material that is stitched to arrive at the desired performance level (Holmes et al., 1991). The gain in through-thickness response is to some extent at the expense of the in-plane properties and fatigue resistance. Work on the stitching of carbon/epoxy laminates has shown that this loss may be as little as an 8 percent decrease in tensile strength (Ogo, 1987).
Woven Preforms
There are two methods for producing woven preforms. The basic form of weaving involves the interlacing of two sets of perpendicular yarns. Extensions have been made to the basic form of weaving so that it is possible to produce three-dimensional reinforced woven preforms. The two main techniques for developing these preforms are angle interlock and orthogonal weaving. Orthogonal woven preforms contain three sets of mutually perpendicular yarns. Preforms made by this technique have been used for many years to form ceramic-matrix composites (Ko, 1989). Angle interlock weaving is a simple extension of two-dimensional weaving technology where the warp yarns interlace several weft yarns through the thickness of the preform. A variety of preform structures can be formed with the angle-interlock weaving technique (Zawislak and Marden, 1988).
Diaphragm Forming
Diaphragm forming is a technique in which a thermoplastic laminate is held between two deformable sheets know as diaphragms and heated and formed against a tool by hydrostatic pressure (O'Brádaigh, 1990). Only the diaphragms are clamped, so inextensible fibers can be used in the composite laminate. Advantages of diaphragm forming are the degree of complexity achievable and the quality of the consolidated material. Disadvantages include relatively long cycle times (30–60 minutes) and limited deformation of diaphragm materials. Analytical methods are needed to predict the effect of fiber realignment resulting from process deformations on performance.
Diaphragm sheets can be produced from metallic and polymeric materials that are able to survive the high processing temperatures (350–400°C or 660–750°F) associated with thermoplastic composites and substantial deformation without rupture. Superplastic aluminum has been used successfully in forming deep-draw thermoplastic composites. Because of the high processing temperatures, polymeric diaphragms are basically limited to high-temperature polyimide films. Maximum elongation for these films is in the range of 250 percent, which is approximately a factor of 10 less than that of the superplastic aluminum. Efforts continue to develop high-temperature, high-elongation polymeric diaphragm materials which have the potential to reduce fabrication costs by easing part removal.
Diaphragm forming of thermoplastic composite laminates requires pressures up to 200 psi to assure consolidation and complete forming. Therefore, a pressure chamber or autoclave is generally required for forming. The laminate is placed between the two thin diaphragms which are clamped around the edges as shown in figure 4-3.
A schematic of a diaphragm-forming autoclave is shown in figure 4-4. The assembled mold is inserted into the pre-heated autoclave at the start of the cycle. Upon reaching a
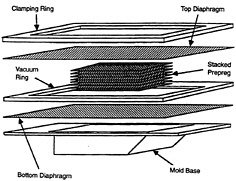
FIGURE 4-3 Mold assembly for double diaphragm forming.
Source: O'Brádaigh (1990). With permission from University of Delaware Center for Composite Materials.
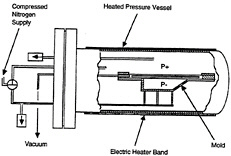
FIGURE 4-4 Schematic of diaphragm-forming autoclave. Source: O'Brádaigh (1990). With permission from University of Delaware Center for Composite Materials.
predetermined, uniform temperature distribution in the laminate, forming is accomplished by applying a greater pressure in the vessel than in the mold cavity. Nitrogen gas is typically used to cool the entire vessel. Differential pressure conditions are maintained during the cooling cycle to ensure the integrity of the formed shape.
Pultrusion
Pultrusion is a relatively inexpensive composites manufacturing technique used to produce continuous structural profiles of constant cross-section, including, for example, beams, channels, angles, rods, and tubes (Fanucci et al., 1991). The process involves pulling matrix-impregnated reinforcement through a heated die to form and consolidate composites of desired cross-sectional shape. Although both thermosets and thermoplastics can be processed using pultrusion, the market is currently dominated by thermosets, as the technology for thermoplastics is much less mature (Larson and Åström, 1991). There is very little material waste with this method (Fanucci et al., 1989). Manufacturing costs can be as low as 15–20 percent of finished product cost, thereby providing high material value.
The advantages of pultrusion include low tooling costs, low labor costs, and the possibility of producing parts with no inherent limit on length. Because pultruded components are pulled through a machined die (usually fabricated of steel), all sides have a smooth finish. Pultrusion also lends itself to tailorability within the limits of the process. The reinforcement can be arranged in a variety of ways—for example, a layer of surface veil, a layer of continuous strand mat, then a layer of unidirectional roving (Winegardner, 1993). Shape complexity is increasing as new forming techniques and new materials are developed. Pultrusion can yield components with multiple cavities, inserts and encapsulations, variable wall thicknesses, and hollow sections (using a cantilevered steel mandrel) (Richard et al., 1983; Goldsworthy and Martin, 1985; Martin and Sumerak, 1987).
The pultrusion process, shown schematically in figure 4-5, begins when reinforcing fibers are pulled from a series of creels through a bath where they are impregnated with resin. The resin-impregnated fibers are preformed to the shape of the desired profile and then enter a heated steel die machined to the shape of the part to be manufactured. The profile is continuously pulled through the die and exits as a constant cross-sectional profile. When the product emerges from the puller mechanism, it is cut to the desired length by an automatic saw.
Several reinforcement forms are available, including continuous roving, continuous strand mat, nonwoven biaxial fabrics consisting of uniaxial plies that are stitched or knitted together, and recently, multiaxial fabrics available with 0°, 90°, and ±45° orientations. While neither roving nor continuous strand mat, on their own, provide adequate performance for most aircraft applications, combinations of all of these fiber types can be used together in pultrusions to provide optimum cost and performance.
The most common resins used in commercial pultrusions are unsaturated polyesters and vinyl esters. However, aircraft applications have more-stringent thermal, mechanical, and environmental performance requirements than can be provided by these systems. Epoxy resins are called for when high-level physical properties are demanded and when the application requires elevated-temperature property retention. Epoxy resins are more expensive, in terms of both material cost and processing. Their reaction rate is significantly slower because they are cured by a stepwise reaction. They also have a short pot life, which translates into a high resin scrap rate. In addition, epoxy pultrusions often exhibit poor surface quality because of a tendency for the resin to adhere to the die wall. A number of investigations have focused on making epoxy systems more processible through viscosity-modifying fillers, internal mold releases, and hybrid epoxy structures (Martin and Sumerak, 1987).
As described earlier in this chapter, interest in continuous-fiber-reinforced thermoplastic-matrix composites has
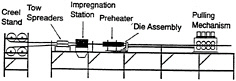
FIGURE 4-5 Composite pultrusion process. With permission from
University of Delaware Center for Composite Materials.
recently increased. For pultrusion processing, thermoplastics also offer post-forming capability, superior weatherability, cosmetic advantages, abrasion resistance (Goldsworthy and Martin, 1985), and superior heat distortion properties (Martin and Sumerak, 1987). However, thermoplastic pultrusions have not gained broad market acceptance because of the relatively high, final composite cost compared to the thermoset alternative; the high cost of raw materials for thermoplastic resins and relatively inefficient manufacturing methods are the primary cost drivers.
In thermoplastic pultrusion, the prepregs are guided into a preheater, where the material is heated to a temperature near or in excess of the melting point of the matrix. The material then enters a heated die with a significant taper that gradually shapes the material to the desired cross-section where a cooled die consolidates the newly formed composite by lowering the composite temperature below the melting point of the matrix. The cooled die is followed by a cooling-off section before the composite is clamped and pulled forward by the pulling mechanism and then cut to suitable lengths with a saw.
Virtually all work on thermoplastic pultrusion has used prepregs as raw material, including not only solvent-and melt-impregnated materials but also powder-impregnated and commingled materials. The materials that have been used include all common kinds of reinforcements (glass, carbon, and aramid) and matrices such as polypropylene, polyetherimide, polyetheretherketone, and many others. Processing problems stem largely from the difficulties of dealing with stiff prepregs and the very high viscosities of thermoplastic resins (1,000,000 cp, compared with 500–1000 cp for the thermoset resins used in pultrusion) (Wilson et al., 1989).
Advanced Tow Placement for Thermosets
Automated tow placement using thermosetting materials was pioneered by Hercules in the early 1980s. The process features strict control of ply orientation and thickness with complex geometries required for wing skins. Ply thickness in a part with tapering or changing cross-sections is maintained by incrementally narrowing or widening the band of material as it is laid down through addition or deletion of individual tows1 of material.
Automated tow placement combines the best features of filament winding, automated tape laying, and multiaxis robotics. Thermoset structures fabricated using this technology achieve properties similar to structures fabricated with prepreg tape. The technology is applicable to a wide product range and has actually been demonstrated on the aft fuselage of the V-22 Osprey, a project that demonstrated the cost benefit of the process—61 percent compared with hand laid-up fabric.
The thermoset tow-placement process typically requires autoclave curing. In thick sections, multiple debulking steps or incremental cures may be required to achieve high quality (e.g., low void content, low-layer waviness). These features of the thermoset process, along with the high cost of processing equipment, contribute significantly to the cost of the structure.
In-Situ Consolidation of Thermoplastics
Automated thermoplastic tow placement is an emerging nonautoclave process with potential for economically fabricating large structures. Unlike thermosetting polymers, which undergo irreversible crosslinking during processing, thermoplastics are simply melted and fused when processed. Thermoplastic composites can be processed at very high throughput by heating locally to the required process temperature and applying local consolidation pressure. With on-line consolidation occurring in thousandths of a second, the technical risk with thermoplastic tow placement is associated primarily with the ability to deliver and control the necessary heat and compaction pressure at the delivery point. Controllable heat sources and compaction methods are required that allow throughput rates which achieve process cost-effectiveness. Further breakthroughs in real-time inspection are key to affordability by minimizing post-NDE inspection.
Electron-Beam Curing
Electron-beam (e-beam) curing is an emerging manufacturing technology that offers high potential as a low-cost, nonautoclave process for cure of large composite structure. The advantages of electromagnetic processing to cure polymer-matrix composites include the following (Goodman et al., 1996):
-
Reduced curing times. Although products are cured individually with e-beam rather than in batches as with autoclave processing, the production time is expected to be reduced.
-
Continuous operation. Components can be further processed as soon as they are fabricated, providing simplified production scheduling and inventory control.
-
Improved resin stability. Electron-curable resins do not have to be stored at low temperature because they are less reactive at room temperature than formulations designed for thermal curing.
-
Increased design flexibility through process control. Because radiation can be controlled, materials with
-
different thermal curing cycles can be combined in a single product.
While e-beam cure offers great benefits, few fundamental studies have been conducted to understand how the process and the resulting microstructure affects the long-term performance of these materials. Consolidation is needed to remove voids and is difficult in this nonautoclave process. Little is understood about the radiation chemistry of candidate matrix composites. New materials and process development to fully exploit the potential of this technology is required for applications in the next generation of civil aircraft.
SUMMARY
The application of polymeric composites has been an evolutionary process, with increased use as materials and processing technology matured and program needs dictated their use. The factors currently driving new materials applications on commercial aircraft will place added emphasis on design simplification, low-cost processing, and durability and maintainability. The committee believes that continuing developments in toughened thermosetting polymer and high-performance thermoplastics that are compatible with innovative processes are the materials advances that will contribute to these goals. The materials optimization efforts will take a balanced approach that considers both small-scale (including most impact threats) and large-scale (including penetrations and severed elements) damage in establishing performance criteria.
While the development of composites for aerospace applications has traditionally been driven by performance, cost has assumed increasing importance during the past several years. Thus, a primary criterion in the development of manufacturing processes for the next generation of commercial transports has been the potential for low-cost production of components. The committee believes that the trend to develop low-cost production processes such as resin transfer molding, resin film infusion, diaphragm forming, pultrusion, advanced tow placement, and nonautoclave processing will be continued for the foreseeable future.









