
6
Opportunities for D&D Cost Reduction
Although developing a cost estimate for the D&D of the U.S. GDPs is beyond the scope and resources of the committee's study, the committee has identified cost reduction opportunities. In this process, the committee assessed alternative D&D technologies (Chapter 3), reviewed the Ebasco and TLG cost estimates (Chapter 4), and analyzed the planning, management approach, and contracting methods (Chapter 5) for the D&D of the GDPs. This effort, combined with an analysis of the costs and lessons learned about D&D by BNFL from its experience with the Capenhurst GDP in the United Kingdom and several U.S. nuclear power plants and other uranium fuel cycle facilities, helped to identify a number of cost reduction opportunities (BNFL, 1994; Crimi, 1987,, 1992; Kingsley, 1994). Although detailed studies will be required to quantify the cost savings, the committee's judgment is that a total D&D cost reduction of at least 50 percent relative to the $16.1 billion cost estimate prepared by Ebasco (DOE, 1991a) is a reasonable expectation. The magnitude of this estimated cost reduction is based largely on engineering judgment and is subject to considerable uncertainty; nevertheless, an $8 billion cost appears to be very conservative relative to the $1.11 billion to $2.03 billion that results from scaling the actual costs of the essentially completed D&D of the Capenhurst plant to cover all three U.S. GDPs (Chapter 4).1
To better compare potential cost reductions relative to the Ebasco estimate, the principal cost reduction opportunities the committee identified were grouped according to the four cost categories used by Ebasco, plus a fifth, "cost estimate assumptions:"
- program integration;
- radioactive and hazardous waste management;
- D&D;
- support facilities; and
- cost estimate assumptions.
The cost reduction opportunities associated with each category are summarized in Table 6-1 and discussed in the sections that follow.
Program Integration
Ebasco defined program integration as including management, permitting, engineering, operations staff, health and safety, industrial safety, quality assurance and control, procurement, waste management, and analytical services. Ebasco estimated these costs at $2.57 billion for the three-plant complex, or 21.6 percent of total D&D cost before adding contractor markups, construction management fees, and the operations contractor effort (DOE, 1991a). Many of these program integration costs are for oversight functions only. There are substantial additional costs included in the estimate for monitoring health and safety, quality assurance and control, and waste management in the field. After adding markups and fees, the total cost of management, administration, and professional staff accounts for approximately 50 percent of the total Ebasco D&D cost estimate of $16.1 billion. The committee believes that adopting a more cost-effective D&D project management approach offers a major opportunity to reduce D&D costs.
Management Approach
The Ebasco cost estimate assumed that the site M&O contracting approach would be used for the D&D project. Engineering would be performed by the site architect-engineer, and construction would be managed by the site construction contractor. This approach results in significant overlap and duplication of management functions. For example, project integration occurs at three places in the organization: the contractor executing the work, the project integration contractor, and DOE.
An independent study of environmental restoration and waste management projects (Independent Project Analysis, 1993) found that DOE projects have characteristically experienced substantially higher costs, higher cost overruns, and longer schedules than those managed by other government agencies and the private sector. They cited "high project management costs and project system practices" as major contributors to these higher costs. One of their principal findings was the following:
DOE employs both Management and Operating (M&O) contractors and on-site Architectural and Engineering (A&E) firms. The resulting total project management costs are more than double the amount spent by other government agencies, and nearly four times the amount spent by the private sector. This figure excludes DOE personnel and unrelated infrastructure cost components.
An Alternative Management Approach
The committee believes that substantial cost savings can be realized by abandoning the M&O approach and hiring an independent DOC (Decommissioning Operations Contractor) to manage the D&D effort. With such an approach, the existing M&O staff currently associated with D&D planning and execution would either be hired by the DOC (at the DOC's discretion),
TABLE 6-1 Cost Reduction Opportunities
|
Cost Category |
Current Approach |
Recommended Approach |
|
Program integration |
|
|
|
Management/contracting approach |
M&O contractor serves as program integrator, supported by site architect-engineer and constructor, resulting in excessively large staff, multiple layers of management, and overlapping responsibilities. |
Select a Decommissioning Operating Contractor (DOC) through competitive bidding, with total responsibility for project execution. Have the DOC report directly to the DOE. Fixed price contracts, with incentives for cost and schedule reductions, should be used where possible. |
|
D&D planning |
A detailed D&D plan, which is essential to establish the technical, cost, and schedule baseline, does not exist. |
An independent contractor, qualified by successful D&D projects experience and selected through competitive bidding, should prepare the D&D plan. Tradeoff studies should be performed to determine the most cost-effective D&D technologies and optimal approach. |
|
Radioactive and hazardous waste management |
|
|
|
Material disposition |
Virtually all recovered materials are considered waste and ultimately are sent to a low-level waste repository or burial ground. |
Work with DOE and regulatory authorities to set free-release standards quickly and permit recycling of recovered metals (within the DOE complex or for sale to the commercial market) where economically feasible. |
|
Waste containers |
Standard waste containers are used. |
Optimize the shape and size of waste disposal containers. |
|
D&D |
|
|
|
Automation and robotics |
Automation and robotics are minimally used. |
Where cost effective, maximize the use of automation and robotics for repetitive operations, such as characterization, disassembly, decontamination, certification, and waste packaging. |
|
Technology demonstration |
Demonstration of D&D technologies is proceeding slowly, with limited funding. Timely information to support planning effort is not available. |
Support maximal use of commercial technology and appropriate limited demonstration of existing technology. Increase funding and accelerate completion of demonstration testing to support D&D planning and technology selection. |
TABLE 6-1 Cost Reduction Opportunities (continued)
|
Cost Category |
Current Approach |
Recommended Approach |
|
Safeguards and security |
Current safeguards and security site practices and procedures for the operating facilities are assumed. |
Remove high-assay uranium deposits as soon as possible. Simplify approach to safeguards and security to reduce adverse impact on worker productivity and achieve lower labor cost. |
|
Surveillance and maintenance |
Very large surveillance and maintenance costs are assumed to continue over the life of D&D operations. |
Eliminate nonessential activities. Consider outsourcing this activity to reduce costs. |
|
Sampling/assaying |
An ultraconservative approach (many samples and measurements) is used for sampling and assaying. |
Take a statistical approach to reduce the sampling and assaying effort. |
|
Support facilities |
|
|
|
Decontamination facilities |
It is assumed that expensive, labor-intensive high-assay and low-assay decontamination facilities, using gaseous decontamination, will be constructed in new buildings. |
Remove the bulk of the uranium deposits in situ and eliminate the high-assay decontamination facility. Use aqueous rather than gaseous decontamination in the low-assay decontamination facility. Use existing buildings. |
|
New office building |
The assumed very large staff required construction of a new office building at Oak Ridge and large building refurbishment costs at Paducah and Portsmouth. |
Use existing buildings (adequate for the much smaller staff of the committee's proposed alternative management approach). |
|
Cost estimate assumptions |
|
|
|
Site practices and procedures |
The cost estimate is based largely on existing site practices and procedures (i.e., those applicable to an operating facility). |
Identify opportunities for less stringent practices appropriate for D&D, assuming special nuclear material will be removed from the cascade early in the program and equipment will not be refurbished and reused. Review the approach to criticality prevention. |
|
Use of historical data |
The current cost estimate reflects past operations and maintenance experience with regard to person hours needed to disassemble and decontaminate equipment. It does not reflect the fact that D&D is a demolition job, not a construction or maintenance operation. |
Reduce person hours, inasmuch as close-tolerance, maintenance-related operations will not be necessary during demolition. Reflect the large productivity improvement from the learning curve associated with repetitive operations. |
would be transferred to the environmental remediation effort, or would be terminated. To provide surveillance and maintenance, maintain infrastructure, and provide other services, a greatly reduced M&O may be needed or these functions could be carried out by the DOC. The cost reduction would result from hiring a DOC with a proven record for cost-effectively managing a large D&D operation as a project and not being wedded to past practices and procedures. (Ideally, one contractor would be selected for both D&D and environmental restoration.) The DOC management concept was used successfully to manage the Shippingport and Fort Saint Vrain nuclear power plant decommissioning projects (Crimi, 1987). Compared with the M&O approach, the DOC organizational structure significantly reduces the management layers and large "rollup" of fees associated with using an M&O contractor. The owner's management staffs on the two aforementioned projects were relatively small, and the plant operating staffs provided selected support services needed for D&D operations to the DOC.
The DOC should be selected through open competition based on demonstrated qualifications in successfully managing other D&D projects of comparable complexity and on its management commitment and proposed technical approach to cost, schedule, and quality control. This is different from M&O contractor selection, which is based on the capability to manage site operations rather than major D&D projects. The DOC should have total responsibility and accountability for executing the work and should report directly to DOE. A performance-based contract should be negotiated that offers strong financial incentives to the DOC and its subcontractors and vendors to complete the project within mutually agreed-upon costs and schedule. The DOC could perform certain tasks with its own forces and could subcontract other tasks to outside contractors. The DOC, with no other operating responsibilities, would be focused on a single goal and would be selected based on experience in managing subcontractors under stringent cost and schedule controls. The DOC would have much more freedom to select the most qualified personnel and tightly control the size of its management staff. The DOC might be assigned responsibility for site services related to D&D, such as security and surveillance and maintenance. Fixed-price subcontracts should be used to the extent possible, especially for those activities for which the scope of work can be relatively well defined.
The TLG cost estimate was based on using a DOC, but the size of the postulated DOC organization appears very large relative to the size of the craft labor force performing the work (Guasco, 1994). For example, for the Oak Ridge GDP, the "management staff level" assumed during D&D operations was 1,430 people, compared with the estimated craft labor peak of 4,307 people.2 There are 30 area superintendents in the K-33 building alone. This appears to the committee to be a very high management-staff level for a demolition-type project as compared with the construction of a nuclear facility where there are exacting construction and material standards and stringent quality control and quality assurance requirements to ensure that the plant will achieve its operating performance requirements.
The total number of Oak Ridge GDP staff assumed in the TLG estimate includes 48 health physicists and 434 radiation control technicians. This large oversight group reflects TLG's estimate that to remove a converter from the cascade will require from 75.6 hours (for type 0 converters) to 89.9 hours (for the type 000 converters). Removal of all 5,122 converters in the proposed 7-year schedule would require 33 crews operating in parallel to complete the work. The committee's analysis indicates that in a demolition environment, where an entire building will be decontaminated and decommissioned, a converter could be removed in approximately 8 hours once the permitting and procedures are in place, thereby reducing the number of crews by a factor of 10. Substantial reductions in removal time are likely to be achieved for other plant components as well.
The Capenhurst experience demonstrated how a major D&D project can be executed with a relatively small health physics staff. Considering the repetitive nature of the work, it appears to the committee that once a substantial D&D experience base is in place and the procedures for contamination control and worker exposure have been demonstrated successfully, the health physics and radiation control staffs could be reduced substantially. This would further reduce staffing requirements. While there appear to be opportunities for health physics staff reductions, worker protection strategies would require coordination with OSHA.
Contracting Strategy
The contracting strategy selected for the DOC and its subcontractors should incorporate the most efficient contracting methods permitted by federal law and DOE orders. The strategy should address the type, size, and length of the contracts, degree of risk-sharing between the government and the contractors, and the amount of DOE oversight to be applied. The contracts should provide incentives to the DOC and its subcontractors to maximize quality on-time performance at minimum cost. The contracting strategy should explicitly define the roles of DOE, on-site contractors such as the M&O contractor, and other subcontractors.
Planning
The committee feels strongly that the D&D plan should be prepared by an independent contractor that has a good experience base in planning D&D efforts and submits the most attractive preliminary plan (or approach) in its proposal. An independent contractor will not be inhibited by past practices at the GDP sites and should bring innovative approaches to the planning process. The M&O contractor tends to be influenced by past site practices associated with requirements for an operating facility. DOE should provide broad criteria to the independent contractor to guide the planning, but should allow the contractor maximum flexibility to challenge existing practices and introduce innovative approaches to reduce cost. The M&O contractor would support the planning contractor by conducting technology demonstrations, providing information on plant systems and status of the facilities, and continuing surveillance and maintenance until the start of D&D. At the conclusion of the planning effort, the DOC would be selected through competitive bidding as described above. The planning contractor, as well as the M&O contractor, should be permitted to compete for the contract to perform D&D.
Contracting Cost
Another area of potential for cost reduction is the fees for the management contractors. The Ebasco cost estimate includes a management fee of 5 percent for the M&O contractor, a construction management fee of 5 percent, and an additional cost of 25 percent for program integration (see tables 4-4 and J-3; DOE, 1991a). As discussed in Chapter 4 and Appendix J, the management structure proposed for the D&D project results in rollup of these fees through successive management layers, resulting in a 42 percent increase over the already fully burdened (direct + indirect) costs. A simplified contracting approach, using a DOC, should reduce the total cost of these rollups. The principal cost savings would result from reducing the 25 percent cost of program integration by reducing the amount of management oversight.
Radioactive And Hazardous Waste Management
Over 700,000 tons of nickel, steel, copper, and other potentially valuable metals will result from D&D operations (DOE, 1993b). The cost of disposing of these metals as low-level radioactive waste, as well as the large quantities of concrete, hazardous wastes, and some mixed waste, was estimated by Ebasco and TLG to be $1.0 billion and $1.5 billion, respectively (DOE, 1991a, b; see Appendix J). The two most important opportunities for reducing waste management costs are reducing the quantity of wastes to be disposed and designing the waste management approach to minimize the total cost of waste certification, packaging, transportation, and disposal.
Reducing Waste Quantity
The principal means of reducing the quantity of waste requiring disposal is to decontaminate radioactive materials, primarily metals, to a level sufficiently low to permit their direct sale to the commercial market. There are precedents for large-scale recycling of decontaminated materials. The D&D of the Capenhurst GDP in the United Kingdom, for example, resulted in 161,770 metric tons (178,000 tons) of waste materials (Clements, 1994a). Excluding concrete, 100 percent of this material was contaminated. Following decontamination, over 99 percent of the metal was recycled, the majority of which was sold on the commercial market, thereby greatly reducing the quantity of waste and its disposal cost and generating revenues that partially offset D&D costs. Some of the metals that could not be decontaminated economically with gaseous and aqueous methods were successfully decontaminated to free-release standards by melting and subsequently sold.3 Over 99 percent of the concrete was uncontaminated and was given to commercial contractors at no cost for use in road building and other construction projects, thereby avoiding the substantial costs for its transportation and disposal.
The vast majority of equipment and materials in the U.S. GDPs are surface-contaminated only. Criteria governing release of surface-contaminated radioactive materials for unrestricted
use are promulgated in Regulatory Guide 1.86, issued by the Nuclear Regulatory Commission and adopted by DOE in DOE Order 5400.5. However, DOE has often taken the very conservative position that previously contaminated material cannot be released into general commerce, even if the material has been decontaminated sufficiently to merit the criteria adopted in DOE 5400.5. This position increases the volume of waste requiring disposal substantially, because almost nothing is released. New criteria and DOE orders are being developed that will permit both surface- and volume-contaminated materials to be recycled, provided they meet the requirements for free-release. A DOE commitment to permit such release once the new criteria have been approved is essential.
Waste disposal costs can be cut further by an aggressive waste minimization program reducing the quantity of miscellaneous wastes created during D&D, such as contaminated clothing, tools, chemicals, and supplies. D&D experience has demonstrated that the quantity of such materials can be reduced substantially if there is a strong management commitment to waste minimization from the outset and strict enforcement of waste minimization procedures and practices project-wide during D&D execution.
Waste Disposal Site and Unit Disposal Cost
The location(s) of the site(s) that will accept waste from the three GDPs and the unit costs of such disposal are uncertain. Wastes could be stored on site at each of three enrichment plants or shipped to remote locations such as the Nevada Test Site or the Hanford Site. Estimates of waste disposal unit costs range from $8/ft3 at the Nevada Test Site (assumed in the TLG cost estimate) to $300/ft3 and higher at new commercial disposal sites (DOE, 1991b). Quapp (1995) indicates costs at the Nevada Test Site as of July 1995 to be $17/ft3 and recommends using a figure of $30/ft3 for planning, in anticipation of increases. Selecting disposal sites and negotiating unit disposal prices may prove difficult and lengthy because of political and institutional sensitivities. The unit cost of waste transportation and disposal can vary appreciably with disposal site characteristics and location. Unit disposal cost, in turn, affects the economic feasibility of recycling materials, compared with direct burial, and may determine the preferred D&D technologies as well. The waste disposal siting issue should be resolved as soon as possible to support D&D planning.
Waste Packaging, Transport, and Disposal
Waste packaging costs in the Ebasco estimate are overestimated because waste container pricing (for boxes and 55-gallon drums) does not reflect the substantial quantity discounts that will be realized when purchasing the very large number of containers needed. D&D planners, working closely with prospective commercial container and transportation equipment suppliers, need to perform cost tradeoff studies to determine the optimal type and size of containers. Using the maritime–truck–rail reusable containers that are available for intermodal transportation should be considered. Container selection should be integrated with the optimization of the entire waste management process; that is, waste certification, packaging, transportation, and disposal.
The Ebasco cost estimate assumes that approximately one-third of the Paducah and Portsmouth wastes will be transported to the Oak Ridge Decontamination Facility for processing and returned after processing to the originating sites for final disposal. Providing on-site
processing capability at Portsmouth and Paducah for all waste generated on those sites would reduce waste transport costs between sites and potentially reduce total waste management costs by about $66 million. 4 The cost, however, of designing, constructing, and operating new waste processing facilities at Paducah and Portsmouth may offset the savings in waste transport costs. A tradeoff study should be conducted to determine the most cost-effective alternative.
The Ebasco estimate assumes two waste disposal facilities at each GDP site, one for Class I low-level radioactive wastes and hazardous waste covered under RCRA (Resource Conservation and Recovery Act) and the other for Class III low-level radioactive wastes. Class I waste is defined as waste that would not result in an off-site dose to the public of more than 10 mrem/yr. Class III waste is defined as waste that would not result in an off-site dose to the public of more than 100 mrem/yr. Using a single multipurpose disposal facility may decrease disposal costs through economies of scale and avoid the siting, construction, and operation of three additional facilities (one per site). Using a conservative estimate, assuming a 25 percent reduction in disposal cost, savings in total waste management costs would be about $105 million.5 However, the additional complexity of licensing multipurpose facilities may extend the licensing schedule.
Contracting waste packaging and transportation functions to commercial vendors through competitive procurement should reduce costs. The preferred approach would be to include direct responsibility for planning, operations, and management in the vendor's scope. Because waste management costs are based primarily on the purchase of goods and services and are independent of D&D operations, a much lower indirect cost should be assessed (instead of 51 percent, a 10 to 20 percent add-on would be appropriate).
Risk That Waste Management Costs May Be Higher
Total waste management costs could be significantly higher if recovered metals are not recycled. In that case, unit disposal costs are likely to be significantly higher than assumed in the current estimates. Commercial low-level radioactive waste disposal costs have increased markedly in recent years. If wastes arising from the D&D of the GDPs are not recycled because of regulatory constraints or public opposition, the quantity of material requiring disposal will be very large, so that any increase in unit disposal cost will have a major impact on total D&D cost. The risk posed by increasing disposal costs can be reduced substantially by volume reduction, waste minimization, and reuse of decontaminated materials within DOE or by sale to the commercial market if it proves a feasible alternative. Commercial sale is preferred because it would provide revenues to partially offset D&D costs.
|
4 |
Savings from avoided transportation from Paducah and Portsmouth to Oak Ridge (assuming local transportation is $0.53/ft3) would be about $66 million. This is calculated by taking values from tables J-13 and J-14 (2.43 million ft3 ($12.17/ft3 - $0.53/ft3) + 3.04 million ft3 [$13.09/ft3 - $0.53/ft3]). |
|
5 |
Disposal facility costs for Oak Ridge, Paducah, and Portsmouth for Class I and III wastes is about $105.4 million. See Table J-15 for the following in millions of dollars: ($100.4 + $66.6) + ($67 + $45.3) + ($85.9 + $56.6) = $421.8. Then, 0.25 × $421.8 million = $105.5 million. |
Hazardous Waste Disposal Costs
As discussed in Chapter 3, there are opportunities to reduce the cost of disposing of hazardous waste. Manual removal of the gaskets contaminated with PCBs from the heating, ventilation, and air conditioning system ductwork is a particularly labor-intensive, expensive operation. Cutting the ductwork into segments and smelting the segments to destroy the PCBs is a possibility. While melt refining is an energy-intensive process, it may be significantly less expensive than manual cleaning of the ductwork followed by treatment and disposal.
The current approach for removing asbestos requires leak proof packaging, the usual practice being double bagging prior to burial (40 CFR 60.150). However, the asbestos contained in the large quantity of transite siding is largely nonfriable. Careful removal to avoid damage and exposure of frayed surfaces, possibly eliminating the need for double bagging, may be a much less costly approach without posing any significant increase in risk. Exploration of this alternative with regulatory authorities, the workers, and the public could produce significant cost savings. It also seems advantageous to explore approaches to convert asbestos to a nonhazardous waste form, and reduce its volume, to achieve savings in disposal costs.
Decontamination And Decommissioning
Technology
Decontamination Process
The committee believes that important parts of the decontamination technology adopted in the Ebasco study were unnecessarily complex and expensive. The decontamination process assumed in the Ebasco estimate depends predominately on gaseous ClF3 (chlorine trifluoride) treatment. At Paducah and Portsmouth, the bulk of the uranium deposits would be removed in situ by circulating ClF3 through the cascades before plant shutdown. The final decontamination would occur in two very large facilities, the high- and low-assay decontamination facilities (see Chapter 4). One stage at a time would be removed and treated with ClF3. Equipment would then be cut up and exposed to high-pressure water spray if there were any residual contamination. Experience with removal of uranium deposits from the high-enrichment section of the Portsmouth GDP also indicates that ClF3 treatment is expensive, although its use for uranium removal during an organized shutdown of the operating plants at Paducah and Portsmouth may be considerably less costly (see Chapter 3).
Based on the experience with the D&D of the Capenhurst enrichment plant, and the CIP/CUP (Cascade Improvement Program and Cascade Upgrading Program) at the three U.S. GDPs, the committee recommends the use of a quite different decontamination technology; namely, aqueous decontamination. Bulk uranium deposits in the nonoperating Oak Ridge cascade should be removed during the Deposit Removal Program supported under the D&D Fund. USEC is responsible for removing solid deposits that represent a criticality risk at Paducah and Portsmouth before returning the facilities to DOE. It is likely that ClF3 treatment will be used during final clean out during plant shutdown. Equipment containing deposits of sufficiently high enrichment, quantities, and unfavorable geometry (e.g., chunks) would be disassembled and
mechanically cleaned under dry conditions. The efficacy of the low-temperature, long-term gaseous ClF3 treatment would also be determined as part of this program; however, this treatment will probably not remove sufficient uranium deposits from equipment in the closed Oak Ridge plant. Consequently, mechanical removal is the most likely approach for the deposits representing a criticality risk. The cleaned segments from those stages, and the disassembled segments from the remaining stages that did not contain significant quantities of uranium but which had visible surface contamination, would be passed through an aqueous spray booth decontamination system. Components not showing any visible contamination, as well as those components previously cleaned mechanically and by spray booth operations, would be finally decontaminated to free-release levels in a series of washing tanks containing aqueous decontamination solutions and rinses. The capital and operating costs for aqueous decontamination processes should be much less than those for the Ebasco plan. Furthermore, the Capenhurst and CIP/CUP experiences provide assurance that the aqueous decontamination approach will be successful.
Melting of Difficult-to-Decontaminate Components
Components with complex shapes that are difficult to decontaminate with conventional methods may be amenable to decontamination by melt refining (Chapter 3). Melt refining was used successfully by BNFL at Capenhurst beginning in December 1994 to decontaminate aluminum and steel. The company also plans to melt refine nickel and other metals recovered from D&D, with most of the recovered metals sold to the commercial market (Clements, 1994b).
Decontaminated metal from the U.S. GDPs will be either buried or recycled. Recycling, either within the DOE complex (for storage or shipping containers for fuel or waste) or to the commercial market, would avoid disposal costs and the use of virgin ores. Commercial sale would also generate revenues, particularly in the case of nickel, which has a market value of approximately $5,000 to $10,000 per ton. 6
The cost of decontaminating metals for recycling has been estimated to range from $1,000 to $3,000 per ton (Cohen, 1994). Cohen assumed a burial cost of $7.05/ft3 at the Nevada Test Site, but the total disposal cost, including the 2,000 mile cost of transportation to the disposal site, was near $75/ft3. Applying Cohen's cost of $375/ton for material cutting and packaging, and assuming a compacted waste density of 100 lb/ft3, would result in a total waste management cost for burial of $1,875/ton, which is within the $1,000 to $3,000 range estimated by Cohen. Figure 6-1 shows the break-even scrap metal recycling value as a function of disposal cost (including transportation to the disposal site), material compaction density, and type of metal. A density of 100 lb/ft3 represents a material with limited compaction, whereas a density of 500 lb/ft3 represents metal after melting. Assuming that nickel scrap is worth $5,000/ton and that Cohen's estimate of recycling costs of $1,000 to $3,000 per ton is correct, Figure 6-1 shows that, because of the high value of nickel scrap, its recycling is economically feasible even if the disposal cost is zero. On the other hand, recycling of steel, assuming a scrap value of only $100
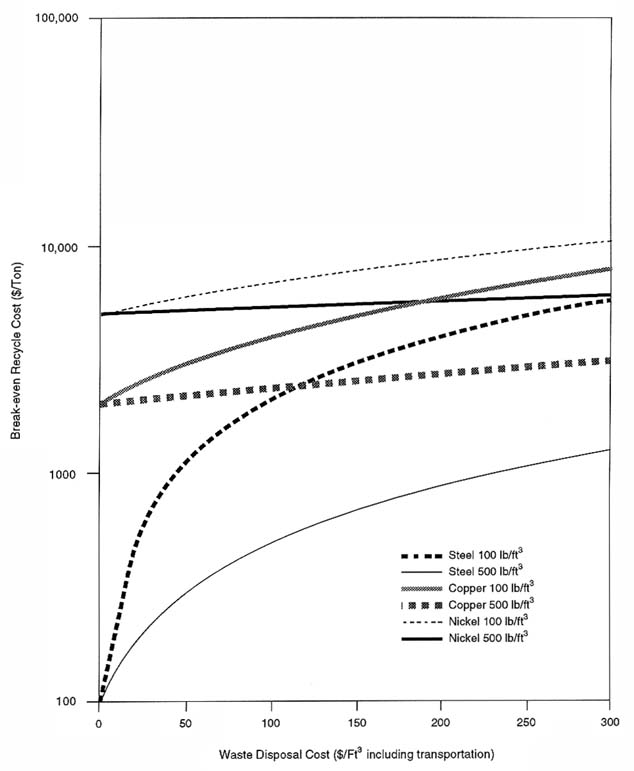
per ton, is not economically feasible except for relatively low-density material, given the high disposal costs. Assuming a scrap value of $2,000 per ton for copper, its break-even value falls within the $1,000 to $3,000 per ton burial cost estimated by Cohen, assuming a density of 500 lb/ft3 (metallic ingots). Lower compaction densities and high disposal costs would clearly favor copper recycling rather than land burial.
Automation and Robotics
The large number of components of similar design, the extensive material-handling of heavy equipment required, the large areas of concrete on building floors to be characterized and decontaminated, the repetitive operations during disassembly and decontamination, and the desire to minimize worker radiation dose all provide strong incentives to substitute machines for manual labor in executing D&D operations (Chapter 3). BNFL reports that such automated techniques were applied successfully in the D&D of the Capenhurst plant; commercially available robotics technology was modified as appropriate to meet the special requirements of each D&D operation.
Ebasco assumed the initial decontamination would include, in addition to gaseous decontamination, mechanical cleaning to remove residual uranium salts and other contaminants from the inside surfaces of the cascade components. Well-developed robotic techniques should be deployed for such deposit removal, monitoring, and disassembly. This strategy would significantly reduce the number of person hours required and much of the cost of health and safety monitoring. Use of robotic devices to dismantle contaminated ductwork, segment piping, tanks, and other components and to strip asbestos from piping and lead-based paint from structural steel may also significantly reduce decontamination costs. Although it seems to the committee that these operations might realize significant cost savings from the applications of robotics and automation, the cost reduction is uncertain, and tradeoff studies are required to confirm the economic feasibility of the various proposed activities.
Certain surveillance and maintenance activities may benefit from the use of mobile robot systems for routine, repetitive operations. Mobile robots are currently used very effectively in industrial applications such as security patrols and warehouse inventory.
The degree to which robotics and automation are factored into the current D&D cost estimates is uncertain. Economic tradeoff studies should be conducted during D&D planning to identify those applications of robotics and automation that are cost effective and/or reduce the risks to worker health and safety. Processes and techniques should be developed and refined manually before automating.
Building Decontamination and Removal
As discussed in Chapter 4, the estimated unit cost to decontaminate the large process buildings ranges from $15.06/ft2 (Ebasco) to $48.57/ft 2 (TLG). These costs are based on decontaminating the building superstructure surfaces manually using hand-held shot blasting equipment or equivalent processes, while the superstructure is still standing. This is a very expensive process. A more cost-effective approach may be to remove and dispose of the building roofs and outer transite wall surfaces, decontaminate the concrete floors using decontamination
solutions and/or mechanical (e.g, scabbling) methods, and then disassemble the building superstructure I-beam by I-beam, passing those beams through an automated decontamination unit that would remove any contamination and paint using shot-blasting or equivalent processes.
There are tradeoffs between the costs of dismantling the structure piecemeal or by explosively razing the structure, and between the costs of decontaminating the beams manually in-place or by using an automated decontamination station. A study should be performed to evaluate the relative costs and health and safety risks of the feasible alternatives for building decontamination. If building characterization data are insufficient, limited characterization should be performed to permit assessment of the relative cost and health and safety implications of each alternative.
Use of Historical Maintenance Cost Data
There is an extensive experience base on the person hours and costs to maintain and refurbish GDP process equipment. Converters and compressors, for example, are routinely removed from the enrichment cascades at Portsmouth and Paducah to make repairs and are then reinstalled. Labor productivity data for these operations were also obtained during the CIP/CUP. These experiences with removal of GDP equipment are available to guide estimates of the elapsed times and person-hour requirements for these same operations during D&D (Donohoo, 1994). The past efforts focused on removal for repair and replacement in an operating plant and included a number of activities that are not necessary when removing this equipment during D&D of the plant. Table 6-2 compares the activities performed during an operational removal of a large converter with the activities postulated to be required for a removal during D&D. In the following paragraphs, each of these listed activities is discussed, along with the rationale for the postulated number of person hours and time duration appropriate for each activity in removing a converter during D&D.
The person hours postulated in the Ebasco and TLG estimates for converter removal are also shown in Table 6-2, for two sizes of converters. A six-person crew is postulated for converter removal operations. The Ebasco estimates are from 21 percent to 77 percent greater than actual experience from maintenance operations. The TLG estimates are 3.9 to 4.7 times greater than actual experience. Clearly, both estimates are significantly larger than the person hours derived from operational experience and inflate the overall cost estimate. The large difference for the TLG estimates arises, at least in part, to the assumed welding of caps over all openings and decontamination of exterior converter surfaces to allow shipment through the public domain. However, the TLG estimate would exceed the Ebasco estimate and the operational data significantly, even after eliminating those activities. These comparisons illustrate the importance of developing unit cost factors, using the best available information, to ensure that all of the postulated activities are necessary and appropriate for a D&D operation.
The individual activities and corresponding estimated person hours can be analyzed as discussed below.
Preparation of Work Permits. Neither preparation of work permits by the operations organization nor preparation of the plant to allow the work will be needed because the plant is
TABLE 6-2 Person Hours and Duration for Converter Removal During Operations and During Decontamination and Decommissioning (in hours)
|
|
Operational Removal |
Postulated D&D Removal |
||
|
Activity |
Labor |
Duration |
Labor |
Duration |
|
Operations preparation for work, issue work permits |
28 |
14 |
__a |
__a |
|
Health physics pre-job survey/job site set-up |
4 |
2 |
3 |
0.5 |
|
Pre-job chemical cleaning |
4 |
1 |
NAb |
NAb |
|
Health physics resurvey, issue radiation work permit |
2 |
1 |
3 |
0.5 |
|
Asbestos removal |
8 |
6 |
0 |
0 |
|
Maintenance setup time |
50 |
8 |
6 |
1 |
|
Severing connections |
50 |
8 |
6 |
1 |
|
Lift and transport unit |
25 |
4 |
12 |
4 |
|
Clean job site |
25 |
4 |
6 |
1 |
|
Totals |
192 |
48 |
36 |
8 |
|
Ebasco estimate |
|
|
|
|
|
Small converter |
|
|
232 |
|
|
Large converter |
|
|
340 |
|
|
TLG Estimate |
|
|
|
|
|
Small converter |
|
|
756 |
|
|
Large converter |
|
|
899 |
|
|
a Negligible time required. See discussion on preparation of work permit in this chapter. b Not available. SOURCE: Donohoo (1994) for converter removal during GDP operations. Postulated D&D removal estimated by committee; see text for assumptions. |
||||
already in a deactivated status and a general work permit will have been established to dismantle all the equipment in the plant. Thus, this activity would be limited to reviewing the conditions specified in the general permit once per shift and would have negligible labor hours and duration.
Health Physics Pre-Job Survey, Resurvey, and Radiation Work Permit Issuance. The pre-job survey by health physics and the issuance of separate radiation work permits for each converter removal are not needed because the whole facility will have been characterized prior to beginning the removal activities. A general radiation work permit will have been issued for the removal of all process equipment, or at least to a large number of units in a given building, not just a single unit. A brief survey of an individual work site would be conducted to identify any conditions that might be outside the conditions of the general Radiation Work Permit. In addition, the Radiation Work Permit would be reviewed at the start of each shift. The duration of these activities should not exceed 1 hour, total.
Pre-Job Cleaning. The pre-job chemical cleaning by operations is not necessary because the plant has already been cleaned internally to the extent practicable as part of plant deactivation activities. Thus, this activity would have zero person hours and duration.
Asbestos Removal. Asbestos removal will not be necessary because general removal of asbestos throughout the plant will have been completed as a separate activity prior to general equipment removal. Thus, this activity would have zero person hours and duration.
Maintenance Setup Time. Installing the cutting equipment to sever connections between the converter and associated systems should require no more than about 1 hour, compared with 8 hours for setup in operational removal. The units will have been exposed by removal of the stage enclosure during insulation removal, making access much easier. Precision placement of the devices to cut the connections is not required because the removed equipment will be scrapped, not repaired and reinstalled. Thus, the duration of this activity would be only about 1 hour and would require about 6 person hours.
Severing Connections. The duration of the cutting operations themselves should be about 1 hour rather than 8 hours. A converter has three large diameter pipe connections for UF6 (uranium hexafluoride) circulation, two smaller diameter pipe connections for coolant circulation, and some instrument lines and electrical connections that must be severed before the converter can be removed from its original location to the disassembly/decontamination area. The five pipes would be cut using track-mounted plasma arc torches, and the instrument lines and electrical leads would be cut using mechanical shears. Several track-mounted torches would be clamped in place simultaneously by crew members working in parallel. Cutting the pipes using plasma arc torches is very fast, a few minutes per pipe. With a 6-person crew, it is expected that the converter connections would be severed in a period of about 1 hour, using about 6 person hours.
Lifting and Transporting Equipment. Lifting and transporting the freed converter from its normal location to the load-out dock at the building could take up to 4 hours, depending on how many transfers between interior cranes or carrier devices are necessary. However, the whole crew of 6 people would not be needed to perform this activity, and the remaining crew members could be starting the disconnection of the next unit during this time. Assuming that 3 people could handle the transporting of the converter via cranes, the duration of the activity would be about 4 hours and would require about 12 direct person hours.
Clean Job Site. The job site would be posted as a radiological control area before the work began and would remain so until final structure decontamination occurred. Thus, it should not be necessary to expend much effort on cleaning up the job site because the ongoing disassembly efforts would continue to generate localized contamination until the removal efforts were complete. Some local contamination control might be needed during the cutting operations. Based on the experience with pipe cutting during the Shippingport reactor D&D (DOE, 1994), blowers with high-efficiency particulate filters can be attached to the piping system to create a reduced pressure inside the pipes, which pulls the oxide particles and contamination inside the piping and onto the filters instead of allowing that material to be deposited around the surrounding work area. This approach was so successful at Shippingport that local contamination control envelopes and respiratory protection for workers on the cutting teams were not necessary. Installation and removal of the contamination control system would extend the duration of the cutting, could add another hour to the duration of the task, and would add about 6 person hours. When the equipment-removal efforts were complete, the decontamination of the whole building would begin, which is a separate D&D activity.
The cleanup efforts would be focused on removing residual instrument lines and electrical leads and generally picking up any miscellaneous debris remaining in the work area. This cleanup effort could be carried out in parallel with the converter transfer operations, while the converter was being transferred from its installed location to the loadout dock, and should increase the total task duration by no more than 1 hour.
Considering the potential reductions in estimated activity duration discussed above, the total elapsed time for a converter removal during D&D should take about 8 hours, compared with the 48 hours needed during operations; and the cumulative person hours should be about 36, rather than the 192 person hours required for the effort in an operational plant. Thus, the person hours and time required for a converter removal should be five times less for D&D than for operations. Even if the committee has underestimated by 50 percent so that 54 person hours are required, it is still a factor of 3 or 4 less than for operations. In either case, the estimate is considerably less than that assumed for the Ebasco and TLG estimates.
Characterization
Characterization is the collection and analysis of data to determine the type and quantity of radioactive and hazardous material contamination that are currently present in the plants and that will arise from D&D operations. The three successive stages of characterization are as follows: initial site characterization (pre-D&D), operational in-process characterization, and final site characterization. Manual characterization measurements and area surveys are very labor intensive. Automating the GDP characterization process may reduce costs. Examples of promising candidates for automated data collection and analysis include process building floors and waste certification facilities. Avoiding over characterization is also important for minimizing costs. Where possible, statistical sampling methods should be used to support sensing and measurement systems to reduce characterization costs and obtain data for pre-D&D planning and engineering.
Support Facilities
Decontamination Facilities
The Ebasco cost estimate assumes that a new high-assay decontamination facility and a new low-assay decontamination facility will be constructed at Oak Ridge. Contaminated equipment and materials from Portsmouth and Paducah would be shipped to the Oak Ridge facilities for decontamination, and new waste certification facilities would be constructed at Portsmouth and Paducah. These four facilities are assumed to require the construction of new buildings. Ebasco estimates total capital and operating cost of these facilities over their assumed 11-year period of operation at $3.47 billion, or approximately 29 percent of the total D&D cost for the three GDP sites, excluding construction management costs, M&O contractor cost, and contingency. The future cost of decommissioning these facilities, which could be substantial, is excluded.
The large capital and operating costs associated with the proposed high- and low-assay decontamination facilities merit further study to reduce costs. Lacy (1994) identified a number of potential opportunities to reduce the cost of these facilities and shorten the processing time required:
- eliminating the high-assay decontamination facility;
- simplifying the low-assay decontamination facility design;
- refurbishing existing buildings to house the low-assay decontamination facility and certification facilities; and
- determining whether a separate low-assay decontamination facility at each site would be less expensive than using a shared facility and shipping equipment and materials to Oak Ridge.
Eliminate the High-Assay Decontamination Facility
Because many of the functions performed in the high-assay decontamination facility are also performed in the low-assay decontamination facility, it may be possible to eliminate the high-assay decontamination facility. This possibility will depend on whether safeguards and security requirements can be satisfied under this scenario (see below).
Simplify the Low-Assay Decontamination Facility Design
The current low-assay decontamination facility design, which uses a "Purex canyon" concept, with such attributes as thick concrete walls, four containment barriers, air locks, and uninterruptible power supply appears over conservative. Appropriate industrial building codes for the locality should pertain. By adopting a much-simplified design, more like a low-level radioactive waste processing facility, costs could be decreased substantially. The applicable regulations need to be considered in determining the most cost-effective design concept. The gaseous decontamination process, which is expensive and time consuming, should be replaced by aqueous decontamination in the low-assay decontamination facility.
Use of Existing Buildings
The use of existing buildings for the low-assay decontamination facility and certification facilities should reduce capital costs and would avoid the additional costs of decontaminating the new buildings upon completion of the D&D. BNFL used this approach at Capenhurst, temporarily storing enrichment cascade components outdoors to provide space for size reduction and aqueous decontamination facilities. Another option is to use existing decontamination facilities for converter decontamination. However, the Portsmouth and Paducah decontamination facilities have been modified and may not have sufficient capacity to decontaminate the entire converter train. The D&D facility at the Oak Ridge GDP is no longer operational and may not be suitable for decontamination activities without extensive refurbishment. Nevertheless, this option should be examined in light of the potential capital cost savings, as well as in terms of avoiding future D&D of the proposed new facilities.
Multiple Low-Assay Decontamination Facilities versus a Single Shared Facility
The shipment of contaminated equipment and materials from Portsmouth and Paducah to the Oak Ridge GDP and the return of associated wastes are expensive and likely to foster political opposition. Providing a separate low-assay decontamination facility at each site may prove to be a less expensive alternative. Existing buildings should be used to the maximum, thereby minimizing the amount of facility decontamination at the completion of D&D.
New Administration Building
The Ebasco cost estimate includes a new 200,000 ft2 administration building at the Oak Ridge GDP, at an estimated cost of $25.4 million, to house a projected staff size of 2,000 (DOE, 1991a). The estimated median unit cost of new low-rise office buildings (Means, 1995) is $66.10/ft2, or $13.2 million for the proposed 200,000 ft2 administration building at Oak Ridge. If this assumption is made, this calculation implies that the cost of furnishing the $25.4 million administration building proposed for Oak Ridge would be $12.2 million, or approximately $6,000 per employee. Assuming there is a substantial amount of existing furniture and equipment that could be used (due to downsizing of the Oak Ridge GDP or other DOE facilities), the cost of this facility may be somewhat lower. More importantly, by using existing office space, which should be available since each GDP will be shut down before undergoing D&D, a large part of the $13.2 million cost of the new building could be saved. Some renovation of the existing buildings will be necessary, as will modernization to accommodate computer and communications systems. Streamlining the management organizational structure, thereby substantially reducing the size of the management staff, should also reduce the space required and the cost of refurbishing and furnishing the building.
Ebasco's base case assumes that existing buildings at Portsmouth and Paducah would be refurbished in lieu of constructing new administration facilities. Ebasco estimated the refurbishment cost for each building at $12.4 million (DOE, 1991a). Based on the above logic, this refurbishment cost appears high and should offer an opportunity for cost reduction, particularly considering the smaller staff likely to be needed with the use of a DOC.
Cost Estimate Assumptions
Learning Curve
Once detailed D&D planning and engineering for the Oak Ridge GDP have been completed, the cost of these activities for the Paducah and Portsmouth plants should be considerably less because this D&D effort should involve essentially the same technical approach and technology. This cost reduction due to a "learning curve" is not reflected in current cost estimates (McNeil and Clark, 1996). There will be site-specific engineering and implementation costs, but the design similarities of the three enrichment facilities should result in substantial cost savings. The Ebasco cost estimates for Portsmouth and Paducah were developed by scaling the Oak Ridge GDP estimate for differences in plant size. When plant-specific detailed cost estimates are prepared, the savings associated with related planning, engineering, and implementation should be reflected. Additional cost savings will arise, due to the learning curve, as successive sections of the plants are disassembled and decontaminated. The extent of learning will depend on the activity. In general, learning for automated and robotic activities is less than for manual activities once a successful automated process is developed.
Site Practices and Procedures
Ebasco assumed that existing site practices and procedures and surveillance and maintenance activities applicable to plant operations would apply to D&D as well. Revising plant procedures to reflect D&D rather than operations should offer opportunities for large cost reductions as discussed previously in this chapter.
Detailed procedures are necessary in the GDPs to minimize interruption of production, protect worker health and safety, and safeguard classified technology. However, once the GDPs cease operating, and if the technology is declassified, many procedures and practices can be simplified or eliminated when they do not apply to D&D operations. These changes would increase worker productivity and reduce both execution and oversight costs for monitoring compliance. While the cost savings cannot be quantified without a detailed review of existing site procedures and practices and without definition of the overall D&D process to be used, the savings should be substantial.
Safeguards, Security, and Classification
The D&D of the gaseous diffusion plants will require the handling of special nuclear material. Meeting the regulatory requirements to safeguard such material increases the D&D cost considerably. Ebasco estimated the cost of safeguards and security during D&D at $794 million (Lacy, 1994), or 5 percent of the total D&D cost. This cost could be reduced significantly if less stringent safeguards and security requirements could be applied.
The question becomes what safeguards and security are required and what incremental benefits are achieved as the effort and cost of these requirements are increased. Lacy pointed out that "the regulations associated with special nuclear material safeguards and security are generally designed to track known quantities of special nuclear material through well-defined manufacturing/processing steps. …" The ability to track such material arising from D&D
operations is much more difficult than for a typical chemical processing or manufacturing operation. An accurate material balance for enriched uranium for D&D is not feasible because the quantity of uranium in the plant initially is uncertain. Also, it will be difficult to determine how much of the deposits have actually been removed by mechanical and chemical decontamination; accurate characterization of residual uranium content on recovered material with complex shapes is difficult. The committee supports Lacy's position that the safeguards be geared to accounting for the UF6 (and/or other forms of uranium if aqueous decontamination is applied) that is recovered from the decontamination operations and to providing just enough information to meet the packaging certification and shipping requirements for radioactive waste.
The Ebasco cost estimate assumed that the technology would be declassified; therefore, no cost allowance was included for the extra effort of managing with classification issues. If the technology is not declassified by the start of decommissioning, D&D workers handling classified components will require "L" clearances. Workers handling special nuclear material will require "Q" clearances, for example, in the K-25 building and parts of the K-27 building at the Oak Ridge GDP (Quist, 1995). While this circumstance would entail extra costs for security, the security provided for operations involving special nuclear material may be sufficient without adding extra security personnel. In a classified regime, there would also be extra costs for handling classified documents and disposing of classified wastes. Foster Wheeler (which has acquired Ebasco Environmental) estimated that if the gaseous diffusion technology is not declassified, the $16.1 billion Ebasco estimate would increase by $2 billion (Snedaker, 1995a).7 While it is beyond the scope of this study to comment on national security issues, it must be noted that the cost arising from the classification of the technology (primarily the barrier technology) could be very large, and similar technology appears to be widely available throughout the world. It would seem prudent to carefully consider the risks, costs, and benefits of declassifying the barrier technology. If the technology is not totally declassified, it is important to define specifically which components or process conditions will remain classified to develop a sound D&D work plan, cost, budget, and schedule.
The greatest cost impact of safeguards and security represents a combination of increased security, more expensive D&D facilities, and reduced labor productivity. The frequency of safeguards and security monitoring can be reduced by removing special nuclear material from the cascade using cleared plant personnel prior to the start of formal D&D operations, after which, outside, uncleared contractors could be used. Lockheed-Martin Energy Systems plans to remove, by 1999, about 60 components in the high-enrichment section of the Oak Ridge cascade that are known to contain special nuclear material, thus minimizing safeguards concerns and the risk of nuclear criticality during disassembly. This strategy would allow the D&D contractor to disassemble cascade components under much less restrictive conditions and increase contractor productivity.
Several issues need to be resolved regarding safeguards, security, and classification:
- Which Nuclear Regulatory Commission regulations and DOE orders apply?
- What degree of special nuclear material accountability is required?
- What technology, if any, will remain classified?
- Can the high-assay decontamination facility be eliminated and special nuclear material requirements still be met?
Criticality Prevention
There are a variety of ways to prevent nuclear criticality during deposit removal and decontamination operations. Costs may be reduced if a different approach is taken from that assumed in the Ebasco cost estimate, which was using gaseous ClF3 for the removal of uranium deposits from the process equipment. This dry gaseous approach to uranium removal is attractive for criticality prevention. It motivates experimenting with low-temperature, long-term gaseous ClF3 treatment as part of the Deposit Removal Program, but, as mentioned previously, the committee is not optimistic that this approach will remove sufficient uranium deposits. Consequently, at Oak Ridge, deposits representing a criticality concern may have to be removed under dry conditions mechanically through scraping or criticality safe vacuum-cleaning systems.
At Paducah and Portsmouth, the USEC is responsible for removing uranium deposits that represent a criticality risk before returning the facilities to DOE, which is responsible for subsequent D&D. The removal of highly enriched uranium in the high-enrichment section at Portsmouth, which is not leased to the corporation, is the responsibility of DOE. The removal of these uranium deposits has been undertaken by DOE, but it is not funded by the D&D Fund. Hence, this section will not have critically unsafe deposits prior to D&D. The low enrichment levels at Paducah make it unlikely that uranium deposits of critical size will be present. Furthermore, at both Oak Ridge and Portsmouth, extensive sections of the enrichment cascades should contain relatively low-enriched material. These considerations suggest that the approach to criticality prevention should probably be different from plant to plant and from building to building at each of the sites. For sufficiently low enrichment levels, spray booth treatment followed by aqueous decontamination would be suitable. Criticality will be a concern at all three plant sites where aqueous treatment is used and where the 235U concentration can build up in solution. However, criticality prevention measures can be implemented for these situations.
The Ebasco cost estimate scaled up the D&D cost for the Oak Ridge GDP to calculate the D&D cost for the other two sites. Considering that, with regard to criticality, the most difficult situation to manage will be the high-enrichment cascades at Oak Ridge, it seems likely that a different approach to the other two sites can yield cost savings. Given the important cost implications of criticality avoidance, especially the choice of technology, DOE should undertake a careful review of the approach to criticality, which may differ depending on the particular equipment to be decontaminated.
Surveillance and Maintenance
The objective of the surveillance and maintenance program is to perform periodic building inspections and to correct identified deficiencies that could adversely affect the environment, jeopardize public or worker health and safety, or compromise national security through the loss of classified technology or special nuclear material (Battelle Oak Ridge Operations, 1994). Program responsibilities include identification and implementation of appropriate corrective actions for PCB, oil, roof, steam, and air leaks, safety concerns, and asbestos deterioration. Additionally, fissile storage areas, shutdown equipment, hazardous materials, and hazardous wastes must be properly controlled and maintained in a safe condition.
Annual surveillance and maintenance costs consist of three components: baseline costs, plant and allocated costs, and safe shutdown projects. These costs at the Oak Ridge GDP in fiscal year 1994 were $37.9 million, of which $21.6 million were baseline cost and most of the remainder plant and allocated support costs (Battellee Oak Ridge Operations, 1994). Allocated costs include charges for site-wide services, such as fire protection, utilities, security, and electrical. Annual baseline surveillance and maintenance costs at the Oak Ridge GDP are projected to increase until fiscal year 2000, where they remain at $47 million/yr through 2005, then rise again to $34.7 million/yr through 2014, and finally to $6.6 million/yr from 2015 to 2019 (DOE, 1993a). Many surveillance and maintenance costs are regulatory-driven and may therefore be difficult to reduce. Such allocated costs as fire protection, security, electric power, and utilities are major cost contributors. Considering that the Oak Ridge GDP is a nonoperating facility, alternatives should be explored to ascertain whether these services can be reduced.
A DOE cost review team examined 12 specific surveillance and maintenance issues at the Oak Ridge GDP site to identify potential cost reductions (DOE, 1995). The team concluded that there are numerous opportunities for cost reduction. Examples include centralizing responsibility for surveillance and maintenance, reducing the frequency of facility inspections, reducing the amount of training, downgrading the security classification of the Oak Ridge GDP, removing actively occupied facilities from the D&D program, having building inspectors correct minor problems (e.g., repair leaks), and eliminating fire protection in certain facilities.
Relative to the 1994 surveillance and maintenance cost of $37.9 million (MMES, 1994), the Ebasco D&D estimate projects an annual cost that decreases linearly with time and averages about $12.7 million for 25 years. The committee is uncertain about the basis for this cost estimate, but once hazardous materials (PCBs and asbestos) and special nuclear materials are removed and the enrichment technology is declassified, costs should decrease substantially.
Labor Agreements
The requirements of labor laws and existing site labor agreements need to be integrated with the overall contracting strategy. The Ebasco estimate used Davis-Bacon Act wages for all hourly paid workers and used mostly higher paid craftsperson labor categories as compared with the Shippingport D&D, where mostly lower paid labor was employed. This is a conservative approach that provides an upper boundary for the cost estimate. Because D&D work is very labor intensive, worker skill levels for major work activities need to be established. The cost of construction-type activities requiring higher skill levels should be estimated using Davis-Bacon
Act wage determinations. Decommissioning activities, which generally require lower skill levels, should be estimated using lower wage levels typical of Service Contract Act wages. However, the determination of what laws and practices apply to a given project will probably need to be determined on a case-by-case basis. Prior to the start of decommissioning activities, labor agreements should be negotiated with the unions. The objective of these negotiations should be to establish work rules specific to D&D activities to stabilize the work environment by minimizing jurisdictional disputes and work stoppages.
Summary, Conclusions, And Recommendations
As discussed in Chapter 4, the estimated cost for D&D of the three U.S. GDPs is high compared with experience on other D&D projects, and there are opportunities for major cost reductions. Because the direct cost for construction and operation of new facilities for D&D assumed in the cost estimates alone is on the order of $3.5 billion, the simplification of decontamination processes and use of aqueous decontamination provide a large potential opportunity for cost reduction, especially considering that the D&D cost for the Capenhurst aqueous decontamination facility in the United Kingdom was on the order of $10 million. It also seems that many fewer people could accomplish the D&D by simplifying the management and organization of the effort; reevaluating labor requirements for what, in many instances, are demolition and deconstruction activities; automating some key processes; and reassessing program integration efforts. Together, these efforts could amount to several billion dollars in cost reduction. A different approach to safeguards and security could also save hundreds of millions of dollars. Finally, because low-level radioactive waste disposal costs will probably be very high, reuse of materials could realize substantial cost savings. These major cost-reduction opportunities and other possibilities, as well as the scaleup of the Capenhurst D&D costs yielding about $2 billion for the D&D of the U.S. GDPs, give the committee optimism that major D&D cost reductions can be achieved. While the magnitude of the potential savings is uncertain, it could equal or exceed 50 percent of the current estimate of $16.1 billion. Realizing major cost reductions would require a change in the DOE management approach, with cost-effective planning and execution of the project being assigned a high priority. Every aspect of the D&D effort would have to be examined closely to identify the most cost-effective alternatives for accomplishing each task and to eliminate redundant management layers and excessive overview, while complying with essential health, safety, and environmental protection requirements.
Conclusions and recommendations about the management, and technical and institutional issues in reducing D&D costs are presented below.
Conclusions and Recommendations
Conclusions
- Based on experience with previous DOE projects, large reductions in cost are unlikely to be achieved under the management and operating contractor approach. Such experience
- demonstrates conclusively that this concept results in much higher costs compared to those of similar projects managed by other government agencies or the private sector.
- Recycling decontaminated metals (representing over 700,000 tons) to the commercial market, which could produce substantial revenues, may be a lower cost alternative than disposal of these materials as low-level radioactive waste.
- Physical removal of cascade components (converters, compressors, motors, and piping) during D&D should be much less labor intensive than during plant maintenance operations because protecting component integrity to permit reinstallation is unnecessary. Less skilled, lower cost labor appropriate for demolition work can be used.
- Surveillance and maintenance is a major cost driver. Investigating alternative approaches to eliminate unnecessary activities and perform essential activities much more efficiently should result in significant cost reductions.
- The massive scale of the D&D effort and the repetitive nature of the disassembly and decontamination activities strongly support the extensive use of automation and robotics.
- Estimated capital and operating costs of the proposed low- and high-assay decontamination facilities are extremely high because these facilities' excessive flexibility and design features are not required for the mission. The construction of a new administration building is not warranted.
- Continued security classification for selected components of the gaseous diffusion technology will be a major cost driver if cleared workers are required for D&D.
- Safeguards and security will be a major cost driver, if current practices and procedures for operating facilities are employed during D&D.
- The current cost estimate does not appear to reflect the substantial cost savings typically achieved as a result of a learning curve.
- The approach to criticality prevention has important cost implications and might differ among the three GDP sites as well as among different parts of the enrichment cascades.
- Demonstration of selected D&D technologies would be beneficial to collect the data necessary to optimize D&D planning and execution to achieve minimum cost.
- The cost of labor and materials required to disassemble and decontaminate process equipment appears to be overestimated. The person hours and material requirements data obtained during plant maintenance and various plant improvement and upgrading programs have high values for a demolition-type operation where equipment will not be reinstalled.
- If sufficient funding is available, shortening the D&D project schedule should reduce total costs for activities such as management, security, fire protection, and surveillance and maintenance.
Recommendations
- The current approach to managing D&D, which involves three prime contractors (management and operating, architect-engineer, and construction manager), should be abandoned. An independent contractor should be selected to prepare the D&D plan. An independent contractor should be selected through open competition and should be assigned full responsibility and accountability for executing the D&D.
- The technical, institutional, and economic feasibility of metal recycling should be evaluated relative to burial. Efforts to reduce institutional barriers should be expedited.
- Alternative, less costly methods for component removal should be developed to reflect the less stringent requirements of demolition.
- Surveillance and maintenance activities should be reexamined, to reduce or eliminate all those not essential for preparing and executing the D&D effort. Necessary surveillance and maintenance should be performed using a specialty subcontractor under contract to the decommissioning contractor.
- Those D&D activities that involve repetitive operations (e.g., characterization, disassembly, decontamination, and certification), significant personnel hazard, and inaccessible areas should be examined to determine the cost effectiveness of using automation and/or robotics. The benefits of worker dose reduction should be considered as should reduced costs. Industrial expertise in robotics should be brought into the planning of the decommissioning contractor from the outset. Existing technology should be tailored to the unique requirements of the gaseous diffusion plants.
- The high-assay decontamination facility should be eliminated and the low-assay decontamination facility greatly simplified to focus primarily on aqueous decontamination. The low-assay decontamination facility should be housed in one of the existing cascade buildings rather than constructing new facilities. Existing facilities should be used to house the management and professional D&D staff rather than constructing a new administration building.
- To reduce costs without compromising the information security for gaseous diffusion technology, DOE should try to define physical security requirements that allow uncleared workers under adequate supervision to conduct D&D operations.
- An in-depth evaluation of the safeguards and security requirements during D&D should be undertaken to determine how their impact on D&D cost could be reduced. Special nuclear material should be removed from the high-enrichment sections of the cascade prior to the start of large-scale D&D operations, so that safeguards and security requirements can be relaxed.
- Experts who design and operate large-scale manufacturing operations should be consulted to quantify the productivity increases likely to be achieved over the life of the D&D project, and this savings should be reflected in the next cost estimate. Engineering costs for D&D of the Portsmouth and Paducah plants should reflect site-specific differences from the Oak Ridge GDP design.
- A careful review of the alternatives to prevent nuclear criticality should be undertaken to choose the most cost-effective approach.
- The funding necessary should be provided to demonstrate the decontamination and disassembly of a full-size enrichment stage.
- Person hours and material costs for removal and decontamination of stage components should be reduced by eliminating those activities associated with retaining the ability to reinstall the equipment.
- Studies should be performed to determine the effect of schedule duration on total project cost. If Paducah or Portsmouth enrichment operations are shut down early, the sequence of D&D for the three plants should be reexamined to determine the optimal sequence.
References
Battelle Oak Ridge Operations. 1994. K-25 Site Decontamination and Decommissioning Surveillance and Maintenance Annual Report, Fiscal Year 1994. Oak Ridge, Tennessee: Battelle for the U.S. Department of Energy Oak Ridge Operations Office.
BNFL (British Nuclear Fuels Ltd.). 1994. Capenhurst Diffusion Plant Decommissioning. Handed out at the Committee on Decontamination and Decommissioning of Uranium Enrichment Facilities, National Academy of Sciences, Washington, D.C. on March 28, 1994.
Clements, D. 1994a. Personal communication (written comments) from David Clements, BNFL, to committee member, Ray Sandberg on November 6, 1994.
Clements, D. 1994b. Conference call with David Clements of BNFL and various D&D committee members on May 3, 1995.
Cohen & Associates, Inc. 1994. Analysis of the Potential Recycling of U.S. Department of Energy Radioactive Scrap Metal. McLean, Virginia: Cohen & Associates.
Crimi, F. 1987. Physical decommissioning of the Shippingport Atomic Power Station. ANSAO 54. P. 42 in the Proceedings of the Fuel Cycle and Waste Management Session of the American Nuclear Society Fuel Cycle and Waste Management Conference held June 7, 1987 in Dallas, Texas. La Grange Park, Illinois: American Nuclear Society.
Crimi, F. 1992. Shippingport station decommissioning experience. P. 6.A-1 in the Proceedings of the 8th Pacific Basin Conference held April 12–16, 1992 in Taipei, Taiwan. Taipei, China: The Nuclear Energy Society.
DOE (U.S. Department of Energy). 1991a. Environmental Restoration of the Gaseous Diffusion Plants, Technical Summary Document. Washington, D.C.: Ebasco Environmental and Main-1893 for DOE. October.
DOE. 1991b. Preliminary Cost Estimate for D&D of the Gaseous Diffusion Plants. Document 514-25-002. Washington, D.C.: TLG Engineering for Systematic Management Services, Inc. for DOE. September.
DOE. 1993a. K-25 Site Decontamination and Decommissioning Program Life Cycle Baseline Summary. K/ER/INT-11. Oak Ridge, Tennessee: Martin Marietta Energy Systems for DOE. August.
DOE. 1993b. Oak Ridge K-25 Site Technology Logic Diagram, vol. 1, Technology Evaluation. Oak Ridge, Tennessee: Oak Ridge K-25 Site Office for DOE's Office of Technology Development. February 26.
DOE. 1995. K-25 Site, Decontamination and Decommissioning Surveillance and Maintenance, Cost Review Report. ADS-4701.23. Washington, D.C.: DOE. March.
Donohoo, D.W. 1994. Paducah Cascade Maintenance. Presented to the Committee on Decontamination and Decommissioning of Uranium Enrichment Facilities, Paducah, Kentucky, on October 20, 1994.
Guasco, G.J. 1994. Response to questions from the Committee on Decontamination and Decommissioning of Uranium Facilities in preparation for its June 5, 1994 workshop. Submitted in a June 14, 1994, letter from TLG Engineering, Inc. (Reference No. T98-04-9406).
Independent Project Analysis, Inc. 1993. Project Performance Study. DOE/EM-12396-H1. Washington, D.C.: Independent Project Analysis, Inc. for DOE. November.
Kingsley, R.S. 1994. Apollo Decommissioning Project, Decommissioning a LEU/HEU [Low Enriched Uranium/Highly Enriched Uranium] Fuel Fabrication Complex . Presented to the Committee on Decontamination and Decommissioning of the Uranium Enrichment Facilities, National Academy of Sciences, Washington, D.C., on June 15-16, 1994.
Lacy, N. 1994. Gaseous Diffusion Plants Decontamination and Decommissioning Assessment Review Papers (predecisional draft). Washington, D.C.: Booz-Allen/Burns & Roe for DOE. January 14.
McNeil, T.F. and D.S. Clark. 1966. Cost Estimating and Contract Pricing. New York: American Elsevier Publishing Company, Inc.
Means, R.S. 1995. Means Building Construction Cost Data, 53rd Annual Edition. Kingston, Massachusetts: R.S. Means Company, Inc.
MMES (Martin Marietta Energy Systems). 1994. K-25 Site Decontamination and Decommissioning Surveillance and Maintenance Annual Report, Fiscal Year 1994. K/OPS-22. Oak Ridge, Tennessee: MMES.
Quapp, W. 1995. A Systems Engineering Evaluation of Depleted Uranium Management Options. Presented to the Committee on Decontamination and Decommissioning of Uranium Enrichment Facilities, National Academy of Sciences, Washington, D.C., July 10, 1995.
Quist, A. 1995. Personal communication from Arvin Quist, Lockheed-Martin Energy Systems Classification Office, to James Zucchetto, National Research Council, July 21, 1995.
Snedaker, W.H. 1995a. Personal communication (letter) from William H. Snedaker, Jr., Foster Wheeler Environmental Corporation, to George Gans, Booz-Allen & Hamilton (supporting DOE Office of Environmental Management), July 6, 1995, and forwarded






























