
7
Disposition of the DUF6
Virtually all the DUF6 (depleted uranium hexafluoride) produced within the uranium enrichment complex since the mid 1940s has been saved as a future resource, which DOE currently has stored at the three GDPs at Paducah, Kentucky; Piketon, Ohio; and Oak Ridge, Tennessee. The committee has been asked to assess options for the disposition of this stored DUF6 and to review the cost study performed by MMES for the disposition of DUF6 generated at the GDPs. The committee's report is concerned only with DUF6 owned by DOE and generated prior to the establishment of the USEC on July 1, 1993; DUF6 produced after this date is the responsibility of the USEC and will not be considered here, although it cannot be ignored when considering the ultimate D&D of the GDPs.
DUF6Inventory
The total DUF6 material inventory is more than 500,000 metric tons (357,000 metric tons of uranium). Over half of this inventory is located at Paducah, approximately one-third is at Portsmouth, and the remainder is at Oak Ridge (see Table 7-1). All of the relatively high-assay material, with 235U (uranium-235) content from 0.31 to 0.71 weight percent, is stored at Paducah and Portsmouth.
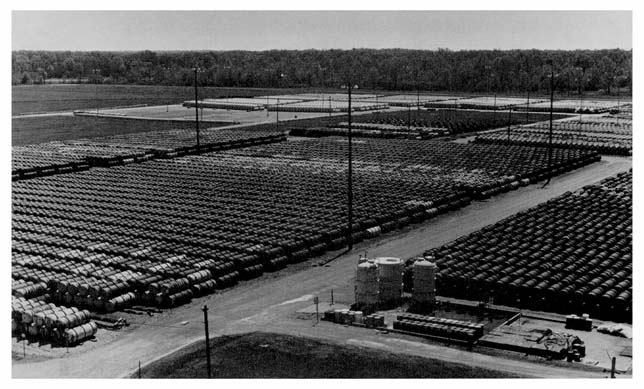
The DUF6 is stored outdoors in 46,422 steel cylinders.1 The cylinder storage yards at Paducah are illustrated in Figure 7-1. The cylinders are stored in double rows in a stacked two-tier configuration, with the lower cylinders placed on wooden or concrete saddles on concrete-paved or compacted gravel yards (Figure 7-2). The area of the cylinder yards at the three GDPs is about 65 acres. Cylinders of various designs have been used for storing and transporting UF6 (uranium hexafluoride) (DOE, 1991). The heterogeneity of the cylinder population reflects changes in specifications over time, due to both safety concerns and cost constraints (Walter, 1989). About 80 percent of the cylinders used in DUF6 storage are nominal 14-metric-ton UF6 capacity, thin-wall design (5/16-in. wall, code rating of 687 kPa [100 psia]). The remaining cylinders are an earlier thick-wall design with 5/8-in. wall thickness, if 10-metric-ton capacity.
TABLE 7-1 DOE DUF6 Inventory at the Three GDPs (as of June 30, 1992)
|
235U Assay (weight percent) |
Weight (metric tons of uranium) |
|||
|
Paducah |
Portsmouth |
Oak Ridge |
Total |
|
|
< 0.21 |
73,573 |
20,628 |
22,751 |
116,952; (32.7%) |
|
0.21 to < 0.26 |
51,883 |
42,331 |
11,368 |
105,582; (29.6%) |
|
0.26 to < 0.31 |
28,270 |
6,255 |
2,257 |
36,782; (10.3%) |
|
0.31 to < 0.50 |
59,586 |
35,300 |
–a |
94,886; (26.6%) |
|
0.60 to < 0.71 |
2,931 |
–a |
–a |
2,931; (0.8%) |
|
Total |
216,243; (60.5%) |
104,514; (29.3%) |
36,376; (10.2%) |
357,133; (100.0%) |
|
a No data available. SOURCE: Hertzler et al. (1994). |
||||
Uses For Depleted Uranium
It has been suggested that the large accumulation of a very pure chemical, DUF6, represents a national resource, although the quantity of material may be surplus to anticipated requirements.2 Suggestions have been made for its use and more are being sought (Federal Register, 1994a). Proposed applications of the material can be grouped on the basis of the properties of DUF6:
- The very high density of uranium and its effectiveness in absorbing gamma rays might be used to provide shielding for spent nuclear power plant fuels. Two types of storage canister have been proposed; one made of metallic uranium and the other made of concrete, where the aggregate normally used is replaced with uranium dioxide (UO2) pellets (Ducrete). Uranium is used for military projectiles to enhance their densities and penetrating power, but this is a very limited market. Its high density could also make uranium attractive for use in flywheels.
|
2 |
A recent report from the Defense Nuclear Facilities Safety Board notes that "demand for depleted uranium has become quite small compared to quantities available" (DNFSB, 1995). |

-
- The fluorine content of DUF6 offers the possibility of using the material as a fluorinating agent for the production of certain chemicals, for example, fluorine-containing organic compounds. The chemical purity of the DUF6 may be an added advantage for such applications.
- Possible applications that exploit the isotopic content of DUF6 include use as feed for re-enrichment by atomic vapor laser isotope separation (AVLIS), manufacture of uranium oxide breeder reactor blanket fuel or mixed uranium-plutonium oxide fuel for power reactors, and dilution of very high-assay, weapons-grade uranium to an assay suitable for nuclear power plant fuel.
Shielding Applications
Special casks are being manufactured for the transfer and dry storage of spent nuclear fuel. Metallic uranium with its very high density (about 1.7 times that of lead and 2.3 times that of steel) could be a useful construction material, combining structural requirements and high volumetric efficiency for gamma ray absorption (Hertzler and Nishimoto, 1994). However, there are significant impediments to its use: it is a very high cost material ($10/kg, versus less than 50¢/kg for steel); it has not been certified as a structural material, and the certification process would incur significant test work and costs; and it faces serious competition from existing cask designs and materials, such as concrete or steel/lead composites that appear to perform satisfactorily. For these reasons, the committee believes that uranium is unlikely to capture a significant share of the market for spent fuel casks.
An alternative way to take advantage of the shielding properties of uranium (and its compounds) is to incorporate it into concrete (Haelsig, 1994; Quapp, 1995). UO2 pellets, such as those used in nuclear fuel bundles, have been incorporated into concrete; the pellets replace the aggregate normally used, yielding a very dense concrete that might be used to manufacture casks for storage of spent nuclear fuel or, with appropriate design, for transport. The principal advantage of manufacturing such Ducrete storage casks is deferring the cost of uranium oxide storage. As discussed later, this storage constitutes a significant fraction of the total cost to convert and dispose of the DUF6 inventory. The willingness of utilities to accept Ducrete casks for storage of spent nuclear fuel has not yet been established. Disadvantages of Ducrete are that it takes a very pure material—with impurities only at the parts per million level—and converts it into an impure material, while also increasing the total volume of radioactive material for ultimate storage. The UO2 suggested for Ducrete represents a very high density oxide but is not the thermodynamically stable form; U3O8 (uranium oxide) has a lower density but is the stable form and would probably be the preferred form for any Ducrete planned for long-term use. Consequently, proposals for the use of Ducrete would not conflict with a decision to convert DUF6 to a more stable oxide (see below, "Conversion Options and Costs").
Use as a Fluorinating Agent
UF6 can be used as a fluorinating agent in the production of fluorine-containing organic chemicals. Of particular interest has been the possibility of combining the conversion of UF6 into more stable uranium compounds with the synthesis of marketable products such as fluorinated
hydrocarbons. These latter compounds are important in the ongoing replacement of ozone-depleting CFCs (chlorofluorocarbons) as refrigerants and cleaning agents.
Considerable research has been conducted to increase the fraction of fluorine contained in UF6 that can be transferred to organic molecules. While it is relatively easy to convert UF6 to uranium tetrafluoride (UF4), this process uses only one-third of the available fluorine value. Processes are under investigation that convert UF6 to UO2F2 (uranyl fluoride), thereby increasing the fluorine utilization to two-thirds.3 The remaining one-third is then recovered as HF (hydrogen fluoride), resulting in a uranium oxide product.
An inherent disadvantage of these fluorination schemes using UF6 is the need to introduce uranium into otherwise nonradioactive chemical plants, with the resulting complications of licensing, radiation protection, and low-level waste generation. Thus, it appears that recovery of the fluorine values of DUF6 as HF (aqueous or anhydrous) in dedicated conversion plants would be the preferred approach.
Re-enrichment or Dilution
DUF6Enrichment by AVLIS
The AVLIS process for enriching uranium has been under development at Lawrence Livermore National Laboratory for over 15 years.4 The technology is partially classified. The USEC has completed a review of the process pursuant to the EPACT and has made a strong recommendation that the technology be commercialized (USEC, 1994).
The AVLIS process is expected to have a lower cost per SWU (separative work unit) than the diffusion process for uranium enrichment. The suggestion has, therefore, been made that AVLIS could be applied to recover additional 235U from the existing stockpile of DUF6. Whether this would be economically viable will depend on a number of factors, such as the cost of the AVLIS process and the cost of feeding natural uranium with 0.71 percent 235U, including the costs of mining and conversion of natural uranium to metal. At current prices (in 1995), it would be more profitable to feed natural uranium, although future developments could change the economics.
AVLIS requires uranium metal feed, so the DUF6 must be converted to metal; this conversion is an expensive process. A further disadvantage of using DUF6 feed for AVLIS is
that a given enriched product requires a larger amount (2 to 3 times) of depleted metal feed compared to natural material, and a larger amount of metallic uranium has to be vaporized and condensed in the AVLIS separation process. Research on a less expensive process for making metallic uranium might improve the economics of using DUF6 feed. The added costs of using depleted material for AVLIS feed depend on the 235U level; the lower the assay, the greater the added costs. Estimates by the committee suggest that a material with less than 0.21 percent 235U (32.7 percent of the DUF6 stockpile) would be impractical for the foreseeable future.5 Final decisions on AVLIS, in particular the use of DUF6 feed, are probably several years in the future. In the meantime, significant quantities of low 235U assay UF6 (less than 0.21 percent 235U) could be converted to U3O8 without affecting the potential for use as AVLIS feed.
Blending Agent
Some highly enriched (e.g., 90 percent 235U) weapons-grade uranium will be diluted to lower enrichment levels for nuclear power applications. Depleted uranium is a potential diluting (or blending) agent. The alternative blending agent is natural uranium with a higher 235U content than depleted uranium. Depleted uranium offers the advantage of lower cost, but natural uranium would yield a larger amount of useful product, that is, it wastes fewer SWUs. The tradeoff depends on the cost of natural uranium versus the value of the SWUs wasted by using depleted uranium.6 Other factors to consider include the risks associated with uranium mining.
The actual blending technique remains to be selected. There is some evidence that blending needs to be done at the molecular level (i.e., blending liquids or gases, not granular solids). DUF6 would be suitable if the enriched uranium were also in the form of UF6. Most likely, however, enriched uranium from weapons stockpiles will be made available as oxide or metal. The volumes of material required for blending are not large. Thus, the use of DUF6 as
a blending agent would have little effect on a decision to proceed with conversion of the DUF6 to U3O8 (see below, "Conversion Options and Costs").
Potential Energy Resource for Reactors
The large quantity of 238U in the inventory of DUF6 represents a potential energy resource for use in breeder reactors.7 In a breeder reactor fertile 238U material captures neutrons and is converted to fissionable plutonium (239Pu), which is used as nuclear fuel. Liquid-metal breeder reactor technology has been under development in the United States and several other nations for over 40 years, although funding for the U.S. program has been sharply reduced in recent years. The deployment of the breeder reactor in the United States is uncertain. Based on an economic analysis, a recent NRC report notes that advanced liquid-metal breeder reactors may become competitive with advanced light-water reactors sometime in the latter part of the 21st century (NRC, 1996). Hence, the potential use of DUF6 as a resource for breeder reactors is relatively far in the future.
One suggestion for reducing the stock of plutonium being recovered from weapons is to use it in fuel for nuclear power generation. Depleted uranium could serve as the source of uranium for mixed uranium-plutonium oxide fuel.
Depleted Uranium Management Options
A DOE program has been initiated to select a long-term DUF6 management strategy that would minimize environmental impacts and costs (Bradley, 1995a). Recommendations for management and use of the inventory have been sought from industry, government agencies, and the public (Federal Register, 1994a). An environmental impact statement evaluating significant options is planned and should be completed by early 1998 (Federal Register, 1994b). A decision on the preferred course of action based on the environmental impact statement and cost evaluations is planned for the second quarter of 1998.
Based on the review of possible uses for depleted uranium, the committee does not believe that applications will be found in the near term that will make use of all, or of a large part, of the DUF6 inventory at the GDPs. As the preceding discussion noted, conversion of DUF 6 to U3O8 for retrievable storage is not incompatible with possible uses of the uranium for shielding or re-enrichment. In addition, some of the proposed methods for conversion to oxides of uranium permit the fluorine value of DUF6 to be realized. Therefore, it appears to the committee that two general courses of action are possible for the management of the DUF6 inventory at the GDPs:
- A surveillance and maintenance program could be continued; the material would later be converted to a more stable form for very long term storage.
|
7 |
In response to a DOE Federal Register request for management options for the DUF6, it was noted that the deployment of 100 breeder reactors would use only about 1 percent of the DUF6 inventory per year (Zoller et al., 1995). |
-
- Conversion to a more stable form could be started as soon as possible rather than being deferred to some future date.
In the following discussion, the factors influencing the choice of a management option are considered.
Condition of Cylinders
A study of cylinder conditions in 1992 showed that many problems had developed over the long years of storage (DOE, 1992). For example, a large number of cylinders—estimated at 22,400—were inaccessible for inspection, either because rows were stacked too closely or because of settling on the ground so that the bottom could not be inspected. A recent report from the Defense Nuclear Facilities Safety Board also notes such inadequacies in cylinder storage (DNFSB, 1995).
Prior to 1990, routine inspections of the stored DUF6 cylinders were not performed. However, a valve inspection program conducted in 1990 revealed a large number and variety of valve defects at all three sites, and subsequent inspections revealed seven breached cylinders (Table 7-2). The breaches were attributed to accelerated corrosion from either mechanical damage inflicted during stacking or unsatisfactory storage conditions (e.g., contact with wet areas on the ground). Such accelerated corrosion reduces cylinder life below the nominal value of 70 years calculated on the basis of atmospheric corrosion. 8 Two major corrosion problems have been identified; namely, accelerated corrosion associated with cylinder-to-ground and cylinder-to-saddle contacts and crevice corrosion in skirted cylinders (DOE, 1992). Approximately 14,000 cylinders, mostly at Paducah, have experienced either pitting or accelerated corrosion, or both (Bradley, 1995a). Preliminary estimates by DOE and MMES indicate that more than 1,000 cylinders containing over 10,000 tons of uranium have the potential to breach before the year 2020 unless remedial action is taken (DNFSB, 1995).
The cylinder surveillance and maintenance program has been better organized and funded since 1992. Many of the recommendations for improved storage (DOE, 1992) are being pursued. For example, yard refurbishment and construction are under way at Paducah, and planned at Portsmouth and Oak Ridge. Approximately 4,800 cylinders have been restacked, with the goal of having no cylinders left contacting the ground by 1996. Many other recommendations from the 1992 study, such as improved surface preparation and better coatings, are under consideration. The Defense Nuclear Facilities Safety Board recently recommended that significant improvements be made in the condition and storage procedures for the DUF6 cylinders (DNFSB, 1995). These actions would be costly, but, in the committee's opinion, they are essential. Continued deterioration of the cylinders is not acceptable because it would increase the risk of a significant release of hazardous material and complicate later cylinder handling during conversion.
TABLE 7-2 Breached DUF6 Cylinders
|
Date Discovered |
GDP Site |
Cylinder Location (time in storage yard) |
Size of Breach |
Probable Cause of Failure |
Environmental Impact |
|
June 1990 |
Portsmouth |
Upper tier (13 years) |
8" × 16" |
Mechanical damage at time of stacking |
Air sample near hole contained about 1 ppm HF. Traces of UF4 directly under hole and along short water runoff track. One soil sample with above-background contamination (12 picocuries/g) due to water runoff into ground at edge of concrete pad. Pad and cylinder surfaces decontaminated using conventional swabbing techniques. |
|
June 1990 |
Portsmouth |
Lower tier (4 years) |
2" × 4" |
Mechanical damage at time of stacking |
Negligible contamination except in immediate vicinity of hole. |
|
December 1991 |
Oak Ridge |
Upper tier; (G yard 17 years, then K yard 7 years) |
5–6" diameter |
Accelerated corrosion due to storage on or near ground in G yard |
Odor of HF under protective tarpaulins. Radioactivity levels in soil and water samples indicated remedial action unnecessary. |
|
January 1992 |
Oak Ridge |
Lower tier (17 years) |
8–12" wide × 15–17" long |
Mechanical damage at time of stacking |
Odor of HF under protective tarpaulins. Soil and water sample data not available. |
|
January 1992 |
Oak Ridge |
Lower tier (16 years) |
2" diameter |
Mechanical damage at time of stacking |
No reaction products detected around breach. Soil and water sample data not available. |
|
March 1992 |
Oak Ridge |
Lower tier (G yard 16 years, then K yard 7 years) |
9" diameter |
Accelerated corrosion due to storage on or near ground in G yard, followed by storage in wet area of K yard |
Odor of HF under protective tarpaulins. Radioactivity levels in soil and water samples indicated remedial action unnecessary. |
|
November 1992 |
Paducah |
C-745-K yard (time not specified) |
Not specified |
Mechanical damage (gouge) next to lifting lug, possibly resulting in accelerated corrosion |
Smears of area were negative for contamination. |
|
SOURCES: Barber et al. (1994); MMES (1992); DeVan (1991); Barber (1991). |
|||||
Environmental, Safety, and Health Issues
In the event that a cylinder wall is breached, moisture in the in-rushing air first reacts with UF6 vapor leading to the formation of solid uranium oxyfloride complexes and gaseous HF. Initially, the former tend to plug the breach, but the HF attacks the metal, leading to an enlargement of the breach at an estimated increase in diameter of 1 inch per year (DOE, 1992). Some uranium product breaks off and is dispersed to the surrounding area, the extent of contamination depending on environmental conditions. As an indication of the relative hazard posed by a release from a breached cylinder, it has been noted that the EPA requires reporting to the National Response Center if more than 0.1 curies of activity (952 lb of UF6 with 0.5 percent 235U) or 100 lb of HF (resulting from the reaction of 440 lb of UF 6 with water) have been released to the environment over a period of 24 hours (DOE, 1992). For one of the largest breaches discovered so far (at Portsmouth, see Table 7-2), an estimated 110 lb of UF6 were released to the environment over a 13-year period (DeVan, 1991); that is, the release of material to the environment was well below the level requiring EPA notification.
The principal hazard to humans in the case of a gaseous UF6 release is from the production of HF, an extremely reactive and dangerous substance. External contact with HF results in chemical burns of the skin, and exposure to airborne HF causes chemical burns and irritation of the eyes, nose, and throat. However, individuals can smell HF at concentrations two orders of magnitude below lethality (DNFSB, 1995). Since DUF6 is a very pure substance, the toxicity and radiological characteristics of the uranium-containing hydrolysis product are comparable to those of natural uranium. Prolonged worker exposure in the cylinder yards presents a small potential hazard. Information provided to the committee indicates that, following the evaluation of the radiation dose received by cylinder inspectors at the Oak Ridge site, an average of 25 hours per week spent in the cylinder yards was recommended in 1992 to control maximum yearly exposure. 9 This recommendation is based on an average exposure of 1.5 mrem/hour.
Fortunately, the physical properties of solid UF6—notably the self-sealing of cylinder breaches—have so far mitigated the potential hazard inherent in storing vast quantities of a chemically reactive substance. The continuing storage of DUF6 in cylinders does not appear to represent a significant near-term environmental risk or health hazard to site workers and the population at large. However, with the passage of time, the integrity of the cylinders will be reduced by external corrosion, increasing the risk of breaches.
Deterioration of the cylinders also impairs the ability to handle them, notably for the conversion of DUF6 to uranium oxide or transfer of material into new or refurbished cylinders for continued storage. Removal of UF6 from storage cylinders has usually been done by heating the cylinder in an autoclave to temperatures high enough to melt the material and transfer it as a liquid (typically at 113°C [235°F] and pressures over 85 psia). In contrast to the solid UF6 under normal storage conditions, the molten material at this temperature and pressure is quite hazardous. The cylinders must be in good condition for the autoclave heating to be safe.
Transfer from the cylinders can also be carried out by moderate heating, for example, to 60°C (140°F), which is below the melting point. The transfer is then at much lower pressure. The latter is a relatively expensive and slow process compared to the autoclave operation. The time required to empty a cylinder can be increased severalfold—from a day to almost a week.10
UF6 transfer operations are more frequent during conversion to oxide operations than during storage. All cylinders will need to be emptied for conversion, not just the corroded or compromised ones. Experience has shown that autoclaving of cylinders is a critical process from the standpoint of health and safety. A breach of containment during autoclaving carries severe occupational and environmental risks. Other risks associated with conversion are industrial accidents and uncontrolled releases of HF and fluorine gas.
Regulatory Issues
The DUF6 inventory at the GDPs has traditionally been managed as material exempt from the regulatory jurisdiction of both the federal EPA and state agencies with respect to hazardous waste requirements under RCRA (Resource Conservation and Recovery Act). This practice has been based on the assumption that because the material consists solely of UF6, it meets the definition of source material, and as such, should be regulated under the Atomic Energy Act of 1954 (Hertzler et al., 1994).
However, the internal DOE review of cylinder storage (DOE, 1992) noted that self-regulation by federal agencies has been eroded by the many environmental laws of the past 10 years: "In fact, many of the waivers of sovereign immunity contained in various environmental statutes state that the federal government should comply with all federal, state, interstate, and local requirements, both substantive and procedural, in the same manner, and to the same extent, as any person is subject to such requirements." In the case of the DUF6 inventory at the Portsmouth GDP, the issue of applicability of hazardous waste regulations has been raised by the Ohio Environmental Protection Agency. The Southeast District Office of the agency notified DOE in October 1990 that cylinders of DUF6 at the Portsmouth GDP were no longer exempt from regulation as hazardous waste under Ohio Administrative Code 3745-51-04. DOE countered that the DUF6 qualifies as source material and is thus exempt from regulation under RCRA and Ohio law.
Assessment of these legal issues is beyond the scope of the present study. The assessment of options for future management of the DUF 6 inventory presented below is independent of any legal ruling defining the status of the material as either source material or hazardous waste.
No federal regulation requires conversion of the DUF6 to a more stable form. On the other hand, the Nuclear Regulatory Commission has proposed limiting the quantity of DUF6 in storage at the proposed commercial gas centrifuge plant in Louisiana to 80,000 metric tons of UF6 or 15 years of production, whichever comes first (Zeitoun, 1994). Regulations introduced
in France in 1976 impose a storage limit of 50,000 metric tons of UF6, which is much smaller than the amounts stored at either Paducah or Portsmouth (Shallo, 1994; see Table 7-1).
Continued Surveillance and Maintenance: Requirements and Costs
The DOE review of cylinder storage recommended improved storage practices, and a recent report from the Defense Nuclear Facilities Safety Board also recommended changes (DOE, 1992; DNFSB, 1995).
Restacking of the cylinders is currently under way, and projects to construct new concrete-paved storage yards and a cylinder refurbishment facility are planned. The total funding required for cylinder upgrading projects at Paducah through 1998 is estimated at $42.7 million (Fields, 1994).
Expenditures for cylinder management for fiscal year 1994 through 1996 have been estimated at $54 million (Bradley, 1995b). This figure includes $36 million for operations such as cylinder restacking and painting, and $18 million in construction costs for new cylinder storage yards, painting facilities, and cylinder handling machines. Further expenditures will be required beyond fiscal year 1996 for both operations and construction. It is anticipated that cylinder management costs may decline once the existing deficiencies in storage practices have been remediated and the cylinders upgraded. Costs for long-term management of the cylinders cannot be predicted with certainty at present, although an estimated annual cost of $10 million for cylinder surveillance and maintenance has been suggested (Bradley, 1995b).
Conversion Options and Costs
A number of alternative methods have been proposed for the conversion of DUF6 to a stable form suitable for indefinite storage or disposal. In the view of the committee, it would be desirable to recover the fluorine value of the DUF6 material in the course of such a conversion to allow fluorine recycling for industrial applications. Such recycling is currently practiced by Cogema in France (see below). Uranium oxides are generally suitable forms for storage. Under atmospheric conditions, U3O8 is the preferred compound because of its thermodynamic stability (Lemons et al., 1990; Hertzler et al., 1994).11
Processes for the conversion of UF6 to UO2, U3O8, and UO3 (uranium trioxide) have been used for many decades in a variety of applications. The preferred "dry process" used by the nuclear fuel industry for converting low-enriched UF6 to UO2 for nuclear fuel reacts gaseous UF6 with steam to produce UO2F2 and HF; the UO2F2 is then reduced by H2 to UO2, which is pressed into pellets. These reactions are carried out in gas-phase or flame reactors and either fluidized-bed reactors or rotary kilns.
Excess capacity currently exists in the U.S. nuclear fuel industry for the conversion of UF6 to uranium oxides, although the volumes of material that could be converted are small compared to the DUF 6 inventory. It may be possible to use the excess capacity to start conversion of the DUF6 on a limited scale. Conversion costs are estimated to be not less than $2/kg U, and could be significantly higher, particularly if it were necessary to relicense an existing facility.12 This approach would require transport of DUF6 from the GDP sites to other facilities. It would also require transfer of the DUF6 from the current storage cylinders to cylinders compatible with the existing conversion facilities.
In France, Cogema has successfully operated a conversion plant since 1984, producing 7,000 metric tons of U3O8 and 4,300 metric tons of 70 percent aqueous HF annually. Thus, the Cogema conversion process has been proven for large-scale application. In 1995, the plant capacity was doubled with the addition of two new processing lines (Shallo, 1994). From the standpoint of chemical engineering, the Cogema process is attractive because of its simplicity. It uses moderate processing conditions with no high-pressure steps or expensive catalysts. The materials of construction for the process equipment are well known, and the process is run continuously rather than in a batch mode. A number of these features are in marked contrast to those of the relatively unknown conversion processes discussed below (e.g., very high temperature plasma processes).
The 70 percent aqueous HF product has a uranium content of less than 0.1 ppm and has been routinely recycled to industrial users. Some of the U3O8 product (150 metric tons of uranium) has been used in the manufacture of mixed uranium-plutonium oxide fuel for light-water reactors. The remainder has been stored in large rectangular carbon steel containers stacked inside ground-level storage facilities designed to be usable for extended periods of time and resistant to seismic disturbances.
Cogema currently estimates the cost of converting DUF6 to HF and U3O8 to be in the range $4 to $6/kg U ($2.7 to $4.1/kg DUF6) (Shallo, 1994). This cost does not assume any credit for the sale of HF and does not include any storage or disposal costs for U3O8. The cost to convert the entire DOE inventory of DUF6 at the GDPs (357,000 metric tons of uranium) would be between $1.4 and $2.2 billion.
A defluorination process patented in the United States by Allied Signal has the advantage of producing anhydrous rather than 70 percent aqueous HF. In certain applications (e.g., the production of natural UF6 feed for enrichment plants and certain fluorocarbons), only anhydrous HF can be employed. The Allied Signal process has been demonstrated on a laboratory scale. A very preliminary estimate suggests that disposition costs are on the order of $1/lb of DUF6 ($2.2/kg of DUF 6, $3.3/kg U). This estimate includes a small charge for burial of U3O8 (assuming $10/ft3 burial cost) and a substantial credit for the sale of HF equivalent to about 25¢/lb DUF6 (Rock, 1994). Allowance for these costs would yield an estimate for conversion alone of about $2.7/kg DUF6, $4.0/kg U.
There have been some brief references to other, less mature technologies for the conversion of DUF6 to uranium metal or oxides, but none appears to be sufficiently developed to offer hope of significant cost reduction compared to established processes.
Several proposals have resulted in modest research programs using plasma reduction of DUF6, although the effectiveness of such techniques has not been demonstrated. Some work conducted at Tomsk in the former Soviet Union was hampered by degradation of reactor materials due to the extreme temperatures involved (about 10,000K) and resulted in an impure U3O8 product containing up to 2 percent HF and 0.4 to 0.7 percent UO2F2 (Rock, 1994). Other plasma reduction experiments have been conducted at Los Alamos National Laboratory and Idaho National Engineering Laboratory. The former work involved a shielded hydrogen plasma torch operating at about 10,000K to produce uranium metal, but no yield or cost figures are available (Adams et al., 1990); the latter project used similar hydrogen plasma technology to produce either uranium metal or oxide. The committee believes that some plasma processes could result in damage to containment vessel materials, because of the extreme operating temperatures, and in a contaminated product.
In May 1995 the USEC and M4 Environmental L.P. (a partnership between Lockheed Martin Corporation and Molten Metal Technology) signed a 1-year contract to study the recycle of DUF6 using Quantum-CEP™ technology (USEC, 1995). This process is believed to be based on the principles of melt refining (see Chapter 3). The contractor claims that the process would recover both uranium and anhydrous HF, but technical details and estimated costs are not available.
Pacific Northwest Laboratory has conceived a method for the treatment and disposal of DUF6 in a molten glass reactor based on in situ vitrification technology (Buelt et al., 1987). A 5-year research and development program would be required to determine feasibility and costs.
While by far the largest cost element in the ultimate disposition of DUF6 is conversion to U3O8, the second largest cost item is expected to be for disposal or permanent storage of U3O8 (Lemons et al., 1990). Disposal costs are included in the analysis below.
Assessment of Alternative Management Options
Two options for DUF6 management were evaluated by the committee: conversion to oxide and continued surveillance and maintenance. The issues raised by these options are compared in Table 7-3. The comparison is qualitative and by no means exhaustive, but it does identify the major considerations. On the basis of all factors except cost, conversion to oxide is the preferred option; conversion would require a substantial initial investment.
Analysis Of Cost Estimates For Conversion
MMES estimated the cost to convert the DUF6 at the Oak Ridge GDP using the Cogema process (Charles et al., 1991). The plant size was chosen to provide the same nominal operating capacity as the Cogema plant in France; that is, to be capable of converting 35,000 metric tons
TABLE 7-3 Comparison of Management Options for DUF6
|
Evaluation Factor |
Conversion to Oxide |
Continued Storage |
|
Cost |
High initial investment. |
Final disposition cost deferred. |
|
Health and Safety |
Reduces hazard by conversion to more stable form. Potential for occupational exposure and injury during conversion. |
Hazard from storage of very reactive UF6. Hazard greatest during periodic transfer into new containers and if exposed to fire. |
|
Environmental |
Land use requirements lower for storage of U3O8 versus UF6. Resource requirements increased for the conversion plant, but recovery of fluorine is a benefit. |
Land use requirements higher. |
|
Regulatory |
Conversion required for private enrichment companies (U.S.) and for Cogema (France). |
This option limited to a maximum volume of DUF6 by Nuclear Regulatory Commission and French regulators. No such requirement for DOE. |
|
Future Considerations |
No legacy to future generations. Oxide can be used as feedstock or disposed of. |
Decommissioning of GDP site cannot be completed with this option. DUF6 still requires ultimate disposition. |
of uranium over a 5-year period. Provision for D&D of the plant at the end of the period was included in the cost estimate. The study was the basis for a further analysis by EG&G Idaho (Hertzler et al., 1994) that included an estimate for final disposition of the U3O8 at a western site. Data from these two analyses have been used by the committee to estimate costs for conversion and disposition of the entire DOE legacy of DUF6; significant changes have been introduced in the analysis that modify the final cost estimate.
The MMES plant had an assumed life of only 5 years to eliminate the small Oak Ridge inventory. The committee has assumed a life of 20 years to eliminate the entire inventory at the three GDPs. The capital cost of the single plant is amortized over a longer period for a larger volume of material; the unit cost ($/kg U) is reduced as a result.
The plant size required for conversion of about 360,000 metric tons of uranium over a period of 20 years is larger than the MMES study design by a factor of 2.55. The capital investment would be larger, but not in direct proportion to plant capacity. A rule-of-thumb exponent factor of 0.6, based on practical experience in the chemical industry, has been applied to scale to the larger size plant, that is, costs of most equipment items will increase by (2.55)0.6. This scaleup will also reduce the unit cost ($/kg U converted).
The production and handling of the HF in the conversion process can have a large cost impact. As noted earlier, Cogema produces aqueous HF that is readily marketable because of its high purity. The alternative is to neutralize the HF to produce calcium fluoride (CaF2). The
latter material has been considered to have no market value; instead, the plan has been to dispose of it as low-level radioactive waste in long-term storage. Costs associated with the neutralization facility and the long-term storage of the CaF2 would be very large, adding about $4/kg U to the cost of DUF6 disposition (Charles et al., 1991).
The committee has chosen to follow the Cogema model and assume that the HF can be marketed. Annual HF production over the planned 20-year plant operation represents a small fraction (about 2 percent) of the present North American market for HF, estimated at 255,000 tons per year.13 The HF produced would replace a corresponding amount of imported fluorspar from the market. While a small credit is taken for the sale of the HF, the major cost impact is in eliminating its neutralization and the storage of CaF2.
The U3O8 product from the conversion plant is very fine powder that will pack to a very low density of about 1.3 g/cm3. Even after some compaction, the density is only 3 g/cm3—much below the theoretical (material) density of 8.3 g/cm3. The value of 3 g/cm3 is a very undesirable form for long-term storage, although the committee has used this value to estimate the costs of long-term storage. However, it appears possible to improve on this value with a large cost savings, as is discussed later. Other assumptions made in the committee estimate include the following:
- The product U3O8 would be sent to a western site or to the Nevada Test Site for long-term storage. Estimated transportation costs have been taken from the EG&G study (Hertzler et al., 1994).
- Costs of long-term storage are uncertain. A figure of $30/ft3 has been assumed for the Nevada Test Site; a high figure, $58.70/ft3, has been assumed for Hanford. (Potential storage problems for this material at either site are discussed later.)
- Conversion costs per unit of DUF6 ($/kg) could be reduced by consolidating all of the material at one site and operating one large plant rather than three small plants. This would require shipping DUF6 cylinders to one site. The choice of Paducah would minimize shipping volume. Many of the cylinders have suffered enough corrosion that they no longer qualify as shipping containers and would require overpacking. Shipping costs are uncertain as a consequence. The cost estimate for this must be considered approximate.
- A conversion plant maintenance cost for the 20-year life of the plant at 5 percent of capital cost per year has been assumed. This is in the middle of the usual range for industrial plant maintenance costs.
|
13 |
Personal communication from Robert Pratt, Allied Signal to the Technology Panel of the Committee on Decontamination and Decommissioning of Uranium Enrichment Facilities, Metropolis, Illinois, October 19, 1994. |
-
- Declining surveillance and maintenance of the cylinders in storage has been assumed, based on an initial value of $10 million for the first year, zero for the last year, and a uniform rate of decline.
The costs are summarized in Table 7-4. The breakdown is that given by Charles et al. (1991), with additions for other items as indicated above. The total cost from the MMES study has been scaled from 1991 to 1995 dollars, using Chemical Engineering plant cost indices.
A simple criterion for comparison of various alternatives has been used, namely, the total costs over the lifetime of the plant per kilogram of uranium processed. The comparison makes no allowance for the time-value of money. Table 7-5 shows the conversion cost only (i.e., excluding transportation to a western site and final storage) and compares this to data from the original MMES study based on a small plant for Oak Ridge only.
Transportation to a western site and long-term burial costs add significantly to the total costs, from $283 to $432 million (depending on the unit burial cost). These values represent an additional cost of $0.80 to $1.20/kg U above the costs shown in Table 7-5.
The costs shown in the MMES base study (as well as the scaled-up costs of the committee) do not include the "normal" annual charges for a private venture plant, such as depreciation, insurance, taxes, and profit margin.14 An allowance of 15 percent of the capital cost per year (a low figure) would increase total costs over 20 years by a large amount. For the committee's analysis, the conversion cost over 20 years would become $2,268 million. For the MMES study, based on a 5-year operation, costs would increase to $478 million. Corresponding unit costs are shown in Table 7-6.
These costs represent a simple summation over the lifetimes of the plants (5 and 20 years). Construction costs will occur early in the time period; other costs, including conversion operations, maintenance, and business expenses, will extend over the entire lifetime. A "present value" analysis recognizing the time value of money would show lower costs than those in Table 7-6.
Opportunities For Cost Saving
The analysis above has highlighted a number of opportunities to reduce costs for disposition of the DUF6.
|
14 |
The time-value of money decreases the present value, whereas adding a profit margin increases the present value. These two factors offset each other; that is, the time-value of money is equivalent to the opportunity cost of capital reflected in the profit margin. The committee's approximate analysis makes no allowance for the time-value of money. |
TABLE 7-4 Conversion and Waste Management Costs (millions of dollars)
|
|
Base Case MMES (35,000 MTUa/5 years) |
Committee Scaleup (357,133 MTU/20 years) |
|||
|
|
Base |
Contingency |
Total |
Scaling Factor |
Total Cost |
|
Storage facility |
0 |
|
0 |
0 |
|
|
Feed and cylinder handling |
17 |
5 |
22 |
(2.55)0.6 |
38.6 |
|
Conversion and waste handing facility |
76 |
30 |
106 |
(2.55)0.6 |
186.0 |
|
Support facility |
11 |
3 |
14 |
(2.55)0.6 |
24.6 |
|
Construction management fee |
17 |
5 |
22 |
(2.55)0.6 |
38.6 |
|
Construction support |
10 |
3 |
13 |
(2.55)0.6 |
22.8 |
|
Program planning |
12 |
4 |
16 |
2 |
32.0 |
|
Design and Title III |
15 |
4 |
19 |
1 |
19.0 |
|
Total capital in 1991 dollars |
|
|
212 |
|
362.0 |
|
Total indexed to 1995 dollarsb |
|
|
216 |
|
369.0 |
|
Declining surveillance and maintenance |
|
|
|
|
100.0 |
|
Transport to central site |
|
|
|
|
30.0 |
|
Conversion operations |
36 |
7 |
43 |
|
302.0 |
|
Plant maintenance @ 5% of feed and cylinder handing; conversion and waste handling facility; and support facility |
|
|
|
|
249.0 |
|
D&D |
39 |
16 |
55 |
|
96.5 |
|
Total conversion in 1991 dollars |
|
|
310 |
|
1,139.0 |
|
Total indexed to 1995 dollarsb |
|
|
316 |
|
1,161.0 |
|
Transportation to long-term storage |
|
|
|
|
127 |
|
Long-term storagec |
|
|
|
|
|
|
For storage cost of $30/ft3 |
|
|
|
|
156.0 |
|
For storage cost of $58.70/ft3 |
|
|
|
|
305.0 |
|
Cost over plant life in 1995 dollars |
|
|
|
|
|
|
For storage cost of $30/ft3 |
|
|
|
|
1,444.0 |
|
For storage cost of $58.70/ft3 |
|
|
|
|
1,593.0 |
|
a MTU is metric tons of uranium. bChemical Engineering plant cost indices; 1991—361.3; 1995—368.3; index factor 368.3/361.3 (McGraw Hill, New York). c Assuming density of 3 g/cm3, resulting in 5.2 million ft3. |
|||||
TABLE 7-5 Cost Comparison for the Conversion of DUF6 to Oxide ($/kg U)
|
|
Estimate |
|||
|
HF Credit |
Hetzler et al. (1994)a |
committeeb |
Cogema |
Allied-Signal |
|
No HF salec |
8.86 |
3.19 |
4-6 |
4.0 |
|
HF saled |
|
2.39 |
|
|
|
a Based on the MMES study (Charles et al., 1991) assumption of converting 35,000 metric tons of uranium in 5 years. b Converting 357,133 metric tons of uranium in 20 years. c No credit for sale of HF. d Assumes $0.25/lb of DUF6 ($0.55/kg DUF6, $0.80/kg U) credit for sale of HF (Rock, 1994). |
||||
TABLE 7-6 Comparison of Unit Conversion Costs Including Annual Private Capital Costs ($/kg U)
|
|
Assumption |
|
|
Estimate |
No Credit for HF Sale |
Credit for Sale of HF |
|
MMES |
13.66 |
NA |
|
Committee scaleup |
6.35 |
5.55 |
|
Note: Includes annual charge of 15 percent of capital investment. |
||
Plant Scale
There is a significant unit cost saving by going to a large plant. The conversion plants discussed above are small by conventional chemical plant standards. Although in the preceding analysis the plant size was scaled to handle the DOE legacy material, processing costs could be reduced by sizing a single plant to handle all the DUF6, regardless of origin, that is, to convert both DOE legacy material and DUF6 owned by the USEC. The cost of transporting the latter material to a single conversion site would need to be considered in assessing this option.
Plant Life
The selection of a 20-year plant life is arbitrary, with no attempt to optimize the choice. An extended schedule would seem desirable for two reasons: the plant investment would be reduced; and the HF production rate would be less disruptive for the market. As noted above, a 20-year conversion operation would produce approximately 2 percent of the estimated North
American market requirements for HF annually. In contrast, a 5-year operation would generate about 8 percent of North American HF requirements each year with resulting repercussions on the market. An appropriate choice of plant size and schedule would reduce conversion costs.
Uranium Oxide Density
The normal conversion product is U3O8 of very small particle size (a large fraction less than 10 microns) and low density (3 g/cm3 after compaction). Both properties are undesirable for final storage. Fine material will require special handling and possibly grouting. Low density is costly because unit storage cost is normally quoted in terms of volume stored. The storage costs shown in Table 7-4 of $156 million to $305 million could be reduced by increasing the density.
One method suggested for increasing density is a low-temperature sintering with a small amount of a sintering aid—in effect, a brickmaking process (Quapp, 1995). Work at the Idaho National Engineering Laboratory with cerium oxide has demonstrated densities as high as 90 percent of theoretical density. Application of this approach could achieve U3O8 densities as high as 6 g/cm3. The costs of the process are believed to be low (on the order of a few cents per kg U), and the additive would result in only small uranium dilution. Storage cost savings of $100 million or more might be possible. Research and development on this or other processes for increasing density could yield significant cost savings.
An effective process for converting U3O8 to high-density bricks might offer another possible saving: it would yield a very stable product of extremely low radioactivity. Such a product would be a good candidate for on-site or near-site storage if a low-level waste repository near the diffusion plant sites were deemed acceptable.
HF Production and Marketing
The committee has included in its analysis a small credit for the HF produced (see Table 7-5). The credit shown could be much larger if the material gains general acceptance in the market. Much more important is avoiding the alternative, namely, neutralization with lime and storage of the CaF2 produced as waste, possibly low-level radioactive waste. The additional cost of neutralization (capital and operating costs) scaled from the estimate given by MMES (Charles et al., 1991) is approximately $600 million; the storage cost for the CaF2 could be $800 million. (The storage cost is again scaled from an estimate given by MMES and must be considered approximate, inasmuch as long-term storage costs are uncertain at this time. The figure of $800 million appears to be at the high end of the range.)
These costs for making and storing CaF2 translate to an additional cost for disposal of the DUF6 of approximately $4/kg U. There is therefore a large incentive to avoid such costs by marketing the HF produced instead. The French experience in marketing HF has been excellent, and product purity has been acceptable. It will be important to establish the same level of industrial and public acceptance in the United States.
Use of Existing Facilities
The MMES study included the construction of new facilities that might not be needed if the diffusion plants are shut down. For example, existing feed and cylinder handling, as well as support facilities such as laboratories or office space, could be used. Eliminating such new facility costs results in significant savings, perhaps $0.20 to $0.50/kg U.
New Technology
The dry processes currently used for the conversion of UF6 to U3O8 are basically simple, and major cost reductions appear unlikely. However, process modifications might result in somewhat lower conversion costs. Because the stringent criteria controlling ceramic reactivity and physical properties of nuclear fuels are not appropriate for a material destined for waste storage, some changes from the usual fuel technology might be acceptable. For example, a high-capacity "flame" reactor has been suggested as a slightly less costly alternative to the first stage of the usual two-stage conversion process.15
The "densifying" process used to increase U3O8 density from 1.3 g/cm 3 to about 3 g/cm3 might not be necessary if the liquid-phase sintering (brickmaking) process is adopted. There would be a small corresponding savings.
Conclusions And Recommendations
Conclusions
- DUF6 is not a suitable form for long-term storage of depleted uranium. Good industrial practice calls for limiting the amount of DUF6 in storage to a much smaller level than that in existence today at the GDPs.
- Defluorination of DUF6 to uranium oxide (U3O8) and recyclable HF is the most feasible approach to the liquidation of the large inventory.
- Opportunities exist to reduce the cost for disposition of the DUF6 inventory by about half compared to the 1991 MMES cost estimate.
- In the short term, the investment required to convert DUF6 to U3O8 is significantly greater than the expenditure for continued surveillance and maintenance of the DUF6 inventory. However, continued surveillance and maintenance does not address the need for ultimate conversion of DUF6 to a more stable form.
|
15 |
A. Schillomuller, General Electric, personal communication to committee members Frank Crimi, Walter May, William Prindle, Alfred Schneider, and Dale Stein, July 7, 1995. |
- The DUF6 storage cylinders have a limited life and will always require surveillance and maintenance. Periodic refurbishment is necessary, and eventual transfer of DUF6 material to new cylinders will be needed.
Recommendations
- The DOE plan to evaluate alternative DUF6 management options, with a decision in the second quarter of 1998, should proceed as planned. Any new uses for DUF6 that emerge during this planning period should be pursued if they will reduce the ultimate disposal cost.
- Unless significant new uses are identified by 1998, the DUF6 inventory should ultimately be converted to the more stable form, U3O8, for final storage consistent with the prioritized cost- and risk-reduction approach. Conversion should begin with those cylinders in poor condition.
- The cost of converting DUF6 to U3O8 should be minimized by an appropriate choice of plant size, plant location, and schedule for conversion operations.
- A business relationship should be explored with the USEC disposal of their DUF6 along with the DOE legacy material. This arrangement may reduce unit costs for both parties.
- A modest research and development effort should be conducted to improve the physical properties of the U3O8 for disposal—in particular, to increase particle size and density.
- Local long-term storage of U3O8 at the GDPs should be considered, particularly if the research and development on improved physical properties is successful.
References
Adams, B.T., L.L. Vaughan, E.L. Joyce, and T.M. Bieniewski. 1990. Application of plasma shield technology to the reduction, treatment, and disposal of hazardous organic and/or mixed wastes with actinide recovery. LA-UR-90-3229, CONF-9010166-3. Presented at the Annual Department of Energy Model Conference on Waste Management and Environmental Restoration held October 29–November 2, 1990, Oak Ridge, Tennessee.
Barber, E.J. 1991. Chemical aspects of cylinder corrosion and a scenario for hole development. Pp. 9–19 in Proceedings of 2nd International Conference on Uranium Hexafluoride Handling, held October 29–31, 1991 in Oak Ridge, Tennessee. Oak Ridge, Tennessee: U.S. Department of Energy and Martin Marietta Energy Systems, Inc.
Barber, E.J., J.H. DeVan, J.M. Googin, and M.S. Taylor. 1994. Investigation of Breached Depleted UF6 Cylinders at the K-25 Site. K/ETO-155 (ORNL/TM-12840). Oak Ridge, Tennessee: Oak Ridge National Laboratory for DOE.
Bradley, C.E. 1995a. Management of Depleted Uranium Hexafluoride. Presented to the Committee on Decontamination and Decommissioning of the Uranium Enrichment Facilities, The Beckman Center, Irvine, California, February 22, 1995.
Bradley, C.E. 1995b. Depleted Uranium Hexafluoride Management Program. Presented to the Committee on Decontamination and Decommissioning of Uranium Enrichment Facilities, National Academy of Sciences, Washington, D.C., July 10, 1995.
Buelt, J.L., C.L. Timmerman, K.H. Oma, V.F. FitzPatrick, and J.G. Carter. 1987. In Situ Vitrification of Transuranic Waste: An Updated System Evaluation and Applications Assessment. PNL-4000, Suppl. 1, UC-70. Richland, Washington: Pacific Northwest Laboratory.
Charles, L.D., R.A. Joseph, D.E. Brashears, R. VanWinkle, and J.H. Pashley. 1991. Cost Study for the D&D of the GDPs: Depleted Uranium Management and Conversion. K/D-5940-F. Oak Ridge, Tennessee: Martin Marietta Energy Systems.
DeVan, J.H. 1991. Investigation of breached depleted UF6 cylinders. Pp. 279–288 in Proceedings of Second International Conference on Uranium Hexafluoride Handling, held October 29–31, 1991 in Oak Ridge, Tennessee. Oak Ridge, Tennessee: U.S. Department of Energy and Martin Marietta Energy Systems, Inc.
DNFSB (Defense Nuclear Facilities Safety Board). 1995. Integrity of Uranium Hexafluoride Cylinders. Washington, D.C.: DNFSB. April 27.
DOE (U.S. Department of Energy). 1991. Uranium Hexafluoride: A Manual of Good Handling Practices. ORO-651 (Rev. 6), DE91015811. Oak Ridge, Tennessee: Analysas Corporation for DOE.
DOE. 1992. U.S. Department of Energy Independent UF6 Cylinder Assessment Team Draft Preliminary Report. Oak Ridge, Tennessee: DOE Oak Ridge Field Office.
Federal Register. 1994a. Management of Depleted Uranium Hexafluoride; Request for Recommendations. Part VI, 59 FR 56324. 59 (217). Thursday, November 10, 1994.
Federal Register. 1994b. Alternative Strategies for the Long-Term Management of Depleted Uranium Hexafluoride Resources at Several Geographic Locations. Part VI, 59 FR 56325. 59 (217). Thursday, November 10, 1994.
Fields, R. 1994. UF6 Cylinder Considerations. Presented to the Committee on Decontamination and Decommissioning of the Uranium Enrichment Facilities, Paducah, Kentucky, October 21, 1994
.Haelsig, R.T. 1994. Depleted Uranium Concrete Container Feasibility Study. EGG-MS-11400. Idaho Falls, Idaho: EG&G Idaho, Inc., for DOE.
Hertzler, T.J., and D.D. Nishimoto. 1994. Depleted Uranium Management Alternatives. EGG-MS-11416. Idaho Falls, Idaho: Science Applications International Corporation for EG&G Idaho, Inc. and the U.S. Department of Energy.
Hertzler, T.J., D.D. Nishimoto, and M.D. Otis. 1994. Depleted Uranium Disposal Options Evaluation. EGG-MS-11297. Idaho Falls, Idaho: Science Applications International Corporation for EG&G Idaho, Inc. and the U.S. Department of Energy.
Lemons, T.R., C.R. Barlow, J.M. Begovich, F.C. Huffman, P.M. Kannan, J.D. McGaugh, J.H. Paisley, J.J. Staley, W.J. Spetnagel, N.M. Baldwin, R.L. Pearson, R.W. Schmidt, F.W. Stout, M.S. Taylor, J.P. Vournazos, W.A. Pryor, and K.T. Ziehlke. 1990. The Ultimate Disposition of Depleted Uranium. K/ETO-44. Oak Ridge, Tennessee: Uranium Enrichment Organization for the U.S. Department of Energy.
MMES. 1992. Occurrence Report MMES-92-011165. Oak Ridge, Tennessee: Martin Marietta Energy Systems, Inc., for the U.S. Department of Energy.
NRC (National Research Council). 1991. Alternative Applications of Atomic Vapor Laser Isotope Separation Technology. Energy Engineering Board, NRC. Washington, D.C.: National Academy Press.
NRC. 1996. Nuclear Waste Technologies for Separations and Transmutation. Board on Radioactive Waste Management, NRC. Washington, D.C.: National Academy Press.
Quapp. W. 1995. A Systems Engineering Evaluation of Depleted Uranium Management Options . Presented to the Committee on Decontamination and Decommissioning of Uranium Enrichment Facilities, National Academy of Sciences, Washington, D.C., July 10, 1995.
Rock, S.I. 1994. Depleted UF6 Disposition. Presented to Technology Panel of Committee on Decontamination and Decommissioning of Uranium Enrichment Facilities, Columbus, Ohio, August 23, 1994.
Shallo, F. 1994. Cogema Process for UF6 Disposition. Presented to the Committee on Decontamination and Decommissioning of the Uranium Enrichment Facilities, The Beckman Center, Irvine, California, December 12, 1994.
USEC (United States Enrichment Corporation. 1994. USEC Board approves AVLIS technology by unanimous vote. Press release. July 13, 1994. Bethesda, Maryland: USEC.
USEC. 1995. USEC and M4 Environmental Sign Contract For Recycling of Depleted Uranium Hexafluoride. Press release. May 15, 1995. Bethesda, Maryland: USEC.
Walter, C.W. 1989. A Review of UF6 Cylinder Practices and Criteria. KY/L-1522. Piketon, Ohio: Martin Marietta Energy Systems, Inc. for DOE.
Zeitoun, A. 1994. Final Environmental Impact Statement for the Construction and Operation of Claiborne Enrichment Center, Homer, Louisiana. NUREG-1484, vol. 1. Washington, D.C.: Science Applications International Corporation for the U.S. Nuclear Regulatory Commission. August.
Zoller, J.N., R.S. Rosen, M.A. Holliday, S.E. Patton, and L.K. Rahm-Crites. 1995. Depleted Uranium Hexafluoride Management Program, vol. 1. (See Section 7.1.1.7.3, Conclusions by Reviewer X. Lawrence Livermore National Laboratory.) Livermore, California: Lawrence Livermore National Laboratory. June 30.
| This page in the original is blank. |


























