
2
Primary Vehicle Structure
INTRODUCTION
Primary vehicle structure (PVS) is defined as the structure that carries loads from or to another structure or structures. Some examples of PVS in the RLV are the intertank, the payload bay, the engine-thrust mount, and wing/control surface-box structures. Cryogenic fuel tanks will also play a structural role in all planned RLVs. The development plans for composite cryogenic tanks include many features common to all primary structures. The common features, as well as features specific to nontank structures are discussed in this chapter; features specific to the plans for composite tanks are discussed in chapter 3.
Systems studies indicate that compared with current launch vehicles, major improvements in the weight and robustness of PVS will be required to achieve SSTO performance. Primary structure materials have the greatest impact on weight. Phase I technology development will demonstrate the applicability of state-of-the-art composite materials to PVS subsystems for both the X-33 and potential RLV configurations. Final material selection for the X-33 design will be based on systems analyses that incorporate the results of the technology program.
The primary issue relevant to the development of a PVS is the lack of data for estimating material properties, life cycle, manufacture, inspectability, and repairability of composite materials potentially applicable to primary structures in launch vehicle environments. Therefore, the objective of PVS technology development is to determine whether structures can be produced that meet weight, reuse, cost, and operations requirements for X-33 and RLV configurations. Information obtained during technology development, as described in the decision criteria below, will be used to determine if a reusable PVS can be built and integrated into an X-33 flight test vehicle as a demonstrator model for an eventual SSTO vehicle to be developed by the end of the decade.
DECISION CRITERIA
The PVS decision criteria developed to determine whether to proceed to Phase II of the RLV program are given below:
-
At least one composite intertank test article will be constructed and integrated with the required TPS, health monitoring, and attachment subsystems, and will be under test. Appropriate coupon and other subscale testing (e.g., pull-test, panel specimen) required to achieve this goal will be completed and documented.
-
At least one composite thrust structure test article will be constructed and integrated with the required TPS, health monitoring, and attachment subsystems, and will be under test. Appropriate coupon and other subscale testing (e.g., pull-test, panel specimen) to achieve this goal will be completed and documented.
-
At least one composite wing or aero-surface test article will be constructed and integrated with the required TPS, health monitoring, and attachment subsystems, and will be under test. Appropriate coupon and other subscale testing (e.g., pull-test, panel specimen) to achieve this goal will be completed and documented.
-
The material selection for intertank, thrust structure, and wing or aero-surface will be completed and documented. The selection must consider performance (e.g., weight, strength) producibility, inspectability, and operability characteristics.
-
A documented analysis will have been completed which demonstrates that the selected materials and primary structure subsystems are scaleable to a full-scale RLV and will adequately be demonstrated by an X-33 vehicle. This analysis will contain the correlations between analytical predictions and experimental test results. These correlations will be at a level of confidence sufficient to ensure that analytical tools are valid for purposes of full-scale vehicle design. Estimated requirements for the RLV, which will be supported by this analysis, include a weight target of 4.0 lb/ft2 of surface area or less for the airframe structure (TPS, vehicle health monitoring system not included).
NASA/INDUSTRY PROGRAMS
The design practices used by the industry teams, as well as structural component designs and the development and test programs, are discussed in the following sections.
The development of alternate and advanced technologies by industry and at the NASA centers will also be discussed briefly.
Design Practices
The strong sensitivity of gross liftoff weight to vehicle dry-weight mass ratio is illustrated in Figure 2–1. Economically viable gross liftoff weights and technically feasible specific impulse (Isp) restrict the dry-mass fraction to a narrow range of 10–11 percent, of which the structural mass fraction is about 5 percent, which emphasizes the importance of rigorous weight control of all vehicle components.
Components that meet the derived system requirements were designed by contractors using standard analytical techniques; however, design details varied from one contractor to another. The contractors applied factors of safety to various components differently and assumed differing factors of safety and weight penalties for joints and other nonstandard areas of structure, materials, and the level of composite layup. The strategies for assuring robustness and reusability also varied among contractors. Producibility, cost, health monitoring, NDE inspection, and repair considerations are included to some extent in all designs and are primarily correlated to the maturity level of the design. One of the most important design factors was the assumed weight growth margin for the RLV configuration. All contractors used very low values, varying from almost zero to 15 percent. The resulting requirements for primary structure weight per unit area vary from slightly less than the NASA/OMB requirement of 4 lb/ft2 up to a high of 5.3 lb/ft2.
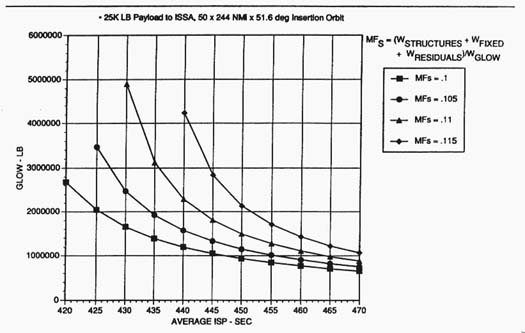
FIGURE 2-1 What Does It Take to Achieve SSTO? Source: Lockheed Martin.
Components of Major Structures
The contractors selected three vehicle design concepts to demonstrate RLV primary vehicle structure technology in the X-33 program: wing body, lifting body, and vertical lander. In all three, the fuel tanks are incorporated as major structural elements. The designs also incorporate the following major dry components:
-
intertank structure(s)
-
thrust structures
-
control surfaces and/or wings
-
an external aeroshell (in one case only)
The intertank is the structure between the liquid oxygen (LOX) and liquid hydrogen (LH2) tanks. This structure is designed to carry loads and transition them to adjacent fuel tanks. In addition, some launch vehicle guidance, navigation, and control systems are located in and supported by the intertanks. In most RLV designs the payload bay is also located between the intertanks. Inasmuch as the intertank accommodates a network of support structures, many attachments and cutouts for feedthrough holes are necessary. The structural concepts being considered for the intertank design include truss structures, frame-supported sandwich panels, and skin-stringer, semi-monocoque structures.
The primary function of the thrust structure is to transfer and distribute engine thrust loads through the launch vehicle. The thrust structure is a highly loaded system and must perform in a severe thermal and vibroacoustic environment. Configurations under study include trusses, conical shells, and longeron-reinforced, frame-stabilized shells. The thrust structure, which carries large loads, consists of multiple components requiring joining and/or complex integral manufacturing. The engines are attached to the thrust structure with mechanical fasteners.
The aeroshell and control surfaces, including the wings, are based on specific designs, each with different performance criteria. The wing and control surface designs being considered consist of box beams built-up either from skin-stringer panels or from honeycomb-core panels. Aeroshells are lightly loaded stiffened panels connected to the cryotank or other structures through a space-frame network of composite trusses.
Materials under primary consideration for dry structure include graphite/epoxy composites and higher temperature graphite/bismaleimides (BMI) composites, with the latter being favored in most designs. Graphite/thermoplastic, graphite/polyamide, and graphite/cyanate ester composites are also under consideration either as backup or eventual improvements.
Development and Test Programs
The contractors followed a reasonable preliminary design approach to developing the primary vehicle structures—a "building block" approach typical of composite
structure design. Tests have been specified at the material, laminate, full-sized substructure, and subscale structure levels. Tests were designed to confirm the assumed material properties, structural behavior, and performance of the system designs and to identify properties to further design revisions. Extensive material-level testing has been or will be performed, as well as hundreds of material and laminate coupon tests. The test results will be added to the contractors' large database of composite properties. Material testing under the current program is concentrated on newer, less well characterized materials, on less familiar properties (such as cryofuel compatibility and permeability), and on performance at low and high temperatures. Materials being considered in this program include composites of high-strength graphite fibers (IM7, T650, and T1000) with toughened epoxy (977, 8552) BMI (5250, and others), cyanate ester (EX1509), and thermoplastic (X3009, K3B) matrices. Basic (ply) material properties to be tested under the program include longitudinal and transverse tension and compression, in-plane shear, and interlaminar strength. These tests are usually performed at a variety of temperatures and absorbed-moisture levels (although the latter are not as numerous as in aircraft programs) and also after thermal cycling. Most testing is intended to complete or supplement existing databases.
Testing laminate properties is the next step in the building-block approach. The laminates being considered vary by contractor, and a wide variety of layups and thicknesses are being considered. Preliminary designs include pseudo-isotropic layups, 0/90/+ -45 families, and optimized 0/15/30/45/60/90 designs. Longitudinal and transverse tension and compression and in-plane shear were also tested. The results of these tests are used primarily to check and verify laminate stiffness calculations and to determine the design strengths of undisturbed laminates. Most laminate failures are associated with design details; therefore, a wide variety of more complex tests is planned (the following list is not all inclusive):
-
open hole strength (tension and compression)
-
filled hole under compression
-
bearing (pin and bolt loaded holes)
-
compressive strength after impact
-
LOX compatibility
-
through-thickness H2 permeability
-
microcracking and strength after thermomechanical cycling
-
compatibility with health monitoring inclusions, such as optical fibers
These properties have little meaning at the ply level and are used only as design data for the selected laminates.
The next level of structural complexity is dominated by joining considerations. Joints are recognized as critical by all contractors. The same building-block approach has been applied to developing joints. Fundamental tests that yield information critical to joint designs include lap shear tests, bearing, interlaminar tension, and pin or bolt tension tests. The results of these tests, particularly for lap shear, are susceptible to many factors. Therefore, the program includes extensive testing of lap joints, adhesives,
temperatures, surface preparations, layups, and material architectures (cloth and tape). Joint details, such as tapering and ply dropouts, are also being tested. Joints between panels and structural details, such as stiffeners and tension clips, are tested extensively, and specific tests are performed to test clip and stiffener pull-off and load transfer at stiffener terminations and panel closeouts.
The next element in the building-block approach is large-scale built-up components. These components include flat, stiffened panels; curved, stiffened panels; and complex joints. These components will be partial structures of full-scale RLV tank and intertank sections and thrust structure sections. Testing for damage resistance (usually by after-impact testing) and repair techniques will also be performed. Integration of components with TPS and cryoinsulation systems will be included in some of these tests. A variety of thermal and mechanical loading conditions will be considered, including cyclic and combined-loads.
Large-scale joint tests in all programs are concentrated on the joint between the cryotanks and the intertank structures, referred to as the Y-joint because of its shape when viewed in cross section. Numerous tests of Y-joint sections and subscale versions of complete joints are planned. Other design details, such as joints between panels and metal fittings, tank fittings, and double-lap joints for tanks, will also be performed.
Finally, complete structures, such as thrust structure components, wing boxes, and structural tanks, will be built and tested. Some components will be full-scale flight components (to be flown on subscale vehicles), such as tanks and intertanks that will be used on the DC-XA flight. Other components will be subscale models of complete structures, such as quarter-scale intertank structures or subscale structural tanks. Full-scale, but simplified structures, such as a complete wing box, also will be built and tested. Generally, these tests are scheduled to be underway by June 1996.
Material and laminate tests will be performed under a wide variety of conditions, including a wide range of temperatures, and pre-conditionings including exposure to moisture, thermal cyclings, and impacts. Joints and subscale components will be tested under fewer conditions; and built-up test structures and substructure specimens under fewer still. Generally, although fewer specimens (and therefore fewer load conditions) will be used in the more complex tests, the conditions tested will be more complex. For example, for a new fixture under development at NASA Langley, intertank section panels will be subjected simultaneously to multiaxial enplane loading, pressure loads from one side, and a complex thermal environment. In another case, composite tanks will undergo both thermal cycling and extensive, repeated mechanical loading after which they will be tested functionally (e.g., for hydrogen leaks).
Alternate and Supplemental Technologies
The advanced and alternate technology development programs relevant to the work on cryotank and composite structures will provide alternatives to primary technologies and materials if the primary technologies fail to meet requirements. Alternative technologies and materials are being studied both at NASA centers and by
the contractors. NASA work relevant to cryotank and primary structure development includes alternate integrated TPS/structure, sandwich structures, debris damage-assessment techniques, structural joint techniques based on ongoing work in the advanced composite technology and high speed research programs, and full-scale pressure testing methodology and test facility development.
Contractor work on alternate and advanced technologies includes alternate material (cyanate ester and K3B thermoplastic) database development, alternate construction techniques (i.e., Russian isogrid composite structure), and health monitoring and assessments of damage-detection technology.
FINDINGS AND RECOMMENDATIONS
Findings
The committee, with some reservations, believes that the design methodology for PVS is sound. The analysis techniques are appropriate for the designs, and key technology issues have been identified for the preliminary designs. Technology is being advanced through a building-block approach, similar to the approach to earlier composite structures. Robustness issues are being addressed by the use of damage tolerant approaches. The range of technologies under development by the contractors makes the program itself a resilient one.
The committee is concerned about the low, 15 percent maximum weight growth margin being applied this early in the development phase of a new design using materials of moderate maturity. However, the committee agrees that simply increasing the weight growth margin will lead to a first estimate for a larger vehicle. There is a real need for strict limits on weight growth, which means emphasizing the accurate calculation of structural performance and weight early in the program and necessitates early verification that a given structure can be built at or below the predicted weight.
Efforts to validate the analysis techniques and scaleability to SSTO RLVs are progressing in a reasonable direction. Extensive subscale tests, moving from coupon size through panel size to reasonably large test articles, are to be accompanied by continuous validation of the predictive tools. However, ways to validate as-built structural mass fractions and their required growth margin have not been fully determined at this time.
The variety of concepts being considered by contractors is an asset to the program. Exploring the viability of a range of concepts will enhance the range of potential tradeoffs available for the eventual SSTO RLV. Using composite materials also will increase the number of potential tradeoffs because, in theory, a wide range of materials and layups is available. This range is somewhat restricted by the building-block approach, which relies on empirical data on specific laminates; however, at this stage in the program a reasonable range of materials and laminates is under consideration. Toughened-matrix graphite/epoxy for tank structures and graphite/BMI for dry structures are currently the prime candidates for the RLV. Selection of these materials is based on existing material databases and previous design and manufacturing experience.
The committee believes that important design details, such as joints, built-up structures, and damage tolerance, are being considered in reasonable ways. Essential joints are being designed in detail and tested extensively. A variety of approaches is being employed to assure a sound structure. Most work focuses on damage tolerant designs. Health monitoring and NDE have also been discussed as ways to relax structural robustness requirements, but these technologies appear to be immature at this time.
Alternate and advanced technologies have not been explicitly defined in the decision criteria. They can, however, play a valuable part in the program by providing alternate paths to success through either higher performance or lower risk than baseline designs.
The decision criteria identify a specific target for primary structure weight—4 lb/ft2 of vehicle surface. This requirement is not explained, but it is typical of published SSTO designs.1 Because the weight limit may not apply equally to all vehicle designs it should be reconsidered for each design concept.
It is important to note that time constraints did not allow the committee to explore fully issues such as aging, ease of assembly, and maintenance of structures. However, the committee considers these issues to be very important over the long-term.
Recommendations
-
The most rigorous requirement for the primary structure is to achieve robust functionality at a very low mass fraction. Quantitative targets for material, laminate, subcomponent, and component tests should be reached during Phase I. Critical elements include assuring that the conditions under which testing is done (particularly the complex conditions for the component tests) are accurate; in cases of uncertainty, determining worst case scenarios; and designing tests so the information can be used to demonstrate that mass fraction goals have been achieved.
-
Test articles of each size must be designed, built, and tested to RLV-scaled conditions using the design codes that are being validated. For larger test articles, all of the joints and fittings should be properly scaled to the RLV flight configuration. This may require full-scale testing of some joints.
-
The planned combined-loads tests that simulate the appropriate thermal and acoustic environments integrated with flight vehicle interfaces (e.g., TPS on the cryogenic tank or the intertank) should be conducted with as many cycles as possible.
-
Many health monitoring systems and NDE techniques were mentioned in the briefings, but there does not seem to be a well ordered program to identify which measurements will be made and where or how to use NDE in the difficult situation of penetrating multiple layers of material. The committee is aware of the extreme difficulty of this task and strongly
-
recommends that a clear path toward certifying readiness for launch of flight-critical hardware be developed.
-
Weight requirements (not only the 4 lb/ft2 given in the decision criteria) must be defined for each vehicle concept.
NOTES
1. Aldrich, Arnold D. 1993. Access to Space Study: Report to the Administrator. Washington, D.C.: National Aeronautics and Space Administration.








