
4
Thermal Protection System
INTRODUCTION
The thermal protection system (TPS) for the RLV must protect the structure and cryogenic fuel tanks from extremely high temperatures during launch and reentry. To meet the requirements of an RLV, the TPS must be readily producible, lightweight, operable, and reusable with a minimum lifetime of 100 missions. The TPS for the RLV must have an adverse weather capability with 95 percent availability. The TPS must also exhibit an order of magnitude reduction in maintenance and inspection requirements as compared with the existing shuttle TPS to permit rapid turnaround. Unfortunately, during the course of this study, the committee could not obtain the breakdown of the total shuttle maintenance and inspection figures, including the TPS, both in terms of cost and manhours.
The space shuttle orbiter TPS, the only demonstrated reusable TPS, provides valuable lessons for development of the RLV TPS. The aluminum orbiter structure has successfully remained within temperature limits, and the primary bonded attachment method has prevented heat leaks directly into the structure. However, as shown in a detailed assessment of TPS damage, (Table 4–1), the TPS systems covering various parts of the orbiter were exposed to temperatures beyond their true reuse limits, causing embrittlement, the slumping of edges, and overheating, cracking and flaking of the coating. Damage to ancillary TPS systems (e.g., gap fillers, thermal barrier coatings, filler bars) was especially high. The designated orbiter TPS reuse temperatures (Table 4–2) are obviously too high because irreversible changes in exposed materials occurred at those temperatures. Additional damage was caused by liftoff and landing debris (chips, gouges) and by airflow and pressure gradients (erosion, fabric frays and tears, lost gap fillers). This lack of TPS robustness and resiliency would result in repair/replacement times and manhours that do not meet RLV goals.
Another factor that contributes to the long TPS turnaround time and high cost after each flight is extensive re-waterproofing, which is necessary for many of the tiles and blankets on the orbiter to prevent them from absorbing moisture; additional moisture would increase vehicle weight and, therefore, reduce payload to orbit. Re-waterproofing is required after each flight because parts of the vehicle TPS reach temperatures that
TABLE 4-1 Space Shuttle TPS Damage1
|
TPS |
Discrepancy |
Notes |
|
Tile |
Chips, gouges, coating cracks, edge and corner slumping (melting and deformation), erosion (tile material after loss of protective glass coating) |
Most common TPS damage |
|
Advanced Flexible Reusable Surface Insulation (AFRSI) |
Coating loss, embrittlement, fabric frays, tears, broken threads, blanket debonds |
Can be repaired |
|
Felt Reusable Surface Insulation |
Coating overheating, coating tears, joint seal damage, edge member damage |
Least frequent |
|
Reinforced Carbon-Carbon |
Chips or cracks in SiC coating, flaking or loss of sealant, pin holes, exposure of underlying carbon substrate |
Refurbished by vendor, less frequent than tile or AFRSI |
|
Gap fillers and thermal barrier coatings |
Lost coatings, frays, fabric breaking, tears, charring, protruding or lost gap fillers |
Two of the major items that require reworking |
|
Filler Bars |
Overheating caused by out-of-tolerance steps, gaps, or heating environments |
|
TABLE 4-2 100 Mission Maximum Operating Temperature for Space Shuttle Orbiter1
|
Material System |
100 Mission Max. Operating Temp. (° F) |
Failure Mode |
|
Reinforced Carbon-Carbon |
2960° |
Carbon oxidation and mass loss |
|
High Temperature Reusable Surface Insulation |
2300° |
Surface cracking and shrinkage |
|
AFRSI |
1500° |
Fabric and thread embrittlement; susceptible to erosion |
|
Low Temperature Reusable Surface Insulation |
1200° |
Surface cracking and shrinkage |
|
Felt Reusable Surface Insulation |
700° |
Surface cracking and shrinkage |
degrade the waterproofing agent. In summary, to achieve the RLV goal of low cost per launch, the TPS subsystem must be substantially more robust than the shuttle TPS, and the waterproofing issue must be resolved.
Both the X-33 and RLV are more complex than the shuttle orbiter. Large surface areas require that the TPS protect against overheating during reentry, and cryogenic insulation protect surfaces covering the reusable LOX and LH2 tanks. Cryogenic insulation on the orbiter is limited to areas adjacent to feedlines because the cryopropellants are carried in the disposable external tank. The RLV TPS mounted on the cryogenic insulation which is attached directly to the cryotanks, either internally or externally, form the surface of the vehicle. These components must prevent moisture in the air from forming ice on the cryogenic tanks prior to liftoff and during early ascent. Icing adds unwanted weight to the vehicle and, if chunks of ice break off during ascent, they could damage parts of the vehicle. Cryogenic insulation also prevents atmospheric heat from reaching the cryogenic propellants, which would result in vaporizing the propellant prior to liftoff or during ascent.2
Figure 4-1 shows the layered configurations for the two locations of the cryoinsulation relative to the tank wall. This figure shows that for internal insulation the TPS may be attached to the tank wall; for external insulation, the TPS would be attached to the lightweight cryoinsulation. The issue of attaching the TPS is raised here because it is one of the critical technologies that must still be developed. This is not so much a question of feasibility because the TPS can be bonded adhesively as it is today. The goal is to develop a technique that permits easy, rapid removal and replacement when necessary.
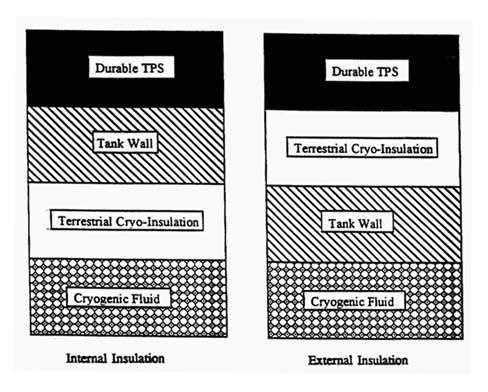
FIGURE 4-1 Examples of Cryogenic Tank Configurations
The primary issue of concern for the TPS is the lack of data for estimating the durability and operability of newly developed TPS materials in launch vehicle environments. The TPS must be resistant to: rain erosion; low and high speed particle impacts; and aerothermal, acoustic and thermal-mechanical loading. TPS operability issues that must be resolved include: type of waterproofing; robustness or coatings (no coatings preferred); ease of inspection, maintenance, and repair; and attachment techniques that permit rapid replacement. The objective is to determine whether these materials can be produced and integrated to meet weight, reuse, cost, and operations requirements for X-33 and RLV configurations.
Data obtained from the technology development program as specified in the following decision criteria will be used to determine whether reusable, operationally efficient components can be built for the TPS and integrated into an X-33 flight test vehicle to support the demonstration of SSTO by the end of the decade. Various materials and attachment options will be investigated. Integrating TPS options with structural test articles is discussed in chapters 2 and 3 of this report.
DECISION CRITERIA
-
At least one ceramic TPS test article will be constructed and under test. All appropriate element testing required to achieve this goal will be completed and documented. All appropriate attachment mechanisms will have been analyzed and preferred technologies included in the test article.
-
At least one metallic TPS test article will be constructed and will be under test. All appropriate element testing required to achieve this goal will be completed and documented. All appropriate attachment mechanisms will have been analyzed and preferred technologies included in the test article.
-
Material selection for TPS applications in primary structure and reusable cryogenic tank sections will be completed and documented. The selection must consider performance (e.g., weight, durability), producibility, inspectability, and operability and cost characteristics.
-
A documented analysis will have been completed which demonstrates that the selected materials and TPS subsystems are scaleable to an operational RLV and will adequately be demonstrated by a X-33 vehicle. This analysis will contain the correlation between analytical predictions and experimental test results. These correlations will be at a level of confidence sufficient to ensure that analytical tools are valid for purposes of full-scale vehicle design. Estimated requirements for the RLV which will be supported by this analysis, include a 100 mission minimum lifetime and an order of magnitude reduction in
-
maintenance and inspection requirements as compared to existing Shuttle TPS (a baseline for Shuttle will be developed for inclusion in this criteria).
NASA/INDUSTRY PROGRAMS
Two NASA centers are participating actively in the development and testing of the advanced TPS by providing direct support to industry and by working on complementary tasks related to high risk issues. NASA Langley Research Center (LaRC), which has a long history of working with metallic and refractory TPSs, including applications in the NASP program, has two programs in progress: one to develop and mature a metallic TPS; and one to develop a composite refractory TPS (C/SiC). A common attribute of these materials is their inherent resistance to rain or particle impact erosion and to environmental exposure, such as moisture, lightning, and frost. LaRC's goal for the metallic panels is to reduce the mass of the currently used ceramic tiles by 15 to 25 percent at or near 1,800°F by using lighter weight insulation and improved designs and materials. The RLV TPS design will be based on LaRC's sophisticated thermal-structural analysis and sizing codes to satisfy RLV flight conditions. The TPS based on these designs will be fabricated to RLV requirements and tested against weather exposure and thermal vacuum conditions, rain erosion, low speed and hypervelocity particle impacts, aerothermal effects in wind tunnel and arc jets, thermal acoustic environments, and, finally, an oxidation environment.
Tests are planned both at the individual TPS tile or panel level and at the large, integrated cryotank wall/cryoinsulation/TPS/attachments scale. The larger size tests will be done using realistic aerothermal, thermal/acoustic, trajectory heating and pressure simulation for oxidation studies and combined thermal and mechanical loading. LaRC has developed, fabricated, and tested a superalloy honeycomb concept and is now working on reducing the weight of the superalloy honeycomb. In addition to the design and fabrication of metallic TPS, LaRC is working on attachment concepts and repair of refractory TPS, with operability as a major goal. Viable concepts will be integrated with substructure and cryoinsulation and tested. LaRC supports the industry partners by applying their designs, as well as aerothermal environment codes, to contractor-specific configurations, developing new codes on request for special purposes, and providing TPS concepts to industry. LaRC also conducts tests at all levels.
NASA Ames Research Center (ARC) has been a recognized center of excellence for TPS since the 1950s. The refractory TPS was developed at ARC during the shuttle era. Since then, ARC has continued to develop considerably more robust TPSs, including several innovative candidates for RLV. One TPS developed by ARC is the insulation blanket, which is primarily used on the upper (leeward) surface of the vehicle but can also be used in areas that reach 2,000 to 2,200°F. All of the materials in the blanket insulation can withstand higher temperatures than the blankets currently in use. Several advanced TPS blanket types and characteristics are described below.
-
Nextel AFRSI—Advanced fibrous refractory surface insulation is made from Nextel 440 fabric and alumina batting and can withstand temperatures of about 2,000°F.
-
TABI—Tailorable advanced blanket insulation, an integrally woven, fluted blanket made of Nextel, silicon-carbide fabrics, or alumina batting, forms a smooth, toughened surface good to 170 dB acoustic environment.
-
CFBI—Composite flexible blanket insulation is made of AFRSI with added multilayer insulation and provides improved insulation properties.
-
DurAFRSI—AFRSI is modified by adding metallic foil brazed to the wire mesh top surface to create DurAFRSI, which makes the material more robust.
Several techniques for attaching blankets to the RLV are being evaluated including adhesive bonding with silicone adhesive. Adhesive bonding has both advantages and disadvantages. The advantages include a uniform bond line, no thermal shorts, relatively high bond line strength (3–4 psi), water resistance, and proven reliability. The disadvantages include complexity of installation and removal, difficulty of inspecting the structure visually, limited temperature resistance (650°F), and degradation of the adhesive if alternate waterproofing compounds are used.
A number of mechanical fastening techniques for attaching TPS blankets have also been evaluated, including hook and loop (Velcro), floating nut plates (used as specified in metal foil blankets), snaps and grommets, and capstans (with lacing wire to install blankets). Advantages of using mechanical fasteners include ease of installation, inspection, and replacement; resistance to waterproofing agents; and high-temperature resistance. The disadvantages include potential heat shorts; increased weight; water intrusion; poor vibroacoustic performance; and unproven technology for use with flexible blankets.
A second type of TPS being developed at ARC is insulation tile used on the underside (windward side) of the vehicle, which is exposed to higher temperatures than the upper surface. The materials are:
-
AETB—Alumina enhanced thermal barrier is a high-temperature tile incorporating alumina fibers; can withstand temperatures up to 2,600°F.
-
TUFI—Toughened uni-piece fibrous insulation is a toughened tile-coating preparation that provides order of magnitude improvement in damage resistance.
-
SIRCA—Silicone impregnated reusable ceramic ablator is a silica tile impregnated with an ablative silicone that has potential for multiuse capabilities at RLV leading edge and nosecap conditions.
Coated ceramic tiles are used in the high-temperature, high-aerodynamic-force areas of the space shuttle. These tiles are reusable but not very robust; and they are not impact resistant. TUFI is basically the same type of ceramic insulation with an impact-resistant
coating. Flight performance data have already been generated for the space shuttle, and the TUFI coating has shown significant improvement in damage resistance.
The third type of TPS uses the following ceramic-matrix composites:
-
C/SiC—Carbon-fiber-reinforced silicon-carbide matrix composites
-
SiC/SiC—Silicon-carbide/silicon-carbide composite
-
ACC—Advanced carbon/carbon composite
Ceramic-matrix composites are designed to protect leading edges of the vehicle during reentry and must withstand temperatures in the 3,000°F range. High-temperature TPSs may replace heavy leading-edge components like the ones used on the space shuttle. The TPSs described above are available to the RLV industry partners and are considered either as primary or backup candidates by each of the contractors.
In addition to developing the candidate TPSs, ARC provides direct support to the prime contractors, as requested, including performing aerothermal environment studies for specific configurations and TPS materials. These include studies on the use of ARC's advanced computational fluid dynamics codes, TPS requirements, design and trade support, blanket coating evaluations, advanced waterproofing techniques, and integrated health monitoring systems (including the development of sensors). ARC also conducts tests for the prime contractors in the center's arc jets, hypervelocity particle facilities, and wind tunnels. These complementary tasks are intended to provide a quantitative methodology for assessing life cycle performance, including operations. ARC's inputs to this analysis include the weight, robustness, durability, and reuse of TPS concepts in all the environments to which they will be exposed. Robustness of the TPS will be established by a robustness test matrix, which was developed in an ARC-conducted workshop with the direct participation of the industry partners. Development and validation of the matrix tool will help satisfy the last two decision criteria. A "large-panel rigid TPS" task is intended to demonstrate attachment and sealing between large rigid tiles, and more generally, to demonstrate reduction in maintenance and repair requirements. ARC is also developing a quantitative tool, THERMPRO, to identify the appropriate health monitoring/NDE systems to ensure TPS flight readiness.
The prime contractors are doing most of the work for the development program, relegating special tasks to NASA centers that have the expertise and test facilities/capabilities best suited to the task. Accordingly, the prime contractors select the TPS candidates appropriate for their vehicle, assume responsibility for the producibility of the TPS, and define the attachment methods to be used. Further, the prime contractors define the test program, prepare test procedures, fabricate/provide test articles, and analyze test results. In some cases, a prime contractor may perform all mechanical testing, including dynamic mechanical testing. The prime contractors have also taken the lead in integrated health monitoring management, identifying failure mechanisms, defining appropriate sensors, preparing and executing a plan to evaluate TPS using integrated health monitoring/NDE, and integrating health monitoring with other TPS tests. In the final analysis, they assume responsibility for satisfying the Phase II decision criteria. Examples of special tasks for which NASA is given the lead are the development
of advanced TPS candidates and durable waterproofing techniques. Again, the vast majority of activity in the industry/government program is led by industry.
To summarize, NASA and the industry partners are investigating many TPS materials and design approaches. Some are improved versions of the orbiter TPS (advanced carbon/carbon; TABI; AETB/TUFI); others were investigated under the NASP program (C/SiC; SiC/SiC); and the metallic panels have been evaluated and refined over the past 25 years, since the inception of the space shuttle program.
Table 4-3 shows the principal TPS concepts for different locations on the RLV as proposed by the prime contractors and supporting NASA organizations. Both attributes and concerns are shown in the table. In a number of instances, the concerns indicate that more test data will be needed after the TPS attributes have been confirmed. Although all of the concerns are being addressed in the program, they must be carefully monitored.
There are a number of promising candidates for use in various parts of the RLV, all of which are improvements over current operational TPS systems in terms of higher temperature capability; robustness against impact damage; and, in several cases, resistance to water absorption and lower weight. All of these characteristics (and others) suggest considerable improvement in reusability, which is one of the main objectives to be met in the TPS area. However, although there is little doubt that the new materials will perform better, detailed quantification of whether RLV goals will be achieved cannot be provided until the results of the extensive test programs are received. The committee is concerned about the small number of critical test facilities available to evaluate all these candidates before the target date for the end of Phase I; therefore, it is important that the industry/NASA partners prioritize the TPSs that are most likely to achieve all of the RLV program goals and test them first.
TABLE 4-3 TPS Concepts for Reusable Launch Vehicle (RLV)
|
Concept |
Attributes |
Concerns/More Data Required |
|
Nose Cone and Leading Edges |
||
|
Advanced Carbon/Carbon |
Higher strength than reinforced carbon-carbon; used on orbiter. |
Oxidation-effects data required. High thermal conductivity may require complex, heavy attachment mechanism. Rain-erosion resistance data required. |
|
Carbon/SiC or SiC/SiC |
Good potential. No coatings required (oxidation resistant). |
High thermal conductivity. Rain-erosion resistance data required. Development tests required. |
|
SIRCA |
Easy to produce in appropriate size. Low thermal conductivity. Allows backface attachment. |
Reusability and rain-erosion resistance data required. |
|
AETB tiles with TUFI coating |
Easy to produce in appropriate size. Low thermal conductivity. Allows backface attachment. Low fabrication cost. |
Data required on temperature resistance. Requires waterproofing. Lack of appropriate thermal cycling data. Data required on rain-erosion resistance of coating. |
|
Concept |
Attributes |
Concerns/More Data Required |
|
AETB/TUFI |
Best reusable surface insulation tile material/coating system. Attachment by bonding. Fabrication analogous to shuttle tile. |
Requires waterproofing. Requires gap fillers. |
|
C/SiC or SiC/SiC standoff panels |
Potential low weight. Thermally stable. |
High cost. Standoff design for thermal expansion. Development tests required. |
|
Metallic (superalloy) |
Robust and damage tolerant. Protected insulation. Panel-to-panel overlap minimizes gap seal problems. Design refined over many years. |
Attachment must allow for thermal expansion. Heat transfer through attachment. |
|
TABI |
Best blanket insulation. Attachment by bonding, no heat shorts. Potential 2,000°F reuse. Larger size than tile insulation. |
Requires waterproofing. Protective coating performance data required. |
|
Upper (Leeward) Surfaces |
||
|
NEXTEL/AFRSI |
Lower cost than TABI. Better insulator than TABI. Flight experience on orbiter. |
Requires waterproofing. Coating performance data required. Stitching needs more development. |
|
Titanium Honeycomb |
Robust and damage tolerant. Lightweight. Large panel sizes. Panel-to-panel overlap minimizes gap seal problems. |
1,000°F limit. |
|
Polybenzimidazole (polymer) Felt |
High temperature polymer (800°F). Low density. Low thermal conductivity. Attached by bonding. |
Higher cost than Nomex. Lack of test data. No data on waterproofing. |
|
Thermal Insulation |
||
|
Internal Multiscreen Insulation |
Good potential. |
High cost. Unproven concept. Development testing required. |
|
Ceramic Fiber Bat |
Low cost, commercial item. Can be encapsulated to protect from elements. Material change with reduced temperature for maximum efficiency. |
Settling under vibratory loading and thermal cycling. |
|
Reflective-coated Fiber Bat |
Good potential. |
Higher cost than fiber bat. Test data required. |
|
Multilayer Insulation |
Mature concept. |
Most efficient in vacuum; less efficient in air. |
|
Concept |
Attributes |
Concerns/More Data Required |
|
Cryogenic Insulation |
||
|
External Foam-Filled Honeycomb |
Failsafe design for foam. TPS attachment by bonding to honeycomb. Minimizes foam cracking. |
High TPS to cryogenic insulation interface temperature due to lack of heat sink. |
|
Note: Standoff panels could be attached directly to the tank walls through holes in the cryogenic insulation. Subsequently, holes could be closed out with pour foam. |
||
|
Internal Fiber-Reinforced Foam Panels with Fiberglass Liner |
Provides heat sink capability of tank wall for entry heating. Uses water (CO2)-blown foam which causes no stratospheric ozone depletion. |
Ice formation on exterior of LH2 tank wall because of hydrogen permeability. Inspection/repair requires access to tank interior, which can be source of contamination. Not suitable for LOX tank because not LOX compatible. |
FINDINGS AND RECOMMENDATIONS
Findings
The current program appears to be well balanced in the development of advanced thermal protection materials that can meet the goals of significantly improving operability and reusability while maintaining the weight target allotted to that system. Development, primarily at two NASA centers, has proceeded along two distinct, but complementary lines. One approach takes advantage of the long heritage of the shuttle TPS while significantly improving the robustness of reusable blankets and ceramic tiles against damage known to require excessive manpower for vehicle turnaround. The second approach continues to pursue the development of metallic panels to increase robustness. In addition, a third concept, ceramic-matrix composites, is under development for use in the highest temperature regions during reentry (i.e., the nose and leading edges of the wings control surfaces). Each approach raises some concerns that are being addressed in the program.
Although production of most of the new TPSs does not appear to be a major issue, there are questions about the resistance of tiles (refractory or metallic) to particle impact at liftoff and landing and especially while in orbit at space station altitude (where some predictions are that penetration of a tank may occur at least once in a 100-mission cycle). The level of rain that can be safely penetrated must also be determined. It is clear that both the shuttle-improved and metallic TPSs have significantly higher resistance, but neither has been totally quantified across the operational map. Tests for this type of robustness are in progress.
A major workshop was conducted by ARC to define experimental programs for evaluating environmental and vibroacoustic effects on TPS, including rain/particle erosion, lightning, and pad ice/frost. The workshop resulted in the development of a comprehensive "robustness test matrix" by the community of experts.
The TPS waterproofing issue must be resolved. The time and manpower required to apply waterproofing after each shuttle flight do not meet the requirements for the turnaround times required for an RLV. The developers are attempting to find agents/coatings that provide permanent waterproofing; however, to date, they have not been successful. Techniques for applying waterproofing to the TPS materials more rapidly are also being considered. Whether the waterproofing problem can be resolved with existing technology and ongoing research is still uncertain.
Methods for attaching each of the two generic TPSs (ceramic and metallic) to the tanks, cryogenic insulation, and primary vehicle structure still require significant development. This is an extremely important problem area that requires innovation to develop concepts that demonstrate satisfactory structural integrity in flight, while permitting easy replacement when necessary. The shuttle-improved TPSs are compatible with adhesive bonding, which has been proven safe for flight, but replacing tiles or blankets is time consuming. Use of metallic panels will require mechanical attachments that are still under refinement.
Cryogenic foam insulation has been used on expendable vehicles (including the shuttle's external tank), but reuse has been limited to one or more tanking-detanking cycles. The contractors recognize the problem of fraying of the foam systems and are using honeycomb or fiber reinforcement configurations to keep the foam from cracking or crumbling. Subscale tank tests will be used to evaluate this approach.
A permissible rate of heat leakage into the propellants has been specified for the space shuttle external tank; however, the corresponding rate for X-33 or RLV has not been determined. The sensitivity of propulsion efficiency to propellant temperature and the resulting permissible rate of heat leakage are not known for subcooled propellants that have never been used in operational vehicles.
Recommendations
-
NASA should evaluate the probability that particles in space will penetrate not only the TPS but also the propellant tanks during a 100-mission life cycle. NASA should also assess the impact that penetration might have on the ensuing survivability of the RLV. A recent NRC study concerned with hazards to spacecraft by meteoroids and orbital debris should be useful in this regard.3
-
The "robustness test matrix" evaluations should be carried out as soon as possible with early emphasis on determining hypervelocity impacts and the resistance of new TPS candidates to the environments known to cause the most problems for the shuttle orbiter.
-
Development of metallic panel attachments should be enhanced, and more-operable attachment mechanisms for the shuttle-improved TPS should be investigated to ensure easy replacement. The metallic and ceramic-matrix composite standoff panels should be tested in arc jets to demonstrate that there is no overheating at the attachment points.
-
Methods for waterproofing need to be pursued vigorously if reasonable ground-processing times are to be achieved.
-
Permissible rates of heat leakage into LH2 and LOX propellants should be established for normal and subcooled propellants.
NOTES
1. Rockwell International Corporation. 1995. Space Shuttle Orbiter Thermal Protection System Processing Assessment: Final Report. Space Systems Division, Report SSD95D0250. Downey, California: Rockwell International Corporation.
2. Strauss, Eric L. 1989. Definition of TPS Concepts for the Advanced Launch System. Report ALS-424. Denver, Colorado: Martin Marietta Astronautics.
3. National Research Council. 1995. Orbital Debris: A Technical Assessment. Committee on Space Debris, Aeronautics and Space Engineering Board. Washington, D.C.: National Academy Press.












