
1
Introduction and Background
This chapter provides an overview of conventional concrete technology from a materials science and engineering (MSE) systems perspective —specifically its structure and composition, synthesis and processing, properties, and performance. The advantages and disadvantages of conventional Portland-cement concrete are summarized, and the characteristics of an ideal concrete are discussed.
The focus of the MSE systems approach is the manipulation of the ways that materials are synthesized and processed to control their microstructures at various length scales to achieve certain bulk properties and system performance. The strong interrelationship among synthesis/processing, structure/composition, properties, and performance is depicted in Figure 1–1 and was the main conclusion of the 1989 NRC report Materials Science and Engineering for the 1990s.
The sensitivity of the properties of materials to microstructural changes can be demonstrated by numerous examples with widely varying chemistries (NRC, 1989, 1991). Even in single crystal form, structural nonuniformities like lattice defects (e.g., dopant elements, dislocation, twins, stacking faults, and second-phase precipitates) affect the physical properties of materials (e.g., conductivity, hardness, magnetic susceptibility, and strength). Most materials are used in polycrystalline forms, however, since there are myriad possibilities of modifying their extrinsic physical and chemical properties through the modification of their structures. These modifications may span the entire material structure, from the nanometer to the micrometer to the macro scale.
The MSE systems approach also applies to concrete. The same strong correlation among synthesis/processing, structure/composition,
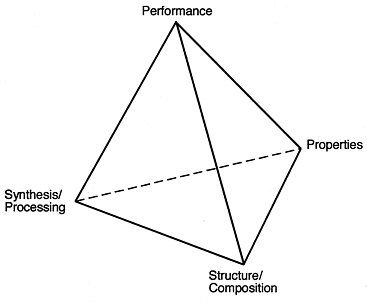
FIGURE 1–1 The interrelationship of the four elements of materials science and engineering: synthesis/processing, structure/composition, properties, and performance. Source: NRC, 1989.
properties, and performance exists for concrete structures as for any other engineered material.
STRUCTURE AND COMPOSITION OF CONVENTIONAL PORTLAND CONCRETE
Conventional concrete is a conglomerate of hydraulic (Portland) cement, sand, stone, and water. It was developed approximately 150 years ago to imitate natural stone while providing less labor-intensive methods of shaping the material (i.e., casting rather than hewing and carving). As such, it was initially expected to resist only compressive loads. As highway systems developed and expanded after World War II, however, concrete started to find new uses in roads and bridges, where it was subjected to tensile-bending stresses as well. A comparison of the mechanical properties of concrete with those of other materials is presented in Figure 1–2.
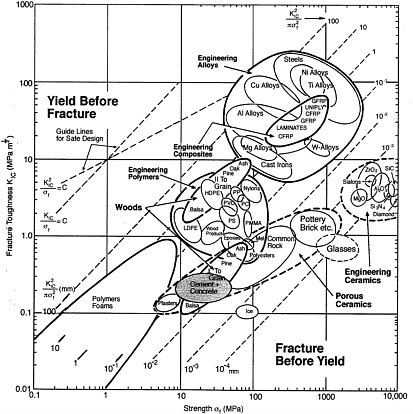
FIGURE 1–2 Fracture toughness versus strength for concrete and other structural materials. Source: Ashby, 1992.
In MSE terms, conventional concrete is a particulate-strengthened, ceramic-matrix-composite material (Figure 1–3). The sand and stone are the dispersed particles in a multiphase matrix of cement paste. Reinforced concrete can then be considered a “fiber-reinforced” composite, with the reinforcing steel bar (rebar) acting as the “fiber.” One fundamental difference, however, between conventional concrete and other engineering composites is that the composition; and hence the properties, of the cement paste do not remain constant after processing but vary with time, temperature, and relative humidity. A second difference is concrete's porosity. The pores of concrete are filled with a highly alkaline solution with a pH of between approximately 12.5
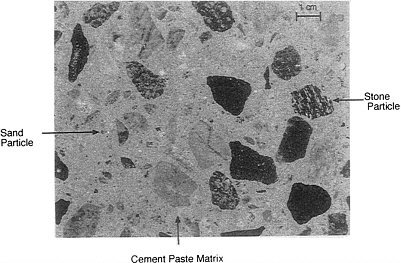
FIGURE 1–3 Macrophotograph of plain polished section of concrete showing sand and stone particles in a cement paste matrix. Source: Hansson, 1995.
and 13.8 at normal relative humidity. This solution can be regarded as a separate phase of the microstructure and plays a major role in determining the strength and durability of concrete.
The dimensions of the different structural features in concrete span 10 orders of magnitude (Figure 1–4), from nanometer-sized pores and gel “particles” to rebar that can be tens of meters in length, and to paste, sand, and stone particles of all sizes in between. Although the performance of concrete is affected by the properties (e.g., density and porosity) of its sand and stone components, these properties are determined by nature. Suitable aggregate must be selected from available sources. Therefore, it is the cement paste in conventional concrete that is the most important MSE systems component because it can potentially be tailored to fit the job.
Cement Paste
Calcined Portland cement consists of several anhydrous oxides, primarily tricalcium silicate (C3S) and dicalcium silicate (C2S), with
smaller amounts of tricalcium aluminate (C3A) and calcium aluminoferrite (C4AF). Cement also contains small amounts of impurities, such as magnesium, sodium, potassium, and sulfur compounds. The specified composition ranges for Type I Normal Portland cement are given in Table 1–1.
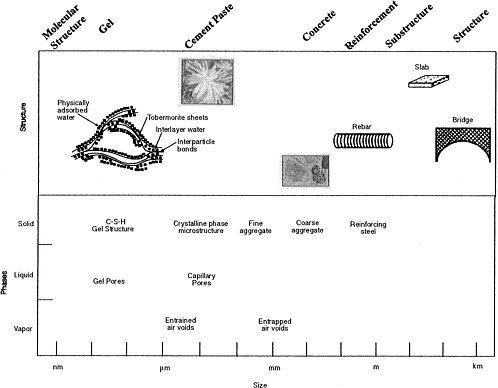
FIGURE 1–4 Dimensional hierarchy of structures in concrete.
Conventional cement is produced by mixing and grinding proportionate amounts of the raw materials (i.e., limestone or chalk [predominantly calcium carbonate] and clay or shale [predominantly aluminum silicates]) to give a Ca:Si ratio of approximately 3:1. The mixing and grinding were traditionally carried out in a water slurry, but modern cement plants usually use a more energy-efficient dry process that eliminates the need for water evaporation. The constituents are generally represented as a ternary system of CaO+SiO2+Al2O3, with some substitution of iron for aluminum. The ternary phase diagram exhibits a peritectic reaction between Ca8SiO5, Ca2SiO4, Ca3Al2O6, and liquid at 1455°C (Osborn and Muan, 1964). The addition of Fe2O3 to the system results in the formation of a lower melting peritectic eutectic, with the compound 4CaO·Al2O3·Fe2O3 in equilibrium with the above four phases at 1338°C (Lea and Parker, 1964). The constituents undergo a partial reactive melting and liquid-phase sintering during subsequent heating to between 1500°C and 1600°C in a rotary kiln. This process results in the formation of “clinker,” which consists of hard, shiny globules of C3S and C2S that are held together by the peritectic mixture of mostly C3A and C4AF. There are two environmental problems associated with this rocess. First, a considerable amount of energy is required to produce the clinker—approximately 1400 and 800 cal/g for the wet and dry processes, respectively. Second, the decomposition of CaCO3during the process results in
TABLE 1-1 Major Constituents and Composition Ranges of Type I Normal Portland Cement (ACI, Section 225R, 1995)
|
Compound |
Composition |
Abbreviation |
Wt. percent |
|
Tricalcium silicate |
3CaO·SiO2 |
C3S |
42 to 65 |
|
Dicalcium silicate |
2CaO·SiO2 |
C2S |
10 to 30 |
|
Tricalcium aluminate |
3CaO·Al2O3 |
C3A |
0 to 17 |
|
Calcium aluminoferrite |
4CaO·l2O3·Fe2O3 |
C4AF |
6 to 18 |
|
Other |
Mg, Na, K, and S oxides |
Balance |
significant CO2emissions.1 The cooled clinker is then ground to the required fineness to produce commercial cement. Other materials are added during this final grinding stage, particularly gypsum (CaSO4·2H2O), which controls set time.
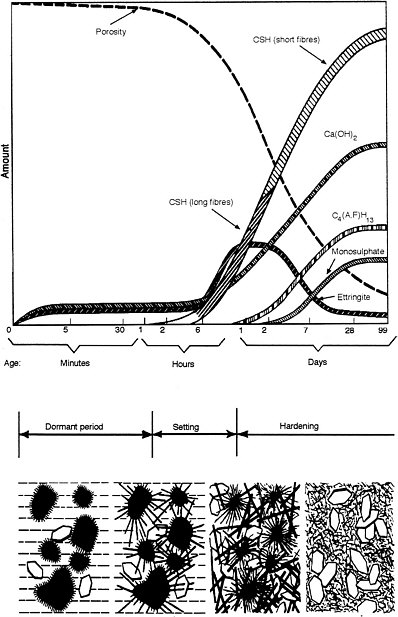
When mixed with water, the cement powder hydrates to form cement paste, which is an interconnected or interlocking network of solid and semi-solid phases that gives concrete its strength and stability. The rate at which the constituents of clinker react with water varies, as shown schematically in Figure 1–5. The logarithmic time-scale on this diagram should be noted. The reactions start within seconds of the cement being mixed with water but may not reach completion for many years.
Figure 1–5 is a representative diagram and does not take temperature into account. The reactions are exothermic, and the temperature of the concrete is therefore not constant throughout the hydration processes but initially rises and then gradually falls. In massive structures, the temperature can rise in excess of 60°C. If the temperature were constant, this figure could be regarded as an isothermal section of a time-temperature-transformation (TTT) diagram. Unlike the processing of steel, however, there is generally little control of the processing of concrete. Although some newer methods for controlling the curing process are being introduced, particularly for high-performance concrete (e.g., the use of nitrogen or embedded cooling pipes in the structure to cool the aggregates or concrete), temperature control is primarily limited to the use of hot water for mixing in cold weather and the addition of ice to the mixing water in hot weather.
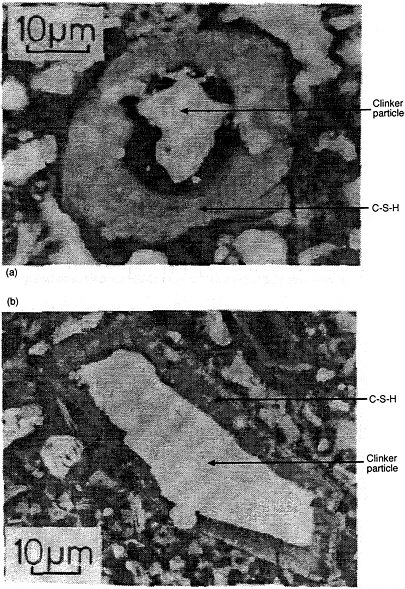
It is often postulated that the initial reaction is “through-solution” in that the reactant solids dissolve in the water, react, and then precipitate as the hydrated product. The reaction is subsequently topochemical (Mehta, 1986), giving rise to the initially rapid and progressively slower hydration process. The topochemical reaction involves the formation of a solid product directly on the surface of the reactant, which then demands either the diffusion of the solid reactant outward to the surface of the forming product or the diffusion of water inwards to the clinker/hydrate interface. Observations of hollow shells of reactant products containing unhydrated clinker, known as “Hadley grains” (Figure 1–6), are cited as evidence for the topochemical reaction.
|
1 |
The CaCO3 is more thermodynamically stable than the hydrated cement products, which reacts with the CO2 in the atmosphere to convert again into carbonates. |
The aluminate phases C3A and C4AF are the first components of the clinker to hydrate, and they react with the gypsum ![]() to initially form
to initially form ![]() (ettringite). This is a metastable product, however, which then further reacts to form a monosulfate,
(ettringite). This is a metastable product, however, which then further reacts to form a monosulfate, ![]() . The calcium sulfoaluminates constitute about 15 to 20 percent of the volume of the paste but do not play a major role in the structure –property relations (Mehta, 1986).
. The calcium sulfoaluminates constitute about 15 to 20 percent of the volume of the paste but do not play a major role in the structure –property relations (Mehta, 1986).
The principal constituent of the paste is calcium-silicate-hydrate (C-S-H), which is 50 to 60 percent by volume of the solids and is formed by the hydration of C3S and C2S. C-S-H is largely responsible for the strength and cementing properties of the paste. Calcium hydroxide (CH), a product of the calcium silicate hydration reactions, comprises 20 to 25 percent of the solid volume but does not significantly contribute to the strength of the paste. Moreover, CH is a major reason for the poor acid-resistance of concrete because it has a higher acid-solubility than does C-S-H. On the other hand, CH buffers the pore solution pH to approximately 12.5, a level at which reinforcing steel is readily passivated.
Cement has the fluidity of a slurry when first mixed with water and can easily flow into a formwork. However, as the sulfoaluminates form interlocking crystals and the C-S-H begins to form, the resulting network of solids causes the cement to set (i.e., to transform from a slurry into a stiff mass).2 The material has no strength at this stage of hydration and consequently is very friable. As stated above, the length of time required for initial setting is determined by the amount of gypsum present in the clinker. The onset of strength gain (“hardening”) occurs only on the formation of C-S-H, which starts some hours after mixing (Figure 1–5).
The water/cement (w/c) ratio is the most important parameter in determining the properties of hardened concrete. A w/c ratio of approximately 0.23 is theoretically needed for complete hydration of the cement components but is not actually sufficient. C-S-H is usually classified in concrete R&D terminology as a “gel” and defined as having “particles” that are extremely small (of micrometer dimensions) and poorly crystalline. Within the gel itself, there are water-filled spaces referred to as “interlayer spaces” or “gel pores.” The whole mass is thought to be held together by either van der Waals forces or, more probably, hydrogen bonds. The total volume of water in the gel pores
|
2 |
In the terminology of the physical chemist, this setting is defined as a “gel.” |
corresponds to a mass fraction of approximately 0.19, giving a theoretical total w/c ratio requirement for complete hydration of 0.42. It is important to note that this meaning of the word “gel” is different than that used by physical chemists and discussed above.
In practice, however, a w/c of 0.42 is only sufficient if a “water-reducing” chemical admixture is used, because additional water is required to create a workable mix. Thus, w/c ratios of at least 0.50, and often considerably higher, were common until recently, when the negative effects of high w/c ratios on the durability of concrete were recognized. The excess water exists in the large spaces between the cement particles and between the cement and the aggregate that do not become completely filled with gel. These spaces form a network of “capillary pores” with cross-sectional dimensions on the order of micrometers.
Because of the small dimensions of the pores (approximately 0.2 to 3.0 (m) and the polar nature of water molecules, the water is chemisorbed on the gel. Thus, the interlayer water behaves quite differently from both the water of hydration (which is bound by primary chemical bonds) and the water in the capillaries (which can flow freely).
The pore water is a concentrated ionic solution that is saturated in Ca(OH)2, contains NaOH, KOH, and soluble sulfates, and has a pH in the range of 12.5 to 13.8. The solution is always in intimate contact with the solid phases of the paste and therefore also contains equilibrium concentrations of the species comprising the solids.
Hydrated cement occupies a smaller volume (by approximately 11 percent) than the sum of the volumes of the dry cement and the added water that becomes chemically bound. Taking into account the presence of the gel pores, the total contraction of theoretically fully hydrated cement with a w/c of 0.42 is approximately 8 percent.3 The contraction due to this volume change is known as chemical or autogenous shrinkage and can result in the development of microcracks. This is aggravated at the surface by the loss of water due to evaporation, resulting in so-called plastic shrinkage because it occurs when the mix is still plastic. As a consequence, cracking at the surface may be particularly severe. In normal concretes, the plastic
|
3 |
It should be noted that this figure pertains solely to the cement matrix. The shrinkage of a concrete structure is less than one percent, since the cement matrix is only a small volume fraction of the entire concrete mass. |
shrinkage is counteracted by bleeding (i.e., the accumulation of water at the surface due to the settling of the solids in the mix).
Macro- and Microstructure
The macro- and microstructures of conventional Portland cement concrete are extremely complex. They are investigated at a variety of scales, from the macro-level of visual inspection to determine the degree of cracking, to analytical methods that include (1) optical microscopy of polished plain sections to determine such data as the distribution of air voids or the amount of bleeding (Figure 1–3); (2) thin-section petrography with polarized light or fluorescent dye impregnation to determine the type of aggregate used, the w/c ratio, or the porosity distribution (Figure 1–7); (3) scanning electron microscopy of plain
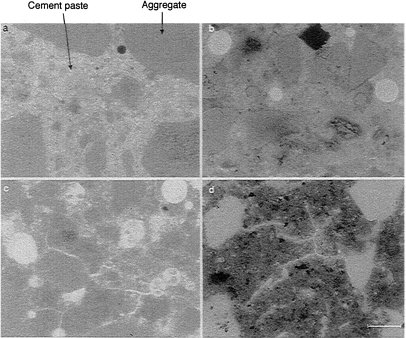
FIGURE 1–7 Fluorescence photograph where shading is an indication of the cement paste porosity (i.e., the lighter the shading of the photograph, the higher the water:cement ratio). The figures show densities corresponding to water:cement ratios of (a) approximately 0.60, (b) approximately 0.50, (c) 0.40 to 0.45, and (d) under 0.40. The scale bar is 120 µm. Source: Jensen et al., 1985.
polished sections using back-scattered electron imaging techniques to obtain such information as the distribution of phases in the cement paste or the degree of hydration (Figure 1–6); and (4) scanning electron microscopy using secondary electron imaging of free surfaces (Figure 1–8) or fracture surfaces to ascertain the morphology of the phases and understand the hydration processes. At the fine end of the scale, the fractal dimensions and gel porosity of the paste are studied by more sophisticated methods, such as small-angle x-ray or neutron scattering, nuclear magnetic resonance, transmission electron microscopy, and dielectric or impedance measurement. Knowledge of the microstructure of concrete is still fairly limited, however, and requires further research, especially if a MSE systems perspective is ever to be implemented.
Chemical and Mineral Admixtures
In practice, conventional concrete rarely contains only Portland cement, sand, stones, and water. Most concretes also contain one or
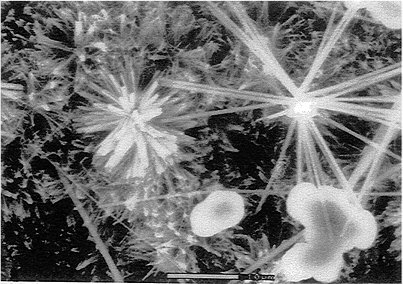
FIGURE 1–8 Secondary electron image taken in an environmental SEM showing long needle-like ettringite crystals and short “chrysanthemum-like” arrays of calcium-silicate-hydrate gel (C-S-H). Source: Hansson, 1995.
more of the following chemical admixtures, which further increase the complexity of the macro- and microstructure.
-
Water reducing agents and high-range water reducing agents (also known as plasticizers and superplasticizers) are basically surfactants and allow a workable mix to be produced at low w/c ratios. A low w/c ratio results in incomplete hydration, and the unhydrated clinker particles then act as additional aggregate. The long-term effect of a large fraction of unhydrated clinker on properties—as in new high-performance concretes with a w/c of approximately 0.25 —is not yet known. It has been suggested that the volume changes associated with further hydration on exposure to moisture could cause internal cracking. On the other hand, this concern can be counteracted by the anticipation that the unhydrated clinker will allow the autogenous healing of the microcracks formed in the period between setting and hardening. Techniques to enhance this process should be investigated.
-
Accelerators are used to increase the rate of hydration, particularly in cold climates. The most effective accelerator is CaCl2, but chlorides cause corrosion of the steel reinforcement. The use of CaCl2 is therefore severely limited and controlled. There has been considerable research in recent years to develop nonchloride accelerators that are effective without detrimental secondary effects. Another secondary effect of accelerators is that acceleration of the hydration reaction tends to result in a coarser porosity or a more open microstructure than in nonaccelerated concrete.
-
Retarders are used in warm climates or in situations where the oncrete must be transported over long distances to ensure that the concrete does not set before being placed and compacted.
-
Air-entraining agents are used to incorporate a distribution of fine air-voids in the cement-paste phase to provide spaces for the water to expand on freezing, thereby reducing the possibility of internal stress and cracking. The size and distribution of the voids must be such that the distance between any water molecule and the nearest air void is minimal. These parameters determine concrete's degree of resistance to freeze/thaw cracking.
-
Corrosion inhibitors are added to the concrete to reduce the susceptibility of the reinforcing steel to chloride-induced corrosion. They function either by blocking the pores and hence the diffusion of chlorides from the environment or by increasing the corrosion resistance of the steel itself.
Supplementary cementing-materials (SCMs) or mineral admixtures (e.g., fly ash, silica fume, blast-furnace slag) are also usually added to concrete as partial replacement of the cement. This concrete can be regarded as a repository for these “waste materials,” but SCMs can also improve the strength and durability of the concrete if utilized from an MSE systems perspective (see Chapter 2). Fly ash, for example, improves the rheological properties of freshly mixed concrete and therefore reduces the water required for a given slump (workability). Silica fume (fine [≤ 1.0 µm] amorphous silica), together with a high-range water reducer, significantly reduces the coarse porosity of the cement and the propensity for cracking due to expansive chemical reaction between the cement and certain types of aggregate, known as alkali aggregate reactions. One difficulty with incorporating SCMs into a concrete system is that, as waste materials, their manufacture is not controlled and their chemistries and physical morphologies may vary. Within an MSE systems perspective, however, SCMs would have to be characterized before use to ensure that the proper levels of uniformity and quality are present to achieve the desired effect.
SYNTHESIS AND PROCESSING OF CONVENTIONAL CONCRETE
“Cast-in-place” concrete can be mixed and placed at the construction site or delivered to the site as ready-mixed concrete for placing. Alternatively, concrete can be “pre-cast” under controlled conditions and delivered to the site as finished structural elements. Currently, more than 60 percent of concrete is cast-in-place. Whatever the production site, the quality and proportions of all component materials must be carefully controlled to produce concrete that fulfills specifications. For example, any moisture uptake in the components during storage must be taken into account in determining the amount of water to be added during mixing. Thereafter, the method and duration of mixing, the placing of the concrete in the formwork, the compaction (often by vibration), and the curing play major roles in the quality and durability of the finished product.
PROPERTIES OF CONVENTIONAL CONCRETE
Concrete has traditionally been specified in terms of its compressive strength at 28 days after placement. The rationale was that the stronger
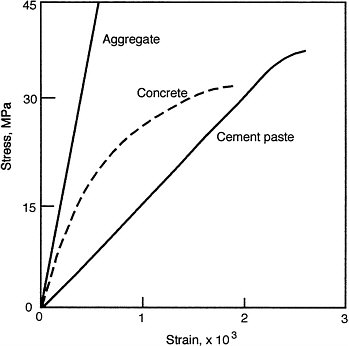
FIGURE 1–9 Typical compressive stress-strain curves for cement paste, concrete, and aggregates. Source: Shah and Winter, 1968.
the concrete, the more able it would be to resist forms of attack. It is only within the last 10 to 15 years that it has become recognized that while compressive strength is essential, it is not sufficient to determine durability, and that the majority of failures of concrete structures have nothing to do with the concrete's compressive strength.
Although concrete can be regarded as a dispersion-strengthened, ceramic-matrix composite, it is unlike other engineered composites in that its mechanical (and other) properties do not follow the law of mixtures,4 as illustrated in Figure 1–9. The reason for this is that the interface between components is the “weak link” in concrete and plays a major role in determining a number of its properties. The paste phase at the aggregates, formwork, or rebar interface is considerably more porous, contains a higher proportion of calcium hydroxide and calcium
|
4 |
Definitions of this and other terms are given in the glossary. |
aluminum sulfate hydrates, and has less C-S-H than the rest of the bulk paste. Consequently, this interface provides an easy fracture path and a low-energy route for the diffusion of aggressive species via the pore water, such as chlorides and sulfates. This interface may only be a few tens of micrometers in size in new concrete and becomes negligible after some years. This finding illustrates one of the major problems associated with research on concrete. Most of this research is conducted on young concrete that is cast for this purpose in the laboratory in small quantities and tested for a period of a few years at most. “Labcrete” is generally far more homogeneous than commercially made concrete, which is produced in far larger quantities, is produced in several batches in real structures, and is very heterogeneous because—as every concrete producer knows—it is impossible to reproduce a concrete exactly from one batch to the next, whether in the laboratory, processing plant, or construction site.
PERFORMANCE OF CONVENTIONAL CONCRETE
Although, as stated above, concrete has been almost universally specified on the basis of its compressive strength at 28 days after casting, concrete structures are almost always designed with a sufficiently high safety margin that catastrophic failures due to lack of intrinsic strength (i.e., overload failure) are rare. Failure is usually a gradual deterioration that can be attributed to a lack of “durability, ” the term used to describe resistance to ambient conditions. Corrosion of the rebar, freeze/thaw damage, salt scaling, alkali aggregate reactions, and sulfate attack can all result in cracking and spalling of the concrete cover.
The performance of concrete is dependent on a number of factors, the predominant ones being its age and the environment to which it is exposed. Because the cement-paste phase continues to harden over the lifetime of a concrete structure, its properties change and generally improve with age (Figure 1–10). Nevertheless, the treatment of the structure in its first few hours can have profound effects on its subsequent durability. Moreover, because of the paste's “liquid phase,” cyclic changes in temperature and relative humidity can significantly alter the internal structure of concrete. The most prevalent cause of failure is corrosion of the rebar, despite the fact that the calcium (and sodium and potassium) hydroxide buffers the pore solution. The ability of the cement to protect the steel declines as the alkaline
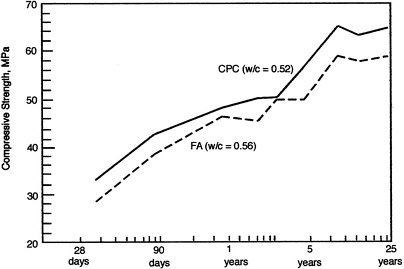
FIGURE 1–10 Compressive strength of conventional Portland cement concrete (CPC) and Portland fly ash cement concrete (FA). Unpublished data from H. Caratin, Ontario Hydro Technologies, 800 Kipling Avenue, KR 252, Toronto, Ontario M87 5S4, Canada.
calcium (and sodium and potassium) hydroxide component reacts with CO2 to form calcium carbonate, even though the carbonation reaction actually strengthens and hardens the cement “paste.”
A more severe problem is chloride-induced corrosion. Chlorides can diffuse through the capillary pore and/or micro-crack network to the rebar, where they cause instability in the passive film on the steel, leading to local film breakdown and corrosion pit formation. The resulting expansive corrosion layer causes cracking in the matrix. Environmental changes are also responsible for other problems: freezing results in expansion of the pore solution and causes internal stressing, while repeated drying and wetting can cause both absorption of undesired species from the environment and leaching of critical components from the concrete. Thus, normal environmental conditions interact with concrete's microstructure to cause the material to deteriorate over time (Figure 1–11, Figure 1–12, Figure 1–13, Figure 1–14, through 1–15).
Concrete structures are failing at an alarmingly increasing rate and at earlier stages of their specified service lives. This can be partly attributed to exposure to increasingly hostile environments (e.g., marine environment, chemical industrial use, and exposure to deicing-salt). Nevertheless, it is becoming increasingly clear that

FIGURE 1–11 Corrosion of reinforcing steel in the support structure of an elevated highway caused by deicing salts seeping from the deck. The expansion of the corrosion products has caused spalling of the concrete cover. Source: Hansson, 1995.
the predictions of laboratory studies are not being borne out in practice. The extent of the problem is such that finding ways to improve concrete durability has been described as a “multibillion-dollar opportunity” (NRC, 1987). The U.S. Department of Transportation (DOT) estimates that the annual cost to maintain overall 1993 highway conditions is $49.7 billion and that additional improvements would require an average annual investment of approximately $65.1 billion. For bridges, the cost to maintain overall 1994 conditions is estimated at $5.1 billion, and the average annual cost to improve them at $8.9 billion (DOT, 1995).
ASSESSMENT OF CONVENTIONAL CONCRETE TECHNOLOGY
This section summarizes the advantages and disadvantages of conventional concrete technologies.
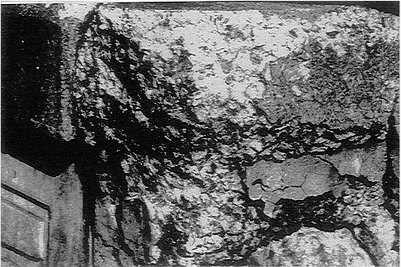
FIGURE 1–12 Spalling of concrete surface caused by repeated freezing and thawing. Courtesy of R.D. Hooton, University of Toronto.
Advantages
The reasons for the widespread use of concrete are manifold:
-
Concrete is the lowest-cost structural material by an order of magnitude (roughly 10 cents a kilogram) when compared with other engineered construction materials.
-
The raw materials for concrete are available in almost every corner of the world, enabling it to be produced for local markets with minimal transportation cost.
-
Concrete is a relatively low consumer of power in its production. The energy contents of unreinforced concrete and steel reinforced concrete are estimated at 450 to 750 and 800 to 3,200 kWh/ton, respectively, whereas the energy content of structural steel is approximately 8,000 kWh/ton.
-
Concrete is extremely versatile. It is used in high-tech engineering constructions (e.g., offshore oil platforms, high-rise buildings), low-tech construction (e.g., sidewalk paving), and artworks (e.g., sculpture).
-
Concrete is more chemically inert than other structural materials and exhibits excellent resistance to water, making it an
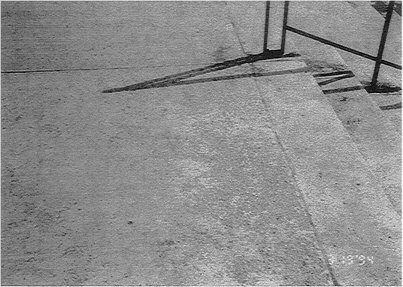
FIGURE 1–13 Salt scaling on concrete steps within six months of being cast caused by the use of deicing salts.
-
ideal material for such water-control structures as pipelines and dams. Contrary to popular belief, water is not deleterious to plain or reinforced concrete. It is the chemical species dissolved in water (e.g., chlorides, sulfates, and carbon dioxide) that cause deterioration.
-
Concrete readily lends itself to reinforcement because it is strong in compression and high in stiffness. Although relatively weak in tension, the tensile strength of concrete can be increased by the use of steel reinforcing bars (rebars).
-
Concrete provides good protection for rebar by acting as a physical barrier to the ingress of corrosive species and by supplying chemical protection in the form of a highly alkaline environment. The high level of passivation allows low-quality recycled steel (e.g., black or mild steel) with high levels of impurities to be used.
-
Supplementary materials (e.g., fly ash, blast furnace slag, condensed silica fume, rice-husk ash) have been added to concrete in recent years to: (1) reduce raw-material costs, (2) turn waste materials into useful products, and (3) improve the properties of concrete, if added and cured appropriately.
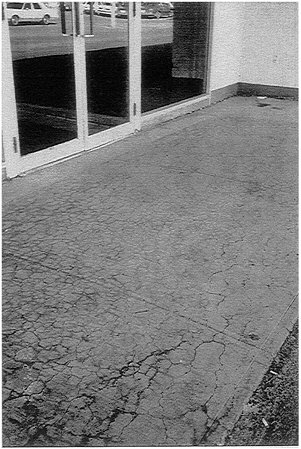
FIGURE 1–14 Cracking in concrete paving caused by an expansive reaction between the aggregate and the alkalis in the cement paste. Source: Hansson, 1995.
Disadvantages
From the microstructural viewpoint, conventional concrete has two main disadvantages. First, the inherent capillary porosity of Portland cement allows aggressive species to move into the concrete,
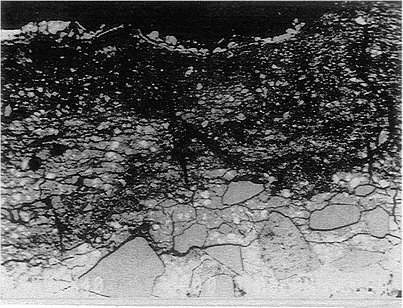
FIGURE 1–15 Backscattered electron SEM image of the surface layers of concrete exposed to 1.5 percent sulfate solution. Source: Crumbie et al., 1989.
constituents to be leached out, and damage to occur from repeated freezing and thawing of the pore solution. Porosity can be reduced significantly by limiting the w/c ratio, but this results in incomplete hydration, the long-term effects of which are unknown. Second, the reduction in volume during hydration leads to plastic shrinkage and microcracking, which can add to the problem of porosity as well as reduce overall strength.
From the processing viewpoint, conventional concrete also has two main disadvantages. The first is complexity. The large number of components makes it difficult to replicate mixes exactly and to control homogeneity. The second disadvantage is the temporal separation of the setting and hardening processes. The incubation period before setting is not only desirable but essential to allow for placement and compaction. However, since the setting or stiffening of concrete is largely controlled by the hydration of the aluminate phases and the hardening is produced by the hydration of the more slowly reacting calcium silicate phases, there is a period in which concrete is stiff but
unable to bear any load. In this state, it is easily damaged by vibration or unintentional loading. This problem is exacerbated by the use of high-range water reducing agents (superplasticizers), which lengthen the period between setting and the onset of hardening. Many of the problems associated with concrete in practice stem from inadequate curing. It is essential that concrete be prevented from drying out during the early stages of hardening because this leads to inadequate hydration and shrinkage cracking in the surface layers (i.e., in precisely those parts of the structure most susceptible to degradation by salt, ices, sulfates, and so forth).
The chief mechanical weaknesses of conventional concrete are lack of intrinsic toughness and tensile strength. New “high-performance” concretes have compressive strengths far in excess (from two to five times) of conventional concretes, but tensile strengths are not improved in proportion, and the lack of strain capacity can lead to significant amounts of autogenous shrinkage cracks. Moreover, the lack of bleeding in these mixes can lead to severe plastic shrinkage in the absence of appropriate wet curing. Laboratory development of “macro-defect free cements” has shown that lack of toughness and tensile strength can be attributed to the presence of large defects, such as cracks and voids. Elimination of these flaws from normal engineering structures is not practical because of the large scale, however.
The brittle failure of Portland cement concrete structures is prevented by the use of steel reinforcing rods (“rebar”) to absorb tensile loads. As mentioned above, however, the steel may corrode if the concrete cover is neutralized by carbonation or if chlorides penetrate it and break down the passive film on the steel. Oxides and hydroxides, the products of the corrosion, occupy a much larger volume than the original metal. Expansion of corrosion products puts the concrete into tension locally, resulting in cracking and spalling. It is often the effects of the production of these corrosion products that limits the life of a structure rather than a reduction in the load-bearing capacity of the rebar itself.
The ability of steel and concrete to work together is also dependent on the bond between the two materials and the joinery details that enable forces to flow through the structures to the ground. The properties of reinforced concrete, whether pre-cast or cast-in-place, are critical to the design of effective joints to divert lateral forces, brittle failure, normal tolerance control, expansion and contraction, and corrosion. These characteristics require a
combination of structural design as well as material innovations for optimum performance.
CHARACTERISTICS OF AN IDEAL CONCRETE
Attempts to overcome the disadvantages of conventional concretes have been approached with what might be called a “Band-Aid” philosophy. Solutions to specific problems have been sought without considering the entire structure from an MSE systems perspective. In each case, the solution to a specific problem has been to add another component to the mix, thus increasing its chemical and microstructural complexity. The interaction of all these additives has sometimes created further problems. Consequently, the first priority in the design of the construction material of the future should be to apply an MSE systems approach that takes into account all of the problems to which structures are exposed. This may mean that different material designs will be required for different applications, that the surface layers of a structure may have to be different from the rest of the structure, or that a multilayered structure is needed.
The construction industry has defined some immediate needs for conventional concrete: faster placement with smaller crews, easier forming methods, and faster strength gain to allow earlier stripping of forms. Large projects continue to be planned and executed around the world, and large-scale production would be essential before any nonconventional concrete could find widespread use. Processing performance improvements must also be attainable by the less-sophisticated smaller construction companies, whose huge number of smaller projects demand a wide variety of types of concrete deliveries. New techniques must also be sufficiently flexible to accommodate a wide range of applications in order to limit the number of techniques available and not confound the different users. Processing and netshape forming of a nonconventional concrete material must at least emulate the capabilities of current concrete materials as well as exceed them in as many areas as possible (Table 1–2). The following goals should be given high priority in the design of a “new improved concrete”:
-
Developing a system in which setting and hardening coincide, as illustrated in Figure 1–16 and Figure 1–17. This would eliminate the current problem of the mix initially being stiff but friable and therefore susceptible to mechanical damage for a considerable period after placement.
TABLE 1–2 Notional Comparison of Conventional Concrete with Ideal Concrete
|
Property |
Conventional Concrete |
Ideal Concrete |
|
Porosity |
Porous |
Impermeable as baseline |
|
Weight variations |
Heavy |
Light as baseline |
|
Workability |
Variable with insufficient control |
Controlled variability |
|
Chemical resistance |
Poor acid resistance but excellent water resistance |
Water as well as sulfate and acid resistance |
|
Shrinkage |
<1% of total concrete system but causes matrix micro-cracking |
Zero as baseline |
|
Frost resistance |
Requires air entrainment |
Resistant without air entrainment |
|
Fire resistancea |
Provides good insulation but can be explosive if internal moisture cannot escape |
Good insulation and nonexplosive |
|
Wear resistance |
Reasonable |
High |
|
Consistency of product |
Significant inconsistencies between batches |
Various levels of strength and rates of strength gain with small coefficients of ariation; consistent properties between batches |
|
Field monitoring quality assurance |
Slump, density, air-content testing |
Continuously controlled mixing, transporting, and placing to achieve targeted erformance using advanced sensor technology |
|
Off-line quality assurance |
Compressive, flexural tests, air void distribution, water content, cement content |
Continuously tested to achieve targeted performance using advanced sensor technology |
|
Source materials |
Constituent base materials from widespread regional resources, thus avoiding dependence on geographically limited sources |
Same but with increased use of waste materials |
|
Manufacturing flexibility |
Choice of locations, including central plant, construction site, remote locations using portable/temporary facilities |
Same |
|
Placement methods |
Static and moving formwork, extruding machines, mass placement by moving machines, pumping |
Same |
|
Placement environments |
Variety of environmental conditions, including extremes of temperature and humidity as well as under water |
Same |
|
Reinforcement |
Metal and rough-surface materials; chemically inert to steel |
Good bond to advanced composite materials as well as steel |
|
Chemical additives |
Too many |
Preferably fewer with higher predictability |
|
Labor |
Existing labor/skill resources for full-scale processing |
Same |
|
a Concrete with low permeability explodes in fire because the moisture expands violently on evaporation and cannot escape. |
||
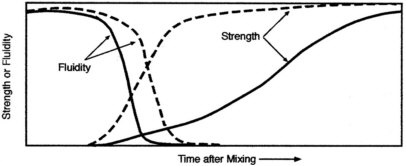
FIGURE 1–16 Decrease in fluidity (setting) and the onset of strength (hardening) as a function of time after mixing. Solid lines indicate the properties of conventional concrete. Dotted lines indicate the desired properties of a nonconventional concrete.
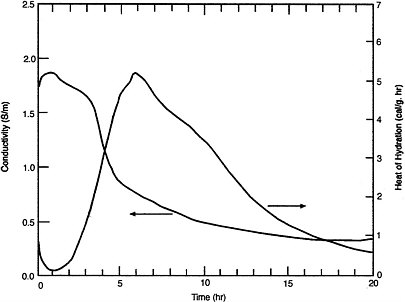
FIGURE 1–17 Electrical conductivity (which is indicative of setting) and heat of hydration (which is indicative of hardening) data for ordinary type I cement pastes. Source: Gorur et al, 1982. Reprinted with kind permission from Elsevier Science Ltd., The Boulevard, Langford Lane, Kidlington OX5 1GB, UK.




























