
3
Propulsion
Developing a propulsion system for an HSCT will be more technically challenging than for any other civil aircraft engine ever attempted. Generating an economically viable design is a daunting problem for propulsion scientists and engineers. Revolutionary advances, especially in engine materials and combustor technology, will be required to design a propulsion system that satisfies performance requirements in terms of emissions, noise, vibration, thrust, weight, fuel efficiency, service life (durability), and reliability. The manufacturing technology base will be significantly challenged as well, given the physical size of the engine components and the need to provide production quantities of materials that do not yet exist. Box 3-1 describes a conceptual propulsion system.
Phase I of the HSR Program, which has been completed, focused on defining critical environmental compatibility requirements with regard to noise and emissions, Phase II, which will continue through 2002, is concentrating on enabling propulsion materials, critical propulsion components, and propulsion system technology integration. In other words, Phase II—in conjunction with separate HSCT development by industry—is intended to provide a propulsion technology base for full-scale engineering and manufacturing development shortly after the turn of the century.
Many supersonic aircraft, including the SR-71 Blackbird and Concorde, are powered by turbojets with afterburners. These aircraft were designed at a time when turbofan technology was relatively immature, and afterburners (which are fuel inefficient) were needed to meet performance requirements. After evaluating the capabilities of modern engine technology, the HSR Program selected low-bypass turbofan engines as the primary engine concept. The small amount of bypass air provides cooling to the region exterior to the engine and improves
|
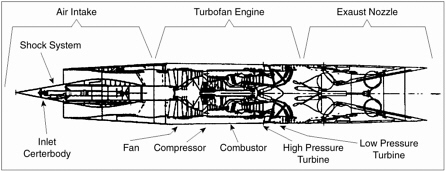
stage, additional air could be added to enable combustion of fuel remaining from the first stage. The core air flow then passes through the turbine section of the engine. The mechanical energy produced in the high pressure turbine turns the compressor through a shaft, and the mechanical, energy produced in the low pressure turbine turns the fan. Air flow from the core and fan duct then mix in the exhaust section of the engine and pass into the exhaust nozzle. The exhaust nozzle shown is an ejector type, with a convergent section and a divergent section to maximize thrust produced by the exhaust gases. The ejector feature draws in outside air to reduce exhaust velocity and thereby reduce noise during takeoff and climb-out, the phases of flight where noise standards are hardest to meet. |
subsonic fuel efficiency. Also, because the amount of bypass air is low, supersonic performance approaches that of a turbojet (which has no bypass air).
Each HSCT propulsion system unit—which consists of an air intake, turbofan engine, and exhaust nozzle—would be about 50 feet long, weigh 8 or 9 tons, and produce on the order of 60,000 pounds of thrust. (Figure 3-1 illustrates the size of an HSCT propulsion system.) The design of the TCA (Technology Concept Aircraft) has four of these units, two under each wing. The TCA is not intended to serve as the design for a production HSCT, but it does allow propulsion technologists to design experimental hardware close in size to a production HSCT engine.
The most critical engine technologies, which require revolutionary advances, are in the materials and combustor areas. The economic viability of an HSCT

FIGURE 3-1 Conceptual HSCT engine and nozzle (without air intake). Source: NASA.
propulsion system will depend on lightweight, high-temperature materials that have not yet been developed. For example, meeting the stringent noise restrictions for commercial aircraft will require revolutionary lightweight materials and structures that can be fabricated into a long-life, low-noise, ejector-type exhaust nozzle. Also, achieving engine emission goals will require entirely new concepts in combustor design. In addition, very challenging advances of an evolutionary nature will be needed throughout the engine to meet overall HSCT weight and performance requirements. This chapter examines these technical issues; program planning and execution are discussed in Chapter 6.
CRITICAL PROPULSION MATERIALS
This section discusses critical materials issues the HSR Program is addressing to enable development of turbine airfoils and disks for the compressor and turbine sections (see Figure 3-2). The materials and associated manufacturing demands for combustor and exhaust nozzle components are addressed later in this chapter.
Two fundamental factors must be recognized to appreciate the material and manufacturing challenges of developing HSCT propulsion system components. First, individual components will be much larger than propulsion system components currently used in military or commercial aircraft. (The technology used in the Concorde's Olympus engines is generally incompatible with the weight, noise, and emission requirements an HSCT propulsion system will need to meet.) Second, HSCT propulsion system components will be required to operate at
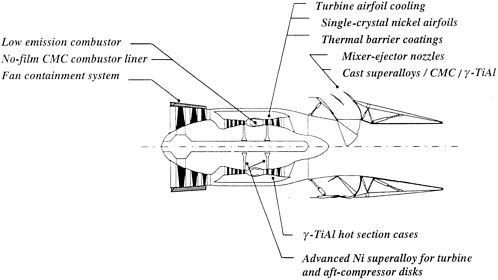
FIGURE 3-2 HSCT engine and exhaust nozzle. Source: NASA.
maximum temperature for an unusually long time; annual operating time at maximum temperature (component "hot time") will be more than 10 times longer than the hot time of components of subsonic commercial or supersonic military aircraft engines. This is because the mission cycle of an HSCT results in turbine inlet temperatures that are close to the maximum throughout the supersonic cruise portion of a flight and because commercial transports have much higher utilization than military aircraft. An average utilization of 14 hours per day is anticipated for an HSCT.
In some applications, the number of temperature cycles is more life limiting than hot time. However, this is not likely to be the case with materials for an HSCT engine. Problems with the number of cycles can usually be addressed through changes in the mechanical design to accommodate thermal stresses better. Failure modes associated with hot time, however, are more difficult to control. High engine efficiency requires temperatures higher than the melting point of metals. Cooling air can prevent melting but can be quite difficult to supply to some hot surfaces. The committee believes that the HSR Program has properly focused on hot time instead of cycles as the primary life-limiting factor.
Turbine Airfoils
HSCT turbine airfoils (both vanes and blades) will likely consist of intricately cooled single-crystal castings of an advanced, oxidation-resistant nickel-based superalloy with a thin ceramic coating. The ceramic coating will serve as a thermal barrier to reduce the average metal temperature in the airfoil. Research is under way to improve the temperature capability of the superalloy substrate and the insulating quality and durability of the ceramic thermal barrier coating. The life goal for the turbine airfoils is 18,000 hours. The life goal for the thermal barrier coating is shorter, and it is anticipated that airfoils will be replaced and reused, as necessary, following refurbishment and the application of a new thermal barrier coating.
Airfoils are, perhaps, the most demanding application for a structural material. The single-crystal alloys that are the HSR Program's airfoil system of choice will probably be alloys with low sulfur content that contain active elements to resist oxidation spallation. The alloys will be formulated to provide creep, thermal fatigue, and melting point advantages.
Manufacturing large, complex, actively cooled single-crystal turbine airfoils will be difficult. However, other programs are conducting important research in the areas of superalloy airfoil manufacturing related to large, subsonic engines and stationary gas turbines, and some results will be applicable to development of HSCT engine technologies. Thus, the committee believes that the risk associated with airfoil manufacturing is relatively low, assuming that required materials will be available.
Thermal barrier coating systems are needed to insulate airfoils from the high-
pressure, high-temperature gases exiting the combustor. The durability of the thermal barrier is a major challenge because of the requirement for long life at maximum temperature. In addition, decreasing the thermal conductivity of the ceramic coating is important to allow a reduction in the thickness of the thermal barrier, which would reduce blade weight, thereby reducing the creep stresses on rotating turbine airfoils. Continued development of ceramic coatings and the layers that bond the coatings to the superalloy substrate and contribute to oxidation resistance is essential.
The HSR Program's baseline approach for manufacturing ceramic thermal barrier coatings is electron-beam physical-vapor deposition. The performance of thermal barrier coatings and related manufacturing technologies is also being addressed by other government-and industry-funded research and development programs. Although these programs will probably contribute to the creation of a thermal barrier system suitable for an HSCT, continued work by the HSR Program is still needed.
The HSR Program has made notable progress toward development of an alloy with enhanced creep-rupture characteristics at conditions representative of the critical airfoil stress and temperature. However, the current turbine airfoil development effort is still about a factor of three short of demonstrating the life goal. The alloy chemistry must also be balanced to achieve acceptable thermal fatigue and oxidation resistance in addition to superior creep resistance. The committee believes meeting these important goals by end of the current Phase II is unlikely. Shortcomings in these areas could be offset by reducing turbine inlet design temperature. However, this would reduce fuel efficiency to an unacceptable level. Another option would be to leave the temperature unchanged and replace the turbine airfoils and thermal barrier coatings more frequently. However, this would increase operational costs.
Finding 3-1. The HSR Program's turbine airfoil system development effort is a high risk endeavor that is unlikely to demonstrate the specified level of technology readiness (TRL 6) by the end of Phase II.
Recommendation 3-1. The HSR Program should expand its efforts to develop suitable alloys and thermal barrier systems during Phase II to increase the probability that the airfoil system will satisfy durability and lifetime requirements and to prepare for the recommended technology maturation phase.
Disk Materials and Manufacturing
The HSR Program is developing special nickel alloys (using powder metallurgy) for the HSCT compressor and turbine. Alloy compositions are being tailored for the HSCT mission cycle, which will subject the disks to high temperatures for long periods. Thus, both high-temperature creep life and cyclic, fatigue durability are important.
The life goal for HSCT engine disks is 18,000 hours. The HSR Program is making progress in developing an improved alloy that can satisfy this goal. If the target lifetime is not achieved, then a fallback position would be to replace the disk more frequently.
The manufacturing portion of the disk development activity is particularly challenging. The size of the disks envisioned for an HSCT propulsion system is at or beyond the maximum size capability of existing extrusion and forging presses. The capability to consolidate and forge preforms from which the disks can be machined must be demonstrated to show that manufacturing such large disks is feasible. Furthermore, the ability to achieve requisite materials characteristics in preforms of such a large diameter and thickness needs to be validated. As part of the manufacturing technology effort, the possible effect of powder segregation in large extrusion cans, the effect of thermal gradients and variations in furnace and quench treatments, and the effect of the quench on distortion and residual stress must all be determined. Current efforts will not resolve these issues by the end of Phase II.
Finding 3-2. The HSR Program's disk manufacturing development effort will not demonstrate a necessary level of technology readiness (TRL 6) by the end of Phase II.
Recommendation 3-2. Early in the recommended technology maturation phase, which would follow Phase II, the HSR Program should manufacture and destructively test representative full-scale disk components to verify that manufacturing technologies are feasible and that measured material properties are consistent with design data generated from small samples. Disk performance should be demonstrated in a full-scale engine later in the technology maturation phase.
COMBUSTOR
Developing the technology needed to design an advanced combustor that emits ultralow levels of nitrogen oxides (NOx) is a key objective of propulsion system development. Meeting this objective is necessary to enable the development of an environmentally acceptable HSCT. Because the NOx emissions discharged by an HSCT fleet during supersonic cruise are a potential threat to the stratospheric ozone layer, combustor design technology that meets the target NOx emission level is critical.
Key Considerations
When the HSR Program was initiated, it examined available environmental impact assessments and set an NOx emission index goal of 5 grams per kilogram (g/kg) of fuel burned. Extensive efforts were then initiated as part of the HSR
TABLE 3-1 Calculated Steady-State Total Column Ozone Change between 40°N and 50°N Averaged over a Yeara
Program to assess the environmental impact associated with the exhaust emissions of an HSCT fleet. This assessment, which is still in progress, is called the Atmospheric Effects of Stratospheric Aircraft Project (AESA). The latest results suggest that the original goal of 5 g/kg is still appropriate (see Table 3-1).
The data shown in Figure 3-1 are for a Mach 2.4 aircraft. For best aerodynamic efficiency, slower HSCTs would cruise at altitudes lower than the cruise altitudes of a Mach 2.4 HSCT. Atmospheric models predict that operating at lower altitudes would mitigate the ozone depletion caused by engine emissions (or add to the net increase in ozone).1 This effect could provide some trade-off space to mitigate the technical and economic risks associated with development of a very-low-NOx (5 kg/g) combustor. However, the expected change is not large enough to justify changing program goals from Mach 2.4 to Mach 2.0 (as long as a practical combustor with an emissions index of 5 g/kg can be developed).
In a turbine engine equipped with a conventional combustor, the NO x emission level is highly dependent on the compressor discharge air temperature and, to a much lesser extent, on the compressor discharge air pressure. Because of this strong dependence, the NOx emissions from an HSCT engine equipped with a conventional combustor would be very high, in the range of 40 to 50 g/kg during supersonic cruise operation. (During cruise, the compressor discharge air temperature is very high—in excess of 1200°F.) Attaining the goal of 5 g/kg will require technological advances that can reduce NOx emissions by as much as
|
1 |
The effect of HSCT emissions on the atmosphere is the result of many complex chemical interactions. Although some processes increase atmospheric ozone, the net effect is generally negative. However, as shown by the range of model results in Table 3-1, a fleet of low-emission HSCTs could have no net effect on the ozone. |
90 percent compared to conventional technology. To do this, the HSR Program is developing advanced combustor concepts that do not require high (stoichiometric) flame temperatures anywhere in the combustor. This would mitigate the effects of the high compressor discharge temperatures associated with supersonic cruise operation.
Besides producing low levels of NOx emissions, the combustor technology being developed by the HSR Program must meet the same demanding performance, operability, reliability, structural integrity, and durability requirements that current combustors meet. Further, ultralow-NOx-emission combustors must produce equally low levels of other emissions (e.g., smoke, carbon monoxide, and unburned hydrocarbons). Meeting all of these requirements is a formidable challenge.
There are two basic combustor design concepts with known potential for achieving ultralow NOx levels: a lean premixed, prevaporized (LPP) combustor, and a rich, quick mix, lean (RQL) combustor. Both of these concepts embody features that are substantially different from those of combustors in modern aircraft engines.
The LPP concept involves premixing the fuel and combustion air upstream from the combustion zone. Premixing and prevaporizing the fuel produces a lean, homogeneous mixture, which significantly reduces NOx emissions. Combustor designs of this kind are very complex because they require sophisticated hardware for proper staging of the combustion process. Also, preventing autoignition of the fuel-air mixtures is difficult. At supersonic cruise conditions, autoignition can occur very quickly, typically within one to four milliseconds after the start of premixing. Thus, the premixing process must be accomplished very quickly. This is difficult with liquid fuels because of practical limitations on the number of fuel injection points that can be used.
In RQL combustors, all of the fuel is injected into the first stage to produce rich fuel-air mixtures. Combustion of such mixtures suppresses the formation of NOx. However, the combustor liners must be cooled without film air cooling, which is used in current combustors. Film air cooling is unacceptable because the cooling air would create stoichiometric fuel-air mixtures, which produce high levels of NO x in regions close to the liner. Most of the air flow in RQL combustors bypasses the rich first stage and is introduced further downstream to complete the combustion process. The bypass air must be mixed very rapidly with the combustion products from the rich first stage to suppress NOx formation as the rich gases are diluted. Suppressing NOx formation during this rapid mixing process is especially difficult during high power operation because of the high combustor inlet air temperatures.
Development Status of Ultralow NOxCombustors
To date, the HSR Program has made extensive efforts to evolve promising versions of both ultralow NOx combustor concepts (LPP and RQL). Considerable
TABLE 3-2 Concerns and Risks Associated with Ultralow NOx Combustors
|
LPP Concept |
RQL Concepts |
|
Complexity associated with the much larger number of fuel injection points (compared to a similarly sized conventional combustor) |
NOx emission goal not demonstrated simultaneously with acceptable performance and operability capabilities |
|
Complexity of fuel injection point staging and associated controls |
Complexity of variable geometry features needed to modulate the quantity of air admitted to the rich first stage |
|
Potential for carbon buildup in fuel injectors and distributor valves |
Need for unique high temperature liner materials for the rich first stage to eliminate the need for film air cooling |
|
Potential for autoignition and flashback in the premixer elements |
|
|
Need for unique high-temperature liner materials to minimize the need for cooling air |
|
progress has been made and aggressive efforts are continuing. Testing is in progress using module and sector test rigs, and NOx emission levels at or near the target value have been demonstrated with versions of both concepts. The HSR Program expects to collect enough data to select a preferred combustor design concept by the scheduled date of May 1998.
Nonetheless, several concerns still exist regarding the viability and acceptability of using either an LPP or RQL combustor in an operational engine (see Table 3-2).2 The committee believes that these concerns can be addressed and resolved only by additional testing involving both combustor rigs and full-scale engines.
As noted above, using film air cooling in the rich first stage of RQL combustors is unacceptable. With LPP combustors, minimal film air cooling of the liner is necessary to obtain sufficiently low NOx levels. Thus, both concepts require combustor liner materials that can withstand high operational temperatures with little or no film air cooling. The HSR Program is pursuing advances in liner materials that can meet this need. To date, efforts have focused on ceramic matrix composite (CMC) materials because of their relatively low thermal expansion characteristics and their resistance to thermal distortion and fatigue. Accomplishments to date include demonstration of a CMC material with improved thermal conductivity. In 1996, the HSR Program selected a silicon carbide CMC as the liner material of choice.
As with other propulsion system components, long hot times are a major durability challenge. The combustor life goal is 9,000 hours of hot time, with periodic refurbishment of the liners. To meet this goal, the hot (inner) surface of liners fabricated with silicon carbide CMC will probably require a ceramic thermal barrier coating. Specific durability concerns for this type of liner include oxidation-induced ductility loss, inadequate resistance to crack growth, and spallation of the thermal barrier coating.
Processing experiments conducted thus far indicate that manufacturing silicon carbide CMC liners may be technologically feasible. However, the availability of such liners for use in HSCT engines is at risk because of the likely absence of other engine applications. Without a broader base of applications, unit costs would probably be prohibitive. This problem could be mitigated if engine development by NASA, the U.S. Department of Defense, or the U.S. Department of Energy lead to other applications for silicon carbide CMC liners.
In recognition of the immaturity of CMC material in terms of both performance capabilities and manufacturing possibilities, the HSR Program has selected nickel alloy materials with thermal barrier coatings as a backup. Nickel alloy materials are widely used in operational engines and, thus, are already proven and available. However, nickel alloy liners may not achieve life goals in HSCT applications because of oxidation-induced coating spallation; thermal fatigue and distortion; creep; and melting.
Combustor Conclusions
The development of ultralow NOx combustor technology will require major advances in both combustor design and associated material technologies. For this reason, combustor development is a high risk element of the HSR Program, and the results will have a significant impact on the HSCT product launch decision. Any HSCT built must be environmentally acceptable, and engine emissions are a direct function of the combustor design.
In an effort to resolve combustor material and design issues, a subscale core engine test is planned for 2000 and 2001. This test will provide a much-needed opportunity to evaluate the performance and operability characteristics of the selected combustor design. Combustor characteristics that require engine testing for meaningful assessments include ground starting; altitude relight; autoignition tendencies, flashback tendencies, and combustion stability during engine thrust transients; and liner cyclic life.
Even if the subscale core engine testing has promising results, the viability of the selected combustor design will remain in doubt because of uncertainties about how these characteristics may change as a function of scale. Testing a full-scale demonstrator engine will be needed to reduce the magnitude of these uncertainties and lower propulsion system risk to an acceptable level. Thus, dedicated tests of a full-scale demonstrator engine should be conducted during the recommended
TABLE 3-3 Suggested Time Line for Combustor Development
|
Time Period |
Task |
|
5/98a |
Select a single combustor and liner material concept |
|
6/98 to 12/99 |
Continue testing selected concepts using existing test rigs |
|
3/99 to 12/99 |
Design combustor for full-scale engine tests Design test rig for testing full-scale combustor components |
|
1/00 to 6/01 |
Fabricate two full-scale combustors Fabricate full-scale combustor test rig |
|
6/01 to 12/02 |
Conduct rig tests of combustor to evaluate and refine operability, emission, and structural integrity characteristics |
|
7/02 to 12/02 |
Design engine control features for combustor operation (in parallel with combustor testing) |
|
1/03 to 12/03 |
Install combustor and associated engine control features into demonstrator engine |
|
2004 to 2006 |
As part of the recommended demonstrator engine test series, conduct dedicated tests of the combustor to assess performance, operability, emission, and service life characteristics |
|
a Existing Milestone |
|
technology maturation phase to evaluate and, as necessary, guide continued development of the selected combustor design. If a commitment is made to conduct full-scale testing, it may be feasible to eliminate the subscale core engine tests planned for Phase II. A suggested schedule is presented in Table 3-3.
Finding 3-3. Significant uncertainties regarding the viability of potential ultralow NOx combustor designs—and the materials needed to implement those designs—are likely to remain at the conclusion of Phase II, as currently planned.
Recommendation 3-3a. During the recommended technology maturation phase, the HSR Program should test a full-scale demonstrator engine to reduce uncertainties regarding the viability of the selected ultralow NOx combustor design. Combustor development during Phase II should focus on preparations for full-scale tests.
Recommendation 3-3b. In order to increase the potential market for silicon carbide CMC liners—and thereby ensure their availability for use in HSCTs—the HSR Program should encourage other engine research programs sponsored by NASA, the Department of Defense, and the Department of Energy to include more CMC materials.
EXHAUST NOZZLE
The engine exhaust nozzle envisioned for an HSCT propulsion system is quite large, about 18 feet in length. In order to meet aircraft and propulsion system weight goals, the HSR Program has established performance and weight goals for the nozzle that cannot be achieved using materials, designs, or manufacturing processes typically used for engine exhaust nozzles.
The main components of the engine exhaust nozzle are the primary structure, convergent flaps, divergent flaps, noise absorption system, and thermal blanket. The current HSR nozzle concept features a large nickel-base superalloy primary structure with a thin-walled casting to meet weight goals. Although complex, this design appears to be manufacturable, and the mechanical and thermochemical properties of the superalloy seem to be acceptable.
Candidate materials for the convergent and divergent flaps are thin-walled castings of a nickel-base superalloy and a titanium aluminide intermetallic, respectively. Secondary processes to remove material from the initial castings will be required to achieve weight goals. Casting demonstrations indicate such structures are feasible. Areas of ongoing concern include joining, which will be important during manufacture and repair; the impact of thermal fatigue, oxidation, and creep on the durability of the superalloy convergent flaps; and the impact of acoustically driven high cycle fatigue, oxidation, and creep on the durability of the titanium aluminide divergent flaps.
The exhaust nozzle design also includes an internal noise absorption system constructed from CMC acoustic tiles and an insulating thermal blanket. The durability of the CMC in the harsh environment within the exhaust nozzle is a major concern. Failure can result from interfacial oxidation, acoustic fatigue, thermal fatigue, or erosion. Moisture can also degrade the CMC acoustic tiles.
The life goal for the primary exhaust nozzle structure is equal to engine life, about 36,000 hours. The life goal for the acoustic liner and thermal blanket is one-half engine life or about 18,000 hours.
Finding 3-4. Development efforts for the exhaust nozzle may achieve the specified level of technology readiness (TRL 6) by the end of Phase II. Nonetheless, uncertainties about nozzle materials and manufacturing processes will require additional work during the recommended technology maturation phase.
Recommendation 3-4. The HSR Program should fabricate and test full-scale nozzles during the recommended technology maturation phase to validate nozzle manufacturing technology, noise levels, and material performance.
FUEL EFFICIENCY
The fuel efficiency of the HSCT propulsion system will depend largely on the efficiency of the air intake, engine turbomachinery components, and exhaust
nozzle. The HSR Program should assess fuel efficiency using full-scale component tests and, ultimately, full-scale engine tests and propulsion system flight tests. Component performance necessary to meet HSCT fuel efficiency goals is generally consistent with currently available technology, although marginal improvements may be needed in some areas. Overall, the committee believes that fuel efficiency is an area of relatively low risk.
SYSTEM INTEGRATION AND TESTING
Phase II is developing and testing technologies at the component level, often in subscale form. However, the highly complex nature of supersonic jet engines can produce component interactions that can not be predicted by full-scale component tests or by subscale engine tests. For this reason, and because of the historical risk involved in developing advanced supersonic engines, an HSCT program launch decision seems quite unlikely unless risk is reduced by demonstrating satisfactory performance of a full-scale, fully integrated engine (during the proposed technology maturation phase) and a full-scale, fully integrated propulsion system (during the proposed advanced technology demonstration phase).
Also, the HSR Program is currently structured with a high degree of concurrence between development of the engine and airframe; both are scheduled to reach the required level of technology readiness at about the same time. However, jet engines are mechanically more complex; involve processes that are more difficult to model compared to the corresponding airframes; are more difficult to manufacture, assemble, and test; and require more time to redesign, remanufacture, and retest than corresponding airframes. In fact, history has shown that engine development takes about three years longer than airframe development. Thus, to ensure that the engine and airframe are ready for first flight at the same time, engine development must lead airframe development. The present HSR Program does not reflect this imperative. Testing full-scale engines during the recommended technology maturation phase would resolve this issue.
Finding 3-5. Fabrication and testing of full-scale engines are needed to validate engine technologies, particularly with regard to emissions and noise requirements. Early action leading to this goal is required to ensure that the propulsion system technologies will be ready for flight testing at the same time as airframe and integrated aircraft system technologies.
Recommendation 3-5. It is critical that the HSR Program build and test two full-scale, instrumented engines during the recommended technology maturation phase. Testing of one engine should focus on aerothermodynamics and aeromechanical issues (e.g., thrust, emissions, noise, and vibration); testing of the other should focus on structures and materials issues (e.g., reliability, service life, and weight). The second engine would also reduce risk by ensuring a backup engine is available in case the first engine experiences a catastrophic failure.
The full-scale demonstrator engines will be too large to test in a facility that can simulate high altitude conditions. Although sea-level tests will be an important milestone in the development of new supersonic engines, some important questions will remain unanswered. Flight demonstrations are needed to determine propulsion system responses to atmospheric conditions and disturbances, including turbulence and wind gusts. A full-scale technology demonstration aircraft will also be needed to verify critical angles for engine unstart to investigate the impact of engine unstart on the aircraft and its occupants.
Similarly, flight demonstration would verify the ability of the integrated airframe and propulsion systems to meet noise and emissions goals. For example, as part of the AESA project, NASA has made in-flight measurements of emissions from the Concorde. However, an HSCT engine is likely to have a very different thermodynamic cycle from the Concorde's Olympus engines, and NOx emissions from an HSCT engine are expected to be considerably different (NRC, 1997).
REFERENCES
NASA (National Aeronautics and Space Administration). 1995a. 1995 Scientific Assessment of the Atmospheric Effects of Stratospheric Aircraft. NASA Reference Publication 1381. Washington, D.C.: National Aeronautics and Space Administration.
NASA. 1995b. The Atmospheric Effects of Stratospheric Aircraft, A Fourth Program Report. NASA Reference Publication 1359. Washington, D.C.: National Aeronautics and Space Administration.
NRC (National Research Council). 1997. An Interim Assessment of AEAP's Emissions Characterization and Near-Field Interactions Elements. Washington, D.C.: National Academy Press.















