
II
RECOMMENDED STRATEGY AND OPPORTUNITIES FOR NEAR-TERM AND LONG-TERM RESEARCH
One of the primary objectives of this study was to identify an overall strategy that addresses the Air Force's aging aircraft needs. From the discussion of the aging aircraft problem in Chapter 2, including the assessments of the force management process, it is apparent to the committee that the recommended overall strategy must encompass several engineering and management issues as well as the near-and long-term research opportunities. The committee believes that there are a number of engineering tasks that do not require additional research and that should be accomplished in the near future.
Also, to be effective, the strategy must address the three Air Force objectives that are noted in Chapter 1:
-
identify and correct structural deterioration that could affect safety of flight
-
prevent or minimize structural deterioration that could become an excessive economic burden or adversely affect force readiness
-
predict, for the purpose of future force planning, when the maintenance burden will become so burdensome, or the aircraft availability so poor, that it will no longer be viable to retain the aircraft in the inventory
To provide a comprehensive approach that addresses these challenges, the committee recommends that the Air Force adopt a three-pronged strategy that includes (1) near-term engineering and management tasks, (2) a near-term R&D program, and (3) a long-term R&D program. This overall strategy is illustrated in Figure II-1.
Engineering and management tasks are near-term actions (within three to five years) to improve the maintenance and force management of aging aircraft. Each of the three aging aircraft challenges are shown on the left side of the figure connected to the primary engineering and management task that addresses each challenge. It should be noted, however, that this is not exclusively true. For example, the engineering task of obtaining improved corrosion control programs is connected to the challenge to minimize maintenance costs and improve readiness, since corrosion is currently the major contributor to maintenance costs and does not normally affect structural safety. However, corrosion could become a safety issue if not brought under control. Likewise the primary focus of the engineering tasks of updating durability and damage tolerance assessments, force structural maintenance plans, and tracking programs is to protect the structural safety, but they also impact maintenance costs and force readiness. The task of estimating the economic service life of an aircraft weapon system involves both engineering and management; engineering predictions of structural deterioration need to be coupled with a number of cost and operational considerations to arrive at the most probable time that the Air Force should plan on replacing the system. The last three tasks in Figure II-1 deal primarily with the Aircraft Structural Integrity Program and postproduction force management concerns discussed in Chapter 2 and further expanded in Chapter 5.
With the exception of the technology transition task, which is considered to be a continuous effort throughout the life of a weapon system, all of the near-term engineering and management tasks are shown to extend over a five-year period. Also, it is envisioned that some of the tasks should have periodic updates about every five years as indicated in the figure. The background justification and specific recommended actions for each of the eight engineering and management tasks are included in Chapter 5.
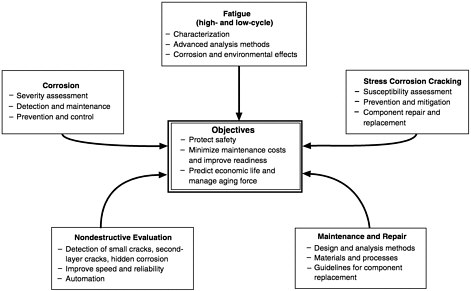
Supporting the near-term engineering and management tasks are the near-term R&D efforts that the committee believes should be performed under the direction of the Air Force's laboratories either in-house or by supporting contractors and academic institutions. Also, the Air Force laboratories should utilize the results from complementary near-term R&D efforts that are under the direction of other government agencies (i.e., the National Aeronautics and Space Administration, the Federal Aviation Administration, and the Navy). Figure II-2 illustrates the basic elements of both the near-term and the long-term R&D programs. The near-term program includes those efforts that reasonably can be expected to provide results that will assist in the performance of the near-term engineering tasks during the next five years. The long-term R&D program includes those efforts that the committee believes will take longer than three to five years to achieve a mature technology that could be adopted by industry or the Air Force aircraft maintenance organizations, but nevertheless should be initiated now, or continued if they already have been initiated. These efforts are typically higher
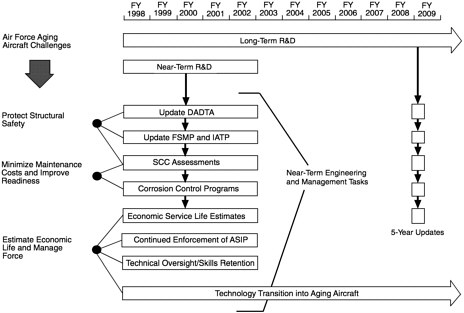
FIGURE II-1 Recommended overall strategy to address Air Force aging aircraft challenges. Strategy includes near-term engineering and management tasks and near-term and long-term R&D programs.
risk than the near-term R&D efforts, but the potentially high payoff justifies their pursuit.
Included in Part II are descriptions of recommended near-term engineering and management tasks; assessments of current and planned research administered by the aging aircraft research program (detailed assessments are contained in the committee's interim report [NRC, 1997]); identification of near-term and long-term research opportunities in the areas of fatigue (low-cycle fatigue, high-cycle fatigue, and environmental effects), corrosion and stress corrosion cracking, and inspection and maintenance technology (nondestructive evaluation and maintenance and repair); and prioritization of recommended research.
Although the investigation of structural aging phenomena is an inherently interdisciplinary endeavor, for convenience the recommended research is presented separately for individual topical areas. Chapters 6 (fatigue), 7 (corrosion and stress corrosion cracking), and 8 (nondestructive evaluation and maintenance) describe R&D opportunities focused on the aluminum structures that dominate the current aging aircraft problems. Chapter 9 provides prioritization of the near-term and long-term research recommendations. Finally, Chapter 10 describes issues related to composite primary structures that are becoming more common on newer aircraft that represent the next generation of aging aircraft.
5
Engineering and Management Tasks
UPDATE OF DURABILITY AND DAMAGE TOLERANCE ASSESSMENTS
As noted in Chapter 4, a number of aircraft failures resulting from fatigue crack growth from preexisting flaws or defects, which were introduced during material processing or manufacturing, caused the Air Force to extensively revise their Aircraft Structural Integrity Program (ASIP) in the early 1970s to include damage tolerance requirements. These requirements were defined in MIL-A-83444 (DOD, 1987) and MIL-STD-1530A (DOD, 1988) and were incorporated into the designs of the new aircraft then under way (e.g., the B-1A, F-16, and A-10). However, to protect the structural safety and assess the durability of the vast majority of Air Force aircraft that were not designed to these requirements, the Air Force and the aircraft contractors performed durability and damage tolerance assessments (DADTAs) on the aircraft models that were already in the operational inventory. By the early 1980s DADTAs had been performed on the F-4C/D/E, A-7D, C-5A, C-141, F-111, B-52D, E-3A, F-5E, T-38, T-37/A-37, KC-135, SR-71, T-39, KC-10, C-130, and F-15. Also, because of changes in use conditions, the durability and damage tolerance of both the A-10 and F-16 had to be revisited after only a short time in operational service.
From the standpoint of safety, the most important outputs from these assessments were the identification of fatigue-critical areas, the determination of safety limits for these areas, and the development of safety inspection requirements. In addition, for some of the larger transport aircraft, estimates were made of the onset of widespread fatigue damage (WFD) and risk analyses were performed (e.g., on the C-5A, KC-135, and C-141). Where appropriate, lower-bound estimates were made of the major component modification or replacement times and modification options were defined.
The overall approach or methodology used in conducting the DADTAs is illustrated in Figure 5-1. As can be seen in this figure, the four primary tasks in the assessments are (1) the identification of fracture-critical areas;1 (2) the development of the operational stress spectra for these areas; (3) an assessment of initial flaw distributions and/or the maximum probable initial flaw sizes; and (4) the determination of the safety limits, inspection intervals, and, for fail-safe designs, the estimated onset of WFD. The results were then used to update the individual aircraft tracking programs and the force structural maintenance plans for the aircraft, both of which are key elements of ASIP.
Air Force-Supported Aircraft
To obtain improved visibility of the actions that will be necessary to protect the structural safety of the Air Force's aging aircraft listed in Table 3-1 throughout their projected operational lives and to obtain the best estimates as to when the aircraft will likely be facing the economic impacts of major modifications or replacements, the committee strongly recommends that the DADTAs of these aircraft be updated periodically. In general, an update about every five years is appropriate.
The urgency to perform these updates varies among the different aging aircraft types, depending on several factors: (1) whether the aircraft structure is designed to be fail-safe or is largely of a single load-path design, where missing a critical area could lead to the loss of an aircraft; (2) whether a replacement aircraft has been identified and the older aircraft are being phased out of the inventory; (3) the extent and nature of fatigue cracking problems the aircraft are currently encountering; and (4) whether there has been a recent independent review of the aircraft and corrective actions are already under way. Table 5-1 summarizes these different factors for each of the Air Force's aging aircraft types shown previously in Table 3-1. Also shown in Table 5-1 is the committee's assessment of the priority that should be assigned to performing the DADTA update for each type of aircraft. Those of greatest concern, based on the highest potential for structural safety problems, were given a number 1 priority and those with the least immediate concern were given a number 3 priority. However, it is recommended that the DADTA update be performed on all of the aircraft within the next five years and updated at approximately five-year intervals.
The committee recognizes that the level of effort involved in performing these updates will vary significantly between the different types of aircraft as a function of aircraft complexity, variations in use, the numbers and types of cracking
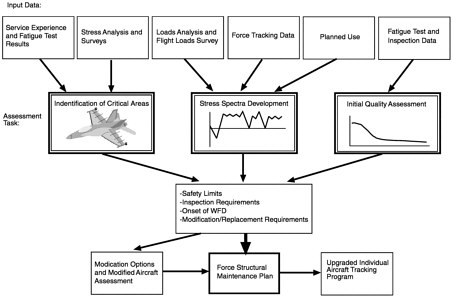
FIGURE 5-1 Overall approach to durability and damage tolerance assessments.
TABLE 5-1 Prioritization of DADTA Update Needs for Air Force-Supported Aircraft
|
Aircraft |
Fail-Safe Design |
Additional Years in Inventory |
Replacement Aircraft Identified |
Current Fatigue Cracking |
Recent Structural Reviewa |
Review Actions Under Way |
Priority |
|
KC-135 |
yes |
25+ |
no |
limited |
yes |
yes |
3 |
|
C-5A |
yes |
10–25 |
no |
no report |
no |
no |
2 |
|
C-141B |
yes |
0–8 |
yes (C-17) |
yes |
yes |
yes |
3 |
|
A-10 |
no |
25+ |
no |
yes |
no |
no |
1 |
|
B-52H |
no |
25+ |
no |
yes |
no |
no |
3b |
|
B-1B |
no |
25+ |
no |
yes |
yes (horizontal tail) |
yes |
2 |
|
F-15 |
no |
5–25 |
yes (F-22) |
limited |
no |
no |
2 |
|
F-16 |
no |
10–25 |
yes (JSF) |
yes |
yes (fuselage bulkhead) |
yes (bulkhead) |
1 |
|
C-130E/H |
yes |
25+ |
some (C-130J) |
limited |
yes (fuselage) |
unknown |
2 |
|
E-3 (AWACS) |
yes |
17–25 |
no |
limited |
no |
no |
3 |
|
E-8 (JSTARS) |
yes |
15–20 |
no |
yes |
yes (wings) |
unknown |
2 |
|
EC-135 |
yes |
25+ |
no |
limited |
yes |
yes |
3 |
|
U-2c |
no |
25+ |
no |
unknown |
no |
no |
1 |
|
EF-111 |
no |
<5 |
no |
limited |
no |
no |
noned |
|
T-37B |
no |
0–12 |
yes (JPATS) |
limited |
no |
no |
3e |
|
T-38 |
no |
25+ |
no |
yes |
no |
no |
1 |
|
a Within the past three years. b The lower priority is because a DADTA update was performed in 1995. c This aircraft was developed for the government and is maintained by the manufacturer rather than by an air logistics center. d Based on the assumption that all aircraft will be retired in less than five years as planned. e DADTA is currently being performed by Southwest Research Institute. Update suggested within five years. |
|||||||
problems encountered, and how well the different air logistics centers (ALCs) and the airframe contractors have been performing the applicable ASIP tasks on a continuing basis during the aircraft's past operational use. As a minimum, the effort may merely require a summary of available data (e.g., critical areas, safety limits, inspection requirements, estimates of the onset of WFD, estimated future modification and replacement times, and possible future fatigue test needs) and a detailed review by the proposed Aging Aircraft Technical Steering Group discussed later in this chapter. For other aircraft it will require further identification of critical areas, stress spectra development, crack growth calculations and tests, and perhaps some tear-down inspections and/or full-scale fatigue testing.
Contractor Logistics-Supported Commercial-Derivative Aircraft
In a similar manner to the criteria for Air Force-supported aircraft (previous section), priorities are suggested for contractor logistics-supported commercial-derivative aircraft. In addition to the criteria described in the previous section for Air Force-supported aircraft, the experience with the commercial-equivalent aircraft can be taken into account.
The KC-10 and C-27 have previously had DADTAs. It is recommended that they be updated within the next five years. Because there is no immediate safety concern, a priority 3 is suggested.
The E-4, T-43, and C-9 have average ages of 23, 24, and 26 years with plans to keep them in the inventory for many more years. It is recommended that the Air Force form an independent team to review these aircraft. This team should consist of a small number of structures and materials experts chartered to assess the current condition of the aircraft, review the current use spectra, and determine if the current contractor database is sufficient to estimate the onset of WFD and the probable major component modification or replacement times or if DADTAs should be performed. The committee suggests that these reviews be performed within the next five years. Because of the much higher use, it is recommended that the C-9 be addressed first. A priority 2 is suggested for the C-9 and priority 3 for the E-4 and T-43.
The C-18, C-22, and the VC-137 aircraft have quite high utilization times. There is some concern about the possible onset of WFD for the C-18, C-22, and possibly the VC-137. Thus, the committee recommends that an independent structures review be conducted by a team of structures and materials experts in the near future. If the high-use VC-137s are replaced by the C-32, they of course could be dropped from the review. Because of the potential safety implications, a priority 1 is suggested for these reviews.
For the utility and commuter class commercial-derivative aircraft (i.e., the C-12, T-1A, C-21, C-23, C-26, C-20, E-9, UV-18, and T-3), the committee recommends that the Air Force initiate damage tolerance surveys, by a small team of structures and materials experts, similar to those conducted during this past year by the Federal Aviation Administration (FAA) on a number of other types of aircraft in this size class. These surveys should provide a preliminary assessment of the aircraft's damage tolerance, current structural health and estimated longevity, and the potential need for a detailed DADTA. The surveys should be conducted first on the older aircraft or aircraft where structural problems may have already been identified.2
UPDATE OF FORCE STRUCTURAL MAINTENANCE PLANS AND INDIVIDUAL AIRCRAFT TRACKING PROGRAMS
The fourth and fifth tasks of the Air Force's ASIP (shown in Table 2-1) deal with force management. It is here that the results of design, analysis, and full-scale test activities in the previous parts of ASIP (including subsequent DADTAs) come together to define the specific actions that must be taken to protect the safety of the individual aircraft and allow for the timely and cost-effective structural modifications. The two key force management activities in ASIP are the development of the force structural maintenance plan (FSMP) and the individual tracking program (IATP).
Force Structural Maintenance Plan
During the initial design, the intent was to minimize the amount of structural maintenance that would be needed throughout the life of an aircraft, assuming that the aircraft is used as planned (i.e., it is flown to the design use spectrum). However, full-scale fatigue testing to the design spectrum will uncover critical areas missed during design and analysis, which then necessitates additional damage tolerance analysis, in-service safety inspections, and perhaps in-service modifications. It is the definition of when, where, how, and the estimated costs of these inspections and modifications that constitute the basis for the initial FSMP.
Recognizing that the actual service use of military aircraft often differs from the original design use spectra, ASIP requires that a loads/environment spectra survey be conducted during the first two or three years of operational service to obtain actual use data that can be used to update the original design spectrum. These surveys generally consist of instrumenting 10 to 20 percent of the fleet and using a
multichannel recorder (or more recently, microprocessor systems) to record such data as vertical and lateral road factor; roll, pitch, and yaw rates; roll, pitch, and yaw accelerations; altitude; mach number; rudder and aileron position; and selected strain measurements. These data are then used to generate a new baseline operational spectrum, and new damage tolerance analyses are performed to update the safety inspection and modification requirements with the results added to the FSMP. This updated FSMP then forms the basis for planning and scheduling the structural fatigue maintenance for the overall aircraft weapon system. The damage tolerance analysis should be updated and the results used to update the FSMP any time that there are significant changes in use; when operation is extended beyond the original life goal; or new analysis, test, or service experience indicate a growth in the number of fatigue-critical areas.
Individual Aircraft Tracking Program
In addition to the force-wide baseline operational use spectra being different from the original design spectra for military aircraft, the individual aircraft use within the force may be either more or less severe than that represented by the baseline spectrum. These variations from the baseline spectrum can be quite large, particularly for the high-performance combat type aircraft. Accordingly, the Air Force has included the requirement for individual aircraft tracking as part of the ASIP.
The IATPs for the various types of aircraft within the Air Force inventory vary with regard to data acquisition and processing procedures. For the larger tanker, transport and bomber aircraft (e.g., the KC-135, B-52, and C-141), where the excursions in the flight spectra are relatively small, flight logs and pilot use forms (i.e., Air Force technical order form 16 and tactical maneuver supplemental forms) have been found to be satisfactory to track the aircraft use. For the fighter and attack aircraft the use of counting accelerometers and VGH (velocity; ground range and height) recorders were commonplace in the past, but are limited because they are not able to accommodate critical areas of the structure that are sensitive to asymmetrical loading. The use of multichannel recorders (e.g., the MXU-553), which record many more flight parameters, overcomes this limitation. More recently, the older tape systems are being replaced (as funding will allow) by microprocessor systems, further expanding data capture. Computerized methods have been developed and are used to reduce the measured flight data and to adjust the crack-growth-based damage rates and inspection intervals for each of the critical areas in the airframe for individual aircraft use. As the aircraft ages, the number of critical areas and inspections increase. When this happens, the IATPs must be updated to accommodate these changes.
Although there has been some discussion about upgrading the Air Force's IATP to track potential corrosion damage and/or corrosive environments as well as fatigue damage, the committee believes that the application of sensor devices and data analysis and processing equipment in existing aircraft is currently impractical because of the large number of aircraft involved, the large sizes of affected areas in the aircraft most prone to corrosion damage (i.e., the large transport, tanker, and bomber aircraft), and the cost and intrusiveness of system installation. However, developments in multifunctional chemical and physical sensors (NRC, 1995), microelectromechanical systems, and smart diagnostics do provide some hope that long-term research in on-board health monitoring can be productive.
Following the completion of the updates of the DADTAs, which were recommended above, the committee recommends that
-
the inspection and modification requirements in the FSMPs be updated to reflect any changes in the baseline operational spectra and any additional critical areas that were identified, which in turn will increase the inspection requirements and possibly necessitate new modifications
-
the IATP for each aircraft weapon system be updated to reflect additional critical areas that need to be tracked recording equipment, or analysis procedures that may be deemed necessary to protect the structural safety of the aircraft. In particular the Air Force should push for the force-wide use of the microprocessor-based recorders because of their improved reliability and the expanded data capture.
STRESS CORROSION CRACKING ASSESSMENTS
Although the environmental protection measures and material substitutions to eliminate corrosion-susceptible materials that take place as part of an aircraft's corrosion prevention and control program (CPCP) also apply to the prevention of stress corrosion cracking (SCC), there are some unique aspects about SCC that make this structural deterioration mechanism much more dangerous than other forms of corrosion. Thus, the committee believes that SCC deserves special attention. Stress corrosion cracks are characteristically intergranular and can occur with little or no evidence of corrosion products and as a result are often difficult to detect visually. Although they generally have not caused flight-safety problems, because of their orientation with respect to the applied flight stresses (see Chapter 4), this cannot always be considered to be a certainty. If large in-plane stress corrosion cracks or delaminations go undetected they could cause a loss in shear strength and trigger failure modes other than the tensile mode normally associated with crack propagation. Also, in thick sections (e.g., complex machined fittings) where there may be irregular grain flows and three-dimensionally applied
stresses, it is often difficult to predict if a stress corrosion crack will turn normal to the largest component of stress and result in a tensile fracture.
For fail-safe structural designs, a part or component failure caused by a stress corrosion crack is much less of a concern than in safe crack growth designs because of the second line of defense provided by the surrounding intact structure. In fact, over the years there have been many part failures caused by SCC in both commercial and military aircraft. When this occurs, the parts are generally replaced, ideally with new parts made from more-stress-corrosion-resistant materials. For safe crack growth designs, which are generally associated with high-performance combat aircraft, it is important that the stress corrosion cracks be prevented from occurring or that they be detected before failure, since failure of the parts or components may lead to the loss of the aircraft. As an aircraft ages and protective finishes and coatings break down, concern over part failure caused by SCC becomes more acute. As a result the committee believes that there is a need for the Air Force to periodically assess the susceptibility of their aging aircraft to SCC and take actions to diminish the occurrence of SCC and prevent future part failures. Particular attention should be given to structures that are not designed to be fail-safe.
The committee recommends that the Air Force include an assessment of the vulnerability of each of their aging aircraft to structural failure caused by SCC or SCC combined with fatigue as part of the DADTA updates proposed in this chapter. Specifically, the committee recommends that
-
stress-corrosion-critical areas be identified based on past service experience, the susceptibility of the materials to SCC, grain orientations, and probable levels of both applied and residual stresses
-
the engineers performing the DADTA update make an evaluation of potential failure modes and consequences of failure for each stress-corrosion-critical area
-
protection, inspection, modification, and replacement alternatives be developed as necessary (see recommended short-term research in Chapter 7)
IMPROVED CORROSION CONTROL PROGRAMS
The 1988 accident of the Aloha Airlines 737 aircraft (NTSB, 1988) resulted in much attention being paid to the aging aircraft issue both by the commercial and the military aviation sectors. Although this accident was primarily the result of WFD,3 it focused attention on all of the factors that can contribute to structural deterioration, including corrosion. Both the commercial and the military sectors have since taken actions to reduce corrosion and the very high associated maintenance costs.
In the commercial sector, the Air Transport Association and the Aerospace Industries Association in cooperation with the FAA, established the Airworthiness Assurance Task Force to evaluate potential deficiencies in current commercial practices and to provide recommendations and guidance to the FAA and the airline industry on maintaining the structural integrity of 11 different aging aircraft models, including the Boeing 707, 727, 737, and 747; the Airbus A-300; the BAC 1-11; the Fokker F-28; the Lockheed L-1011; and the Douglas DC-8, DC-9, and DC-10. In 1992 the Airworthiness Assurance Task Force was incorporated into the FAA's Aviation Regulation Advisory Committee as the Airworthiness Assurance Working Group (AAWG), shown schematically in Figure 5-2. The AAWG proposed a mandatory CPCP to be tailored to each aircraft and operator and implemented by the FAA by airworthiness directives. The need for this program stemmed from fleet surveys, maintenance cost reviews, and comments from operators, all of which pointed to the fact that corrosion resulted in the single largest investment in time and resources in aircraft maintenance programs, and that, in some cases, the aircraft were being maintained in conditions below the manufacturer's expectations. On the other hand, operators that already had comprehensive CPCPs in place experienced much lower amounts of corrosion than those that did not. In fact, if the programs were implemented early in the aircraft's life, the aircraft remained essentially corrosion free. Also, it was noted that operators who utilized liberal applications of corrosion-preventive compounds showed significantly reduced corrosion damage. The essential elements of the AAWG overall CPCP are
-
inspection of all primary structures
-
initial and repeat inspection intervals based on calendar time rather than flight hours or number of flights
-
performance of basic maintenance tasks, including exposure of the corroded area, cleaning, inspection, rework as required, reapplication corrosion-preventive treatments
-
adjustments in the aircraft's overall maintenance program to maintain a corrosion severity of Level I or better (as described below)
The CPCP for each specific type of aircraft was developed by that aircraft's structures task group, which was made up of representatives from the manufacturer, the operators and maintainers, and the FAA.
In the development of CPCPs, the commercial aircraft industry has established severity classification criteria to guide maintenance programs. Corrosion severity is considered to fall into one of the following three classes:
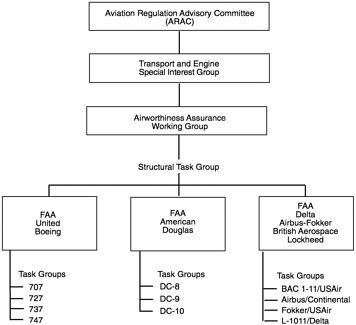
FIGURE 5-2 Organization of commercial aircraft industry aging aircraft working groups.
Source: Hidano and Goranson (1995).
Level I corrosion. (1) Corrosion damage occurring between successive inspections that is local and can be re-worked/blended-out within allowable limits as defined by the manufacturer; or (2) corrosion damage occurring between successive inspections that is widespread and can be reworked/blended-out well below allowable limits as defined by the manufacturer; or (3) corrosion damage that exceeds allowable limits and can be attributed to an event not typical of the operator's use of other airplanes in the same fleet (e.g., mercury spill); or (4) operator experience over several years has demonstrated only light corrosion between successive inspections but latest inspection and cumulative blend-out now exceed allowable limit.
Level II corrosion. (1) Corrosion occurring between successive inspections that requires a single re-work/blend-out which exceeds allowable limits, requiring a repair/reinforcement or complete or partial replacement of a principal structural element, as defined by the original equipment manufacturer's structural repair manual, or other structure listed in the baseline program; or (2) corrosion occurring between successive inspections that is widespread and requires a single blend-out approaching allowable re-work limits.
Level III corrosion. Corrosion found during the first or subsequent inspections, which is determined (normally by the operator) to be an urgent airworthiness concern requiring expeditious action. Note: When level III corrosion is found, consideration should be given to action required on other airplanes in the operator's fleet. Details of the corrosion findings and planned action (s) should be expeditiously reported to the appropriate regulatory authority (Boeing, 1994:1.1-1–1.1-2).
A CPCP is considered effective if corrosion of identified critical structure is limited to Level I or better.
The intent of these CPCPs is to ensure that corrosion is never allowed to progress to the point that it could become a safety issue (hence the emphasis on primary structure). The secondary benefit of the programs is to reduce the operators long-term corrosion maintenance costs.
In the military sector, the Air Force established a Corrosion Program Office at the Warner-Robins Air Logistics Center to
oversee and coordinate the Air Force's corrosion prevention and control activities. However, the development, implementation, and execution of specific weapon system corrosion control efforts is the responsibility of the specific system program director. Guidance is provided by Technical Order 1-1-691, which is a tri-service (Navy/Army/Air Force) coordinated manual entitled ''Aircraft Weapons Systems Cleaning and Corrosion Control," published January 1992. This manual provides detailed information on such items as preventive maintenance procedures, methods, and materials; inspection techniques; corrosion and paint removal methods and the application of surface treatments; and procedures for applying sealing compounds. Appendix E to this manual is for Air Force use only and contains additional information on aircraft cleaning procedures and intervals as a function of aircraft basing, shot peening and roto peening procedures, and chemical corrosion removal procedures. It is intended that this tri-service manual be used in support of Air Force aircraft manuals and, in the event of conflict, the aircraft manual would take precedence. The Air Force Corrosion Control Office along with the Naval Air Systems Command and the Army Aviation Systems Command are responsible for the maintenance of the manual.
The tri-service manual has a great deal of detailed information on corrosion prevention and control, and a significant effort is being made by the Corrosion Control Office to reduce corrosion in the Air Force's aging aircraft. However, the committee believes that the Air Force does not have the type of comprehensive CPCP for each of its aging aircraft weapon systems on the level of those mandated for commercial airplanes. The committee does not believe that corrosion can or will be completely eliminated in the Air Force's aging aircraft, but with comprehensive programs similar to those established for commercial aircraft, corrosion can be reduced significantly.
The committee recommends that the Air Force undertake the following actions to improve corrosion prevention and control in the aging forces:
-
The Air Force's system program directors, in concert with the appropriate major commands and the Corrosion Control Office, should perform an internal audit of each of the Air Force's commercial-derivative aging aircraft (i.e., the E-3, E-8, E-4, VC-25, T-43, C-137, C-18, C-22, KC-10, and C-9) to ensure that the corrosion control programs are in full compliance with the CPCPs mandated for commercial counterparts. In addition to the primary structures covered by the commercial programs, the Air Force should ensure that adequate corrosion control measures are being applied to corrosion-susceptible secondary structures.
-
The Air Force's system program directors, in concert with the appropriate major command and the Corrosion Control Office, should review the detailed corrosion control programs of each of the Air Force's aging aircraft listed in Table 3-1 that is not scheduled to be retired in the near future (i.e., the KC-135, C-5, A-10, B-52H, B-IB, F-15, F-16, C-130E/H, U-2, and T-38) and upgrade them as necessary to a level equivalent to or better than the CPCPs that are mandated for commercial aircraft. Again, corrosion-susceptible secondary structures as well as the primary structures should be included in the programs.
-
The Air Force's ALCs, with the Corrosion Control Office, should evaluate the applicability and cost effectiveness of dehumidification, as described in Chapter 4, to reduce the likelihood of corrosion.
ECONOMIC SERVICE LIFE ESTIMATION
As discussed in Chapter 4, major economic impacts can be expected to occur with the onset of WFD in fail-safe-designed aircraft structures and with the rapid growth in the number of fatigue-critical areas in safe-crack-growth-designed aircraft structures. When either of these occur, the options are to modify the structure, replace major portions or components of the airframe, or retire the aircraft. If the economic impact is sufficient to justify retirement, this would constitute the economic service life of the aircraft. However, there are a number of other factors that also contribute to the economic service life, and this should be viewed from the broader perspective of the total cost to operate an aircraft system. There are several examples in which it has been cost effective to modify or replace major components of an airframe, even when they have experienced WFD. Some of these aircraft have continued in service for many more years (e.g., the KC-135, C-5A, and C-141). On the other hand, it appears quite possible that the economic burden of operating a given type of aircraft could become excessive before the onset of WFD or the rapid rise in fatigue-critical areas. For example, it was pointed out in Chapter 4 that corrosion (including SCC) is currently the most costly maintenance problem for the Air Force's aging aircraft. If not substantially diminished in the future through improved prevention and mitigation measures, corrosion damage, either by itself or in combination with fatigue cracking, could cause the Air Force to undertake major modifications, major component replacements, or perhaps aircraft retirement.
Clearly, as was pointed out in Chapter 2, there is a need for an overall economic service life estimation model that integrates the estimates of structural deterioration caused by fatigue, corrosion, and SCC with all other operating cost elements. The current lack of such a tool inhibits Air Force planners from establishing a realistic time table to phase out a current system and to begin planning for replacement aircraft. Some examples of cost elements that should be tracked and projected for inclusion in such a model are related to
-
field-level personnel, facilities, materials
-
depot-level personnel, facilities, materials
-
acquisition and repair of repairable parts
-
acquisition and repair of consumable parts
-
support equipment
-
field-level sortie generation: fuel, maintenance production
-
depot maintenance program: programmed depot maintenance, analytical condition inspection, and speedline production
-
structural and subsystem modifications: repair and maintenance technology insertion, safety, mission capability
-
field-level maintenance: isochronal inspections
-
engine depot overhaul program
-
sustaining engineering
-
environmental impacts
In addition to these cost elements, there are several operational metrics that can be used by the aircraft system program managers to develop an overall assessment of a system's operational effectiveness, such as
-
mission capability rate
-
sortie generation/abort rate
-
"not mission capable" rates
-
maintenance man hours per flight hour
-
depot flow time and quantity of aircraft in depot status
-
parts cannibalization rate
-
accident rate
The problem of service life estimation is complicated not only by the technical difficulties involved in predicting the onset of WFD and the growth in fatigue-critical areas and the numerous factors affecting structural deterioration caused by corrosion, but also by the interrelationships and the relative importance of the many cost and operational metrics listed above. Ideally, the service life estimation model should utilize the best possible technical estimates of the major structural modification and/or component replacement times, account for the cost and operational metrics listed above, and balance and weigh their relative importance.
The committee recommends that the Air Force make a concerted effort to develop a credible service life estimation model or methodology that would be accepted by the Air Force senior management and the Department of Defense decision makers (e.g., the Defense Acquisition Board) as the authoritative guide for supporting replacement decisions and budget inputs. Such an analysis could be considered to be analogous to the cost and operational effectiveness analysis (COEA) that is undertaken early in a weapon system acquisition cycle to support milestone decisions, but in this case would be done later in the system life cycle to support a modification/update or replacement decision. When the model is completed, it is recommended that it be used to update the service life estimates for the Air Force's aging aircraft listed in Table 5-1.
CONTINUED ENFORCEMENT OF THE AIRCRAFT STRUCTURAL INTEGRITY PROGRAM
The Air Force has been very successful in controlling structural fatigue failures for more than two decades. One of the primary factors contributing to this success has been the rigid enforcement of the ASIP. Internal compliance by Air Force management was directed by Air Force Regulation AFR 80-13, and contractor compliance was achieved by making MIL-STD-1530 and supporting specifications part of the weapon system contract. Placing ASIP on contract ensured that the damage-tolerance-based inspection and maintenance requirements would be developed, and the AFR ensured that the Air Force would follow through with their implementation, including the incorporation of adjustments to the inspection and modification times brought about by changes in aircraft use. ASIP has also provided industry with guidance on all of the design, analysis, and test requirements necessary to achieve the aircraft's design service life goal and has provided Air Force engineers the basis for making sound technical recommendations to system program directors concerning the aircraft structure. It is for these reasons that the committee is very concerned that ASIP, per MIL-STD-1530 and its supporting specifications, will no longer be placed on aircraft acquisition and modification contracts due to former-Secretary of Defense Perry's initiative to reduce the use of government specifications in acquisition programs.
The guidance provided under the initiative directs that the intent of rescinded specifications be incorporated, if appropriate, into contracts through performance requirements, thereby giving contractors wider latitude and greater discretion in how to meet them. The Air Force is presently converting AFR 80-13 to an Air Force Instruction and the ASIP standards and specifications to a "guidance document" for use by government and industry for executing the program. Although these are important first steps, the committee does not believe that they go far enough. The committee believes that the "guidance document" approach will still be vulnerable to inconsistent interpretation and application between the various program offices within the Air Force. This approach will also leave industry uncertain as to the acceptability of their ASIP-related engineering practices to the various government weapon system program offices and result in ASIP provisions in a program that is more vulnerable to programmatic cost reductions. The end result can be incomplete or omitted ASIP tasks that would seriously degrade the effectiveness of the FSMP, which is designed to protect the structural safety of the aircraft.
Short of reinstating AFR 80-13, MIL-STD-1530, and supporting specifications, the committee recommends that the
Air Force take the lead in pursuing the development of a National Aerospace Standard for ASIP. Such a standard would result from the coordinated efforts of the military services and industry as to what constitutes an acceptable and affordable ASIP for new aircraft acquisitions and modifications to existing systems. The standard would be issued by industry and referenced by the government as a measure of acceptable compliance with contractual ASIP performance requirements. This approach would effectively communicate the government's requirements to industry and reduce the likelihood of inconsistent application and execution of ASIP tasks. It is anticipated that the end result would be a continued high level of operational safety and improved force structure management.
TECHNICAL OVERSIGHT AND RETENTION OF TECHNICAL CAPABILITIES
Much of the success of the Air Force ASIP during the past two decades can also be attributed to the competency of the ASIP managers and the engineering support groups within the maintenance organizations and the technical oversight provided by an Air Force Matériel Command, Aeronautical Systems Center (AFMC/ASC) standing committee that has guided the many DADTAs that have been performed. In addition, various Air Force Scientific Advisory Board (SAB) and Division Advisory Group ad hoc committees have contributed to this success.
The aging aircraft engineering disciplines that have been developed and typically reside within the ALC's technology and industrial support engineering (TIE) organizations include specialists in nondestructive inspection, stress analysis, design of structural repairs, fracture mechanics analysis, failure analysis, and corrosion control. However, these groups also draw on the expertise of AFMC/ASC engineering and the Wright Laboratories for assistance on specific problems. Where major modifications or a detailed knowledge of the aircraft design are involved, the ALC normally contracts with the original equipment manufacturer for the required assistance, which has been the case for most of the DADTAs that have been performed over the years.
The committee believes that, in recent years, the Air Force's capability to support ASIP and perform structural assessments has deteriorated somewhat as a result of budget and manpower reductions and grade-level limitations within the ALCs. Unfortunately the reduction in capability comes at a time when the need for capabilities has been increasing because of the aging of the force. ASIP managers are burdened with day-to-day maintenance problems and program cost and schedule pressures that allow them little time to focus on the broader issues such as implementing improved corrosion controls or obtaining improved estimates of when to expect the onset of WFD. Also, there seems to be considerable variability in the engineering capabilities among the different ALCs, perhaps because of insufficient policy direction and oversight from AFMC headquarters (HQ AFMC). Finally, there is no single technical focal point to coordinate ASIP, the supporting DADTAs, and the aging aircraft structures issues. A standing committee that at one time monitored DADTAs has been discontinued.
Although the committee does not believe that these apparent reductions in technical capabilities and oversight are currently jeopardizing structural safety, the prognosis for the future of the aging force is not optimistic unless the following near-term actions are taken.
First, the committee recommends that HQ AFMC form an aging aircraft engineering resources group consisting of engineering management representatives from AFMC headquarters, Aeronautical Systems Center's engineering and technical management organization (ASC/EN), Wright Laboratories, and each of the ALC TIE organizations. This group should be chartered to examine the quantity and quality of the engineering skills in each of the aging aircraft disciplines that are available at the ALCs, ASC/EN, and Air Force Laboratories and to compare these skills with the projected requirements over the next five years. Where imbalances exist between skill requirements and skill availability, the group should examine alternate methods of fixing the imbalances (e.g., redistribution of available resources, hiring contract engineers, more contracted assistance from the original equipment manufacturers, proposed changes in grade structure, or proposed additional military and civilian positions) and prepare a recommended course of action for Air Force senior management.
Second, the committee recommends that an aging aircraft technical steering group (AATSG) be formed that reports to the commander of AFMC and whose chair is a member of the Air Force SAB. This group should meet no less than two times a year, but can meet more often if so desired by the commander of AFMC. The method of operation would be similar to the existing division advisory groups, which implies that the chair report to the SAB steering committee on a semiannual basis. The purpose of the steering group would be to monitor and provide guidance to the various recommended near-term engineering and near-and long-term research activities discussed in this report and to report on progress and, as necessary, potential problems. They would also provide advice and surveillance over near-and long-term research programs to ensure seamless transition of technologies (6.1 through 6.7) into aging aircraft. The members of the AATSG would be selected by the Air Force, in consultation with the SAB, from the government, industry, and academia and represent the various aging aircraft technical disciplines.
Third, the committee recommends that five technical working groups be formed (i.e., one for each of the five basic elements of the proposed near-term and long-term R&D programs as shown in Figure II-2). These working groups
would consist of technical specialists from the Air Force Office of Scientific Research, Wright Laboratories, ASC/EN, and the ALC system management and TIE organizations and would form the technical link from basic research (6.1) through implementation (6.7). These groups would be responsible for understanding and interpreting user needs and ensuring that the R&D efforts in each of the five basic elements are focused on meeting these needs in a timely and economical manner.
Finally, the committee recommends that HQ AFMC appoint a single knowledgeable and experienced technical leader responsible for the oversight of the aging aircraft engineering and the near-term and long-term R&D activities recommended in this report. The selected individual would serve as the primary point of contact with the AATSG and the internal technical working groups and would have the authority to provide the overall day-to-day technical direction to the structural aging aircraft program. The selected individual should report to the appropriate management level within AFMC so as to be given the authority and stature necessary to execute the assigned tasks.
TECHNOLOGY TRANSITION INTO AGING AIRCRAFT
One of the most effective ways for increasing the reliability and speed of nondestructive evaluation and reducing the costs of repairing aircraft with structural cracking and corrosion problems is through the transition of improved technologies into application. In the past, this has been difficult for the system program directors because the links with technology development activities (e.g., labs, industry, other services) were not well established. As a result, system program directors often acquired technologies to solve their specific weapon system problems using internal sustaining-engineering funds. Often, these initiatives required a modest amount of development and in many cases had generic characteristics that would permit application to other systems. Very seldom, however, were these technologies made available to, or embraced by, other system program directors. In addition, existing technologies available in industry or in other services often went undiscovered. Considerable improvement has occurred in recent years as a result as a result of the AFMC technology master process described in Chapter 2, which created a linkage between the technology users (system program directors, ALCs, major commands) and the technology producers (laboratories, industry, other military services). There is clear evidence of substantial improvement in the number of laboratory technology programs that focus on the problem of aging aircraft. Although this progress is evident in programs involving 6.1, 6.2, and 6.3 funding, there has not been a commensurate improvement in the programs that implement technology into aging aircraft (e.g., 6.4, 6.5, 6.6, 6.7). System program directors still rely primarily on producibility, reliability, availability, maintainability, sustaining engineering, and manufacturing technology funding to bring emerging technologies to bear on aging aircraft problems. These funding categories are typically funded well below requirements, some are limited to one year for expenditure, and some have limited application and low funding thresholds per individual project. The solution to this problem is to provide seamless funding of aging aircraft technology transition programs from 6.1 through 6.7.
The committee believes that the concept of a seamless funding—budgeting link from 6.1 through 6.7 for aging aircraft initiatives is very attractive. It is based on the implicit assumption that the project is fully prepared for implementation at the next level. For this to be the case, the principal investigators must fully understand the requirements at the next level, and at the same time they must exercise enough discipline in conducting the study to ensure that the project is able to make the transition at the earliest possible time. This will foster teamwork between the technology developer and the technology users. A considerable effort will be required to make the transitions as straightforward as possible. The initial step, developing a clear definition of the problem and the results required, is of key importance. The important point is for the technology-developer and the technology-user communities to approach aging aircraft technology problems as an integrated team.
The committee recommends that 6.1, 6.2, and 6.3 aging aircraft technology programs that are generic and have potential for wide application not be approved through the technology master process unless it is linked to an appropriate 6.4 through 6.7 program to provide transition to force application. It is critical to the success of the aging aircraft program that a seamless funding—budgeting link be created from development through application. Furthermore, the five technical working groups recommended by the committee should be responsible for ensuring that there is a seamless link in funding for the program from 6.1 through 6.7.
6
Research Recommendations: Fatigue
LOW-CYCLE FATIGUE
As described in Chapter 4, there are two primary technical issues related to low-cycle fatigue:
-
the rapid increase in the number of fatigue-critical areas in safe-crack-growth-designed structures and the potential for missing new areas as they develop
-
the onset of widespread fatigue damage in fail-safe-designed structures
Currently, the primary method for identifying fatigue-critical areas is through a detailed examination of the locations where cracking occurs during full-scale fatigue testing of the aircraft. These findings are supplemented by data from stress analyses, strain surveys, and experience with similar design details, materials, and material forms that have been prone to cracking on other aircraft. Occasionally, fatigue-critical areas that were not previously identified are found during tear-down inspection of actual force aircraft (e.g., during maintenance or inspections of high-time aircraft). However, for safe-crack-growth-designed aircraft, reliance on in-service inspections to identify new critical areas can be extremely dangerous. To be assured that accidents will be avoided, cracks must be found before reaching critical size. For some aircraft structures, these critical sizes can be very small.
Despite the committee's efforts to develop a research initiative that would improve on the current approach for identifying new fatigue-critical areas, no viable near-term or long-term research activities were identified. Likewise, the current Air Force research program has no ongoing or planned research in this area. The committee can only emphasize the extreme importance of using all available full-scale test and service experience data and state-of-the-art stress analysis methods to perform the durability and damage tolerance assessments (DADTAs) recommended in Chapter 5 so that all fatigue-critical areas can be identified. This is particularly important for the high-priority DADTAs (i.e., for the F-16, A-10, T-38, and U-2), all of which concern aircraft that are of non-fail-safe designs. Currently available finite element and solid-modeling stress analysis techniques should be considered for those cases in which the structures have not been analyzed using these modern methods. Fatigue test articles that have not been evaluated in detailed tear-down inspections should be evaluated (if test articles are available). If necessary, additional fatigue testing or detailed tear down of high-time aircraft should be performed. This is the most critical task in the DADTA for non-fail-safe structures.
Air Force research projects in low-cycle fatigue focus on widespread fatigue damage (WFD), specifically on the development and validation of analysis tools to predict the onset of WFD and on corrosion-fatigue interactions. Program plans for WFD include
-
basic research tasks that include efforts to investigate (1) analysis methods for multiple-site damage, (2) formation of cracks from manufacturing and service-induced defects, and (3) three-dimensional nonlinear fracture predictions; also included is a new initiative that includes fundamental research to characterize and analyze WFD
-
applied research to (1) develop analysis methods to model the effects of WFD, (2) determine initial quality for use in risk analysis, (3) evaluate the effect of WFD on crack growth, (4) upgrade the Damage Tolerance Handbook, (5) develop in-service and experimental WFD data, and (6) develop process sciences methodology for metallic structures
-
exploratory research to perform a structures demonstration for WFD
The committee believes that the Air Force program in WFD, as originally presented, indicated an incomplete understanding, among at least some of the researchers, as to the nature and failure scenarios associated with WFD (NRC, 1997). The concern arose from discussions of plans to evaluate the remaining life of structures with WFD. As discussed in Chapter 4, the onset of WFD is the safety limit, beyond which the aircraft should not fly without modification or replacement of the structure. Consequently, remaining life is not an issue once the structure is in the state of WFD. Recent revisions to the Air Force R&D program address the committee's concern. The committee has identified several particular strengths in the planned research in WFD:
-
the program emphasis on configurations applicable to military aircraft (e.g., thick wing structure and integrally stiffened structures)
-
the stated intention to experimentally verify fail-safe residual strength prediction methodology with large components or panels
-
the effort to determine the initial quality of typical structure for use in structural life and risk analyses, which is an essential element in the prediction of when small widespread fatigue cracks will exist in service aircraft
-
basic research focused on the formation, growth, and distribution of small fatigue cracks from small manufacturing or service-induced defects and corrosion damage
-
the development of advanced probabilistic methods for force risk assessment
-
the work in the area of processing science that could lead to higher-quality materials and tighter process controls that can increase resistance to fatigue crack initiation
-
the effort to update the Air Force's Damage Tolerance Handbook
-
coordination with Federal Aviation Administration (FAA) and National Aeronautics and Space Administration (NASA) research on WFD to ensure that their efforts are complementary
The committee believes that the current engineering approach to WFD should be supplemented with advanced analysis methods and more extensive use of the results of detailed tear-down examinations of full-scale fatigue test articles and retired aircraft.
Near-Term Research and Development
Recommendation 1. Extend and validate recent advances in nonlinear finite element modeling and fracture mechanics to the unique configurations of fail-safe-designed military aircraft for the prediction of residual strength.
Although some emphasis has been placed on the prediction of the fail-safe residual strength of military aircraft structures (i.e., thick wing structure), the committee suggests a critical review of current methods used to determine the fail-safe residual strength levels for the many different detailed structural configurations that exist in military aircraft that could be prone to WFD. Typical configurations of interest include large pressure doors and door hinges, ramps and ramp attachments, canopy attachments, wing-to-fuselage and fin-to-fusalage attachments, multiple adjacent fuselage frames, circumferential fuselage joints and chordwise wing tension joints, chordwise wing splice joints, and engine attachment structures. Where improved methods appear to be necessary, they should then be developed and experimentally verified.
Most engineering fracture mechanics methods assume linear elastic behavior. A number of investigations have established that the use of elastic-plastic fracture mechanics is essential to determining the residual strength of an airframe structure with WFD (Harris et al., 1995; Atluri, 1997). Improved methods are required to treat the effects of plasticity on the fatigue crack growth and fracture behavior typically exhibited by the ductile alloys used in aircraft construction. The committee recommends that the Air Force evaluate ductile fracture criteria for three-dimensional crack configurations and integrate the criteria into analysis methods to predict residual strength. The research should consider the effects of alloy composition, material product forms, structural configurations (e.g., thick, heavily loaded components), and exposure to aircraft environmental conditions.
Recommendation 2. Improve current methods to determine the onset of WFD by (a) comparison of full-scale test articles with tear-down inspection of service aircraft components and metallurgical examinations of full-scale fatigue test articles and (b) critical examination of the procedure for extrapolating the sample of cracks documented during a tear-down examination to generate a distribution function that may be used in a risk assessment.
Although the committee endorses the longer-term R&D efforts to develop analytical methods to predict the initiation and growth of cracks to the sizes at onset of WFD, the primary method to determine the onset of WFD in the near term will be estimates based on empirical data (e.g., full-scale fatigue test results or, if available, tear-down inspection results from operational aircraft), combined with fail-safe residual strength analyses. Because tear-down inspection of actual fleet aircraft entails the destruction of one or more aircraft (or major portions of aircraft) and comes too late to provide data for force planning, the Air Force has been primarily dependent on the results of full-scale fatigue testing to assess WFD. Unfortunately, full-scale fatigue test results are not necessarily representative of the actual operational load spectrum and generally neglect the potential influence that environmental exposure may have on the crack initiation process.
There is no defined effort in the Air Force research program to improve the current method of estimating the onset of WFD in the aging aircraft program. The committee recommends research to assess the validity of (and if necessary, suggest improvements to) the approach to estimation of onset of WFD.
Long-Term Research and Development
Recommendation 3. Conduct experimental research to establish the relationship between the physical basis for crack formation/nucleation and crack distribution functions.
The development of analytical prediction methods for crack initiation, based on rigorous descriptions of initiation processes, would be extremely complex to develop because of several mechanisms and the wide variations in conditions that may be involved at any given structural location. The committee does not believe that rigorous analytical models can be developed that accurately consider all of the various mechanisms and conditions involved in fatigue crack initiation.
Nevertheless, small crack theory uses the equivalent initial flaw (EIF) approach with initial flaw sizes determined from microstructural features characterized by microscopy rather than back calculating from fatigue data (Ritchie and Lankford, 1986; AGARD, 1990). Although predictions of total fatigue life of laboratory test specimens using fracture mechanics analysis methods and initial crack sizes determined from microstructural features have been shown to be accurate, microstructural defects are only one of several possible root causes of fatigue crack initiation. Therefore, the committee believes that the most promising analytical approach to predict the behavior of other initiating mechanisms is to use an EIF size determined from experimental data. A comprehensive EIF-based fracture mechanics approach, including simulative experimental methods for the prediction of initiation and growth of small cracks, is vital to the development of analytical prediction capability for the onset of WFD. The committee suggests the development of an EIF database, correlated with full-scale structural test articles, for cracks that initiate because of fretting, very small defects, scratches, dings, and corrosion damage.
Recommendation 4. Develop and experimentally verify analytical methodology to predict crack distribution functions.
The quantification of the principal parameters—aircraft use spectra, initial quality, stress level, and structural geometry—needed to provide analytical estimates of the time-and use-dependent crack populations and the associated fatigue life and critical crack sizes requires an extension of the existing analytical methods and approaches. The committee suggests that the most promising approach is to combine existing deterministic tools for the prediction of stress levels, residual strength, and crack growth with existing risk analysis tools to account for statistical variability of the situations that might lead to failure of the aircraft. However, to deal effectively with the problems associated with variations of initial quality, local construction, stress level, and use spectra, it is necessary to have an integrated hierarchical approach that uses structural analysis and risk management methods.
The range of cyclic loading conditions that contribute to the development of fatigue cracking may result in crack populations that are unique to each aircraft type and structural location. Therefore, the analytic representation of crack population as a function of service time is extremely difficult because the crack population depends on events and conditions that can only be quantified either in a worst case deterministic sense or bounded in a statistical sense. Because of these inherent uncertainties in developing a unique crack population for each aircraft, probabilistic risk assessment methods are necessary adjuncts to deterministic methods. As described in Chapter 4, current risk assessment analyses use data obtained from aircraft component tear-down examinations to account for the uncertainties in estimates of fatigue crack characteristics and distribution.
Recommendation 5. Validate analytical methods using results of laboratory and full-scale fatigue tests, tear-down inspections of structural components removed from retired aircraft, and experimental tests of built-up structure.
The results of numerous full-scale fatigue tests and tear-down examinations of structural components removed from retired aircraft are already available as a benchmark for validating the advanced analysis methodology. The data obtained from the near-term research Recommendation 2 should be used to the extent possible. Additional carefully defined critical tests with well-characterized boundary conditions and loading histories will also be required to fully verify all aspects of the analysis methodology. The methodology should be verified by comparison with test data obtained from several different aircraft structural components and loading conditions that are susceptible to WFD.
HIGH-CYCLE FATIGUE
The Air Force aging aircraft program related to high-cycle fatigue is included in the research plan for structural dynamics. The dynamics program includes research tasks in predictive methods and suppression techniques. Topics include
-
acoustics and sonic fatigue
-
structural dynamics
-
computational methods
-
health monitoring
-
structural repair and component replacement
The most important elements of the current dynamics research program are upgrade of the design guide for aft body and airframe aeroacoustics and acoustic fatigue, design and test of new structural repairs and components, buffet load alleviation, unsteady aerodynamics and aeroelastic codes, and health monitoring (where it is related to dynamics load definition and temperature and chemical environment definition).
The committee believes that the program would be improved if emphasis were placed on dynamic loading and high-cycle fatigue degradation specifically associated with aging of in-service aircraft. Much of the current Air Force
program, as described to the committee, contains technology development programs that are generally related to the design and analysis of emerging aircraft systems and not to the life extension of existing systems. These programs probably are needed, especially those that are basic research and technology development, but funding should be separated from the aging aircraft budget.
The committee recommends that near-term and long-term research focus on dynamic loading cases that are related specifically to aging aircraft. Suggested near-term research opportunities include efforts to improve methods to determine dynamic response. Recommended long-term research extends the near-term program to include characterization of threshold crack growth behavior, analytical prediction of dynamic response, expert systems for the design and analysis of repairs, and dynamic load monitoring and alleviation.
Near-Term Research and Development
Recommendation 6. Improve and verify methods to predict dynamic strains and deflection responses of unrepaired and repaired structures and improve laboratory and flight test methods for measuring structural response.
The response of structure under critical load conditions must be determined before a repair of a dynamically loaded structure can be performed successfully. This is crucial because the repair must be sufficiently durable to provide structural integrity under these loading conditions, and because the dynamic response of the structure is often affected by the repair. This change in response is key to developing a long-lasting repair that does not induce further damage in surrounding structures.
It is often difficult to determine the dynamic response for structures subjected simultaneously to high-and low-cycle fatigue loads. In many cases, both loading conditions must be included to accurately simulate the failure and to develop a long-lasting repair. Improved ground testing or flight testing methods to determine the structural response under dynamic load conditions will be important in verifying the driving forces and structural responses responsible for early cracking or cracking in aging structures.
Long-Term Research and Development
Recommendation 7. Characterize threshold crack growth behavior for materials and structures used in Air Force aircraft. Examples of specific tasks include
-
determination of the relationship between conventional fatigue endurance limits and crack growth threshold stress intensity factors
-
evaluation of the sensitivity of crack growth thresholds to aggressive environments, such as humidity, saltwater, fuel, or hydraulic fluids
-
modification of current test methods or development of new low-cost methods to develop crack growth threshold stress intensity factors
-
estimation of fatigue life under high-cycle and mixed high-cycle-low-cycle regimes for intact and repaired structural components
Dynamic fatigue failures are very sensitive to the threshold crack growth rates of the materials involved, which are related to the time to initiate cracks from inherent defects within the material or to the surface finish or roughness of the finished part (Bucci et al., 1996). Maintaining sufficient fatigue life in the presence of dynamic loading requires either maintaining very low vibratory stress levels or increasing controls on material defects and design details (stress concentrations) that can lead to early fatigue failures. Knowing the relationship between conventional crack initiation behavior and threshold crack growth for the materials of interest in the Air Force aging aircraft could be valuable in the development of low-cost methods to determine the effects of high-frequency loads on fatigue.
Threshold crack growth behavior, and therefore dynamic fatigue life, is very sensitive to the effects of aircraft environments, including humidity, saltwater, fuel, or hydraulic fluids. These environmental conditions can reduce loads at the threshold crack growth regimes by as much as a factor of two and dynamic fatigue life by as much as an order of magnitude. The committee believes that the environmental sensitivity of dynamic fatigue behavior must be determined, validated by test, and documented specifically for materials used by the Air Force.
Generally, threshold crack growth test methods involve shaker table testing of sheet materials. These methods generate large numbers of cycles in very little time, but the crack growth data are not usually measured (Beier, 1997a). Modification of current tests to correlate with threshold data or development of cost-effective methods that characterize the relationship between threshold crack growth rates and time to crack initiation for uncracked samples are needed. The potential for linking naturally occurring flaw growth to a corresponding threshold crack growth rate would be a significant outcome of this development.
Life prediction for dynamically loaded structures is difficult to achieve with accuracy, given the sensitivity of the life to the threshold load levels. Also, the combined loading at both low-and high-cycle frequencies complicate this prediction problem notably. Some recent strides have been made in life prediction under combined high-and low-cycle fatigue loading (Saff and Ferman, 1986). But the problem remains one of determining the root source of the problem and modeling this root cause properly. The committee recommends an
effort to validate life predictions under both dynamic and combined high-and low-cycle fatigue to provide Air Force maintenance organizations with the capability to rapidly and accurately predict the lifetimes of both structures and repairs subjected to dynamic loading conditions.
The problem of life prediction of the repaired structure is similar to that of the unrepaired structure, except that the effect of the repair on load paths, mode shapes, and loading frequencies must be predicted accurately before the life prediction can be accurate. Given the uncertainty in the original life predictions noted above, the committee recommends that a program be performed to determine the potentially significant effect of repairs on component fatigue life.
Recommendation 8. Develop and validate through laboratory or flight tests analytical methods to predict dynamic response of aging structures and repairs. Include consideration of affected structure away from the repair/modification and the accelerating effects of environmental exposure.
Methods to analytically predict structural dynamic response, validated through the laboratory or flight tests, are required to assess aging structures and repairs. In some cases, structural repairs to address high-cycle fatigue serve to exacerbate the dynamic loading problems because local repairs of dynamically loaded structures can move the failure to a new location defined by the repair itself. Analytical methods must be capable of determining the response of the structure beyond the repairs.
Recommendation 9. Develop and implement an expert system, based on analytical methods and previous experience, to aid the design and analysis of repairs or modifications (both damped and undamped) of components susceptible to high-cycle fatigue damage. Examples of specific tasks include
-
development by the original equipment manufacturer of a database of dynamic loading conditions for particular locations on the structure and the acceptable frequencies and duration of the response in those locations
-
determination of damping levels for the repaired structure required to achieve the desired frequency range for the structure and the damped repair configuration (stand-off damping or adhesive layer or stiffening)
Given the potential and the capabilities afforded by today's materials, the ability to apply damped repairs should be pursued. These repair systems have been studied for two to three years and are nearing the point at which flight demonstration is becoming feasible (Beier, 1997b; Rogers et al., 1997). Nevertheless, there are repair considerations for dynamically loaded structures, for both damped and undamped repairs, to ensure successful repairs. These special considerations include
-
critical modes and responses (and natural frequencies) of the original structure
-
critical modes and responses of the repaired structure
-
response level required to obtain the desired life of the structure
-
driving force behind the cracking that was the root cause of the original problem
The complexity of the analysis of dynamically loaded structures and repairs, often further complicated by high static or low-frequency loads, make these structures and repairs excellent candidates for the development of an "expert system." This system would have the data required from the original equipment manufacturer imbedded within the system to define the primary modes and responses of dynamically critical structures, or those structures known to have given trouble in a particular airframe. It would have the capability to design conventional or damped repairs and would be capable of assessing the durability of both the structure and the repair under the loads known to be in that portion of the structure. Such systems are becoming more user friendly as software and hardware capabilities improve. Experimental systems are being evaluated by the Air Force laboratories and the air logistics centers (Rogers et al., 1997). The key to these expert systems for repair of dynamic structures is the successful prediction of the environment and the response of the repaired structure.
Recommendation 10. Develop improved dynamic load monitoring and alleviation technologies that take advantage of recent advances in sensors and controls and computational capabilities. Examples of specific opportunities include
-
improved load and condition-monitoring capabilities using piezoelectric sensors and neural networks for data analysis
-
active flutter suppression and buffet load suppression systems that link condition-monitoring capabilities described above with piezoelectric transducers/actuators and intelligent controls technology
Dynamic loads lend themselves to relatively easy detection and measurement in flight. Simple accelerometers and strain gages can be applied for dynamic load tracking in the same way that maneuver loads are being recorded in several fatigue tracking systems. These systems were originally implemented in the 1960s and 1970s when the on-board computational capabilities were limited. However, with the enhanced speed and memory of today's computers, both dynamic and maneuver loads can be measured directly and recorded for postflight analysis.
Newer smart structures technologies such as piezoelectrics and neural networks are available that enable improved load/health monitoring as well as alleviation of dynamic loads
(Geng et al., 1994; Kim and Stubbs, 1995). Neural networks provide the potential to monitor more locations on the aircraft while reducing the number of sensors required. Piezoelectric-based health monitoring systems have been demonstrated in the laboratory for integrated damage detection of both metallic and composite structures (Lichtenwalner et al., 1997).
Intelligent control systems have been developed and demonstrated to suppress flutter and buffet loads using both conventional control surface actuators and piezoelectric actuators. Piezoelectric transducers alternatively can sense dynamic response and input dynamic loads that can be used to counteract the external loading conditions. The application of these sensor/actuators to the suppression of dynamic loads has been demonstrated in the laboratory for scaled aircraft models.
These technologies should be transitioned to full-scale structures and, assuming successful results, demonstrated under flight conditions in order to prepare them for implementation in Air Force aircraft to detect and react to dynamic loads. The primary research effort is to determine computationally efficient methods of handling and interpreting large amounts of data and storing only what is needed to make the status of the structure clear. Along with the proper mix of sensors (e.g., accelerometers; pressure transducers; or piezoelectric sensors, actuators, or strain gages) to best determine the environment and response, the system, at best, must be capable of rapidly assessing damage location and the extent of damage, systems affected, and severity of the damage when interrogated on the ground or in the air.
CORROSION/ENVIRONMENTAL EFFECTS
As described in Chapter 4, the committee is concerned that, as structures age, as corrosion protection systems continue to deteriorate, and as materials corrode, there may be effects that have not been adequately considered. Specific corrosion concerns or issues that could affect safety limits and inspection intervals for safe-crack-growth-designed aircraft and the onset of WFD in fail-safe aircraft include
-
the influence of corrosion on applied stresses resulting from material thinning and local bulging or pillowing of thin sheet due to buildup of corrosion products
-
the potential influence of corrosion on material mechanical properties (i.e., toughness, strength, elongation) resulting, for example, from the absorption of hydrogen by the metal during the corrosion process
-
the potential influence of corrosion and corrosive environments on crack growth rates below the threshold for stress corrosion cracking
In the current Air Force program, corrosion and environmental effects on fatigue are part of a category of projects labeled "corrosion-fatigue." Also included in this category are the research and development efforts in corrosion prevention and control, which are discussed in Chapter 7. The principal topic areas in the Air Force program that relate to corrosion and environmental effects on fatigue are:
-
analysis of corrosion effects on structural durability
-
test protocol development for corrosion-fatigue interactions
-
analysis method demonstration and validation
The committee has pointed out several strengths of the Air Force program, including fundamental efforts to characterize and analyze corrosion and the potential effects of corrosion damage on fatigue behavior, an effort to update the Air Force Damage Tolerance Handbook to include corrosion effects, and efforts to coordinate with FAA and NASA research on corrosion to ensure that efforts are complementary (NRC, 1997). However, the committee believes that the Air Force program overemphasized characterization, evaluation, and prediction of corrosion effects and had insufficient emphasis on prevention and control technologies, particularly from a materials and processing perspective. This large emphasis on the effects of corrosion on structural durability may be in response to the recommendations of the Materials Degradation Panel of the 1994 summer study of the Scientific Advisory Board, which had a similar emphasis (SAB, 1996). Although the committee recognizes the need for some specific research activity in this area, the primary focus should be on the development and institutionalization of corrosion prevention and control as discussed in Chapter 7.
The committee believes that it is important for the near-term program to address the specific concerns that have been expressed concerning the procedures that the Air Force and industry use to account for corrosion and environmental effects on fatigue-crack-growth-based safety limits and inspection intervals for safe crack growth structures. Specifically, the concern is about the potential influence of corrosion and environment on the growth of cracks from the assumed manufacturing flaw size (typically 0.05 in.) to either the critical size or the threshold size for stress corrosion cracking. Also, the committee believes that it is important to assess the potential influence that the induced bending stresses from corrosion-caused pillowing has on the fail-safe residual strength of fail-safe-designed structures. The influence of corrosion and environmental exposure on the initiation and growth of the very small cracks associated with the onset of WFD is a less urgent need in the near term. This is because the current basis for predicting the onset of WFD is the result of tear-down inspections of actual high-time operational aircraft, which have been exposed to the real operational environment. In some cases, these components contain severe corrosion (e.g., see the discussion of the E-8 fuselage panel tear-down inspection in Appendix A).
As noted above, it is a long-term goal to be able to analytically predict the onset of WFD based on the initiation and growth of very small fatigue cracks. To achieve this goal, the committee believes that there is a need for fundamental research to provide a basic understanding of corrosion and environmental effects of fatigue crack initiation and growth to sizes associated with the onset of WFD (i.e., as small as 0.04 in.). It is anticipated that this fundamental understanding will also contribute directly to the development of improved corrosion prevention and control procedures.
Near-Term Research and Development
Recommendation 11. Determine if prior corrosion damage has an effect on basic material properties such as modulus, yield strength, and fracture toughness.
It has been suggested that long-term aging in a corrosive environment may also result in changes to basic material properties such as modulus, percent elongation, yield strength, and fracture toughness. The committee suggests that corroded components removed from retired aircraft be evaluated in an experimental study to determine if long-term material aging in a corrosive environment produces changes to basic material properties. The goal of this work is to definitively lay to rest the issues of whether corrosion damage affects fundamental material properties or if property loss attributable to corrosion is related only to loss of material. If an effect is detected, it must be quantified with respect to the effect on design allowables.
Recommendation 12. Determine potential effects of prior corrosion or exposure to a corrosive environment on fatigue crack growth.
Typically, current practice is to develop crack growth rate data (i.e., da/dn data) for use in safety limit calculations in a wet or humid environment. Crack growth rates, in addition to being sensitive to exposure environment, can be dependent to some degree on frequency, particularly at low stress intensities (i.e., very small crack sizes) and at stress intensities above the threshold for stress corrosion cracking. Past assessments have not considered the effect to be significant in the determination of safety limits and inspection intervals for the materials, crack sizes, and stress levels typically involved in combat aircraft. However, this issue should be revisited. Specifically, this work should determine if prior corrosion affects the fatigue crack growth rates over the range of crack sizes (and stress intensity values) typically associated with the determination of safety limits (e.g., from 0.05 in. to critical size). Tests should be conducted for typical alloys (e.g., for 7075 and 2024 aluminum plate), in both wet and dry environments, and for a minimum of two cyclic frequencies and two stress levels (R values). Also, material thinning from corrosion will result in an increase of the stress level, which in turn will increase the crack growth rates. This can be accounted for easily in the determination of safety limits and inspection intervals by assuming a specific amount of allowable thinning. This is currently being done on some of the older aircraft (e.g., the KC-135).
Recommendation 13. Assess the effect of widespread corrosion-caused pillowing on the fail-safe residual strengths of thin-skinned fuselage splice joints.
It is accepted that WFD will severely degrade the fail-safe residual strength of fuselage structure (e.g., the residual strength in the presence of a two-bay crack). It is also known that extensive pillowing or bulging of fuselage lap splices has occurred in some aircraft fuselages as a result of corrosion products in the splices in the absence of WFD (e.g., in some E-8 aircraft). The concern is that the high induced stresses caused by pillowing could potentially degrade the fail-safety of the fuselages prior to the onset of WFD. The committee recommends that an experimental research effort involving the fail-safe testing of one or more large panels that contain pillowed splice joints be defined and executed to resolve this issue.
Long-Term Research and Development
Recommendation 14. Perform fundamental research to determine if there are unique material or environmental conditions that promote the growth of small fatigue cracks under typical aircraft loading conditions. Examples of specific tasks include
-
evaluation of the effects of various levels of prior corrosion and environmental spectra (i.e., chemistry, temperature, mechanical variables) on the development and growth of cracks to sizes typical of the onset of WFD in representative aircraft structure
-
modification of existing high-humidity tests or development of improved accelerated testing protocols to simulate corrosion-fatigue interactions representative of severe aircraft service
The normal testing environment for corrosion fatigue of aircraft aluminum alloys is humid air at 25¹C. Although this is an aggressive environment for aluminum alloys, it may not represent the worse case scenario for fatigue during flight. The initiation and propagation of small fatigue cracks that lead to WFD generally occur in areas that are occluded (e.g., lap splice joints, fastener holes, etc.). Prior corrosion associated with the land-based environment
will most likely affect the actual flight environmental spectra (chemistry, temperature, mechanical variables) in the critical areas associated with WFD. The committee recommends that representative environmental spectra be determined and used to evaluate environmental effects on the development and growth of cracks from approximately 25 microns to sizes typical of the onset of WFD in representative aircraft materials and structures. The focus of the research should be to determine if there are unique material or environmental conditions that promote the growth of small fatigue cracks under typical aircraft loading conditions.
Recommendation 15. Perform fundamental research to determine how the nature of an existing flaw (i.e., flaw morphologies, pits, intergranular cracks, machine defects) in conjunction with severe environmental conditions (developed above) affects fatigue crack growth from very small cracks to the size associated with WFD.
The geometry and location of the cracks, as well as whether they are transgranular or intergranular, may have an effect on the local chemistry and thus on the fatigue growth rates. The committee recommends that research efforts be undertaken to determine how the nature of an existing flaw (i.e., flaw morphologies, pits, intergranular cracks, machine defects) in conjunction with the worst possible environmental spectra, affects fatigue crack growth from very small cracks to the size associated with WFD.
Recommendation 16. Perform fundamental research to determine the extent to which hydrogen governs the growth of small fatigue cracks relevant to the onset of WFD, as well as high cycle fatigue crack growth. Examples of specific tasks include
-
determination of the effect of local, dissolved hydrogen in fatigue crack growth from small cracks
-
assessment of local hydrogen content as a common indicator for the prediction of the effect of corrosion on subsequent fatigue behavior
During corrosion processes of aluminum and its alloys, hydrogen is normally dissolved. The amount of dissolved hydrogen depends on the chemistry of the environment (for example, more hydrogen is dissolved when NaCl is present than in a normal high-humidity atmosphere), the temperature, the chemical potential, the alloy, and the temper (Leidheiser and Das, 1975; Smith and Scully, 1996). Hydrogen is known to have an adverse effect on fatigue resistance. For example, it has been shown in laboratory tests of a high-purity Al-Zn-Mg alloy that preexposure to humid air causes reductions in fatigue resistance that are comparable to those resulting from exposure to water vapor during fatigue testing, an effect that was completely reversible by vacuum storage timed to permit hydrogen diffusion out of the samples (Ricker and Duquette, 1988). The committee recommends fundamental research to determine the extent to which hydrogen governs the growth of small fatigue cracks relevant to the onset of WFD, as well as high-cycle fatigue crack growth. The goal of the recommended research is to determine if local, dissolved hydrogen participates in and exacerbates fatigue crack growth from small cracks for the alloys and tempers pertinent to aging aircraft and if local hydrogen content can provide a common indicator for predicting the effect of corrosion on subsequent fatigue behavior.
7
Research Recommendations: Corrosion and Stress Corrosion Cracking
CORROSION PREVENTION AND CONTROL
The economic burden that corrosion presents to the Air Force has been reported widely as the single most expensive structural maintenance issue, affecting both operating costs and readiness. The Air Force Scientific Advisory Board Materials Degradation Panel cited estimates of the costs associated with corrosion-related detection and repair range from $1 billion to $3 billion annually (SAB, 1996). The ideal solution is to prevent corrosion from starting. However, complete corrosion prevention should be considered a research challenge because, despite prevention efforts, corrosion will continue to occur in Air Force aging aircraft. Therefore, the committee recommendations reflect the reality of anticipating and controlling corrosion problems ranging from barely detectable to widespread. In addition, the recommended research reflects the need for immediate engineering solutions to get the aircraft out of the depots quickly, as well as long-term research so that future operations can practice effective control and prevention.
Research efforts in corrosion prevention and control are currently part of the corrosion-fatigue category of the Air Force aging aircraft program. The current Air Force research relating to characterization of corrosion-fatigue interactions is discussed in Chapter 6. In addition, the program on corrosion-fatigue includes some effort on evaluation and characterization of improved corrosion-resistant materials. The research program includes
-
basic research involving characterization and analysis of corrosion, fatigue damage development, and environmental and corrosion effects; also included is a new initiative to investigate the development of pitting corrosion in aluminum alloys
-
applied research to develop in-service and experimental corrosion and fatigue data and efforts involving evaluation and characterization of improved corrosion-resistant materials and corrosion chemistry
-
exploratory research that investigates fine-grain processing to improve corrosion resistance
The committee supports efforts to improve the definition of corrosion damage metrics and the associated test protocols, to characterize in-service corrosion damage to provide data for severity assessments, and to characterize and analyze corrosion. However, the current program emphasizes characterization and evaluation over prevention and control technologies and does not provide maintenance handbook-level guidance to upgrade corrosion resistance of operating forces through alloy substitution and application of materials and processing advances.
The suggested Air Force research in corrosion places much more emphasis on early detection of corrosion and implementation of effective corrosion control and mitigation practices. In general, the committee recommends short-term program emphasis on corrosion detection and maintenance technology (i.e., how to deal with existing corrosion) and longer-term emphasis on the fundamental understanding of corrosion and characterization of corrosion rates and the development and institutionalization of corrosion prevention and control practices. The committee believes that a practicable and more cost-efficient strategy for dealing with corrosion damage of airframe structures is needed to effectively guide prevention, control, and force management decisions for aging aircraft. The research topics emphasized in this approach include improved protective coatings, advances in alloys and processes offering improved corrosion protection, improved techniques to discover and quantify hidden corrosion without requiring disassembly of the aircraft (see Chapter 8), and methods to predict corrosion rates to guide inspection intervals and repair/modification activities. These developments along with the implementation of improved corrosion prevention and control actions described in Chapter 5 (including classification of corrosion severity, expanded use of corrosion-preventive compounds, and, potentially, dehumidified storage) will prevent physical corrosion from progressing to a point where it would limit the structural life of Air Force aircraft.
Near-Term Research and Development
Recommendation 17. Establish the link between service environment and laboratory test conditions and develop a laboratory test protocol to perform accelerated testing that more accurately simulates corrosion damage experienced in aircraft service.
Current accelerated aging practices strive to reproduce three service conditions in laboratory tests:
-
corrosion type (e.g., pitting, intergranular corrosion, etc.)
-
damage severity (e.g., depth of attack)
-
corrosion product chemistry
Although these methods provide comparisons between materials, they do not adequately simulate corrosion processes and rates that occur in service.
The committee recommends that the Air Force take a somewhat different approach by developing methods that simulate the damage in a quantifiable manner. This approach builds on standard accelerated test practices, but adds the quantitative aspect that can be used to develop damage metrics and provide a link to corrosion reaction kinetics in service environments. Significant effort within R&D laboratories in the development of test methodologies must be guided by field data that at a minimum define the relevant ions, humidity cycles, temperature cycles, and UV radiation intensity.
Recommendation 18. Evaluate the durability of new environmentally compatible protective coatings. Examples of specific tasks related to aging aircraft include
-
characterization of the role of stress, both static and cyclic, as a source of initial defects in coatings
-
evaluation of coating durability in a fretting environment and in a crevice corrosion environment
-
evaluation of the effects of chemical and physical heterogeneity within coatings on the long-term performance
-
characterization of the effects of new paint removal techniques such as sodium bicarbonate, wheat starch blasting, and pulsed cold plasmas on corrosion resistance and the performance of subsequently applied coatings
-
determination of the effects of thermal and physical aging on the adhesion characteristics of primer coats and conversion coatings
The Air Force has long recognized that the durability of protective finish systems is the most important factor, other than resistance to discrete mechanical damage, in the development of corrosion for aging aircraft (Miller, 1987). Aircraft coatings must meet a demanding set of criteria, including (1) ambient curing, (2) long-term corrosion protection and adhesion to a wide variety of substrates, (3) resistance to environmental chemical exposure (e.g., hydraulic fluids, fuels, solvents, and cleaning solutions), (4) long-term exterior durability with minimal change in optical or physical properties (Hegedus et al., 1995), and (5) mechanical durability to operating stresses and in fretting environments.
The epoxy and polyurethane systems that have been the mainstay of aircraft coatings have been modified and will continue to change in response to environmental regulations that limit the release of volatile organic compounds (VOCs) and heavy-metal-containing materials such as chromium or cadmium used to inhibit corrosion (NRC, 1996a). Candidate technologies to reduce these releases include water-borne and high-solids coatings to reduce VOC release and nonchromate additives including molybdates, nitrates, borates, silicates, and phosphates (Hegedus et al., 1995). In general, these technologies have failed to exhibit the corrosion protection and durability of conventional systems. Recognizing these concerns, the Air Force has a research program to develop and validate environmentally compatible coatings. The aging aircraft program needs to assess the durability of these coatings under simulated service conditions using the accelerated testing protocol in Recommendation 17.
An area of critical need is the development of effective coating removal and surface preparation methods (AGARD, 1992). Surface blasting with wheat starch and sodium bicarbonate has been shown to be effective but not without several drawbacks (i.e., paint removal rates are slow and nonuniform, very large quantities of blast materials are needed, and residual surface contamination remains following cleaning). The residual surface material is suspect in diminishing the performance of subsequently applied coatings. New paint removal methods must be examined. One promising technique utilizes a pulsed cold plasma that has the capability of converting paints to the gaseous state for safe collection. The plasma energy can be controlled very sensitively so that sublayers can be removed should it be desired to leave the primer intact. In addition, the plasma is not a line-of-sight method and can therefore remove paint from within crevices. This technology is demonstrable at this time and could be developed into a useable prototype within two to three years.
Evaluation of improved materials and processes should take into account the complex interactions present in a real system, particularly between the different surface finish layers, and the materials compatibility and durability issues. The goals of the research are to (1) rate new corrosion-preventive compounds (CPCs) and protective coatings, (2) assess aging effects caused by thermal and environmental exposure on the adhesion characteristics of replacement primer coats and conversion coatings, and (3) qualify environmentally compatible protective coatings for Air Force use.
Recommendation 19. Evaluate and implement methods to provide earlier detection of corrosion. Examples of specific tasks include
-
investigation of environmental sensors to allow aircraft maintenance organizations to anticipate when conditions are likely to lead to corrosion
-
evaluation of the applicability of the Navy's condition-based maintenance program to Air Force needs
-
development of techniques to locate, monitor, and characterize defects and chemical and physical heterogeneity within coatings
Corrosion control programs rely on the early identification of corrosion before significant material loss occurs (Agarwala et al., 1995). Corrosion detection can be accomplished using nondestructive evaluation (NDE) inspections (see Chapter 8) or health monitoring technologies. Prototype corrosion microsensors that detect currents associated with galvanic corrosion have been demonstrated by the Navy (Agarwala and Fabiszewski, 1994). The sensors are thin enough to be applied to corrosion-prone and hidden areas. The sensors have been applied successfully in the laboratory to evaluate the integrity of coatings, sealants, hidden structures, and organic composites. Field trials are under way with the ultimate goal of using the sensors to provide data for the Navy's attempt to implement condition-based maintenance of corrosion-prone structure (Moore, 1997). The committee recommends that the Air Force investigate selective application of corrosion-sensing technologies and validate promising techniques under service conditions.
Long-Term Research and Development
Recommendation 20. Initiate a basic research effort to support the development of improved materials and methods for corrosion prevention and control. Examples of specific tasks include
-
identification and generalization of the mechanisms by which coatings (particularly chromates), CPCs, paints, and adhesives provide protection; in particular, provide information about the interaction of organic paint systems with the aluminum surface oxide
-
identification of deterministic factors in corrosion pit initiation and localized coating breakdown
A range of both ongoing and new R&D opportunities exist for the prevention and mitigation of corrosion in aircraft structures. Many of the drivers for the development of new coatings and coating processes are the impending Environmental Protection Agency and Occupational Safety and Health Administration mandates to eliminate silica from surface cleaning methods, chromates from conversion coatings and primers, and VOCs from cleaning solutions and paint compositions (AGARD, 1996). Thus, two simultaneous objectives must be met in that new technologies must be identified that are both environmentally acceptable and effective as corrosion mitigators. A blue ribbon panel has recommended that the corrosion protection mechanisms provided by chromates used as conversion coatings and as corrosion-inhibiting pigments be established. A multi-university research initiative, headed by Ohio State University, has been established to explore corrosion protection mechanisms of chromate primers.
Boeing has devoted extensive R&D to remove chromates from the conversion coatings and primers. The cobamine process is an effective alternative to chromate conversion coatings; however, it is unclear whether the heavy-metal content (in the form of cobalt) of this process chemistry will be acceptable from a waste water standpoint. Synergistic combinations of rare earth compounds have proved effective as corrosion-inhibiting additives for primers with bulk solution studies; however, they must now be tested in primer coatings. It cannot be assumed that once incorporated into a polymer matrix, a compound will be an effective corrosion inhibitor. Boeing is also studying sol gels as a combined replacement for the conversion coating and primer (Blohowiak et al., 1997). Although these coatings have excellent adhesion, it is becoming apparent that the incorporation of corrosion-inhibiting additives will most likely be needed to bolster the corrosion protection properties of sol gels.
Other chromate replacement chemistries, such as alkaline oxide baths, are being examined. Conventional carbonate chemistries have proved effective for the non-copper-bearing alloys, but have had limited success for the 7XXX and 2XXX alloys. Very recent modifications of these bath chemistries have created promising corrosion-protective films on 7075-T6 and 2024-T3 (Buchheit, in press). Other variants of the hydrotalcite coating process are being explored as a possible means to achieve low-contact-resistance surfaces and active corrosion protection (Taylor et al., 1997).
Recent exploratory investigations suggest that coatings of quasicrystalline materials, applied using environmentally benign processes, could provide corrosion resistance (Dubois et al., 1993). The applicability to aging aircraft and performance in an aircraft environment has not been investigated.
Recommendation 21. Characterize corrosion rates for the major types of corrosion. Examples of individual tasks include
-
quantification of the influence of environmental and materials variables, including inhibitors, on corrosion rates
-
development of analytical models of corrosion initiation and growth to provide quantitative information to support repair-replace decisions
The characterization of corrosion rates for the major types of corrosion identified in Chapter 4, including uniform or general corrosion, galvanic corrosion, pitting corrosion, fretting corrosion, crevice (filiform and faying surface) corrosion, intergranular (including exfoliation) corrosion, and stress corrosion cracking, will provide valuable information to aircraft operators to support repair-replace decisions and to establish inspection and maintenance intervals. In addition,
a quantitative understanding of corrosion rates will help to establish requirements for sensitivity and reliability in the development and validation of improved NDE methods as recommended in Chapter 8.
Recommendation 22. Conduct basic research to determine the fundamental factors that govern coating durability. Examples of specific tasks include
-
determination, for example, using localized electrochemical and chemical measurement techniques, of the effect of exterior environmental chemistry (including gases), coating resin chemistry, and the substrate surface chemistry on factors that lead to stable growth of coating defects
-
investigation of adhesion mechanisms between coatings and relevant substrate materials to determine the role of coating adhesion in the long-term performance of coatings on metal substrates
-
investigation of environmental effects on surface chemistry and morphology of new conversion coatings and subsequent adhesion of organic coatings
-
development of analytical models to predict long-term coating performance based on materials and interfacial characterization following short-term exposures
STRESS CORROSION CRACKING
As described in Chapter 4, stress corrosion cracking (SCC) is an environmentally induced, sustained-stress cracking mechanism associated with exposed short-transverse end grain in thick plate, extrusions, and forgings made from susceptible alloys. SCC is driven predominately by residual tensile stresses remaining from material heat treatment or fit-up, but can also be triggered by operational loads and forces from the buildup of corrosion by-products. The best SCC defense is prevention, rather than controlling its growth. The committee suggests that the near-term research program of the aging aircraft program focus on developing data and documenting results that would lead to affordable upgrades in SCC prevention and component repair and modification procedures. The recommended focus of the long-term R&D is on establishing fundamental materials and microstructural effects on SCC susceptibility and a basic scientific understanding of SCC mechanisms to support efforts in prevention.
Near-Term Research and Development
Recommendation 23. Develop data and document results that would lead to affordable upgrades in SCC prevention. Examples of specific tasks include
-
development of resource guide(s) and databases that catalog significant items; fleet survey results; best practices and common problems; and SCC ratings of the various materials, manufacturing processes, protective systems, corroding environments, and repair practices
-
development of cost information and tools in easily accessible form for analyzing various SCC prevention and repair options
-
development of an alloy substitution matrix to allow for the replacement of susceptible alloys with improved materials
Appreciable time has passed since the original design of many older Air Force models. In the intervening years, significant advances have been made in alloys, protective systems, and in the understanding and control of grain flow and residual stress in thick wrought products, most notably forgings and extrusions. Although SCC resistant materials (e.g., 7050, 7150, 7055) and tempers (e.g., T73, T74, T76, and T77 tempers for 7XXX-series Al alloys and T8 tempers for 2XXX-series Al alloys) are now available, high-susceptibility materials (namely, 7075, 7079, and 7178-T6 and 2024-T3) remain in wide use, particularly in the older models. A life extension program would presumably aim to maintain component performance similar to the original. However, to avoid future SCC problems, replacement parts could be made from materials with improved resistance to SCC, particularly if plans for the retrofit include verification testing of components. Likewise, SCC-resistant tempers of steel alloys could be considered in similar fashion.
The assessment of materials and manufacturing processing interchangeability is necessary to take advantage of materials and process advances. This work would support substitutions that would decrease susceptibility of older aircraft to SCC in aging aircraft and to support repair-replace decisions. Currently, Air Force operators manage SCC separately for each aircraft with alloy substitution generally addressed on a part-by-part basis. The development of a common data and experience base that described vulnerable structures, susceptible alloys, protection and repair processes, and assessments of costs would reduce redundant engineering efforts and lead to guidelines and a justification for modification efforts to improve SCC resistance (Bucci and Warren, 1997). For example, some alloys could be considered as generally equivalent with predecessor alloys (e.g., 7050 for 7079), whereas others could be considered preferred replacements within specified limits (e.g., 7150 or 7055-T7X for 7075-T6).
Recommendation 24. Perform a systematic evaluation of the sensitivities and effectiveness of various protective systems on prevention and control of SCC.
The recommended work is particularly concerned with the evaluation of the effect of measures taken to prevent fatigue and corrosion on SCC susceptibility. Examples of fatigue and corrosion prevention measures include prestressing techniques such as cold working, peening, and laser shock processing (Ratwani, 1996); material effects; surface finishes; CPCs (water displacing); corrosion-inhibiting elastomeric sealants; bonded doubler repairs (with and without reinforcing fibers); organic coatings; and inorganic corrosion-protective systems. The key issue is to determine if such measures adversely affect SCC resistance. The results of these investigations will support decisions on how to maintain structures to reduce susceptibility to corrosion, fatigue crack growth, and SCC.
Recommendation 25. Conduct research to better understand the cause and effect of manufacturing and assembly stresses, the variability of these residual stresses within and among categories of components, and potential routes for their alleviation.
An important consideration in avoiding SCC, although often neglected, is the effects of fabrication (e.g., mill working history, heat treatment, machining, straightening and forming, and fit-up stresses) introduced during part manufacture and assembly. Higher residual stresses from manufacturing operations were determined to be a major factor in the SCC problem for thicker parts. Tensile stresses in the short-transverse direction relative to the metal grain structure, rather than stresses imposed by service loads, were found to be by far the most frequent driving force for SCC. In such cases the direction and magnitude of the tensile stresses are not typically recognized and accounted for during the design process.
The committee believes that research to better understand the cause and effect of these stresses, their variability within and among categories of components, and potential routes for their alleviation—particularly for thick, complex parts—would support efforts to document SCC vulnerability and to develop SCC protection alternatives. Also important to the anticipation of SCC is understanding and controlling the impact of metallurgical grain flow in the completed part, including the effect of prior process history.
Examples of specific tasks include
-
assessment of the impact of residual stress and grain flow on past and potential future SCC problems to categorize as either singular events or symptomatic of a much greater problem within the aging fleet
-
investigation of the means to minimize tensile and residual stresses, which may become significant during fabrication and assembly
-
quantification of the potential degrading influence of intrinsic residual stresses on benefits from peening, cold work, coatings, and other protective systems
Recommendation 26. Quantitatively evaluate the SCC susceptibility of current Air Force materials (alloy and product forms), based on experimental SCC threshold stress data, fracture mechanics threshold stress intensity data, and crack growth kinetics.
Although testing of actual structural components returned from service is generally preferred, this often is not practical because of limited sample availability and the size and complexity of service components. Hence, laboratory-scale methods are needed to evaluate the SCC susceptibility of alloys used in Air Force aircraft. Among the many test methods available for evaluation of SCC, two basic approaches have emerged. One approach is based on pass-fail testing of smooth or unintentionally flawed specimens to determine a threshold stress below which SCC will not occur. The second approach is based on fracture mechanics testing of specimens with intentional cracks to determine both the threshold stress intensity factor (KISCC) and the kinetics of crack growth (i.e., da/dt). Both approaches are used by industry and government laboratories to evaluate SCC susceptibility of materials (Spowls et al., 1984). The results of this work will demonstrate the validity of uniting SCC initiation and propagation test and evaluation approaches and will support the long-term research task (Recommendation 27) to develop improved criteria to rate material and system SCC performance in a way that is consistent with the current structural integrity methods (Bucci et al., 1986).
Long-Term Research and Development
Recommendation 27. To support the recommended emphasis on SCC prevention and control, conduct fundamental research in the following areas
-
mechanisms that drive SCC and experimental determination of SCC kinetics
-
small crack mechanics and the associated test and probabilistic methods
-
role of material and component/assembly manufacturing processes parameters to define their interchangeability potential (e.g., replacement of forgings with machined plate that involves the effects of texture, grain flow and residual stress)
-
characterization of process/microstructure/performance relationships (i.e., grain structure, residual stress) and development of models to describe and predict SCC behavior
-
development of improved evaluation criteria to rate material and system SCC performance in a way that is consistent with structural integrity methods
-
development of predictive models for residual stress and stress relaxation processes
There has been a large body of research in SCC that have been useful in identifying components that are susceptible to SCC. The principal gaps in previous research are in the areas of (1) SCC prevention methods for old materials that explicitly consider processing/form/microstructure/performance relationships and (2) determination of consequences of SCC over time. The committee recommends fundamental research to improve basic and scientific understanding of microstructure, process, and performance linkages and how they scale from laboratory to full-scale structure. Systematic, fundamental work is needed to define and develop practicable, predictive tools (e.g., model(s), input data, validation testing, and design criteria) based on a sound understanding of the underlying physics, mechanics, metallurgy, and design and manufacturing processes.
Recommendation 28. Develop models and methodology for life prediction for structures susceptible to SCC.
Currently, SCC life prediction is limited because there are no workable computational models of SCC processes. The field is plagued with confusion created to a large extent by (1) the complex, multifaceted nature of the phenomenon, which involves metallurgy, mechanics, chemistry, and kinetics; (2) the large number of variables known to affect SCC behavior; (3) relatively poor correlation between laboratory test results and service experience; (4) extensive data scatter; (5) difficulty in assessing precisely the service conditions that a part must withstand; and (6) unknown internal stress states (e.g., residual stress).
8
Research Recommendations: Nondestructive Evaluation and Maintenance Technology
The management of an aging aircraft force relies on airframe inspection and maintenance and repair programs to ensure that the inherent safety and reliability imparted by the structural design are sustained, deterioration is detected, and, when deterioration occurs, structural integrity is restored. Effective maintenance of airframe structure requires nondestructive evaluation technology capable of reliably detecting all flaws larger than the maximum allowable size, structural evaluation and assessment tools to support repair-replace decisions based on inspection results, guidelines for preventive maintenance, and design and processing methods for structural modification and repair. This chapter presents near-term and long-term research in nondestructive evaluation and maintenance and repair that support the development of an integrated approach to life-cycle management of aging aircraft.
NONDESTRUCTIVE EVALUATION
Nondestructive evaluation (NDE) is a pivotal technology in the management of the aging fleet. If the NDE technology is effective and applied in a timely fashion, efficient inspections and management decisions can be made to either return aircraft to service or to assign them to modification or repair. Such decisions depend on the reliability of NDE inspection capabilities and can significantly affect either safety or economics if made incorrectly. The development of NDE technology for aging airframe structures is driven by structural requirements and cost considerations. Proper application of NDE technology can offer significant improvements in diagnostic capabilities and provide characterization of damage to direct structural repair requirements. In addition, NDE methods must be able to detect all flaws larger than the maximum allowable size and introduce quantifiable and direct characterization of structure and material condition.
The Air Force sponsors broad NDE efforts spanning basic research (6.1) administered by the Air Force Office of Scientific Research focused on new NDE technology, applied (6.2), and exploratory (6.3) research administered by Wright Laboratories Materials Directorate and several engineering development or evaluation study programs administered by the air logistics centers (ALCs), most notably Oklahoma City ALC efforts on NDE for corrosion detection. Elements of these generic and technology-based programs are currently being realigned and refocused to address the needs of the aging aircraft program. The Air Force R&D program on NDE for aging aircraft is focused on two primary topics: (1) corrosion detection and characterization and (2) detection of cracks, including sizes associated with the onset of WFD.
The corrosion detection and characterization category includes
-
basic research to investigate and demonstrate innovative NDE techniques that have the potential to produce significantly improved accuracy of defect detection and characterization and reliability for detection of corrosion and small fatigue cracks
-
applied research to evaluate various NDE approaches for corrosion detection, including neutron radiography, optical fiber sensors, and neutron activation analysis; ribbon x-ray sensors; x-ray spectroscopy; nonlinear electromagnetic methods; and enhanced methods to detect incipient corrosion
-
an exploratory research project to conduct depot-level demonstrations of successful methods from applied research efforts, evaluate data fusion and image analysis methods for NDE data evaluation, and demonstrate and validate high-resolution real-time radioscopy systems
-
a limited manufacturing research effort to evaluate NDE methods for corrosion in aging airframes
The widespread fatigue damage (WFD) and fatigue crack detection category includes
-
basic research (as described above) that includes both corrosion and small fatigue crack detection techniques
-
exploratory research in improved methods and equipment for NDE of supersonic turbine engines, small crack detection methods, remote sensing of fatigue, and hidden flaw detection
-
short-term projects to develop inspection methods and determine inspection reliability for multilayer crack detection for the C-141 and to develop prototype thermography inspection systems and procedures to inspect composite and bonded structures
The committee has obtained data, which are included in Appendix A, on the structural problems experienced in many of the Air Force's aging aircraft. Based on these service experiences it is apparent that there are both specific and overarching features to the aging aircraft NDE needs. Specific needs (described in Chapter 4) include the development of techniques to detect (1) fatigue cracks under fasteners, (2) small cracks associated with WFD, (3) hidden corrosion, (4) cracks and corrosion in multilayer structures, and (5) stress corrosion cracking in thick sections. As pointed out in Chapter 4, current NDE methods qualified for a given aircraft application for the detection and characterization of a particular flaw will not necessarily be applicable directly to another application, even though detectability requirements are the same, because of variations in geometries and materials. Consequently, even though only two phenomenon-based flaws are listed (cracks and corrosion), the actual NDE engineering problem base is many times larger.
A majority of the current Air Force NDE research effort relating to aging aircraft is aimed at the discovery of techniques to detect and characterize fatigue cracks and corrosion. Significant efforts in these topics are also funded by the FAA (FAA, 1996) and NASA (Winfree, 1996) as well as smaller efforts by other agencies and by industry (SPIE, 1996). The committee encourages continuing in-depth interactions between the Air Force and efforts supported by others to enhance the overall impact of the Air Force efforts. However, the current program appears to put relatively little emphasis on the development of new tools that will enhance the cost effectiveness of NDE systems, including system design and development, validation, and force-wide application. Although the research programs indicate that their efforts are coordinated with the ALC needs (e.g., the application of ultrasonic creep wave techniques to the C-141 weep hole cracking problem), programs for the general field validation and implementation of technology developed in the research program have been inadequate. This inadequacy should be addressed by the recommended improvements in linkages from technology development through implementation, which are discussed in Chapter 5. Formal validation and demonstration arrangements similar to those used by the FAA (i.e., the Aging Aircraft Nondestructive Inspection Validation Center; Walter, 1995) should be considered.
The committee recommends that the Air Force pursue a two-pronged R&D effort to develop inspection technology for aging aircraft. In the near term, efforts should be directed at improving the Air Force NDE technology base by evaluating, validating, and implementing currently available NDE technology to address key aging aircraft problems. In addition, the near-term program should explore and apply new engineering approaches to develop quantitative NDE inspections that are much faster, less costly, and that result in a technology base that is more flexible and easily managed in treating the diversity of aging aircraft problems. In the long-term program, the committee believes that the current empirical approach to validation of new NDE methods should be augmented with analytic approaches to develop reliable, quantitative NDE methods. Emphasis should be placed on NDE technique design and development aimed at improved detection reliability and defect characterization, cost-effective validation and qualification procedures, transferability to a range of applications, and interdisciplinary coordination with other elements of the aging aircraft strategy.
Near-Term Research and Development
Recommendation 29. Evaluate, validate, and implement currently available NDE equipment and methods for use at Air Force maintenance facilities to address specific aging aircraft problems. Focus near-term efforts on inspection capabilities needed to support the inspection requirements resulting from the DADTA updates that are recommended in Chapter 5.
Inspection of aging aircraft requires an integrated NDE approach to effectively address critical inspection needs identified in Chapter 4 . Efforts should be initiated to evaluate, adapt, and utilize NDE advances and know-how developed by Air Force programs, other federally funded programs, and commercially developed technology for detection of corrosion and cracks.
In addition to the Air Force efforts, a number of specific advances have been made in NDE during the past several years that may provide solutions for some of the aging aircraft needs. Examples of advances that have been realized in a number of methods include eddy currents (Wincheski et al., 1994, 1997; Moulder et al., 1995, 1996; Bieber et al., 1997), ultrasonics (Hsu and Patton, 1993; Komsky et al., 1995; Komsky and Achenbach, 1996; Barnard and Hsu, 1997), thermal wave imaging (Emeric and Winfree, 1995; Favro et al., 1995, 1996; Syed et al., 1995), radiographic methods (Ting et al., 1993), magneto-optic methods (Fitzpatrick et al., 1996; Thome et al., 1996), and quantum interference devices (SQUIDS) (Ma and Wikswo, 1996; Podney and Moulder, 1997). The preceding advances, although not generally commercially available, have had some degree of evaluation with industry or at the FAA Aging Aircraft Validation Center. Some benchmarks for comparison of these advances with off-the-shelf methods are available. For example, for eddy current methods, it has been shown that the standard state-of-the-art practice for detectability of cracks under fasteners is about 0.10 in. long and that the best achievable using laboratory equipment is 0.040 in. long under aluminum and 0.050 in. long under steel (Spencer and Schurman, 1995; Hagemaier and Kach, 1997). Recent reports indicate that the ultrasonic ''dripless bubbler" (Hsu and Patton, 1993) and pulsed thermal wave (Favro et al., 1996) techniques had been successful in detection of corrosion in various configurations (Howard and Mitchell, 1997).
Critical inspection needs, examples of candidate techniques, and suggested validation applications for aging aircraft are presented in Table 8-1. The list of potential techniques in Table 8-1 should not be considered comprehensive; other candidate techniques could be applicable. Recommended applications for validation efforts are based on the committee's current knowledge of potential problem areas as discussed in Appendix A. Additional specific applications can be expected to be defined as a result of the recommended durability and damage tolerance assessment updates.
The committee recommends that the Air Force use a life-cycle approach to evaluate and validate methods that
TABLE 8-1 Critical NDE Inspection Needs for Aging Aircraft
|
Critical Need |
Candidate NDE Methods |
Potential Techniques |
Potential Validation Aircraft |
|
Fatigue cracks under fasteners |
Electromagnetic |
Magneto-optic imaging |
B-1, F-15 |
|
|
|
Pulsed eddy current |
|
|
|
|
Eddy current arrays |
|
|
|
Thermal |
Time-resolved thermography |
|
|
|
Ultrasonic |
Laser ultrasonics |
|
|
|
|
Scanning UT probes |
|
|
|
|
EMAT transducers |
|
|
Small cracks associated with WFD |
Ultrasonic |
Guided waves |
E-8, VC-137, C-18 |
|
|
|
EMATs |
|
|
|
|
Laser ultrasonics |
|
|
|
Electromagnetic |
Scanning pulsed eddy current |
|
|
|
|
Microwave imaging (60–90 GHz) |
|
|
|
|
Large-area magneto-optic |
|
|
|
Thermal |
Time resolved, scanning |
|
|
Hidden corrosion |
Electromagnetic |
Pulsed eddy current |
KC-135, A-10, C-5, C-130 |
|
|
|
Multifrequency eddy current |
|
|
|
|
SQUID technology, eddy current |
|
|
|
Thermal |
Time-resolved thermography |
|
|
|
Radiography |
Energy-sensitive detectors |
|
|
|
|
Microfocus real-time radiography |
|
|
|
|
Neutron |
|
|
|
Ultrasonic |
Bubbler/scanning methods |
|
|
|
Optical |
Boroscope |
|
|
Cracks or corrosion in multilayer structures |
Electromagnetic |
Pulsed eddy current |
KC-135, A-10, C-5, C-130 |
|
|
|
Multifrequency eddy current |
|
|
|
Radiography |
Real-time imaging |
|
|
|
|
In-motion film |
|
|
|
Ultrasonic |
Scanning (if gaps can be bridged) |
|
|
Stress corrosion cracking in thick sections |
Ultrasonic |
Pulse echo, scanning |
C-5 |
consider detectability and inspectability, full-scale validation, material degradation mechanisms, technique reliability, inspection intervals, and cost. It is important to implement a structured selection and implementation regimen that includes
-
down-selection of candidate methods based on damage characterization and performance requirements
-
validation of the down-selection including development of probability of detection (POD), detectability functions, sizing considerations, orientation, and location of the defects or damage areas
-
implementation of the NDE method inclusive of operating limits, equipment performance, and test procedures
The process used to down-select methods is considered to be the critical step in the evaluation of candidate methods and should include a clear assessment matrix tabulation of the potential candidate NDE methods versus weighted requirements. Such methodology (e.g., Cepler Trego methodology) will enable a clear definition of the optimum NDE capabilities and will help to identify gaps in meeting the requirements that need to be addressed with longer-term R&D. The committee believes that the validation of the selected method must include a full demonstration of the method, development of POD relationships, definition of performance limitations, and engineering parameters such as feature and component size, orientation, and accessibility.
Recommendation 30. Apply automation and data processing and data analysis technologies to augment NDE tools to perform rapid, wide-area inspections. Examples of specific technologies that should be investigated include
-
effective automation of inspections and data collection equipment
-
imaging technology for improved data analysis and interpretation
-
data integration for different test methods for more complete and quantitative interpretation of the measurements
-
scanning and automated inspection facilities, especially for ultrasonic and eddy current methods
-
supportable instrumentation and equipment packaging that is convenient for the operator and can survive the depot environment
-
effective and focused engineering of field equipment capable of reproducing laboratory and production test performances
Long-Term Research and Development
Recommendation 31. Develop an integrated quantitative NDE capability based on life-cycle management principles. Examples of specific tasks include
-
development of probes and techniques based on accept-reject requirements dictated by the performance and materials requirements of the aircraft structure
-
development and application of predictive reliability models that consider part geometry, performance requirements, NDE capabilities, failure modes, and life-cycle cost predictions
-
development and application of validation and qualification techniques for NDE probes and systems using simulation models with confirmation on service components
-
development of inspection standards, including reference standards using simulation techniques, to aid implementation across the entire force structure
-
explore and develop the use of NDE simulation capabilities coupled with new synthetic environment (virtual reality) technology for method development and operator training
An integrated NDE program must recognize the interdisciplinary nature of NDE and the aging aircraft problem. The life-cycle approach provides a format for the development of appropriate NDE techniques that consider the performance and material requirements of the aircraft structure (accept-reject criteria), failure modes and growth characteristics (e.g., corrosion and fatigue) that contribute to the inspection interval requirements, predictive reliability models that depend on performance requirements (stress loads), NDE capabilities, and possibilities for life-cycle cost predictions. The committee believes that such an approach is key to the successful NDE management of aging aircraft. Recommended actions in other chapters of this report (characterization of corrosion rates and analytical WFD models in particular) are important to this effort. The effort must be focused and will include a mix of first-principle research, the development of probes and techniques, demonstration and validation of principles, and the development of inspection standards for implementation across the force.
The Air Force should emphasize development of new probes and techniques that address prevalent aging aircraft needs (e.g., quantitative measures of fatigue crack size and the loss of material due to corrosion). Approaches should be selected through cooperative collaboration with ALC personnel. As a guide only, crack sizes in the range of 0.030 to 0.040 in. are believed to be critical for WFD considerations, and corrosion losses in the range of 5 to 10 percent of material structures need to be detected with confidence in hidden locations (generally second-or third-layer structures) and for complex geometry. It is important that any planned probe/technique development include the specification of the POD and flaw sizing capabilities.
One approach for NDE system development is model-based computer simulation. In this approach the entire inspection process is modeled and a simulation is produced that
includes part geometry, flaw characteristics, inspection modality, and analytical estimates of the system POD. These model-based simulation capabilities have been developed by interfacing descriptions of detailed part geometry from CAD data files with "measurement" models of NDE processes. Currently, measurement models exist for general ultrasonic (Coffey and Chapman, 1983; Gray and Thompson, 1986), eddy current (Nakagawa, 1988; Nakagawa and Beissner, 1990), and radiographic (Xu et al., 1994; Elshafiey and Gray, 1996; Bellon et al., 1997) applications. Measurement models enable prediction of the NDE instrument response to a flaw icon placed in various locations in the part geometry. POD can also be calculated for various flaw conditions and complex part geometry using the simulated system responses (Thompson and Schmerr, 1993). In addition, POD maps can be prepared and inspectability problems identified using these simulations.
Advances have also been made in the integration of NDE systems with structures life-cycle management (Schmerr and Thompson, 1994). For example, POD requirements for a given NDE inspection are established based on maximum allowable flaw sizes, which are determined from performance requirements, mechanical response characteristics, and material properties. In turn, inspection interval requirements are largely set by NDE inspection capabilities (particularly POD), damage growth rates (e.g., fatigue crack growth) under expected operating conditions, performance requirements, and material fracture properties (e.g., critical crack sizes). With advances in simulation capabilities, an integrated analytical approach that includes NDE measurement models, descriptions of part geometry, structural analysis codes, and damage growth predictions can be developed. The committee believes that the integrated analytical approach could be a cost-effective tool to manage the NDE inspection process for aging aircraft.
Validation techniques that use a combination of simulation techniques and limited samples to confirm validation results for NDE probes and systems should be developed and demonstrated. This task implies the development of reference standards using simulation techniques combined with a few samples to confirm validation results. The development of reference standards using simulation techniques would be a major advance.
Finally, the committee recommends that the Air Force explore and develop the use of NDE simulation capabilities using NDE measurement models and new synthetic environment (virtual reality) technology for method development and operator training. The goal of this work is to simulate complex component geometry, structures, flaws, and NDE capabilities to guide efforts to optimize equipment and sensor probe design, development of complex scan plans, and other inspection methods based on conditions expected in the depot environment.
Recommendation 32. Explore, select, and develop candidates for hybrid inspection technologies that use multiple techniques simultaneously. Examples of specific tasks include
-
development of appropriate methods and models to normalize and fuse inspection data from two or more different inspection probes
-
development of methods to statistically combine results and determine the POD of the hybrid system
The purpose of hybrid inspection approaches is to increase the probability of flaw detection in components with complex geometry, including hidden corrosion and fatigue cracks associated with aging aircraft. Such an approach may be required in difficult inspections that involve multiple layers. The scope of this work should include the development of appropriate theories and models to normalize and fuse inspection data from two or more inspection probes that may follow different physical measurement principles (e.g., ultrasound and eddy currents), ways to statistically combine the results and determine the POD of the hybrid system, and ways to quantify and validate the system. It is important that previous work in other areas be reviewed and adapted where possible to the aging aircraft problem. The utilization of the computer simulation models described above should be very helpful in designing and qualifying the hybrid system. Before undertaking these developments, collaborative discussions including both researchers and ALC inspectors should be pursued to define specific application areas and geometry. Some of the research required in this recommendation will be generic but some will be specific to a particular aircraft.
Recommendation 33. Perform basic and applied research to develop suitable NDE techniques to measure the integrity of composite repairs of metallic structures. Examples of specific tasks would include
-
determination of the properties of the repairs (e.g., adhesive bond quality, environmental degradation, and metal substrate and repair material integrity) that need to be evaluated using NDE
-
determination of appropriate accept-reject criteria and standards
The committee recommends that work be pursued at both the basic and the applied levels aimed at the development of suitable NDE techniques to measure the integrity of composite repairs on metallic structures. Although there are current limited efforts on this topic, the efforts should be increased and focused into a coordinated interdisciplinary effort. Some rather basic questions should be answered as a part of this effort and will probably require a joint effort between NDE and structures/materials researchers. One of these is the determination of the properties of the repairs that need to be tested in NDE. Examples of possibilities include the quality
of joining methods (e.g., adhesive bonds, mechanical, etc.), environmental degradation at repair edges, and base metal and repair material integrity. Related and key to this question is the determination of the appropriate NDE accept-reject criteria to be applied with the NDE test to determine the state of the repair.
Recommendation 34. Develop signal and image processing techniques, applying such technologies as expert systems, neural networks, and database methods that could be used by aircraft maintenance facilities to interpret and track damage development and maintenance trends.
Work should be pursued to explore and develop useful signal and image processing techniques, applications of expert systems, using, for example, neural networks or database methods that can be used conveniently in depots and other maintenance organizations to interpret and track damage development and maintenance trends. These improvements should be targeted both to single probe inspection procedures as well as to the hybrid multimode approaches.
Recommendation 35. Increase R&D efforts for the automation of successful inspection methods and for overall automation of extensive wide-area inspections. These efforts would include two principal components:
-
a generic effort based on the broad-based enhancement of scanning technology including on-board transducer (probe) mountings, signal processing methods, display techniques to enhance operator interactions, and data fusion procedures
-
an effort aimed at specific aging aircraft structures and the scanning geometry needed for their inspection
The potential advantages of automated NDE include the enhancement of inspection reliability and speed through the removal of the human operator, the likelihood of reduced inspection times, and the likelihood of reduced costs. General features of scanners that need to be considered include portability, flexibility (i.e., ability to run on horizontal, vertical, and curved surfaces), ability to handle a variety of inspection modalities, and possibilities for handling hybrid multi-inspection techniques with associated signal processing and read-out procedures. The committee recommends that collaborative planning between the ALC users and researchers be in hand before and during work in this area.
Recommendation 36. Perform basic and applied research to develop suitable NDE techniques for the early detection of corrosion. Examples of specific tasks include
-
(a) development of suitable NDE techniques to assess the quality and integrity of corrosion-resistant finishes
-
exploration of the potential of using NDE methods to determine the initiation and level of corrosion damage
Work in NDE development that is specifically aimed at the quality of corrosion-resistant finishes and coatings has been limited. Emphasis should first be placed on understanding the ways in which finishes and coatings protect the base metal from corrosion (as recommended in Chapter 7), and with that, techniques devised to measure the degradation and failure of the protective mechanism. The Air Force Office of Scientific Research had basic materials and NDE efforts in progress, but this effort is no longer funded.
Efforts to develop NDE methods to detect the initiation of corrosion should be coupled to the development of a mechanistic understanding of corrosion and the corrosion process as presented in Chapter 7. Particular emphasis should be made to identify material parameters or properties that can be measured in service that relate to the level of corrosion. For example, the elastic constants may be sensitive to the presence of hydrogen in the material that contributes to the corrosion process. As these properties are identified, NDE sensors should be developed to provide the inspection tools. This NDE approach, if successful, would potentially provide early warning and large cost benefit to the aging fleet. This effort should be performed in collaboration with the corrosion prevention and control recommendations in this report.
MAINTENANCE AND REPAIR
Air Force research in repair technology includes R&D tasks over a broad range of topics. The primary emphasis is on the maturation of bonded composite patch repairs, especially for metallic structures. These repair methods have had successful application at the depot level (e.g., to repair fatigue cracks emanating from weep holes in C-141 lower wing skins). However, the common use of bolted repairs for both battle damage and fatigue cracking problems cannot be overlooked. In many cases bolted repairs are expected to perform well beyond their original intent, making the repair an aging structure much like the airframe itself.
The current Air Force R&D program on repairs includes
-
basic research involving modeling of composite patch repairs as crack arrestors in aircraft and design and analysis techniques for composite patch repairs
-
a large amount of applied research, including projects related to bonded composite patch repairs—to investigate repair procedures, analysis methods, and design considerations—along with efforts to develop repair methods and design guide for composite structures; development of advanced life-extension techniques; development of structural life enhancement, force management, and internal and external loads handbooks;
-
and in-service and experimental repair data. Also included are repair efforts, including projects related to bonded composite patch repairs—to develop improved materials and processing methods, investigate analysis methods, and develop repair technology handbooks—and an effort to develop repair technology for high-temperature composites
-
exploratory research, including a broadly defined effort to evaluate and demonstrate repair concepts, an effort to explore the redesign of selected structural components using advanced materials and process technology, and an effort to demonstrate life-enhancement technologies for metallic structures
-
a number of small short-term projects focused on optimization and demonstration of materials and processes, repair criteria, and analysis methods for bonded composite patch repairs at the depot level; also included are projects to evaluate methods to generate stress spectrum and to evaluate cold-expansion bushing repairs
The committee believes that the focus on optimization of materials and processes and analysis tools for bonded composite repair of metallic structures is appropriate because the Air Force has unique expertise in this technology. The committee also supports the planned research focused on the redesign of components to take advantage of advances in materials and processing technology.
Although the current R&D program in the area of repairs is well planned, there are no current programs in the repair task that consider the removal, surface treatment, and reapplication of corrosion-resistant finishes or protection systems. This is a particular shortfall considering the materials and process changes that will be necessitated by environmental regulations concerned with the elimination of heavy metals (e.g., chromium and cadmium) and limits on volatile organic releases. The Air Force is currently undertaking a great deal of research on environmentally compliant finish material and process development (Donley, 1996), but has not yet come to terms with the particular needs of aging aircraft in this area.
In general, the committee believes that the concept of repairs should be expanded to include maintenance and repair. This change would require closer coordination of R&D tasks in repair with NDE tasks and an emphasis on implementation of developed technology through the development of generic repair design and processing handbooks and engineering analysis tools to broaden the application of new repair technologies.
The committee recommends that the emphasis of the repair R&D programs be increased in the following areas:
-
technologies for the removal, surface preparation, and reapplication of corrosion-resistant finishes
-
evaluation guidelines for the relative lives of bolted repairs
-
guidelines for taking advantage of advances in materials and processing technology in component replacement (including an examination of certification requirements to see if they can be waived or simplified without compromising safety); an example would be to reduce susceptibility to stress corrosion cracking through the use of improved aluminum alloys, tempers, and processes to reduce residual stresses
-
repair and analysis methods for maintenance of structures susceptible to high-cycle fatigue
-
maintenance and repair methods and guidelines for advanced composite structures
Near-Term Research and Development
Much has been learned in the past ten years concerning methods to analyze and repair damage in primary metallic and composite structures. Although the focus of much of the early work was on designing repairs for battle damage, the focus more recently has been on repairs for durability and life extension for current aircraft. The primary focus of the near-term programs for aging aircraft must be to identify the lessons learned from recent programs (e.g., C-141 and battle damage repair) and apply them at the maintenance organizations where they can be used to make the repairs that can extend the life of current aircraft.
Recommendation 37. Develop tools and guidelines to implement recent advances in bonded repair of primary structure for Air Force and contractor maintenance organizations. Examples of specific tasks include
-
optimization and validation of materials and processes, including adhesive materials and surface preparation and bonding processes
-
development of computational tools and guidelines for the design and analysis of design bonded repairs
-
validation and documentation of analysis techniques to evaluate continuing damage growth beneath bonded repairs (CALCUREP) and bolted repairs (RAPID)
To ensure that structural repairs have the best possible chance for success, the committee recommends that materials and processes that have been developed to join the repair to the structure, seal the repaired surface from further degradation due to adverse environments, and protect the repair from rapid deterioration in the flight environments be documented and made available to the maintenance organizations. Materials and processes to be considered include surface preparations, adhesives, and bagging materials used for successful repairs of the C-141. Advances in these material systems and any new, validated processes must be demonstrated by maintenance personnel with on-site consultation from the developing organization.
There are a number of design and analysis tools for repairs that have been developed in the recent past (Bakuckas et al., 1996; Fredell et al., 1996). Once validated these methods will provide the ALCs far better and faster means to design reliable repairs than those currently in use. Design and analysis tools must include capabilities in the following areas to be used in the design of reliable and durable repairs: (1) continuing damage growth beneath the repair due to fatigue loads, (2) reliability and durability of bond or bolted joints, and (3) variations in repair materials and processes used to fabricate and apply the repair. Although analysis codes such as A4EI, PGLUE, and RAPID perform analyses of bonded or bolted repairs, they are very limited in the types of repair geometries to which they are applicable. A4EI applies only to a linear bonded repair, PGLUE to doubly symmetric bonded repairs, and RAPID to bolted repairs. There is much to be done to extend these methods to explicitly analyze realistic three-dimensional structures.
The growth of damage beneath the repair is a critical concern. Bonded composite repairs are intended to provide sufficient stiffness and constraint of the structure so that the stress intensity factors for existing flaws are reduced to levels below threshold so that they cannot continue to grow. Analysis routines such as those in the current version of CALCUREP (for bonded repairs) and RAPID (for bolted repairs) need to be validated to ensure their accuracy and then be made available to the ALCs.
Recommendation 38. Develop analytical tools to take advantage of effective solid model interfaces developed for finite element modeling to model and simulate repair methods and geometric relationships for particular component repairs.
Methodology has been developed, under Navy funding, that uses super-element technology to allow limited use of vehicle-level finite element model analyses on laptop PC hardware (Goering and Dominguez, 1992). With condensation techniques to reduce the degrees of freedom within the model, it is possible to design sophisticated large-scale repairs of damage to major structural members, to assess structural integrity before and after repair, and to assess the feasibility and capability of the repair to restore the structure to its original function.
With the visualization possible on laptop PCs to provide a three-dimensional image of the area to be repaired, the loading conditions, and the damage to be repaired, the current capability to perform rapid repair analysis is remarkable. Unfortunately, the modeling of such repairs is still a time-consuming process. Work needs to be performed to make automatically generated repairs for a number of typical damage scenarios available. Although this initial effort might be limited in what it can provide, it could be a valuable tool for maintenance organizations.
Recommendation 39. Develop and validate guidelines for the relative lives of bolted repairs. Specific tasks include
-
testing to evaluate crack stopping by cold working, peening, laser shock treatment, stop drilling, or hole filling
-
testing to evaluate repair designs, including issues such as protection systems, taper ratios, fastener patterns, and fastener types
-
testing to evaluate innovative fastener concepts such as single-shank blind fasteners and hole-expanding blind fasteners
Bolted repairs are the most common repair applied to aircraft structures. Their capability to extend lives is limited because bolted joints tend to loosen up and the load transfer occurs away from the damaged area. Like bonded repairs, bolted repairs provide the reduction in strain levels at the damage site. However, neither repair system is expected to provide restoration of strength in damaged structure to the original design loads for the life of the airframe. Bolted repairs are generally expected to extend lives of damaged structures to the next programmed depot maintenance cycle. However, experience indicates that the repairs are often called upon to remain effective in providing structural integrity far longer than a single depot maintenance cycle. In such cases, determination of the relative lifetimes for several bolted repair configurations is desirable so that any selection of repair configuration will take into consideration the lifetime requirement and repair capability.
Bolted repairs are limited by the limited fatigue life of the blind fasteners typically used to install these repairs from one side of the closed box structures. The development of blind fasteners with improved fatigue lives, either through improved design or through interference in the hole, would provide significant benefits to the life of the repair attachment.
In addition, there are a number of methods to extend the lives of the damaged structure: through cold working, peening, laser shock treatment, or hole filling. The ability of these treatments to provide extended lives must be verified and quantified by test.
The techniques described above should be incorporated into design methods for repairs that assure, through damage tolerance analyses and verified by test, that the repair will retard or stop the flaw growth from previous damage. Moreover, the design must be sensitive to the potential for the development of flaws in the structure surrounding the repair since the load distributions nearby have been changed by the repair. Taper ratios and fastener pattern designs, along with fastener sizing for flexibility and strength, can provide significant life improvements for bolted patches, but test data must verify the projected improvements.
Recommendation 40. Develop guidelines and procedures to reduce the cost of accepting new materials and structures as replacements for aging structural components.
Since the design and manufacture of many of the aircraft that constitute the aging force, significant advances have been made in materials and processing technology to improve the resistance of aircraft components to aging degradation. For example, corrosion and stress corrosion cracking (SCC) resistance can be significantly upgraded through the use of substitute materials and heat treatments (e.g., more-corrosion-resistant 7050, 7150, or 7055 alloy for 7075, SCC-and exfoliation-resistant T-7X tempers for 7XXX-series aluminum alloys), improved protective finishes and corrosion prevention compounds, and incorporation of design features such as drainage and sealing to prevent corrosion. However, advances in materials and process technology have not been captured because of the excessive cost and time required to qualify them for service and because of the long lead times required for small-quantity procurement. Currently, material substitutions are handled on a individual part-by-part basis. The committee recommends that the Air Force develop guidelines to facilitate the force-wide implementation of the best materials and processing solutions while minimizing evaluation and qualification test requirements. Examples of specific tasks include
-
substantiation of improved materials as preferred replacements for SCC-and corrosion-susceptible alloy components
-
development of an approved alloy substitution matrix
-
evaluation of test protocols for replacement materials and structures to allow for one-time approval of general materials substitutions
This effort would reduce test costs for replacement structures, but would also act as an incentive to replace older, more-damage-prone materials with more-damage-resistant materials. Considered separately, the quantity of material required for validation efforts and support of replacement modification programs is small. However, quantities required for more general materials substitutions could be significant enough to enable reduction of long lead times associated with small-quantity procurement by stocking qualified substitutes.
Recommendation 41. Develop repair design guidelines for dynamically loaded structures. Examples of specific tasks would include
-
documentation of repair materials and processes and design considerations based on an understanding of root causes, dynamic load conditions, and environmental factors
-
develop and validate damped repair concepts based on currently available adhesive and composite repair technology
Repairs for dynamically loaded structures offer the unique potential to significantly reduce load magnitudes or change the critical load frequencies while they serve to recover the integrity of the structure. The challenge for repairs of dynamically loaded structures is to recover the structural integrity and stiffness requirements while not moving critical dynamic modes into surrounding structures where damage can occur even more rapidly than in the initial failure. This is why knowledge of the dynamic modes and responses of both the original structure and the repaired structure are so important to the repair of dynamically loaded structures.
Recently, adhesives that contain significant damping potential have become available with sufficient durability that they can be used in bonded repairs. These adhesives, combined with stand-off materials to maximize the shear transfer through the adhesive and composite skin materials to withstand low-velocity impacts and provide load-carrying capability, have provided the opportunity to design and fabricate repairs that damp the loads that cause high-cycle fatigue failures. Before these repairs can be used with confidence by the Air Force maintenance organizations, they must be verified to provide continuity of the structure while reducing the driving forces below that level which initiates failures in a part for the remainder of its design life.
Long-Term Research and Development
Recommendation 42. Develop an expert system to aid in the assessment of damage, the need for repair, and the design and analysis of repairs.
The committee believes that an expert system should be developed that has the capability to recall vehicle level loads and structural analysis, graphically isolate the region being repaired, and assess the viability, reliability, and durability of the repair. These systems would use databases developed and maintained by the recommended corrosion and fatigue working groups discussed in Chapter 5. Analysis methods should be developed that are capable of analyzing bolted or bonded joints for real repair configurations in which existing fastener patterns and other structural details need to be accommodated. Some of these more-flexible analysis tools have been developed, but are cumbersome and time-consuming to use. Simplifications in graphical interfaces and the ability to handle large data files representing complex three-dimensional geometries may permit better interfaces between structure and repair to be developed. It is possible to envision a virtual repair routine for a laptop environment that could lead the repair technician or analyst through the steps of the repair by
providing both graphical and descriptive specifications of the repair processes and procedures.
Recommendation 43. Develop a common database of repair lessons learned, to be managed and maintained by the maintenance and repair working group, that would be available to the ALCs and would contain information on repair experience, including both adverse and successful results, problems in assessment, design, analysis, materials, or application of the repair.
Recommendation 44. Develop analysis methods and life prediction tools and methods for structural repairs and affected structure.
There are several methods for the analysis of bonded patch repairs. They can be classified broadly as either analytical or numerical. The analytical approach of Rose (1981) is based on Hart-Smith's (1974) theory of bonds, elastic inclusion analogy, and on some simplifying assumptions. Fredell (1994) has extended this analysis to include thermal effects and has also carried out an evaluation of mechanical doubler repairs. Erdogan and Arin (1972) have used an integral equations approach to study bonded patch repairs. The assumptions of Erdogan and Arin were subsequently used by Ko (1978) and Hong and Jeng (1985) in an analysis of sandwich plates with part-through cracks.
Jones and Callinan (1979), Mitchell et al. (1975), and Chu and Ko (1989) have used the finite element method to study bonded patch repairs. Park et al. (1992) have used an integral equation approach combined with the finite element alternating method to estimate the stress intensity factors for patched panels. Tarn and Shek (1991) have combined the boundary element method (for the plate) and finite element method (for the patch) to estimate the stress intensity factors. Other work in this area includes Atluri and Kathiresan (1978), Sethuraman and Mathi (1989), and Kan and Ratwani (1981). A comprehensive summary of the analytical and numerical work on composite patch repairs appears in a recent monograph (Atluri, 1997).
In most of these approaches, only patches of infinite size, very narrow strip-type patches, or infinite sheet cases are considered. All of these cases are valid only for flat sheets. The loading for these analyses are hoop stresses evaluated from basic thin-shell theory. Although in most cases this is a good approximation, this does not take into account the stress redistribution due to curvature and to the presence of stiffeners.
Specific capability improvements that are needed include the ability to analyze the following structural details:
-
the joint between the repair and the original structure
-
the damaged structure with the repair in place
-
the surrounding structure affected by changes in load paths
-
complex and curved structural details
Recommendation 45. Develop, characterize, and evaluate improved damping materials with improved environmental resistance and low-temperature performance for repair and modification of dynamically loaded structures. Examples of specific tasks include
-
development of accelerated environmental test methods and criteria to evaluate resistance to aircraft service conditions, including thermal and fluid exposures
-
development and validation of repair concepts that include improved damping materials
Damping material systems currently in use have shown inadequate durability. The committee recommends that long-term research be conducted to develop improved damping material systems that provide low-temperature damping performance and better resistance to aircraft fluids and environmental exposure. Candidates should be tested under low-temperature conditions, with temperature cycling through realistic aircraft environments, including moisture and fuel, where necessary. Methods to accelerate this type of testing will be important for both the screening of developmental systems and for the characterization and acceptance of selected systems.
Repair designs that use these improved damping systems must be validated to ensure that the improved performance translates into more-durable repairs. These systems may require additional care to ensure their durability. Damped composite repairs provide the potential to seal the stand-off material to prevent or delay moisture intrusion. Best practices must be incorporated into the repair system to ensure the integrity of the bond and the effectiveness of the damping materials.
9
Prioritized Research Recommendations
Because of the budget pressures and difficult choices associated with conducting and managing a R&D program, the committee task included a charge to prioritize research recommendations. The committee developed criteria that were used to prioritize all of the research recommendations in Chapters 6 to 8.
Priority levels for recommended R&D opportunities were established relative to the Air Force objectives introduced in Chapter 1 (i.e., safety of flight [Objective A], maintenance costs and force readiness [Objective B], and economic life estimates [Objective C]). Clearly, research that eliminates substantial threats to flight safety receives consideration for the highest priority to the Air Force. However, the escalation of maintenance costs and the impact on force readiness has become a pervasive issue that, if allowed to continue unchecked, could significantly hamper the ability of the Air Force to field a force that meets mission requirements for capability and readiness. The committee did not prioritize the recommendations with respect to Objective C because they found that research recommendations to develop technology to support economic life estimates related closely to the more important Objective B.
Definitions of priority categories for near-term (to support near-term engineering actions in the next five years) and long-term (more than five years until implementation) R&D recommendations include
Critical priority: essential to flight safety (Objective A) (i.e., would eliminate a substantial threat to flight safety)
Priority 1: essential to the reduction of maintenance costs and improvement of force readiness (Objective B) (i.e., would enable the Air Force to address significant technical problems)
Priority 2: important to improved flight safety (Objective A) or reduced maintenance costs and improved force readiness (Objective B) (i.e., would represent significant improvements over current solutions)
Priority 3: advantageous to improved flight safety (Objective A) or reduced maintenance costs and improved force readiness (Objective B) (i.e., would improve efficiency or reduce cost of current methods)
In addition, the committee assigned technical risk categories for long-term research recommendations. Technical risk is an assessment of the difficulty involved in achieving a technical objective. The committee designated technical risk associated with long-term research opportunities as low (validation and implementation of technology that is essentially mature), moderate (some further technology development and scaling required), and high (significant technology advancement required). The long-term research program should contain a mix of risk categories. Moderate-and high-risk programs should be monitored closely by the proposed aging aircraft technical steering group to ensure continued progress in clearing technical hurdles and continued need for the resulting technology for the maintenance of the aging force. Near-term opportunities were generally assumed to have low technical risk.
CRITICAL PRIORITIES
There are no research efforts identified at this time that are considered of sufficient magnitude to be categorized as critical priorities. However, the committee believes that it is possible that the durability and damage tolerance updates recommended in Chapter 5, and in particular the high-priority updates on the F-16, A-10, U-2, and T-38 aircraft, will identify critical priority near-term research and engineering tasks. These could include
-
development of specific inspection instruments or procedures
-
development of specific repair or modification designs or processes
-
development and use of more sophisticated analysis procedures and additional full-scale fatigue testing to identify fatigue-critical areas
-
obtaining additional flight loads and environment data for specific aircraft
NEAR-TERM RESEARCH
Prioritized recommendations for near-term R&D are shown in Table 9-1, including the recommendation number, a brief description of the recommendation, the page where the recommendation is discussed, the objective that is addressed primarily by the recommended research, and the suggested
TABLE 9-1 Prioritized Near-Term Research Recommendations
|
No. |
Recommendation |
Description |
Objective |
Priority |
|
|
Fatigue |
|||
|
(1) |
Fail-safe residual strength prediction methods |
Page 50 |
A |
2 |
|
(2) |
Improve current methods to estimate the onset of WFD |
Page 50 |
A |
2 |
|
(6) |
Methods to predict dynamic responses |
Page 52 |
B |
2 |
|
(11) |
Effect of corrosion damage on material properties |
Page 55 |
A |
3 |
|
(12) |
Effect of corrosion and corrosive environment on safety limits |
Page 55 |
A |
3 |
|
(13) |
Effect of joint pillowing on fail-safety |
Page 55 |
A |
2 |
|
|
Corrosion Prevention and Control |
|||
|
(17) |
Laboratory test protocol for accelerated corrosion testing |
Page 57 |
B |
2 |
|
(18) |
Evaluate durability of new protective coatings |
Page 58 |
B |
1 |
|
(19) |
Methods for early detection of corrosion |
Page 58 |
B |
2 |
|
|
Stress Corrosion Cracking |
|||
|
(23) |
Affordable upgrades in SCC prevention |
Page 60 |
B |
1 |
|
(24) |
Evaluation of SCC protection systems |
Page 60 |
B |
1 |
|
(25) |
Residual stresses and their alleviation |
Page 61 |
A |
2 |
|
(26) |
SCC susceptibility of Air Force alloys |
Page 61 |
A |
2 |
|
|
NDE |
|||
|
(29) |
Evaluate, validate, and implement NDE equipment and methods |
Page 64 |
B |
1 |
|
(30) |
NDE automation, data processing, and analysis |
Page 66 |
B |
2 |
|
|
Maintenance and Repair |
|||
|
(37) |
Guidelines to implement advances in bonded repairs |
Page 69 |
B |
2 |
|
(38) |
Solid model interfaces to simulate repair methods |
Page 70 |
B |
2 |
|
(39) |
Guidelines on relative lives of bolted repairs |
Page 70 |
A |
3 |
|
(40) |
Reduce cost of materials and structures substitution |
Page 71 |
B |
2 |
|
(41) |
Repair design guidelines for high-cycle fatigue problems |
Page 71 |
B |
2 |
priority. Priority 1 recommendations include (1) research to develop and implement corrosion prevention and control procedures and (2) evaluation and implementation of nondestructive evaluation techniques that address specific Air Force aging aircraft issues.
LONG-TERM RESEARCH
Prioritized recommendations for long-term R&D are shown in Table 9-2, including the recommendation number, a brief description of the recommendation, the page where the full recommendation appears, the objective that is addressed primarily by the recommended research, an assessment of technical risk, and the suggested priority. Priority 1 recommendations include (1) research to develop a fundamental understanding of corrosion and stress corrosion cracking to support the development of improved corrosion prevention and control procedures and (2) development and validation of rapid, wide-area nondestructive evaluation techniques to address specific aging aircraft needs.
TABLE 9-2 Prioritized Long-Term Research Recommendations
|
No. |
Recommendation |
Description |
Objective |
Technical Risk |
Priority |
|
|
Fatigue |
||||
|
(3) |
WFD crack formation and distribution relationships |
Page 50 |
A |
moderate |
2 |
|
(4) |
Analytical prediction of WFD crack distribution functions |
Page 51 |
A |
high |
2 |
|
(5) |
Validation of analytical WFD methods |
Page 51 |
A |
low |
2 |
|
(7) |
Crack growth threshold behavior |
Page 52 |
B |
low |
2 |
|
(8) |
Analytical methods to predict dynamic behavior |
Page 53 |
B |
moderate |
2 |
|
(9) |
Expert system for high-cycle fatigue repairs |
Page 53 |
B |
high |
3 |
|
(10) |
Dynamic load monitoring and alleviation |
Page 53 |
B |
moderate-high |
2 |
|
(14) |
Effect of environment on growth of small cracks |
Page 55 |
A |
low |
2 |
|
(15) |
Effect of flaw morphology on crack growth |
Page 56 |
A |
moderate-high |
2 |
|
(16) |
Effect of hydrogen on fatigue crack growth |
Page 56 |
A |
moderate |
3 |
|
|
Corrosion Prevention and Control |
||||
|
(20) |
Basic research in corrosion prevention and control |
Page 59 |
B |
high |
1 |
|
(21) |
Corrosion rates for major corrosion types |
Page 59 |
B |
moderate |
2 |
|
(22) |
Basic research in coating durability |
Page 60 |
B |
moderate |
1 |
|
|
Stress Corrosion Cracking |
||||
|
(27) |
Fundamental research in SCC prevention |
Page 61 |
B |
moderate-high |
1 |
|
(28) |
Life prediction methods for SCC |
Page 62 |
B |
high |
2 |
|
|
NDE |
||||
|
(31) |
Develop integrated quantitative NDE capability |
Page 66 |
B |
moderate-high |
1 |
|
(32) |
Hybrid inspection technologies |
Page 67 |
B |
high |
2 |
|
(33) |
NDE to assess composite repairs |
Page 67 |
B |
high |
2 |
|
(34) |
Advanced technologies to track maintenance trends |
Page 68 |
B |
moderate-high |
3 |
|
(35) |
Automation of wide-area inspections |
Page 68 |
B |
moderate |
1 |
|
(36) |
NDE for early corrosion detection |
Page 68 |
B |
high |
3 |
|
|
Maintenance and Repair |
||||
|
(42) |
Expert system for design and analysis of repairs |
Page 71 |
B |
moderate |
2 |
|
(43) |
Common database of repair lessons learned |
Page 72 |
B |
low |
2 |
|
(44) |
Analysis methods for structural repairs |
Page 72 |
B |
moderate |
3 |
|
(45) |
Damping material for dynamically loaded structures |
Page 72 |
B |
moderate |
3 |
10
Future Structural Issues: Composite Primary Structures
The issues and concerns identified by the committee during this study have concerned metallic alloy structures that make up the vast majority of the airframes in the Air Force aging aircraft. However, more-recent aircraft have significant quantities of the flight control (C-17) and primary airframe structures (B-2, F-22) constructed from carbon-fiber-reinforced polymeric composites. The purpose of this chapter is to describe service experience with composite structure—including Air Force and commercial experience with secondary structures and flight control structures as well as Navy and commercial experience with primary structure—and to recommend potential degradation mechanisms and actions to monitor and evaluate the aging of composite structures in the future.
APPLICATIONS AND SERVICE EXPERIENCE
Secondary Structures
The application of polymeric composites has been an evolutionary process, with increased use as materials and processing technology matured and program needs dictated their use. First-generation, glass-reinforced composites, in the form of thin-face sheet honeycomb sandwich constructions, have been in general use for secondary structures (i.e., wing-to-body fairings, fixed-wing and empennage cover panels, and secondary control surfaces) on Air Force and commercial transport aircraft since the 1960s.
During the 1970s, the commercial availability of carbon and aramid fibers, the performance enhancements made possible by weight savings, and uncertainty in fuel supply and costs provided an impetus for the development and application of structural composites for airframe applications. The Air Force conducted much of the pioneering research in materials, processes, and design of composite structures leading to the application of composites in secondary and flight control structures on the F-15, F-16, and B-1B. The materials used for these components included largely unmodified amine-cured epoxy resins (e.g., TGMDA/DDS) reinforced with aramid (Kevlar® 49), carbon (e.g., Amoco T-300, Hercules AS-4), and E-glass fibers. Structures were generally thin 0.6- to 1.5-mm (0.024- to 0.060-in.) facesheets co-cured or secondarily bonded to composite or aluminum honeycomb core.
At about the same time, the commercial industry became interested in the application of composite structures. To encourage the use of composites in commercial production applications, NASA conducted technology development and flight service programs, including design, certification, and use in airline service. Carbon/epoxy, aramid/epoxy, and aramid-carbon/epoxy and glass-carbon/epoxy hybrid composites were first used on a production scale in the early 1980s for the generation of aircraft that included the Boeing 757, 767, and 737-300; Airbus A310 and A320; and McDonnell Douglas MD-80 series. Applications included secondary structures such as fairings, fixed-wing and empennage cover panels, and engine cowlings, as well as primary flight controls such as ailerons, elevators, rudders, and spoilers. The number of aircraft involved and the high use rates of commercial aircraft has led to a great deal of service experience with composites in commercial aircraft applications. For example, NASA has conducted flight service evaluations of 350 components with over 5.3 million total flight hours (Dexter and Baker, 1994).
In general, the service experience with composites indicates that damage occurs because of discrete sources such as impacts, lightning strikes, and handling rather than progressive growth caused by fatigue conditions (NRC, 1996a). The types of damage to composite components include disbonds or delaminations, holes or punctures, cracks, and other damage. An especially difficult maintenance issue resulting from these types of damage is when perforation of the facesheet allows hydraulic fluids, water, and other liquids to move into the honeycomb core.
Primary Structures
Throughout the 1970s and 1980s, the Air Force was instrumental in the development of materials, processes, and design considerations for primary structural applications of polymeric composites. The Air Force has only recently made significant use of composite primary structure on the B-2 and will continue on the upcoming F-22. The Navy and the commercial aircraft industry have limited service experience for primary composite structures on the Navy F/A-18 and AV-8B and on the Airbus A320. The constructions are integrally stiffened carbon/epoxy laminate skin fabricated from
materials similar to the first-generation materials previously used for secondary structure and primary flight controls. The further development of carbon fibers with improved strength and modulus (e.g., Hercules IM7 and Toray T-800H) and high-performance and toughened matrix polymers has led to application on the Boeing 777 empennage to expand the primary structural applications.
Guidance for the selection, design, and analysis of composite structures for polymeric composites have been developed over the past 25 years (Whitehead et al., 1986; Vosteen and Hadcock, 1994). These methods, forming the basis for MIL-HNBK-17 (DOD, 1994), are based on static ultimate strength considerations and the effects of three primary structural degradation mechanisms:
-
Impact damage. To verify impact tolerance, the structure is subjected to a low-velocity impact prior to the fatigue testing to substantiate inspection intervals and performance for the life of the structure under barely visible impact damage criteria.
-
Mechanical fatigue. Fatigue is not generally a significant damage mechanism in fiber-dominated composite structures that meet impact damage tolerance requirements described above (Jeans et al., 1980). Components that experience significant interlaminar or out-of-plane loading can be susceptible to fatigue damage.
-
Humidity (or fluid) exposure. Design properties based on coupon tests are typically generated in a fully saturated humidity condition (85 percent relative humidity). Real-time exposures, using flight service components and ground exposures, have verified this approach (Dexter and Baker, 1994).
Consideration of these degradation mechanisms and the use of structural design verification testing, with evaluations on scales from coupon level to full scale, have successfully offset the limitations of design analysis methods in terms of prediction of interlaminar stresses, damage initiation, and delamination growth (NRC, 1996b). The final step of this approach is typically a full-scale component fatigue test on an impact-damaged structure.
The limited experience of the Navy and commercial aircraft service with composite laminate constructions used for primary structures has been good. There have been very few occurrences of damage in primary structures, and in the few cases that have occurred, there have been no indications of progressive damage. Potential degradation mechanisms to monitor in the future for composite structural applications include (1) the development of transverse matrix cracking due to mechanical, thermal, or hygrothermal stresses; (2) the growth of impact damage under fatigue loading; (3) the growth of manufacturing-induced damage, especially from fastener installation; and (4) the development of corrosion in adjacent metal structures.
RECOMMENDATIONS FOR LONG-TERM RESEARCH
The committee recommends that the Air Force undertake research to monitor potential deterioration of composite structures and to develop or improve maintenance and repair technologies, especially for composite primary structures. The recommendations are considered long-term research opportunities because they do not specifically support near-term engineering or management actions discussed in Chapter 5.
Recommendation 10-1. Develop, validate, and implement NDE equipment and methods to reliably detect degradative damage of composite structures, especially the development of transverse matrix cracks, impact damage, delamination associated with growth of manufacturing-induced damage around fasteners, moisture penetration near edges, and corrosion of adjacent structure.
The committee recommends that the Air Force evaluate, adapt, and utilize NDE advances to develop methods and equipment capable of evaluating the key composite damage mechanisms. Emphasis should be placed on automated methods, compatible with depot-level application, to perform rapid, wide-area inspections. As described in Chapter 8, the committee recommends a life-cycle approach to evaluate and validate methods that considers detectability and inspectability, full-scale validation, material degradation mechanisms, technique reliability, inspection intervals, and cost. The most promising technologies that are currently available include ultrasonic methods (c-scan, scan imaging, and resonance techniques) and thermal methods (large-area impulse heat technique). There have been significant advances in automated inspection methods for production and in-process inspection of composite structures that could be adapted to the depot environment.
Recommendation 10-2. Develop tools and guidelines to standardize bonded repair methods for composite structures.
Occasionally, temporary or permanent repairs of composite honeycomb structures can be performed by bonding or bolting a sealant-coated metal or precured composite overlay over the damage. However, most permanent repairs are accomplished with room-temperature curing wet lay-up, precured patch, and elevated temperature prepreg repair techniques. The Air Force has a unique capability, as described in Chapter 8, in the area of laminated composite patch repairs for metal structures. The techniques and tools developed for the design and evaluation of repair of aged metallic structures should be extended and validated for composite structures.
Perhaps the most pressing problem in patch repairs of composite structures is that the structures are fabricated from a large number of resin/reinforcement systems from several
qualified suppliers, requiring the repair depot to stock a variety of repair materials. There is a pressing need to standardize repair materials and processes across the Air Force inventory. The Commercial Aircraft Composite Repair Committee (CACRC) has been formed to address composite service and repair concerns of the commercial aircraft industry. The Air Force should monitor the activities of the CACRC and evaluate the applicability of the recommendations of the CACRC to Air Force aircraft.
Recommendation 10-3. Develop tools and methods for bolted repairs of composite primary structures.
The thicker laminate construction used in composite primary structures, as well as the size and nature of discrete damage from typical aircraft service (e.g., impact damage, lightning attachment damage, delaminations), are not conducive to wet lay-up patch repair technologies. Thin facesheets on honeycomb panels are generally repaired using bonded scarf patches with a scarf taper of 20:1, which, if applied to thicker laminate constructions, would result in the removal of a large amount of undamaged material (Bodine et al., 1994). Much of the emphasis in the development of primary structure repairs has therefore been on fastened, precured composite or metallic splice plates, similar to current bolted repair techniques for metal structure. The issues that must be addressed in these types of repairs include (1) criteria for determining when repairs are required; (2) availability of standardized repair elements; (3) drilled hole quality; (4) ability to restore original strength, durability, and damage tolerance; and (4) ability to match existing contours.
Recommendation 10-4. Evaluate environmentally benign paint removal methods recommended in Chapter 7 for compatibility with polymeric composite substrates.
Composites must be protected by finishes with resistance to fluid penetration and UV degradation. Maintenance of protective finishes represents significant operational costs to the Air Force. The removal of finishes from composites is a slow and expensive process. Because chemical strippers attack the polymer matrix, finishes generally are removed using mechanical abrasion processes. New paint removal processes such as laser, heat, frozen carbon dioxide blasting, and wheat starch blasting are being evaluated. Rapid, low-cost, on-aircraft paint removal techniques are needed to reduce the cost of maintaining composite structures and to preclude damage to the structure.












































