
| This page in the original is blank. |
Emerging Control Structures
ANGELA L. MORAN
U.S. Naval Academy
Annapolis, Maryland
The method by which engineering materials are processed into usable components, structures, devices, or systems is a critical factor in determining the success of industries as diverse as aerospace, automotive, and construction (Wen, 1991). Competence, quality, and reproducibility in manufacturing are essential for the processing of new materials into viable products and for the continued improvement of components made from conventional materials (National Research Council, 1989). Technologically advanced industries manufacture components and systems requiring tight constraints in terms of material properties and parts configuration, yet it is not cost effective to perform quality control after a part is completed.
Additionally, flexible manufacturing practices to produce a number of similar parts utilizing the same equipment would be advantageous so that large inventories need not be maintained nor long lead times required to fabricate modified components. On-line process monitoring with in situ sensors and reactive control systems is required to improve parts quality and product yield and to allow for flexible processing methods. A program to implement real-time sensing and control of spray-formed preform conditions was completed by the U.S. Navy. The objective of the program was to develop sensor and control technology to monitor the critical process conditions and to modify parameters during the spray metal-forming process to produce components with repeatable microstructural quality.
High-deposition-rate spray forming is a new technology under development to reduce the cost and improve the workability and mechanical properties of a spectrum of engineering alloys. In the spray deposition process, a stream of molten metal is atomized by an inert gas, producing a spray of
liquid droplets that are cooled by the gas and accelerated toward a substrate where they consolidate to form a fully dense deposit. Results of prior research indicated that fully dense preforms could be sprayed and roll extruded into nickel alloy piping with properties equivalent to conventionally made piping at substantially reduced costs (Moran and White, 1990). The technology is alloy nonspecific and therefore applicable to a wide range of metallic systems. Currently, however, spray-forming technology is limited to symmetrical shapes and requires trial runs to establish processing parameters. Development of in-process controls to minimize the trial-and-error method for establishing processing parameters would further reduce costs and make spray forming more commercially attractive. More importantly, it would provide a cost-effective means of producing a variety of quality near-net-shaped (requiring little machining to meet final dimensional tolerances) products not now possible with spray forming. Such components could be substituted for higher-priced forgings or lower-performance castings.
The objective of intelligent control is to establish relationships between the primary process parameters and indicators of final parts quality that can be sensed and controlled in real time. These relationships are represented by mathematical models and neural networks. In the intelligent spray-forming system, a fuzzy logic controller monitors the critical process conditions and modifies parameters during the process to produce components with repeatable microstructural quality. The first step in developing the controller was to construct sensors and controls to monitor the effects of several independent process parameters such as melt superheat, metal flow rate, gas pressure, spray motion, spray height, and substrate motion. In the second phase the selected sensors and controls were combined with actuators for integration with the spray-forming equipment, as shown in Figure 1. Laser striping and infrared cameras are used to evaluate preform surface quality during deposition.
The control system is divided into subsystems, including a spray planner, spray modeler, motion planner, run simulator, and run manager. The spray planner and spray modeler use a database of past run experiences and an expert system shell to develop the process recipe for each new run. The run recipe contains the process set points as a function of time. Part motion is defined by the motion planner, which uses information from previous runs to generate a path for the manipulator. The run is simulated by the simulator subsystem so that preform growth and shape can be evaluated before actual execution. Expected values for shape, surface condition, and temperature are utilized by the run manager to guide the process during the actual spray-forming run. Sensor data are used by a fuzzy logic-based intelligent controller to make adjustments to primary process parameters such as atomization gas pressure, droplet flight distance, and melt flow rate. These adjustments are made in small increments, and sensor feedback determines whether appropriate responses are obtained in the process. The goal is to maintain a quasi-
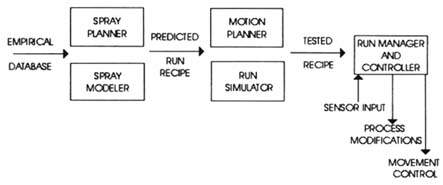
FIGURE 1 Schematic of the intelligent spray-forming control system.
static process state in which appropriate deposition-layer thickness and temperature result in a fully dense preform with a fine equiaxed grain structure.
The spray collector uses hydraulic actuators and has five axes of motion, including withdrawal, spray height, wrist roll, wrist pitch, and tool roll. Asymmetric components such as hemispheres and tapered tubes can now be produced via spray forming. In addition, a detailed empirical process database has been developed that includes all monitorable process conditions such as alloy type, microstructural quality, and preform soundness.
To optimize spray forming in terms of the microstructure and properties of a product, it was necessary to model the process. This was done by dividing the complete sequence of events into six discrete steps or submodels (Mathur et al., 1989, 1991) that address atomization, the spray, droplet consolidation, preform shape, solidification in the preform, and development of the microstructure. Collectively, the submodels constitute an integral model of the process since the output from one stage is used as the input to another stage down the line. The atomization model is used to predict droplet size distribution in the spray as a function of the spray-forming process parameters. The spray model is a mathematical model that describes the metal spray and predicts the condition of the spray upon impact with the substrate.
The modeling results suggest that, under normal operating conditions, approximately 50 to 70 percent of the spray is solidified during flight in the form of fully solid and partially solid droplets. This mode of solidification occurs at high cooling rates (>104°C/sec) and results in a fine-scale microstructure in the solidified and partially solidified droplets that arrive at the deposition surface. Droplet consolidation occurs when a mixture of solid, mushy, and liquid droplets from the spray impact the deposition surface. Only a portion of the droplets stick to the surface and contribute to the growth of the deposit; this proportion is termed the sticking efficiency, which exerts a major influence on the yield, shape, and microstructure of spray-formed de-
posits. The droplet consolidation model predicts the sticking efficiency as a function of the spray condition at impact and the preform surface condition. The optimal strategy to maximize yield is to raise the fraction of liquid on the preform surface close to 50 percent as soon as possible in the run and then maintain it at this value throughout the process. The shape model dynamically predicts the evolution of the shape of the part for various substrates and spray configurations, while the solidification model utilizes heat transfer analyses to anticipate the preform liquid fraction as a function of temperature change. The size of the grains in the microstructure in spray cast deposits is computed from the microstructure model (Moran et al., 1994).
To produce high-quality spray-formed parts consistently, correlations were made between the input process parameters and the final part quality. Emphasis was placed on an empirical form of modeling to fully understand the spray-forming process. This effort was accomplished through advanced sensing techniques such as laser striping and infrared photography as well as neural networks, which are used as a tool to help define the relationship between spray-forming process parameters and quality. Specifically, an artificial neural network was trained with actual operating data and designed to mimic the problem-solving process exhibited by the human operator and later tested with hypothetical data. Neural networks accurately predict trends in spray-forming process outputs based on variations in process inputs. Like the biological neuron in human thought processes, processing elements (PEs) in a neural network receive inputs from many other PEs and send outputs to many others. These inputs are usually weighted, combined by simple summation, and then analyzed by a transfer function in the PE (Webster, 1991). The neural networks are used to define the spray-forming process parametric limits utilized by the fuzzy logic controller to monitor and adjust the process in real time, thus assuring optimal parts quality (Payne et al., 1993). Graphs generated by the neural network prediction help define the optimal operating region for the spray-forming process and indicate the effect of changing input process parameters on final parts quality.
In summary, intelligent control techniques have been applied to the spray-forming process, which has significant metallurgical and economic benefits but requires sophisticated control technology to achieve the level of reliability and reproducibility required for widespread commercialization. Process models and artificial neural networks suitable for such control have been developed. Critical process parameters can be sensed and controlled via a fuzzy logic controller that identifies and implements parametric actions based on process conditions to assure parts quality.
Acknowledgment
This work was a cooperative effort performed in conjunction with the Naval Surface Warfare Center, Drexel University, and MTS Corporation.
References
Mathur, P. C., D. Apelian, and A. Lawley. 1989. Analysis of the spray deposition process. Acta Metallurgica 37(2):429–443.
Mathur, P. C., S. Annavarapu, D. Apelian, and A. Lawley. 1991. Spray casting: An integral model for process understanding and control. Material Science and Engineering A142: 261–276.
Moran, A. L., and D. R. White. 1990. Developing intelligent control for spray forming processes. Journal of Metals 42(7):21–24.
Moran, A. L., D. Apelian, and A. Lawley. 1994. Intelligent spray forming Pp. 115–129 in Proceedings of the 41st Sagamore Conference, Plymouth, Mass., W. N. Roy and S. M. Walsh, eds. Watertown, Mass.: U. S. Army Materials Directorate.
National Research Council. 1989. Appendix B: Processing. Pp. 224–234 in Materials Science and Engineering for the 1990s: Maintaining Competitiveness in the Age of Materials. Washington, D. C.: National Academy Press.
Payne, R. D., R. E. Rebis, and A. L. Moran. 1993. Spray forming quality predictions via neural networks. Journal of Materials Engineering and Performance 2(5):693–702.
Webster, W. P. 1991. Artificial neural networks and their applications to weapons. Naval Engineers Journal 103(3):46–59.
Wen, S. 1991. An intelligent path to quality—process monitoring and control. Journal of Metals 43(1):10–12.
Design and Applications of Optical Fiber Sensors
KENT A. MURPHY
F & S, Inc.
Blacksburg, Virginia
Fiber sensors have found numerous industrial, military, and civil applications in the past decade, including transportation systems, such as aircraft, spacecraft, and automobiles; power generation and distribution systems; and civil structures, such as bridges, buildings, and dams. These sensors possess small size and high sensitivity, are immune to electromagnetic interference, and can be easily embedded or attached to structures to provide online monitoring of strain, temperature, and other parameters. For example, typical communication-grade silica optical fiber will survive up to 900°C when coated with gold, and sapphire optical fiber will survive up to 2000°C. F&S has demonstrated measurements of strain and temperature up to 1750°C with sapphire fiber extrinsic Fabry-Perot interferometers. These sensors also enable measurements in very harsh environments not previously accessible with existing technology. For example, F&S has measured strain on the magnets in large accelerators that produce 4-tesla magnetic fields in liquid helium, as well as inside magnetic resonance imaging systems.
While fiber optic sensor research has been going on for a long time, turning these sensors into commercial products still remains the largest challenge. There are many very complicated fiber optic sensors that are great research tools but are not likely to be viable commercial products. The challenge we face at F&S is in moving these interesting research projects into more developed products and then to commercially off-the-shelf systems.
F&S's initial product was a fiber optic strain sensor called the extrinsic Fabry-Perot interferometer (EFPI), which has been shown to be an excellent choice for both surface-attached and embedded strain measurement applications. It possesses all of the advantages of fiber optic sensors and has the
added advantage of being sensitive only to axial displacements, as opposed to intrinsic fiber optic strain gauges, which exhibit sensitivities to all six states of strain. The EFPI is a displacement measurement platform capable of quantitative measurements of displacements. These displacements can be produced by a structure under load, in which case the attached or embedded EFPI is a strain gauge. If the EFPI is surrounded by a tube that changes its properties as a function of temperature, the EFPI becomes a temperature sensor. If an EFPI is coated with palladium, it makes a very sensitive hydrogen sensor because palladium changes its length as a function of hydrogen. Coating the EFPI with magnetostrictive material makes it possible to measure magnetic fields since it changes its length as a function of the field strength. A magnetostrictive material-coated EFPI has been embedded into an uncured polymer material for the purpose of measuring cure state. An external magnetic field is applied to the EFPI to modulate the sensor length internally. The stress-strain relationship of the EFPI sensor inside the polymer material can be used to determine the cure state. It is also possible to get a very accurate viscosity measurement with this type of sensor, for example in oils in large heavy equipment, where it is important to measure the viscosity of the oil as it is being used. The optics and the electronics that support each of these types of EFPI sensors are very similar.
Commercializing a product requires consideration of the tradeoffs, such as great resolution versus high speed. In meetings on how to improve a particular system, the engineers in the room all want to make it faster, make it do more, and add more knobs to the front. The critical question, however, is ''Isn't it a better system if it sells more?"
It is also important to think about the end user. If you want to sell a lot of sensors, you have to sell them to people who use them every day. For example, conventional strain gauges are on a small polyimide patch. Initially, F&S's fiber optic strain gauge looked like a thin strand of glass, and the user had no idea what to do with it. As a result, we had to go back and package the tiny little sensor in a very large patch that looks just like a conventional strain gauge, and now it is starting to sell more.
Current Research and Applications
Some of F&S's current research is in the following areas:
- Chemical and biological sensors. Such sensors are useful for measuring different chemicals that are produced during certain processes. They also are useful for identification purposes, such as measuring very quickly the content of blood in an emergency room setting (from 4 hours to parts per trillion sensitivities in less than 2 minutes), or for detecting and identifying chemical and biological weapons.
- Microelectromechanical systems (MEMS) and ionic self-assembled monolayer systems. The MEMS device consists of a pump about the size of a pencil eraser that moves fluids around for a chemical and biological sensor. The self-assembled monolayer coatings allow for the build up of specific types of coatings, one molecular layer at a time. It is possible to modify the internal workings of one of these pumps and change the wall parameters as a function of space and get some very effective coatings on those particular devices.
- Measuring displacements on works of art. In the Sistine Chapel, for example, cracks in the frescoes open during the day and close at night due to temperature and humidity changes. Because the sensors are the size of a human hair, they are virtually invisible.
- Evaluating different bridge structures. One concept being tried is replacing bridge deckings with aluminum or polymer matrix composite structures instead of using very heavy, labor-intensive steel reinforcement rods. Sensors are used to take measurements of these structures during their lifetimes.
In conclusion, fiber optic sensors offer the opportunity to measure many different things, from physical parameters such as strain, temperature, and pressure to chemical and biological materials. These sensors are being used to 1) improve the fabrication process of materials and structures, 2) perform some type of nondestructive evaluation of the finished product, 3) become part of a sophisticated in-situ health monitoring system, and 4) perform as the nervous system of future smart structures.
Process Control for Chemical Production: An Industrial Success Story
BABATUNDE A. OGUNNAIKE
E. I. du Pont de Nemours and Co.
Wilmington, Delaware
The chemical process—a single processing unit or combinations thereof used to convert raw materials and energy into finished product—is operated on the basis of the following three broad objectives: (1) process and operator safety must be assured, (2) specified production rates must be maintained, and (3) product quality specifications must be met. Chemical processes are, by nature, dynamic, meaning that their variables are always changing with time. To achieve these objectives, there is a need to monitor and be able to induce change in those key process variables that are related to safety, production rate, and product quality. This dual task of monitoring process condition indicator variables and inducing change in the appropriate process variables in order to alter process conditions favorably is the job of the process control system. Process control is that aspect of engineering concerned with the analysis, design, and implementation of control systems that facilitate the achievement of the stated objectives of safety, production rate, and product quality.
The chemical process industry as a whole is a very broad and diverse industry with various major segments such as oil/gas/petrochemicals, specialty/commodity chemicals, and food/pharmaceuticals/agrochemicals, among others. Furthermore, the processes typically encountered in each segment have distinct characteristics. Within the petrochemicals segment of the industry, the most significant distinguishing characteristics are: (1) similarities between corresponding processing units (i.e., a catalytic cracking unit at an Exxon refinery will be similar to one at a Shell refinery); (2) large-volume, mostly continuous operations, wit infrequent startups and shutdowns; (3) strict environmental regulations and constraints; and (4) relatively slim profit margins.
Within the specialty chemicals segment, the distinguishing characteristics are (1) significant diversity in the overall process types and processing units (for example, unlike catalytic cracking units, there is no typical polymerization reactor: there are simply too many different polymerization mechanisms and reactor options); (2) medium-volume, continuous, batch, or semi-batch operations with frequent startups and shutdowns; (3) very strict environmental regulations and product demands; and (4) average profit margins. The food/ pharmaceuticals/agrochemicals segment is mostly characterized by: (1) an even greater amount of diversity in processes and processing units; (2) relatively low-volume, almost exclusively batch operations; (3) the strictest government regulations; and (4) much higher profit margins although typically accompanied by generally higher research and development costs.
This breadth and diversity inherent in the chemical process industry affects how process control is practiced, distinguishing chemical process control from control practiced, for example, in the aerospace industry. In the latter, the control system designed for a prototype of the Boeing 777 can essentially be replicated for future productions; such replication of a successful specific control system design is rendered virtually impossible in the chemical industry by virtue of its breadth and diversity.
Across virtually all sectors of the chemical process industry, however, the current state-of-affairs is dictated by a universal drive for more consistent attainment of high product quality, more efficient use of energy, and an increasing awareness of environmental responsibilities (Miller, 1994). These factors have all combined to impose far stricter demands on control systems that can be routinely and consistently met by traditional techniques alone. A historical perspective on the evolution of chemical process control theory and practice essential for a proper appreciation of this current state of affairs.
A Historical Perspective
Prior to the 1940's, most industrial chemical processes were controlled manually by skilled operators. This is because the product and process demands were not too strict, the processes themselves were not too complex, and hence, the task required of the control system was easy enough to accomplish by manual control. By the early 1950's, production volume demands had increased; process operation mode had shifted more towards continuous as opposed to batch at the same time that the process interconnections were becoming more complex, hence, there was a more compelling need for automation. This need was met by the introduction of basic feedback control. From the early 1960's onward, with increased process and product demands (increased production volume demands coupled with tighter product quality specifications, increased stringency in environmental regulations, etc.) and even more complex process interconnections with energy integration, novel
designs, and operation strategies, the tasks required of the control system became more challenging, creating the need for more sophisticated techniques. Fortunately, the 1960's also brought the advent of the digital computer, without which none of the sophisticated techniques developed during this period could have been implemented.
Model Predictive Control
In the 50-year period since the end of World War II, the success story of process control practice in the chemical industry is, arguably, model predective control (MPC)—a computer control scheme that utilizes an explicit model of process dynamics in conjunction with optimization techniques for the effective control of multivariable, poorly understood, difficult-to-model industrial processes that are subject to multiple constraints (Garcia et al., 1989). Originally developed entirely in industry, MPC as a class of control schemes has enjoyed such remarkable success and popularity that it is currently the most widely utilized of all the so-called advanced control methodologies in industrial applications (Ogunnaike and Ray, 1994). Yet, nearly 20 years after its development and its first application in industry was made public (Cutler and Ramaker, 1979), a rigorous theoretical basis for the technique is only now beginning to emerge (Rawlings and Muske, 1993; Morari and Lee, 1997).
Even though the various specific versions of MPC techniques differ in implementation details, they all share the same main structural elements. At the current time k (see Figure 1), a process model is used in conjunction with available process measurements to predict the future process output behavior over a prespecified (prediction) horizon of length p, in response to a sequence of m moves in the manipulated inputs. An optimizer is employed to find the particular sequence of manipulated input moves {u(k), u(k+1),…, u(k+m-1)} that will cause the predicted process outputs to follow the desired behavior as closely as possible, subject to constraints in the inputs and outputs. Only u(k), the first control move in the computed sequence, is implemented on the real process at the current time instant k. At the subsequent time instant (k + 1), the time horizons are shifted forward by one step and the entire procedure repeated in what is typically referred to as a moving horizon (or receding horizon) formulation. Commercial software packages are now widely available from control system software vendors for implementing MPC on host computers. Since the late 1980's it has become possible to implement these schemes on various distributed control systems that are now routinely available in most modern plants.
In addition to the applications reported in the pioneering publication by Cutler and Ramaker, many other applications of MPC to industrial processes have been reported in the open literature. A recent review of a representative sample of these applications is available in Richalet (1993). A specific ex-
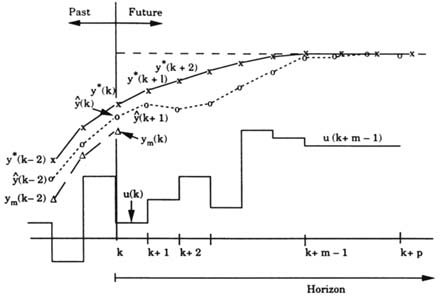
FIGURE 1 Example of elements in model predictive control: x——x; reference trajectory, y*, o- - - -o: predicted output y^; ∆— —Δ: measured output, ym; ——: control action, u. Source: Reprinted with permission from Oxford University Press (Ogunnaike and Ray, 1994).
ample of an application to the control of an industrial terpolymerization reactor (taken from the author's own personal experience) is available in Ogunnaike (1994). In this example, by employing the MPC technique, the overall quality of the terpolymer product manufactured in an evaporatively cooled, continuous stirred tank reactor, was significantly improved.
Despite (or perhaps because of) its remarkable industrial success, MPC remains an active area of research. Initially, the somewhat unconventional form of the original MPC formulation made theoretical analyses almost impossible. With the subsequent state-space reformulation, many advances have been made since in MPC theory and implementation, particularly with respect to such critical issues as feasibility, stability, robustness, and nonlinear extensions.
Frontiers in Process Control
The ever increasing stringency of the demands in the global marketplace, the trend towards more efficient utilization of existing assets rather than capital expenditure, the emergence of new manufacturing sectors creating novel
process operation challenges that are difficult to meet with currently available control technology—these are some of the factors motivating current process control research along many fronts, ranging from control theory on one extreme to control systems implementation technology on the other. Some of the most important frontiers of these research efforts include:
- Instrumentation
- Integrated process and control system design
- Process modeling, simulation, and optimization
- Controller design (theory and implementation technology)
- Process and controller performance monitoring and diagnosis.
Some recent breakthroughs and other works-in-progress in these selected frontier areas are summarized below.
Instrumentation
- "Soft" sensors. Software-based systems (typically neural networks) for on-line inference of critical process properties available only off-line, or not at all; "virtual" analyzers developed to replace (or augment) laboratory analyzers.
- "Smart" sensors. Hardware devices with installed (microprocessor-based) computing power that can execute simple maintenance and diagnostic functions.
- Fieldbus technology. A bi-directional digital communication link between control systems and attached "smart" digital field devices; can communicate large volumes of complex process and device data; can certify and correct measurement errors, etc; allows control procedures to be performed at field device level; makes possible vendor-independent interoperability among devices; set to replace centralized control networks with truly distributed ones. Current status: First test carried out in 1993 (BP Research, Sunbury site); multivendor field trial completed in July 1997 on a combustion plant in Nagoya, Japan.
Integrated Process and Control System Design
- Design for operability. Mathematical programming approaches for assessing dynamic operability—the ability of a process plant to guarantee high product quality (low variability); quantifying trade-offs between economics and dynamic operability, providing an objective systematic procedure for discriminating between competing designs.
- Taguchi methods. Statistical design techniques for selecting free design parameters to make a process intrinsically robust to the propagation of disturbances such as variabilities in the raw material characteristics or ambient operating conditions.
Process Modeling, Simulation, and Optimization
- Integrated modeling environment. Novel modeling language and paradigm for ensuring model consistency across various applications; novel equation solving techniques.
- Process visualization. Software systems for visual representation of process operation from various perspectives.
- Production planning and scheduling. Novel (global) optimization techniques for coordinating activities across multiple production, storage, and distribution facilities.
Controller Design (Theory and Implementation Technology)
- Model predictive control. Theoretical foundations and extensions; development of effective techniques for simultaneous model identification and control.
- Intelligent control. Knowledge-based controllers with higher degrees of autonomous operation; control systems emulating human mental faculties of adaptation, learning, decision making under significant uncertainty, etc.
- Novel man/machine interfaces. Application of techniques from computational and cognitive sciences, neurophysiology, and information theory for the design of interfaces connecting the human operator with increasingly complex processes and associated sophisticated instrumentation.
Process and Controller Performance Monitoring and Diagnosis
- Fault detection and diagnosis. Statistical techniques for plant-wide process performance monitoring; control loop performance monitoring; diagnosis and recommendations for improvement.
- Abnormal situation management. Knowledge-based techniques for "smart" alarming and providing guidance to the human operator for timely and effective decision making under abnormal process operating conditions.
- Data-based modeling and analysis. Information theory-based approaches for on-line process behavior analysis and adaptive modeling.
Summary and Conclusions
The chemical process industry is broad, diverse, and continuously evolving. The processes are becoming more complicated, the operating requirements are more stringent, and to meet all the objectives of safety production rate and product quality in such an environment requires control systems that are far more effective than ever before. Model predictive control has been one of the most influential advances of the past 50 years; other advances
currently in use or under development will also have significant impact on the future success of the chemical industry.
References
Cutler, C. R., and B. L. Ramaker. 1979. Dynamic matrix control: A computer control algorithm. Presented at the American Institute of Chemical Engineers (AIChE) National Meeting, Houston, Texas, April 1–5.
García, C. E., D. M. Prett, and M. Morari. 1989. Model predictive control: Theory and practice—A survey. Automatica 25(23):335–348.
Miller, J. A. 1994. Impact of global economy on new directions for the competitiveness of the chemical industry. Plenary paper presented at the Foundations of Computer-Aided Process Design (FOCAPD '94) Conference, Snowmass, Colo., July.
Morari, M., and J. H. Lee. 1997. Model predictive control: Past, present, and future. Plenary paper presented at the Process Systems Engineering/European Symposium on Computer-Aided Process Engineering (PSE/ESCAPE '97) Conference, Trondheim, Norway, May.
Ogunnaike, B. A. 1994. On-line modeling and predictive control of an industrial terpolymerization reactor. International Journal of Control 59(3):711–729.
Ogunnaike, B. A., and W. H. Ray. 1994. Model predictive control. Pp. 991–997 in Process Dynamics, Modeling and Control. Oxford: Oxford University Press.
Rawlings, J. B., and K. R. Muske. 1993. The stability of constrained receding horizon control. Institute of Electrical and Electronics Engineering (IEEE) Transaction on Automatic Control 38:1512–1516.
Richalet, J. 1993. Industrial applications of model based predictive control. Automatica 29:1251–1274.
| This page in the original is blank. |


















