
3
Technology Status
PREVIOUS APPLICATIONS OF SUPERCRITICAL WATER OXIDATION TECHNOLOGY
Since SCWO was invented in the early 1980s, the technology has developed from bench-scale discovery to significant pilot-scale demonstrations and one current and several pending full-scale operations. Although using SCWO for treatment of a wide variety of wastes, ranging from hazardous waste to sewage sludge, has been tested on a laboratory scale, pilot-scale testing for the treatment of more complex wastes (e.g., heterogeneous wastes, wastes containing high concentrations of heteroatoms that generate salts, and corrosive wastes) has been limited. Wastes characterized by high salt or salt producing content and corrosivity during treatment have presented significant technological challenges.
Three basic reactor configurations and two approaches to temperature and pressure reduction after reaction at supercritical conditions have been developed. The three basic reactor configurations are tubular (Gloyna and Li, 1997), vertical cylindrical (General Atomics, 1995, 1997a, b), and transpiring wall (Haroldsen et al., 1996). All reactor configurations mix the reactants (waste, supplemental fuel [if required], and oxidant) at the entrance or in the uppermost zone of the reactor. Tubular reactors utilize relatively small-diameter high pressure tubing with long lengths (about 3 cm diameter × 36 m) to achieve the required residence times for reaction. The long reactor lengths typically are achieved through horizontal orientation with several passes (i.e., U-bends) or spirals. The narrow inner diameter and bends in these configurations make them less desirable for systems at pressures of approximately 275 bar and with high salt loadings because of the presence of a solid salt phase and the possibility of salt deposition and plugging.
Vertical cylindrical reactors consist of larger-diameter (about 9 to 25 cm diameter) vertical pipes with solid walls designed to meet the pressure and temperature requirements of the process. Larger diameters allow shorter reactors (about 2 to 5 m) to achieve the required residence times for reaction. Turbulence and downflow operation facilitate the transport of solids out of the reactor. Designing the nozzle for injecting fluids into the reactor and designing the entrance region are important for controlling solids adhesion in the reactor. (The design of the nozzle is considered proprietary technology.)
A transpiring wall reactor consists of a vertical cylindrical configuration with an inner wall containing embedded channels through which clean water flows into the reactor ( Figure 3-1 ). The embedded channels are created by assembling multiple layers of perforated sheets into a single cylinder (referred to as a “platelet ”). A larger diameter pipe (referred to as a “plenum”) surrounds the platelet to distribute the water to the platelet channels. The purpose of the water flowing through the platelet is to provide a boundary layer of lower salt content and lower temperature along the inner surface of the reactor to reduce solids adhesion and corrosion. However, because reaction constituents can diffuse through the boundary layer, materials of construction must be carefully selected for a severe, although potentially somewhat less, corrosive environment. This reactor configuration also requires balancing the pressure and water distribution through the wall in three zones along the length of the reactor, which adds operational complexity to the overall system. The inner diameter and length of the transpiring wall reactor are similar to vertical cylindrical reactors.
Temperature and pressure reduction after reaction at supercritical conditions has been achieved through a sequence of additions of quench water at high pressure, followed by heat exchange at high pressure to further reduce temperature, and finally, pressure relief through pressure reduction valves or capillaries. Multiphase flow is present through most of the process because of entrained gases and residual solids at subcritical conditions. The quench water, which is used to reduce the temperature to below supercritical conditions and resolubilize salts that were insoluble at reactor conditions,
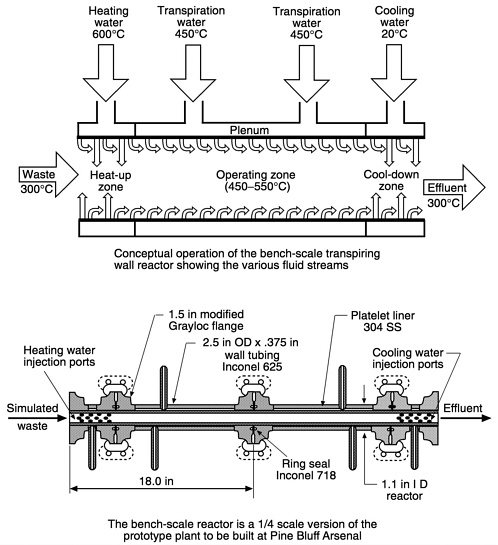
FIGURE 3-1 Schematic diagram of a transpiring wall reactor. Source: Adapted from Haroldsen et al., 1996.
is added at the exit end of vertical cylindrical reactors and transpiring wall reactors. However, less water is needed at the exit of a transpiring wall reactor because water has been added to the process through the reactor wall to maintain the surface boundary layer. Subsequent heat exchange is accomplished either with or without heat recovery. The materials of construction for pressure reduction valves must be carefully selected because of the corrosivity and erosivity (from residual entrained solids) associated with the process stream. Pressure reduction capillaries consist of long lengths (e.g., 3 to 25 m) of parallel narrow diameter (about 1.0 to 1.4 mm internal diameter) tubing sized so that wall friction and other frictional losses result in sufficient pressure reduction. A model for the design of capillaries for two-phase (liquid and gas) flow has been validated for SCWO application (General Atomics, 1995).
Tables 3-1 and 3-2 present a summary of the waste types and operational characteristics of prior, current, and planned uses of SCWO technology at pilot scale or larger. The majority of testing to date at pilot scale has been for limited technology demonstration intervals. Primary distinguishing features of each facility or demonstration are waste composition, process scale, reactor design, (tubular, vertical cylindrical, or transpiring wall), oxidant (air, oxygen or hydrogen peroxide), and
TABLE 3-1 Summary and Comparison of the Newport Chemical Agent Disposal Facility (NECDF) with Pilot Testing and Full-Scale Operation of SCWO Treatment Processes to Date
|
Project name |
NECDF Projected Characteristics |
Hydrolysate Test GA Vertical Reactor |
Surrogate Test Vertical Reactor |
Air Force Propellant Test |
Industrial Wet Oxidation (SCWO) for Waste and Low Grade Fuels |
|
Sponsor |
PMATA a |
PMATA |
PMATA |
Air Force |
U.S. DOE |
|
Waste characterization |
hydrolysate, pH 14, 2,500 Btu/lb, Na salts of EMPA, MPA, thiols |
drained agent hydrolysate, pH 14, 4,300 Btu/lb, Na salts of EMPA, MPA, thiols |
ethanol, kerosene, DMMP, MPA, 11.6–15.1 wt% Na2SO3, 8.8-11.5 wt% NaHPO4CH2O |
hydrolyzed class 1.1 rocket propellant, 0.1–6 wt% slurry |
synthesized waste of chlorinated hydrocarbon, NaCl, Na2SO4, isopropyl alcohol, NaOH added to neutralize acid |
|
Flow of waste |
4 gal/min, 2,092 lb/h |
equivalent to 0.15 gal/min of 2,500 Btu/lb; 44 lb/h of 4,300 Btu/lb drained hydrolysate |
0.08–0.17 gal/min |
0.3–0.38 gal/min |
0.22 gal/min |
|
Oxidant |
oxygen |
air |
air |
oxygen |
air |
|
Oxidation heat release |
5 million Btu/h |
0.19 million Btu/h |
0.19 million Btu/h |
0.1 million Btu/h |
160,000 Btu/h |
|
Salt characteristic in reactor |
Na2SO4 NaH2PO4 |
Na2SO4 NaH2PO4 |
Na2SO4 NaH2PO4 |
Predominantly AlOOH and NH4Cl, approx. 1 wt% |
NaCl, Na2SO4 2 wt% |
|
Salt throughput |
360 lb/h |
14.6 lb/h |
12–17.5 lb/h |
9.9 lb/h |
2.2 lb/h |
|
Principal corrosion issue |
high pH due to free NaOH |
high pH due to free NaOH |
no NaOH in these tests |
high pH due to NH3 2,000–7,000 ppm Cl |
chlorides, low pH |
|
Approach to corrosion |
corrosion resistant liner Pt or ceramic |
corrosion resistant liner Ti for test; Pt or ceramic liner for use in NECDF |
corrosion resistant Ti liner for test; Pt or ceramic liner for use in NECDF |
corrosion resistant Ti liner |
alloy 625 reactor, some nozzle failures |
|
Reactor type |
TBD |
downflow cylindrical vertical vessel |
downflow cylindrical vertical vessel |
downflow cylindrical vertical vessel |
reversing flow cylindrical vertical vessel |
|
Reactor nominal dimensions (diameter × length) |
TBD |
4 in × 6 ft |
4 in × 6 ft |
3.4 in × 6 ft |
10 in × 40 in |
|
Operating conditions, T,P |
1,200°F, 3,500 psig |
1,112–1,184°F, 3,400 psig |
1,112–1,256°F, 3,400–3,800 psig |
842–1,076°F, 4,000 psig |
1,085°F, 3,400 psig |
|
Pressure let-down, approach to erosion |
vendor to specify, redundancy is required |
erosion resistant, redundant valve and capillaries |
erosion resistant, redundant valve and capillaries |
erosion resistant capillaries |
redundant valves |
|
Project status |
conceptual design |
complete |
complete |
complete |
complete |
|
Hours continuously run without plugging |
not yet operated |
hydrolysate treatability test: 8 hours |
4 tests, 7+ hours |
25 hrs |
102 hrs but reactor retained 15.8 % of the input salt |
|
Destruction removal efficiency (DREc) or effluent quality (mg TOC/L) achieved |
require < 15 mg TOC/L |
99.98% DRE based on TOC 99.97% DRE based on MPA |
98.8–99.9% DRE for TOC > 99.3–99.7 % DRE for MPA |
> 99.9% DRE based on TOC |
99.97% DRE 1 mg TOC/L |
|
References, reports |
Stone and Webster, 1997a |
General Atomics, 1997b |
General Atomics, 1997a |
General Atomics, 1995 |
General Atomics, 1994 |
|
Project Name |
SCWO Data Acquisition Testing |
Huntsman Chemical |
University of Texas Pilot Plant |
PNNL b |
Sandia National Laboratory |
|
Sponsor |
U.S. DOE |
Huntsman Chemical |
University of Texas |
Batelle PNNL |
U.S. DOE & U.S. Army ARDEC |
|
Waste characterization |
synthesized waste of chlorinated, sulphonated cutting oil, metal acetates of Ca, Fe, Pb, Zn, Ce, NaOH added to neutralize acid |
amines, long chain alcohols (MW 2,000), methanol, 10 wt% methanol equivalent |
thick sludges, amines, ammonia mixtures, pH 12–13, no halogens |
high pH, organics with Na salts, Hanford tank wastes |
3 wt % Na2SO4, 5.15 wt% red dye |
|
Flow of waste |
0.044 gal/min |
5–8 gal/min |
0.5–1 gal/min |
0.13–0.17 gal/min; smaller unit: 0.0044 gal/min |
0.033 gal/min |
|
Oxidant |
air |
oxygen |
oxygen |
none, nitrate in waste |
hydrogen peroxide decomposed to O2 |
|
Oxidation heat release |
approx. 90,000 Btu/h |
2 million Btu/h |
0.4 million Btu/h |
minimal, feed/effluent heat exchanger required |
approx. 3,000 Btu/h |
|
Salt characteristic in reactor |
NaCl, Na2SO4 metallic chlorides |
some trials with Na2SO4, Na3PO4 1 wt% |
oxides from industrial sludges, some trials with Na2SO4, Na2CO3 1–2 wt% |
NaOH becomes carbonates NaNO3 (also the oxidant) |
3 wt % Na2SO4 1.6 wt% equiv, salt in dye test |
|
Salt throughput |
1.5 lb/h |
approx. 25 lb/h, some scaling |
approx. 2.5 lb/h, some scaling |
approx. 10% 7 lb/h |
0.63-1.6 lb/h for salt only test |
|
Principal corrosion issue |
chlorides, salts, metallic chlorides |
confidential to vendor |
variable since many wastes run through this pilot unit |
high pH due to free NaOH; stainless steel sufficient when exposed to reaction products, 200 h in batch autoclave |
salt on wall, effl pH 3.3-5, corrosion of Ni, Mo by salt, O2. observed in stainless steel |
|
Approach to corrosion |
ceramic coated Ti liner; some delamination but performed better than metallic Ti |
confidential to vendor |
Ni alloy tubing |
replacable inner shell vessel made of stainless steel |
radial fluid flow to keep corrosives off reactor wall (i.e., transpiring wall) |
|
Reactor type |
reversing flow vessel |
tubular |
tubular |
dual shell, vertical cylinder |
transpiring wall |
|
Reactor nominal dimensions (diameter × length) |
10 in × 40 in |
diam confidential to vendor, length several hundred ft |
1 in × 120 ft |
1 in ID × 6 ft |
1.1 in × 36 in |
|
Operating conditions, T,P |
1,112–1,148°F, 3,400 psig |
up to 930°F, 4,000 psig |
up to 1,150–1,200°F, 4,000 psig |
662°F, 2,500 psig |
932°F, 3,800 psig, 8–9 sec res time |
|
Pressure let-down, approach to erosion |
redundant valves |
up valve, erosion resistant |
valve, and patented method with capillaries |
staged, multiple drops |
single valve in small system |
|
Project status |
complete |
in commercial operation 3 years |
in operation, various wastes |
complete |
testing completed |
|
Hours continuously run without plugging |
94 hrs total; full reactor rinses (with feed off) req'd at 40 and 80 hrs ~ 13 lb of NaCl remained in reactor |
one week |
hours |
0.15 gal/min 24 hrs; smaller scale several days |
3 hrs, salt deposits can be removed in < 10 min below 662°F |
|
Destruction removal efficiency (DREc) or effluent quality (mg TOC/L) achieved |
99.97% DRE, 2 mg TOC/L |
10 mg TOC/L |
< 10 mg TOC/L |
99% DRE based on TOC 1–10 mg TOC/L |
> 90% DRE based on TOC 100% destroyed for the dye |
|
References, reports |
Stone and Webster, 1996 |
Weismantel, 1996, and pers. com. Roy McBrayer, EWT, 11/6/97 |
plant tour in Austin, Texas (Wade, 1997, and Chowdhury, 1996) |
Battelle, 1996 |
Sandia Report, 1996 |
|
aPMATA = Product Manager for Alternative Technologies and Approaches bPNNL = Pacific Northwest National Laboratory cDRE = destruction removal efficiency Source: Adapted from Stone and Webster, 1997c. |
|||||
TABLE 3-2 Summary and Comparison of Full-scale SCWO Treatment Processes Planned or under Construction as of December 1997
|
Project Name |
Hydrothermal Oxidation |
Hydrothermal Oxidation |
Pine Bluff |
University of British Columbia |
|
Sponsor |
U.S. Navy |
U.S. Navy |
U.S. Army ARDEC |
Noram Engineerings |
|
Waste characterization |
excess hazardous matls., fuels, lubricants, high Btu/lb, mostly non-sticky solids, chlorides |
excess hazardous matls., fuels, lubricants, high Btu/lb, mostly non-sticky solids, chlorides |
80 lb/h of dye, 240 lb/h of water |
plans for pulp mill waste |
|
Flow of waste |
100 lb/h 0.2gal/min |
100 lb/h 0.2gal/min |
0.64 gal/min of slurry |
0.044 gal/min |
|
Oxidant |
air |
air |
oxygen |
oxygen |
|
Oxidation heat release |
2 million Btu/h |
2 million Btu/h |
800,000 Btu/hr |
TBD (to be determined) |
|
Salt characteristic in reactor |
primary non-sticky paint pigments, MoO2 |
primary non-sticky paint pigments, MoO2 |
Na2SO4 |
TBD |
|
Salt throughput |
25 lb/h max |
25 lb/h max |
50.4 lb/h |
max amount to be a few % |
|
Principal corrosion issue |
Cl present in some wastes |
Cl present in some waste |
salt on wall |
TBD |
|
Approach to corrosion |
radial fluid flow to keep corrosives off reactor wall (i.e., transpiring wall), Inconel 600 wall material |
Ti corrosion resistant liner |
Inconel 600 platelet, radial fluid flow to keep corrosives off reactor wall |
confidential to vendor |
|
Reactor type |
transpiring wall |
cylindrical, vertical |
transpiring wall |
tubular |
|
Reactor nominal dimensions (diameter × length) |
4.8 in × 7.5 ft |
7.25 in × 5 ft |
4.8 in × 7.5 ft |
volume 150 in3, dimensions TBD |
|
Operating conditions, T,P |
top 1,350°F; bottom 1,050°F, 3,800 psig, 10 sec res time |
1,157°F, 3,400 psig |
top 1,350°F; bottom 1,050°F, 3,800 psig, 10 sec res time |
slightly above critical conditions |
|
Pressure let-down, approach to erosion |
valve redundancy |
stages pressure let-down valves |
valve redundancy |
pressure regulator |
|
Project status |
units under construction by Foster Wheeler and General Atomics |
units under construction by FosterWheeler and General Atomics |
under construction, operational April 1998 |
scheduled operational date is summer 1998 |
|
Hours continuously run without plugging |
not yet operated |
not yet operated |
rinse planned every 1–2 weeks |
not yet operated |
|
Destruction removal efficiency (DREc) or effluent quality (mg TOC/L) achieved |
project requirement is 99.99% DRE based on TOC |
project requirement is 99.99% DRE based on TOC |
99.99% DRE |
TBD |
|
References, reports |
LaJeunesse et al., 1997 |
Teleconference |
LaJeunesse et al., 1997 |
no reports, info based on Oct 23 and Nov 21, 1997, teleconferences |
|
Source: Adapted from Stone and Webster. 1997c. |
||||
pressure let-down system (valves or capillaries). Most experience to date has been with tubular and vertical cylindrical reactors. Only a single set of tests have been carried out with a transpiring wall reactor. These tests were carried out for a maximum three hour duration with a simulant solution feed to the one-inch diameter reactor. Only one commercial facility (Huntsman Chemical) currently uses SCWO technology for waste treatment. This facility uses a tubular reactor to treat five to eight gal/min of aqueous waste containing alcohols, amines, and relatively low salt content. So far, none of the pilot-scale testing or full-scale applications for other programs include the pH range or salt composition that will be present during treatment of VX hydrolysate. However, the treatment of a waste stream with high solids content (up to ca. 5.9 wt. percent solids) has been successfully scaled up to pilot scale using a vertical cylindrical reactor for the treatment of solid rocket propellants (General Atomics, 1995).
Currently, three prototype systems are under construction. The Office of Naval Research (U.S. Navy) has sponsored a direct comparison of two vendor systems (a Foster Wheeler transpiring wall reactor and a General Atomics downflow cylindrical reactor) for the treatment of shipboard waste (LaJeunesse et al., 1997; Stone and Webster, 1997c), and the U.S. Armament Research, Development, and Engineering Center (U.S. Army) has selected a system with a transpiring wall reactor for the treatment of pyrotechnic munitions at the Pine Bluff Arsenal (Stoddard, 1997). None of these systems is currently operational.
The use of SCWO for the treatment of VX hydrolysate presents significant challenges. To destroy the carbon-phosphorus bond in EMPA and MPA, operating conditions (temperature, pressure, and residence time), combined with a transition from alkaline to acidic composition during oxidation of hydrolysate components, will put severe requirements on the materials of construction to prevent corrosion. In addition, the large amount of inorganic salt-producing elements (phosphorus and sulfur) present in the original VX and sodium (as NaOH) added during the neutralization process means that a high solids content fluid will have to be managed in and downstream of the SCWO reactor. Salts that are insoluble in the SCWO reactor fluid phase have shown a propensity to adhere to the reactor walls causing reactor plugging and eroding the components of pressure let-down systems. These problems have been overcome for other wastes, but the composition of VX hydrolysate is significantly different because of its high solids-producing content and its pH range during treatment. Therefore, a development program specifically for the application of SCWO to VX hydrolysate will be required before the full-scale application of SCWO.
DEVELOPMENT PROGRAM FOR APPLICATION TO VX HYDROLYSATE
Testing SCWO technology specifically for the treatment of VX hydrolysate has been carried out at laboratory scale and pilot scale. 1 Laboratory-scale testing has focused on clarifying the destruction removal efficiency (DRE) for the oxidation of MPA, which is considered the most refractory hydrolysate constituent and is also an intermediate formed during oxidation of EMPA (Gloyna and Li, 1997). Pilot-scale testing has been carried out using a vertical cylindrical reactor for intervals of a few hours using both surrogates for hydrolysate and actual VX hydrolysate produced by neutralizing VX from the stockpile at the process design conditions specified for the Newport facility. The objectives of the pilot-scale testing were (1) to demonstrate DREs at larger than bench scale, (2) to test salt management within the reactor, and (3) to identify potential operational difficulties and problems with mechanical equipment. The following specific tests were carried out to address these objectives (General Atomics, 1997a, b):
-
two campaigns (1.5 hours and 8.25 hours) processing solutions expected to have salt-handling characteristics similar to those of oxidized hydrolysate (August 1996)
-
two campaigns (1.5 hours each) processing VX hydrolysate (August 1996)
-
two campaigns (3 hours each) processing salt simulants (February 1997)
-
one campaign (9.25 hours) processing VX hydrolysate (February 1997)
The results from these testing programs are discussed below.
|
1 |
The distinction between “laboratory scale” and “pilot scale” used in this report is based on the processing rate of hydrolysate (or surrogate feed) relative to the full-scale design. Laboratory-scale or “bench-scale” and pilot-scale testing had processing rates 0.2 percent and 4 percent of full scale, respectively. |
Laboratory-Scale Tests to Establish Methylphosphonic Acid DREs
Bench-scale studies of SCWO for the treatment of VX simulants have indicated that the destruction of MPA is the rate-limiting reaction for the complete oxidation of VX degradation products (Gloyna and Li, 1997). The destruction of MPA is also anticipated to be the rate-limiting reaction for SCWO treatment of VX hydrolysate because the neutralization of VX produces constituents in the hydrolysate that are similar to the initial intermediates formed during SCWO treatment of VX. Thus, bench-scale testing to establish reaction conditions for the treatment of VX hydrolysate focused on the kinetics for the oxidation of MPA.
The specific objectives of bench-scale testing of MPA destruction by SCWO were (1) to determine the DRE for the oxidation of MPA, (2) to evaluate the effect of sodium hydroxide on MPA oxidation, and (3) to develop kinetic correlations for up to 99 percent MPA DRE as a function of process temperature, oxygen content based on the stoichiometric requirement for complete MPA oxidation, and residence time. Pure oxygen was used as the oxidant. Twenty nine cases, 17 without and 12 with sodium hydroxide, were tested. Process temperatures and oxygen contents were 400, 500, 550, and 594°C, and 110, 150, and 200 percent of stoichiometric, respectively. Residence time was varied from 3 to 80 seconds by varying reactor length with a constant feed rate. For test cases with sodium hydroxide, a sodium hydroxide to MPA molar ratio of 2:1 was used, which results in a salt loading of approximately 0.2 wt. percent. This ratio was selected to balance the carbonate ions derived from the oxidation of MPA. Fixed conditions included MPA feed concentration of 1,000 mg/l, feed flow rate of 25 g/min, and operating pressure of 276 bar (4,000 psi). Feed streams were preheated separately to reactor conditions before being mixed so that reaction times were well established; temperature control was maintained by using a small diameter reactor immersed in a fluid sand bed for rapid heat transfer. The Reynolds number in the reactor varied from 3,900 to 5,600.
Sample test results showing MPA DRE without sodium hydroxide and at 200 percent stoichiometric oxygen as a function of temperature and residence time are presented in Figure 3-2 (Gloyna and Li, 1997). DREs greater than 99.9 percent were achieved at 550°C and a residence time of about 15 seconds. The same DRE
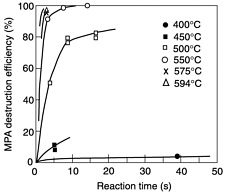
FIGURE 3-2 MPA DRE without sodium hydroxide and at 200 percent stoichiometric oxygen and 27.6 MPa as a function of temperature and residence time. Source: Adapted from Gloyna and Li, 1997.
(> 99.9 percent) was observed with 50 percent excess oxygen content and the same residence time; however, at 10 percent excess oxygen, the conversion decreased to 92 percent. As expected, increased reaction rates were observed with increased temperature. The addition of NaOH to produce alkali reaction conditions yielded ambiguous results. At short residence times, which resulted in high residual MPA concentrations, conversion of MPA was greater when sodium hydroxide was added. However, high DREs were more difficult to achieve when sodium hydroxide was added because (1) the feed MPA concentration was limited by MPA solubility, and (2) MPA concentrations between 1 and 5 mg/l were persistent in the SCWO effluent. It was hypothesized that the low concentrations of MPA remaining in the effluent may have been caused by occlusion in salt particles during treatment.
Analysis of the off-gases produced during these tests indicated the presence of carbon monoxide (about 0.1 percent) and methane (2.1 to 12.3 percent), even when greater than 99.9 percent destruction of MPA was achieved. The presence of sodium hydroxide also appeared to result in greater concentrations of methane in the off-gas. The effect of oxygen concentration in the feed on methane content in the off-gas was not clear.
The presence of methane and carbon monoxide in the off-gas indicates incomplete oxidation and that these constituents are more refractory than MPA. These results suggest that higher temperatures or longer residence times may be required for the complete oxidation of hydrolysate constituents than would be required based on the destruction of MPA. They also suggest that monitoring of both carbon monoxide and methane in the off-gas from a SCWO process may be a sensitive indicator of the overall oxidation efficiency for organic constituents.
The conclusions from the laboratory-scale tests are that high destruction removal efficiency, over 99.9 percent, was possible at a temperature of 550°C or higher, with a residence time longer than 15 seconds and oxygen feed of at least 150 percent of the stoichiometric requirement. This destruction removal efficiency would probably be achievable in the absence or presence of NaOH and salts formed by the reaction. However, the occlusion of refractory intermediates in solids formed during treatment could limit overall DREs.
Pilot-Scale Testing with Surrogates and VX Hydrolysate
Initial VX Hydrolysate Treatability Studies and Testing with Salt Simulants (August 1996)
Pilot-scale testing with simulants and treatability studies with VX hydrolysate were carried out at the General Atomics pilot facility in August 1996. A flow plan of the pilot-scale reactor system as configured for the August 1996 tests is shown in Figure 3-3 (General Atomics, 1997a). The reactor was a vertical, titanium-lined cylindrical reactor of 10 cm (4 in) internal diameter and 1.8 m (6 ft) length. The pressurized waste feed was injected at the reactor top along with compressed air to ensure vigorous mixing at the top of the reactor. Diluent water and fuel were also injected, as needed, at the top of the reactor. The system was operated at a flow rate that provided approximately 30 seconds mean residence time (i.e., average linear velocity through the reactor of 0.06 m/s [12 ft/min]) although the mixing characteristics and
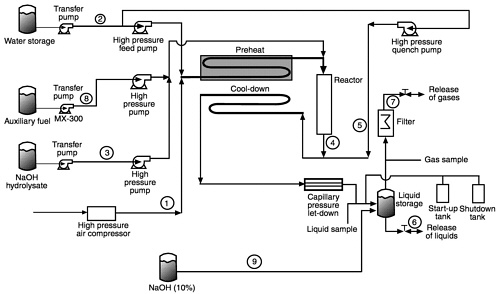
FIGURE 3-3 Simplified SCWO process flow diagram for pilot-scale testing with salt simulants and VX hydrolysate treatability studies (August 1996). Source: Adapted from General Atomics, 1997a.
residence time distribution in the reactor have not been determined. Temperature and pressure reduction after exiting from the reactor were achieved by quenching with 0.26 kg/min of clean water followed by cooling through a heat exchanger and then pressure let-down through capillaries.
The initial system demonstration was carried out using a heating value simulant (40 wt. percent ethanol) for one hour followed by an aqueous salt simulant (15.1 wt. percent Na2SO3, 11.5 wt. percent NaH2PO4•H2O, and ethanol added, as necessary, to maintain reactor temperature) for 1.5 hours. (Sodium sulfite was used to prepare the simulant solution because sulfate was not adequately soluble in the presence of high Na+ concentrations. Sulfite was expected to be rapidly oxidized to sulfate in the reactor.) The total feed rate was 0.5 kg/min (135 g/min salt) with reactor operating conditions of 600°C and 247 bar (3,600 psig). No indications of salt plugging were observed.
After the initial system demonstration, two VX hydrolysate campaigns of 1.5 hours were carried out. During each campaign, steady-state operations with hydrolysate feed were achieved for about 30 minutes. The total feed rates for the first and second campaigns were 0.34 kg/min (116 g/min of 34 wt. percent salt) and 0.39 kg/min (133 g/min, of 34 wt. percent salt), respectively. Oxygen (200 percent stoichiometric) was provided using compressed air. The targeted reactor operating pressures were 254 bar (3,700 psig) and 261 bar (3,800 psig) during the first and second campaigns, respectively. During the second campaign, a back pressure control valve was added to the quench water supply to reduce pressure fluctuations. Maximum internal temperatures were 640°C (at the top of the reactor), with wall temperatures and average bulk fluid temperatures of 550 to 600°C for both campaigns.
During the two hydrolysate campaigns, samples of liquid and gaseous effluents were collected for analysis at 5 and 10 minute intervals, respectively. Liquid samples representative of baseline (effluent composition prior to hydrolysate feed) and steadystate conditions during hydrolysate treatment were analyzed for EMPA, MPA, VX, thiols, anions, TOC (total organic carbon), COD (chemical oxygen demand), and metals. Gas samples were analyzed for O2, N2, CO2, NOx, SO2, H2, and volatile organic compounds (VOCs). No analysis for methane was performed. A summary of results and DREs for liquid effluent sampling reported by General Atomics is provided in Table 3-3. DREs for the VX thiols exceeded 99.99 percent. DRE was lowest for MPA at 99.7 percent with residual MPA concentrations up to 53 mg/l. Results of off-gas testing during baseline operation (fuel only) and during steady-state operation are provided in Table 3-4. Significantly lower concentrations of CO are reported than were observed during bench-scale testing for MPA destruction kinetics. Based on these results, operating conditions of 240 bar (3,500 psig) at 650°C with a ca. 45 second residence time were recommended for the full-scale system. Mass balance data indicated about 80 percent recovery of phosphorus and sulfur and 107 percent recovery of sodium; however, mass balance accuracy was limited by the experimental design. General Atomics reported that operational data and inspection of the system did not indicate a significant accumulation of salt.
An additional 8.25 hour campaign using a salt simulant (11.1 wt. percent Na2SO3, 8.5 wt. percent NaH2PO4•H2O) and ethanol as fuel was carried out after completion of the VX hydrolysate campaigns. The purpose of this campaign was to gather additional performance data on the management of salts within and downstream of the reactor. Previous testing with other feed streams had indicated that salt initially accumulated in the reactor to about 5 to 10 volume percent and that a steady-state condition was achieved where average salt influent and effluent rates were essentially equal. The total feed rate for this campaign was 0.75 kg/min (150 g/min salt) with reactor operating conditions the same as for earlier tests. Total salt content in the effluent was monitored through continuous measurements of conductivity.
Normalized results of salt transport through the reactor for the salt simulant campaigns and both VX hydrolysate campaigns are presented in Figure 3-4. Results are normalized by dividing the rate of salt output from the reactor by the rate of salt input. These results indicate an accumulation of salt in the reactor during the initial hour of operation followed by an oscillatory pattern of salt accumulation and expulsion from the reactor. The apparent periodicity of the response is a reflection of the data sampling frequency.
Salt transport results over shorter time intervals indicate a random pattern of salt accumulation and expulsion that achieves a steady-state after initial start-up. This pattern is consistent with a mechanism whereby solids that adhere to internal reactor surfaces are intermittently removed by shear forces from a turbulent
TABLE 3-3 Liquid Effluent Concentrations of VX Hydrolysate Constituents and DREs Observed during Pilot-Scale Treatability Testing (August 13, 1996) a
|
Time sample removed b |
TOC (mg/l) |
EMPA (mg/l) |
MPA (mg/l) |
RSH (µg/g) |
RSSR (µg/g) |
RSR (µg/g) |
RSRSSR (µg/g) |
DIAE (µg/g) |
MHA (µg/g) |
EHHA (µg/g) |
|
27 min |
8.2 |
< 20 |
< 20 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
0.068 |
|
32 min |
< 1 |
< 20 |
< 20 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
|
37 min |
3.8 |
< 20 |
< 20 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
|
42 min |
6.8 |
< 20 |
< 20 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
|
47 min |
16.6 |
< 20 |
53.9 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
< 0.008 |
|
VX hydrolysate feed c |
170,000 |
139,900 |
10,260 |
78,300 |
13,300 |
2,000 |
2,000 |
5,600 |
7,000 |
800 |
|
DRE (%) |
99.9 to 99.995 |
> 99.89 |
99.7 to > 99.88 |
> 99.9999 |
> 99.9995 |
> 99.997 |
> 99.997 |
> 99.9988 |
> 99.999 |
> 99.97 |
|
aConcentrations indicated as “<” reflect analytical detection limits; DREs indicated as “>” reflect that the calculated DRE was limited by the analytical detection limit for that constituent. bSamples removed at 5 minutes intervals while the system was at steady state. cNot corrected for dilution. TOC = total organic carbon EMPA = ethylmethyl phosphonic acid MPA = methyl phosphonic acid RSH = diisopropylaminoethane thiol RSSR = bis (diisopropylaminoethyl) disulfide RSR = bis diisopropylaminosulfide RSRSSR = 1,9-bis (diisopropylamino)-3,4,7,-trithianonane DIAE = other diisopropylaminoethane compounds MHA = n,n'-methanetetrayl bis-cyclohexanamine EHHA = mono (2-ethylhexyl) ester hexanedioic acid Source: Adapted from General Atomics, 1997a. |
||||||||||
fluid. However, it is not clear that the adhesion and transport properties of the salts produced during treatment of VX hydrolysate are the same as those observed using the salt simulants. This is because of the varying chemistry along the length of the reactor while the hydrolysate is oxidized. Thus, although there was no accumulation or blockage during the limited testing interval, the basis for the control of salt transport in the reactor is empirical. Reactor performance with different flow regimes (e.g., turbulence and shear stresses), varying salt composition as a function of reactor feed, and larger reactor scales has not been established.
TABLE 3-4 Composition of Off-Gas Produced during Pilot-Scale Treatability Testing (August 13, 1996)
|
Sample Number |
O2 (%) |
N2 (%) |
CO(ppm) |
CO2 (%) |
NOx (ppm) |
SO2 (ppm) |
H2 (ppm) |
VOCb (ppm) |
|
3 |
11.0 |
81.7 |
< 5.6 |
6.3 |
4.6 |
19 |
BDLa |
< 1 or BDL |
|
5 |
11.7 |
81.7 |
< 9.9 |
6.1 |
11.1 |
< 17 |
BDL |
< 1 or BDL |
|
7 |
11.9 |
82.3 |
< 5.2 |
6.0 |
6.7 |
< 11 |
BDL |
< 1 or BDL |
|
aBDL = below detection limit bApproximately 50 different volatile organic compounds were measured Source: Adapted from General Atomics, 1997a. |
||||||||
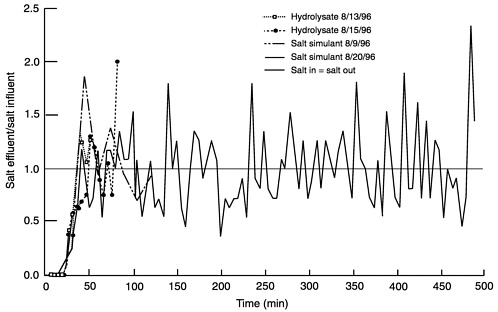
FIGURE 3-4 Normalized salt transport through the reactor during the pilot-scale treatability testing with salt simulants and with VX hydrolysate (August 1996). Source: Adapted from General Atomics, 1997a.
Confirmatory VX Hydrolysate Treatability Studies and Testing with Salt Simulants (February 1997)
Testing Program. A second set of pilot-scale tests was carried out during February 1997 with the following objectives (General Atomics, 1997b):
-
demonstrate > 99 percent destruction of hydrolysate constituents with carbon-phosphorus bonds (e.g., EMPA and MPA), VX thiols, and TOC
-
maintain continuous system operation for at least eight hours with VX hydrolysate feed
-
demonstrate that salts from VX hydrolysate do not cause system plugging or interfere with organic destruction during the test interval
-
demonstrate the basis for process control
The test program consisted of two three-hour campaigns with a surrogate as the feed followed by one eight-hour campaign with VX hydrolysate as the feed. The purpose of the two test campaigns with surrogate feed 2 was to verify system operations as configured and to verify DRE for MPA and TOC. For both campaigns, MPA was reduced to below analytical detection limits, and calculating the DRE was limited by a greater than anticipated analytical detection limit. 3 Thus, only the test campaign with VX hydrolysate will be discussed.
The February 1997 tests used the same SCWO system as the August 1996 tests with slight modifications. The most significant system modification was the use of a back pressure control valve in the temperature and pressure reduction system. The valve was located after the quench and heat exchanger but before the capillary pressure let-down. The targeted steady-state operating conditions were VX hydrolysate feed rate of 0.33 kg/min, 233 bar (3,400 psig), and reactor wall temperature of 650°C. Dilution water was fed to the inlet of the reactor at a rate of 0.37 kg/min, and quench water was added at the reactor exit at a rate of 2.0 kg/min. The feed concentration of organic material in water was high enough that the feed was autogenic. However, reactor
|
2 |
The surrogate feed consisted of 8.8 wt. percent monosodium phosphate hydrate, 11.6 wt. percent sodium sulfite, dimethyl methylphosphonate (DMMP) at 816 and 6,430 ppm on February 18, 1997, and February 19, 1997, respectively, and kerosene as auxiliary fuel. |
|
3 |
The detection limit was 5 or 10 mg/l (due to phosphate interference), depending on the specific sample analyzed. The calculated DREs were > 94 percent (February 18, 1997) and > 99 percent (February 19, 1997). |
temperature control required a limited flow of diesel fuel during operations, as well as the addition of extra water because of the turn-down limitations of the water pump. The source of oxygen, which was required to fully oxidize all constituents in the hydrolysate, was compressed air supplied at about twice the stoichiometric amount.
In the course of the treatment campaign for VX hydrolysate, liquid effluent samples (about 150 ml) were collected at five minute intervals for pH, conductivity, and TOC analyses. Larger liquid samples (about 500 ml) were collected at 30 minute intervals for more detailed analyses (e.g., EMPA, MPA, VX thiols). Three additional liquid samples (about 3,000 ml) were collected to evaluate analytical precision and accuracy for TOC, MPA, and VX thiols. Two gaseous effluent samples were collected during hydrolysate feed operations at about three and six hours after the beginning of steady-state operations. Baseline samples for all sample types were obtained while the system was operating with kerosene feed only, prior to initiating the hydrolysate feed.
Test Results. The reactor wall temperature, pressure, and sampling history during the eight-hour hydrolysate test, as reported by General Atomics, are presented in Figure 3-5 . A significant decrease in operating pressure and temperature was observed from 2.25 to 2.75 hours into the test. Additional pressure fluctuations were observed at about four and six hours. These pressure fluctuations resulted from poor performance by the back pressure control valve, which necessitated the use of manual back pressure control after that time. There was no evidence of system plugging due to salt accumulation. The wall temperature fluctuated by as much as 50°C during the test campaign.
Figure 3-6 presents the internal reactor temperature history for the uppermost region (feed end) of the reactor. A large temperature decrease at about 1.75 hours and subsequent temperature fluctuations of as much as 100°C were observed. Thus, the process control necessary to maintain consistent processing conditions over prolonged periods has not been demonstrated. In addition, the relationship between internal reactor temperatures and reactor wall temperatures and their relationship to process control are not clear.
Liquid effluent samples were odorless and clear, except for the presence of fine white salts that precipitated upon cooling. This contrasts with the VX hydrolysate, which has both aqueous and organic phases, is brown colored, and has an extremely strong offensive odor. The white salts most likely included titanium dioxide as a consequence of corrosion of the reactor liner. 4
Figure 3-7 presents the liquid effluent pH and salt balance 5 history during the test campaign. Salt transport out of the reactor fluctuates at high frequency and is indicative of salt accumulation or adhesion followed by sloughing off in the reactor over short time intervals. Higher effluent pH values are associated with greater effluent salt concentration, reflecting buffering by carbonate salts when they are flushed intermittently from the reactor and then dissolved as the temperature and pressure are lowered.
Analyses of the feed and liquid effluent for specific hydrolysate constituents, TOC, and COD are presented in Table 3-5 . These results are not corrected for dilution from the additions of feed water and quench water. Nondetectable or very low concentrations of organic constituents remained in the process effluent, except for Sample No. 24, which was taken during the failure of the pressure control system between the first and second hour of the test (1100 and 1200 hours). Based on laboratory testing with MPA and results from other systems, some extremely low levels of partially oxidized organics should be expected, especially in a reactor with considerable internal mixing when some small degree of short circuiting through the reactor or constituent occlusion in solids can be expected. Samples were taken from the 55-gallon effluent drums (EFFDRUM); these samples can be considered to have average characteristics for the time interval during which the drum was filled.
Analytical precision and accuracy results are presented in Table 3-6 . Analytical reproducibility was good for all samples except the TOC analysis for Sample 60, in which the sample concentration was close to the detection limit. Analytical recovery was only fair (49 to 85 percent). Calculated DREs based on the liquid effluent samples are provided in Table 3-7 . DREs were greater than 99.9 percent for all organic analytes except (1) during failure of the pressure control system between 1100 and 1200 hours (Sample 24, 99.6 percent DRE),
|
4 |
Titanium was not considered an appropriate reactor liner material for this application because of anticipated corrosion. However, this reactor was the only one available at the time. |
|
5 |
The salt balance was inferred from conductivity measurements. |
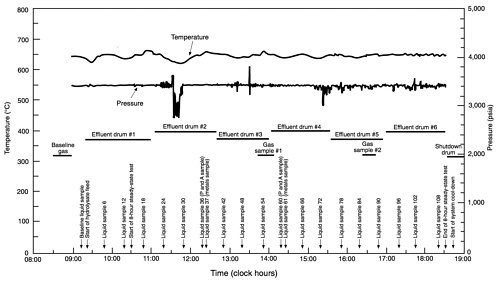
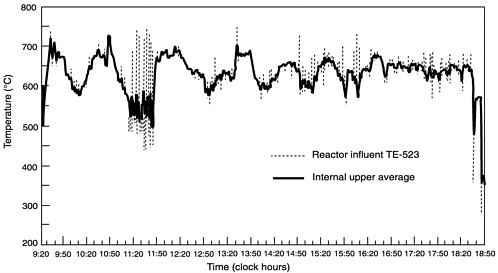
FIGURE 3-6 Internal reactor temperature for the uppermost region (feed end) of the reactor. Source: Adapted from General Atomics, 1997b.
and (2) MPA in Sample 54 (99.8 percent DRE). During both of these sampling intervals, short periods of out-of- specifications operation allowed the rector temperature to drop to about 550ºC
Effluent gas composition analytical results are presented in Table 3-8 . Analysis for methane was not carried out. Effluent VOC concentrations were very low and should be easily removed by activated carbon filters during full-scale operation. No indicators of poor process performance were detected. Analyses of the effluent gas indicated significantly better performance, based on the much lower reported CO concentration, than was achieved during the bench-scale tests (Gloyna and Li, 1997). It appears that the higher temperature (650°C versus 550°C) was effective in completely oxidizing CO and VOCs.
At the conclusion of the hydrolysate test, a boroscope was used to examine the internal reactor surfaces for salt accumulation. Only a limited amount of salt accumulation was noted, mostly at the reactor top and bottom. Sampling and analysis of the accumulated salts indicated predominantly sodium sulfate and monosodium phosphate. No analysis was done for carbonate. Some unidentified organic constituents also were incorporated into the salt matrix, as indicated by TOC contents of 2,235 and 551 mg/kg in the salt at the top and bottom of the reactor, respectively. The salt sample from the bottom of the reactor also had high titanium content (about 7 wt. percent), indicative of corrosion of the reactor liner.
A steady-state mass balance for the process during the eight-hour hydrolysate campaign indicated good closure within measurement limits. Total recoveries of sodium, phosphorus, and sulfur were 93.1, 98.6, and 103.3 percent, respectively, excluding consideration of salts retained in the reactor. 6 These results are consistent with a limited amount of salts being retained in the reactor.
Toxicity of the Liquid Effluent
Intravenous toxicity of the liquid effluent from the SCWO pilot testing was measured in mice (Manthei et al., 1997a). The test effluent used for toxicity testing was obtained during steady-state operations (Effluent Drum 4)
|
6 |
Recoveries of greater than 100 percent reflect precision and accuracy limitations typical of mass balances for processes at this scale. |
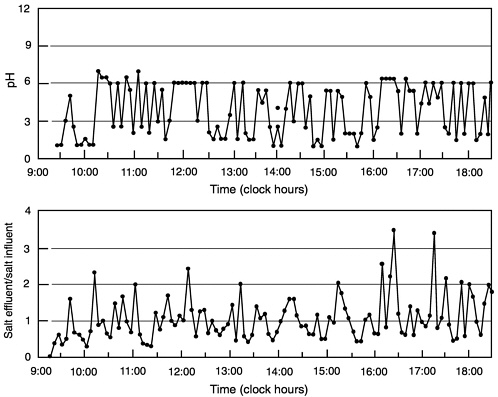
FIGURE 3-7 Liquid effluent pH and salt balance during the VX hydrolysate test campaign. Source: Adapted from General Atomics, 1997b.
as part of the February 1997 test campaign with VX hydrolysate as feed. Both the clear supernatant from the effluent and homogenized samples of the supernatant with the fine white solids were tested. Dosages of SCWO effluent to individual mice were limited to about 10,000 mg/kg because of excessive total liquid dosage. The results of testing indicated no signs of agent toxicity, and all of the mice survived the received dosage. Observed effects included mild ataxia, temporary decreases in activity, and disorientation, most likely caused by the high salt content of the effluent. Thus, the dose that would result in 50 percent mortality in a test population (LD50) was greater than 10,000 mg/kg, which represents a greater than 30-fold reduction in toxicity compared to VX hydrolysate (and the elimination of all signs of residual agent toxicity).
Additional toxicity testing of the same liquid effluent carried out using U.S. Department of Transportation test procedures (Manthei et al., 1997b) evaluated oral exposure to rats and dermal exposure to rabbits. Both the clear supernatant and the supernatant homogenized with the fine white precipitate were tested. Oral exposure of 500 mg/kg by gavage caused no observed toxic effects for either sample during the 14-day observation period. Dermal exposure of direct contact for 24 hours caused no dermal irritation for either sample during the 13-day observation period.
Summary of Solids Management and System Performance
Results of the pilot tests clearly illustrate the potential problem of handling salts and indicate that salts management at full scale will require additional testing and development. The pilot-scale system was operated in a
TABLE 3-5 Analyses of Feed and Liquid Effluent for Specific Hydrolysate Constituents, TOC, and COD
|
Sample Number |
Time a |
EMPA (mg/l) |
MPA (mg/l) |
Total VX Thiol (mg/l) |
TOC (mg/l) |
PO4-3 (mg/l) d |
SO4-2 (mg/l) |
NO3- (mg/l) |
Na (mg/l) |
P (mg/l) |
S (mg/l) |
|
Feed |
N/A |
152,673 |
13,348 |
175,670 b |
140,000 |
2.19 |
96.9 |
— |
87,900 |
37,700 |
38,400 |
|
Baseline |
N/A |
< 1 |
< 1 |
< 0.266 |
< 0.5 |
0.2 |
0.5 |
0.1 |
0.54 |
0.08 |
0.03 |
|
18 |
1050 |
< 10 |
4.52 |
< 0.266 |
0.98 |
7,868 |
21,210 |
16.5 |
15,400 |
7,730 |
7,300 |
|
EFFDRUM 1 c |
0920–1100 |
— |
— |
— |
6.1 |
— |
— |
— |
— |
— |
— |
|
24 |
1120 |
39.6 |
647 |
< 0.266 |
75.2 |
1,951 |
5,130 |
91.8 |
3,480 |
1,670 |
1,790 |
|
30 |
1150 |
< 5 |
5.77 |
< 0.266 |
1.9 |
3,933 |
11,870 |
19.6 |
8,290 |
3,960 |
4,060 |
|
36 |
1220 |
< 5 |
1.69 |
< 0.266 |
< 0.5 |
4,791 |
12,078 |
17.6 |
9,500 |
4,830 |
4,860 |
|
EFFDRUM 2 c |
1105–1240 |
— |
— |
— |
32.9 |
— |
— |
— |
— |
— |
— |
|
48 |
1320 |
< 5 |
< 1 |
< 0.266 |
0.6 |
2,408 |
6,421 |
32.9 |
4,370 |
2,000 |
2,230 |
|
54 |
1350 |
< 5 |
25.8 |
< 0.266 |
2.8 |
2,970 |
7,102 |
25.0 |
4,880 |
2,390 |
2,440 |
|
EFFDRUM 3 c |
1240–1400 |
— |
— |
— |
4.3 |
— |
— |
— |
— |
— |
— |
|
60 |
1420 |
< 5 |
< 1 |
< 0.266 |
< 0.5 |
5,834 |
16,725 |
13.4 |
12,900 |
5,670 |
6,050 |
|
72 |
1520 |
< 10 |
< 1 |
< 0.266 |
< 0.5 |
7,634 |
20,224 |
16.1 |
15,000 |
7,340 |
7,170 |
|
EFFDRUM 4 |
1405–1535 |
< 5 |
4.95 |
< 0.266 |
4.1 |
4,810 |
13,857 |
14.4 |
9,800 |
4,450 |
4,750 |
|
84 |
1620 |
< 10 |
< 1 |
< 0.266 |
< 0.5 |
7,810 |
19,602 |
26.9 |
18,500 |
6,650 |
6,300 |
|
EFFDRUM 5 c |
1535–1655 |
— |
— |
— |
1.4 |
— |
— |
— |
— |
— |
— |
|
96 |
1720 |
< 5 |
< 1 |
< 0.266 |
< 0.5 |
2,534 |
7,055 |
43.1 |
4,840 |
2,010 |
2,350 |
|
102 |
1750 |
< 10 |
< 1 |
< 0.266 |
< 0.5 |
8,920 |
23,194 |
19.7 |
20,000 |
9,640 |
9,240 |
|
108 |
1820 |
< 10 |
< 1 |
< 0.266 |
< 0.5 |
5,797 |
15,378 |
23.5 |
11,500 |
5,120 |
5,290 |
|
EFFDRUM 6 c |
1700–1830 |
— |
— |
— |
1.2 |
— |
— |
— |
— |
— |
— |
|
aThe start of steady stale (i.e., start of the 8-hour continuous test period) was 1030 hours, although the start of hydrolysate feed was 0920 hours. bSum of 160.000 ppm RSH. 13.000 ppm RSSR. 970 ppm RSR. and 1.700 ppm RSRSSR. (See Table 3-3 for chemical names of these constitutents,) cEffluent drums 1. 2. 3. 5. and 6 were analyzed for TOC only at D-TEK. a San Diego laboratory. dPO4-3 expressed as phosphorus for effluent samples. Source: Adapted from General Atomics, 1997b. |
|||||||||||
TABLE 3-6 Analytical Precision and Accuracy Testing Results for TOC, MPA, and VX Thiol a (sample identifiers correspond to sample intervals indicated in Figure 3-5 )
|
TOC (mg/l) |
MPA (mg/l) |
Total VX thiols (mg/l) |
||||
|
Replicate |
Sample 36 |
Sample 60 |
Sample 36 |
Sample 60 |
Sample 84 |
Effluent Drum 4 |
|
1 |
0.6245 |
0.8635 |
9.24 |
8.21 |
0.887 |
0.782 |
|
2 |
0.5535 |
0.7370 |
8.94 |
8.17 |
0.895 |
0.996 |
|
3 |
0.4690 |
0.5060 |
8.63 |
8.24 |
0.961 |
0.964 |
|
4 |
0.6220 |
0.7360 |
8.74 |
8.23 |
1.107 |
0.993 |
|
5 |
0.6370 |
0.4525 |
8.30 |
8.26 |
0.994 |
0.956 |
|
6 |
0.5345 |
0.5950 |
8.19 |
8.26 |
0.994 |
0.956 |
|
7 |
0.7335 |
0.3705 |
8.50 |
9.07 |
1.009 |
1.025 |
|
Average |
0.6 |
0.6 |
8.65 |
8.48 |
0.979 |
0.964 |
|
Standard deviation |
0.085 |
0.178 |
0.365 |
0.435 |
0.0751 |
0.0847 |
|
Minimum detection limit |
0.269 |
0.559 |
1.15 |
1.37 |
0.236 |
0.266 |
|
Percent recovery b |
60 |
60 |
74 |
84.8 |
50.1 |
49.4 |
|
aAnalytical values presented are for a 99% confidence level for TOC, MPA, and VX thiols. For TOC analyses, samples were spiked with 1 ppm TOC. For MPA analyses, samples were spiked with 10 ppm MPA. For VX thiol analyses, samples were spiked with 1,953 ppm total VX thiols (1,640 ppm RSH and 0.313 ppm RSSR). bPercent recovery = average detected sample concentration divided by the SCWO effluent sample concentration + spike concentration and multiplied by 100. Samples below detection limits were calculated as zero (e.g., sample 36 TOC concentration at < 0.5 ppm were assumed to be zero for this calculation). For example, the recovered MPA concentration in spiked Sample 36 of 8.65 ppm divided by the SCWO effluent MPA concentration of 1.69 ppm plus 10 ppm spike concentration, then multiplied by 100, yields 74 percent recovery. Source: Adapted from General Atomics, 1997b. |
||||||
poorly understood, nonsteady-state manner, even though system performance was maintained, and significant salt accumulation did not occur. During the pilot-scale tests, the flow of materials out of the reactor was monitored by pH and conductivity measurements on the liquid effluent, as well as by system performance. The salt output fluctuated over short time intervals, varying considerably from minute to minute. Salt was obviously being held up in the reactor and then released; however, over an extended time interval (ca. 1 hour), the total salt in the effluent was approximately the amount expected. It appears that the solids flowed freely enough and that material did not stick to the walls tenaciously enough to cause plugging of the reactor. The precise mechanism of solids transport was not established. The optimistic outlook is that a reactor of this size and with these flow conditions can be operated over an extended period (certainly much longer than eight hours) without plugging. However, local flow velocities and shear stresses may not be replicated in the full-scale reactor.
Tests to date have not provided sufficient data on the performance of pressure let-down and control systems. Data on the anticipated problem of the erosion of valve seats and other control surfaces are inconclusive because of the relatively short intervals of system operation. Vendors have stated that they have solved the problems of valve seat erosion and related difficulties, but the data are proprietary and were not available to the committee.
The status of SCWO technology for treatment of VX-hydrolysate can be summed up as follows:
TABLE 3-7 Calculated DREs Based on Liquid Effluent Samplesa,b
|
Sample Number |
TOC |
EMPA |
MPA |
Total VX Thiol |
||||
|
18 |
99.994 |
> 99.95 |
99.97 |
> 99.998 |
||||
|
EFFDRUM 1 |
99.96 |
— |
— |
— |
||||
|
24 |
99.6 |
99.8 |
96.0 |
> 99.998 |
||||
|
30 |
99.99 |
> 99.97 |
99.96 |
> 99.998 |
||||
|
36 |
> 99.997 |
> 99.97 |
99.99 |
> 99.998 |
||||
|
EFFDRUM 2 |
99.8 |
— |
— |
— |
||||
|
48 |
99.996 |
> 99.97 |
> 99.994 |
> 99.998 |
||||
|
54 |
99.98 |
> 99.97 |
99.8 |
> 99.998 |
||||
|
EFFDRUM 3 |
99.97 |
— |
— |
— |
||||
|
60 |
> 99.997 |
> 99.97 |
> 99.994 |
> 99.998 |
||||
|
72 |
> 99.997 |
> 99.95 |
> 99.994 |
> 99.998 |
||||
|
EFFDRUM 4 |
99.98 |
> 99.97 |
99.97 |
> 99.998 |
||||
|
84 |
> 99.997 |
> 99.95 |
> 99.994 |
> 99.998 |
||||
|
EFFDRUM 5 |
99.992 |
— |
— |
— |
||||
|
96 |
> 99.997 |
> 99.97 |
> 99.994 |
> 99.998 |
||||
|
102 |
> 99.997 |
> 99.95 |
> 99.994 |
> 99.998 |
||||
|
108 |
> 99.997 |
> 99.95 |
> 99.994 |
> 99.998 |
||||
|
EFFDRUM 6 |
99.993 |
— |
— |
— |
||||
|
aCalculational procedure is shown below for Sample 24 for TOC, EMPA, MPA, and VX thiol. A dilution factor of 8.18 was used to correct the feed concentration to account for the addition of dilution water and quench water. DREx= [feed concentration of X, corrected for dilution-effluent concentration of X]/[feed concentration of X, corrected for dilution] × 100% DRETOC = [(17,114.9-75.2)/17,114.9] × 100% = 99.6% DREEMPA = [(18,644.2-39.6)/18,664.2] × 100% = 99.8% DREMPA = [(16,081.5-647)/16,081.5] × 100% = 96.0% (MPA feed concentration includes contribution from EMPA) DREVX thiol = [(21,476-.266)/21,476] × 100% = 99.9988% bSample numbers correspond to sampling intervals indicated in Figure 3-5. Samples designated by “EFFDRUM” indicate a sample from the effluent drum, in which process effluent was collected during a prolonged interval (approximately 1.5 hr.). Source: Adapted from General Atomics, 1997b. |
||||||||
-
Test data show that SCWO at a temperature of 600 to 650°C will oxidize VX hydrolysate to a satisfactorily high degree, with only parts per million of partially oxidized organic species remaining in the liquid and gas phases.
-
Solid salts deposited during the reaction did not cause plugging of the reactor. The unsteady operation, with considerable fluctuations in the solids transported out of the reactor, is not ideal but appears to be workable.
-
Based on intravenous testing in mice, the acute toxicity of SCWO effluent is negligible. Oral dosages in rats and dermal applications in rabbits also indicate negligible acute toxicity.
STATUS OF EVAPORATOR TECHNOLOGY
The evaporator and solids separation technique selected for the NECDF (Newport Chemical Agent Disposal
TABLE 3-8 Composition of Effluent Gas
|
Sample Number |
O2 (%) |
N2 (%) |
CO2 (%) |
CO (ppm) |
NOx (ppm) |
SO2 (ppm) |
VOC (ppb) |
|
Baseline b |
10.8 |
76.9 |
7.9 |
< 3 |
0.35 |
< 8.6 |
9-16 a |
|
1 c |
8.8 |
78.0 |
8.5 |
< 3 |
6.9 |
< 9.2 |
7-28 a |
|
2 d |
12.4 |
77.2 |
6.0 |
< 3 |
4.0 |
< 9.9 |
14-41 a |
|
aAnalyses were conducted for approximately 50 different VOCs (volatile organic compounds). Of these, only five were detected, all at very low concentrations. Acetonitrile, acetone, 2-butanone, carbon disulfide, and vinyl acetate were detected in concentrations of 9 to 41 ppb. The most prominent volatile organic was acetone, which was present at 41 ppb in Sample 2. bBaseline gas sample was collected between 0831 and 0858 hours. cGas Sample 1 was collected between 1343 and 1405 hours (193 to 215 minutes after the start of steady state). dGas Sample 2 was collected between 1625 and 1643 hours (355 to 373 minutes after the start of steady state). Source: Adapted from General Atomics, 1997b. |
|||||||
Facility) represents a well established, full-scale technology for similar applications (Solomon, 1997). Table 3-9 is a summary of similar evaporator process units. The proposed Newport facility is included for comparison.
The proposed system includes a single evaporator big enough to process 125 percent of the SCWO aqueous effluent stream. Evaporation and crystallization take place in a single vessel at 107°C and at atmospheric pressure. Slurry containing precipitated salts is
TABLE 3-9 Summary of Evaporator Installations Similar to the Design Specifications for NECDF
|
Plant |
Location |
Facility |
Flow (gal/gin) |
MVR or Steam a |
Solids Separation Device |
Salts |
Purge |
|
Aerojet |
California |
chemical plant |
15 |
MVR |
centrifuge |
Na2SO4, Na2CO3 NaCl, |
NaNO2, organics |
|
Auburndale |
Florida |
cogeneration |
3 |
steam |
pressure filter |
CaSO4, Na2SO4, 3Na2SO4Mg SO4, NaCl |
— |
|
Cedar Bay |
Florida |
cogeneration |
48 |
steam, thermocompressor |
centrifuge |
CaSO4, Na2SO4, NaCl |
organics |
|
Debiensko |
Poland |
coal mine |
319 |
MVR |
centrifuge |
NaC1 |
MgCl2, CaCl2 |
|
Doswell |
Virginia |
cogeneration |
6 |
steam |
pressure filter |
CaSO4, Na2SO4, NaCl |
— |
|
East Penn |
Pennsylvania |
chemical plant |
16 |
MVR |
pressure filter |
NaSO4 |
— |
|
Gordonsville |
Virginia |
cogeneration |
3 |
steam |
pressure filter |
CaSO4, Na2SO4, NaCl |
— |
|
Orlando |
Florida |
public utility |
25 |
steam, thermocompressor |
centrifuge |
CaSO4, NaCl, 3Na2SO4MgSO4, 2Na2SO42MgSO45H2O |
— |
|
Newport (proposed) |
Indiana |
NECDF |
21.6 |
MVR |
pressure filter |
Na2SO4, Na2HPO4 |
— |
|
aMechanical vapor recompression (MVR) or steam was used to add energy to the system and increase the temperature, via a recycle loop into the evaporator vessel. Source: Adapted from Solomon, 1997. |
|||||||
recirculated from the evaporator vessel through a heat exchanger and back into the evaporator vessel. A portion of the recirculation stream flows through a filter press, where salt crystals are separated out by a vacuum belt-filtration process. Upon cooling, most of the remaining water, with separated salts, is taken up as water of hydration, resulting in a final stream that is about 70 wt. percent solids. System heating is provided by mechanical vapor compression in conjunction with condensation of recovered high purity water, which is recycled into the overall facility process. Flushing the system with water for cleaning (about 10 hours required) is anticipated to be necessary at intervals of two weeks to three months, depending on system performance.
Laboratory testing was carried out to specify design conditions for the evaporator process. The SCWO effluent used for testing was obtained during steady-state operations (EFFDRUM 4) during the February 1997 test campaign with VX hydrolysate as feed. Laboratory results indicated successful processing was possible if (1) the feed to the evaporator was adjusted to pH 9.6 to avoid nitrite carryover, and (2) the specific gravity of the slurry in the evaporator was maintained at less than 1.5 to keep solids from caking. The required specific gravity can be maintained by releasing a small purge stream from the evaporator. Based on laboratory tests, the purge stream will also solidify upon cooling.
Materials of construction will have to be carefully selected if the full-scale SCWO effluent contains the same concentration of chlorides as the pilot-test sample. However, the chloride content of the pilot-test sample may be anomalous because the use of chloride-free reagents was not specified. Full-scale process design should include specifications for maximum acceptable chloride content in all process feed streams.




















