
5
Full-Scale Process Design
PROCESS DESCRIPTION
Figure 5-1 is a block flow diagram of the integration of SCWO into the overall process for the treatment of VX at Newport, Indiana. The overall process consists of five primary operations in series:
-
draining VX from ton containers and ton container cleanout operations (ton container cleanout)
-
the neutralization of agent and ton-container cleanout fluids (neutralization)
-
SCWO
-
evaporation followed by condensation of water for recycling and filtration to recover crystallized salts for disposal (evaporation)
-
disposal of all waste streams
More detailed process flow diagrams for the SCWO and evaporation process steps are provided in Appendix A . Supporting process steps are the process water system, which provides water for ton container cleanout and other operations; sodium hydroxide storage, where caustic materials are stored and prepared for the neutralization step and other necessary pH adjustments; the
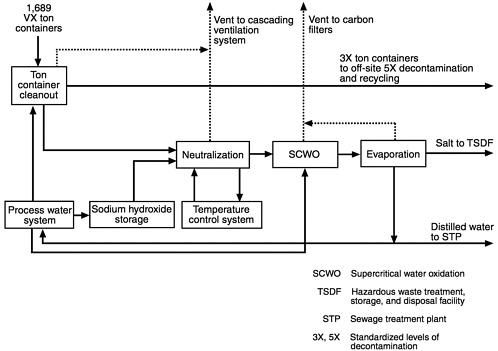
FIGURE 5-1 Overview of the disposal process for VX ton containers. Source: Adapted from U.S. Army, 1996b.
temperature control system, which maintains process temperatures; and the ventilation filtration system (not shown), which filters vent gases and SCWO off-gas through activated carbon prior to release.
The first four primary process steps are separated by intermediate storage of the process streams. The storage tanks are big enough to permit up to 16 hours of operation of other process steps if one process step is shut down. Complete redundant process systems are provided for the ton container cleanout, neutralization, and SCWO process steps so that maintenance can be performed on a redundant system while the parallel system continues to operate. Redundant critical components (e.g., pumps and control valves) will also be installed in each parallel system. These features are designed to reduce reliance on intermediate storage capacity for maintaining overall operations and to facilitate scheduling maintenance for subsystems. No redundant system is provided for the evaporation step, however. To accommodate facility downtimes, the Army should consider providing storage for SCWO effluent and recycled water for more than 16 hours.
The overall process is planned to operate 24 hours per day, seven days per week, with a maximum of six ton containers of VX being processed per day, or approximately 4,500 kg (10,000 lbs) of VX per day. This will produce 13,600 kg/day (30,000 lbs/day) of hydrolysate; additional water from the ton container cleanout will increase the flow to the SCWO unit to 22,800 kg/day (50,200 lbs/day).
The SCWO process requires feeding hydrolysate (which may include ton container cleanout fluid or decontamination fluids), oxygen, and supplemental fuel (diesel) during start-up and during the processing of used decontamination fluids and excess effluent from ton container cleanout. The hydrolysate will be analyzed to ensure that VX and EA-2192 are not present at toxic levels prior to being transferred to the feed tanks for the SCWO process step. In addition, the hydrolysate will be diluted with water so that the resulting heating value is only slightly above the heating value required for the process to be autogenic. Hydrolysate will be pumped from one of four hydrolysate tanks to a water-cooled heat exchanger for temperature control to 38°C (100°F) prior to high pressure pumping.
The primary variable associated with hydrolysate feed is the heating value associated with each specific batch. The heating value determines (1) how the operating temperature of the SCWO reactor will be maintained, (2) the oxygen required, (3) the feed of supplemental cooling water, and (4) the feed of supplemental fuel, if necessary. Each hydrolysate tank will be filled sequentially, mixed well to avoid phase separation, and used as an individual batch for continuous feed for the SCWO reactor to ensure that feed properties remain constant during a given operating interval. The hydrolysate in each tank will be mixed during storage by in-tank mixers and a recirculation loop from the tank to the inlet of the high pressure pump. Each batch of hydrolysate will be analyzed on site for TOC (total organic carbon)—as a surrogate measure of heating value—prior to that batch being fed to the SCWO reactor. A high pressure pump (double diaphragm, positive displacement) will be used to increase the hydrolysate pressure to 240 bar. Water at 38°C and pumped to 240 bar using a positive displacement plunger pump will be mixed with the hydrolysate prior to feed to the SCWO reactor to maintain a constant heating value (1,700 Btu/lb) of the reactor feed at the inlet to the reactor. The full-scale reactor will be approximately 25 cm (10 in) internal diameter and 4.5 m (15 ft) long, with an internal volume of approximately 0.23 m3 (8.2 ft3).
Oxygen will be delivered to the site as a cryogenic liquid if pure O2 is selected as the SCWO oxidant. A liquid pump will pressurize the oxygen to 276 bar (4,000 psig). The oxygen will be vaporized to gas in an ambient temperature, natural convection vaporizer. Oxygen gas at 276 bar will flow to accumulator bottles from which it will be metered by a control valve as it enters the hydrolysate stream prior to entering the SCWO reactor. The oxygen feed rate will be controlled to maintain excess oxidant, based on the oxygen content of the SCWO effluent gas. Oxygen feed is designed to be 150 percent of the stoichiometric requirement based on the heating value of the reactor fuel.
Once the hydrolysate and oxygen have entered the reactor, the mixture will be heated to 650°C. Once process start-up has been completed, the exothermic reaction through oxidation of the hydrolysate will be sufficient to maintain the reactor at 650°C without supplemental fuel or auxiliary heating. Within the reactor, organic constituents of the hydrolysate will be oxidized to their corresponding salts. The resulting inorganic salts will have low solubility in the supercritical fluid at 240 bar and 650°C and, therefore, will form a separate solid effluent phase, which will be transported out of the reactor with the fluid effluent.
Quench water at 38°C will be mixed with the reactor effluent to cool and condense the supercritical fluid mixture to a combined liquid aqueous mixture and
gaseous stream. Measurement of the quenched liquid stream temperature will be the basis for feedback control of the flow rate of the quench water. Subsequently, the combined gas, liquid, and solid stream will be cooled by an air-cooled heat exchanger followed by final cooling to 43°C (110°F) in a water-cooled, double pipe heat exchanger.
After cooling, the pressure on the combined liquid, solid, and gas stream will be reduced to 1.7 bar (25 psig), and the gas will be separated from the mixed liquid and solid phase. A bank of capillary tubes or control valves will be used to lower the pressure. After pressure reduction and phase separation, the gas stream will be passed through activated carbon filters and vented. The liquid stream with entrained solids will be monitored for TOC (as a surrogate for DRE) and pH. The TOC and pH of this stream are expected to be less than 10 mg/l and 6, respectively. Eighteen percent sodium hydroxide solution will be mixed with the stream of liquid and entrained solids to bring it to a pH of 9 before it enters an evaporator.
The evaporator will be used to evaporate water from the mixed liquid and solid stream, resulting in the formation of a salt slurry. Solid salts will be separated from the slurry using a filter press. The evaporator will operate at 106°C (223°F) and atmospheric pressure. The filter press output will solidify when cooled and form a solid about 70 wt. percent salt and 30 wt. percent water. Evaporated water will then be condensed and cooled to 38°C and subsequently used as process water. The resulting water is expected to have a conductivity of about 70 µmhos/cm (micro siemens per centimeter) which is approximately 100 µg/l TDS.
The complete SCWO reactor and evaporator system are anticipated to operate 24 hrs per day, seven days per week, excluding maintenance intervals. Operator training requirements are standard for chemical process industry operations. Two chemical operators per shift are anticipated.
PROCESS START-UP AND SHUTDOWN
The reactor will be started on auxiliary fuel (diesel fuel). System preheating to raise the process temperature and initiate the oxidation reaction will be provided by a 70 kW electric heater. Once the oxidation reaction has been initiated, the heat from oxidation of the auxiliary fuel reaction will further increase the reactor temperature to the desired process conditions. Hydrolysate should not be fed to the reactor until the temperature reaches the design temperature range of 635 to 650°C or if the pressure is lower than the design pressure for the reactor. Operating the reactor at a lower temperature will result in incomplete oxidation; the product will have to be reprocessed and some light organic species may volatilize into the gas phase. Start-up and shutdown procedures must be planned so that this requirement can be met.
Shutdown is accomplished by stopping hydrolysate feed and flushing the reactor with water, which results in system cooling. When the temperature drops below the design temperature, the hydrolysate flow should automatically stop, and auxiliary fuel should be used to bring the reactor back to design temperature. A decrease in DRE, indicated by organic species present in the effluent liquid phase, would also require that the hydrolysate feed be stopped. However, very rapid response instrumentation (near real time) does not appear to be available for this application. Measurement of CO in the effluent gas stream has been suggested for near realtime monitoring as a surrogate for DRE; however, more testing is needed to validate this approach.
As a final control of the reactor, the liquid product will be stored in tanks until analysis verifies the required destruction removal efficiency. If the material is off-specification, it can be reprocessed. Thus, the present control is based on maintaining the specified operating temperature and holding the product for analysis before release.
The final liquid stream, part of which is to be discharged, is the condensate from the evaporator. This will be monitored for electrical conductivity and pH as measures of salt and acid content, respectively. “Normal” conductivity is expected to be about 70 µmhos/cm (corresponding to about 100 µg/l TDS); any significant increase in conductivity would require that the condensate be returned to the evaporator feed tank and that the evaporator be taken off line for maintenance.
PROCESS MASS AND ENERGY BALANCES
A complete mass balance for the Newport Chemical Agent Disposal Facility process is presented in Appendix B. The anticipated maximum process throughput corresponds to six ton containers, or approximately 4,500 kg (10,000 lbs) of VX per day. This results in ~22,800 kg (50,200 lbs) per day of hydrolysate and ton container cleanout fluid, which contains ~20 wt. percent organic constituents. Approximately 9,100 kg (20,000 lbs)
per day of additional water will be required to control the reactor 's temperature.
The three major output flows from the proposed plant are a gas stream from the SCWO reactor and liquid and solid streams from the evaporator. The anticipated gas composition is described in the process mass balance in Appendix B . The estimated compositions of the aqueous stream condensed from the evaporator (essentially distilled water) and the solid salts are provided in Table 5-1 .
The gas stream has been estimated to be ~8,850 kg (19,500 lbs) per day (0.39 kg per kg of hydrolysate; Stone and Webster, 1997a). The small N2O content in the gas originates from nitrogen in the VX molecule. The quantity of organic compounds estimated to be present in the gas is greater than was observed in the off-gas during pilot-scale testing. The liquid water from the evaporator (7,070 kg/day or 15,600 lbs/day) is condensate from the vaporized steam and is expected to be of relatively high purity. The estimated composition of the aqueous phase presented in Table 5-1 indicates that the largest impurities will be salts (Na2SO4 and Na2HPO4) that have been physically carried over from the boiling liquid during evaporation.
The solids produced will be approximately 6,160 kg/day (13,600 lbs/day) or 0.27 kg per kg of hydrolysate. In practice, the anhydrous salts (Na2SO4 and Na2HPO4) will be transformed to hydrates upon cooling and recrystallization. Trace quantities of incompletely oxidized organic compounds and trace metals from the SCWO reactor will be present as impurities in the solids.
The oxidation reaction occurring in the SCWO reactor is very exothermic, with approximately the same heat release as occurs during VX incineration. 1 The reactor temperature of 650°C, which is a critical control element, is achieved by taking advantage of the heat of reaction during oxidation. The temperature of the feed to the reactor is far below reactor temperatures but quickly reaches the required temperature by rapid mixing and reaction in the reactor. The size of the preheat mixing zone is not known. A measurement of the axial temperature profile would provide this information but does not appear to have been done. As a reasonable approximation, it seems likely that the preheat mixing zone would scale with the size of the inlet pipe, i.e., the
TABLE 5-1 Composition of the Post-Treatment SCWO Aqueous Effluent and the Solid Salt Streams
|
Constituent |
Value |
Units |
|
Evaporator Condensate |
||
|
TDS |
100 a |
mg/L |
|
Na+ |
30 b |
mg/L |
|
SO4-2 |
40 b |
mg/L |
|
PO4-3 |
40 b |
mg/L |
|
NO3- |
0.2 b |
mg/L |
|
NO2- |
0.2 b |
mg/L |
|
Cl- |
0.3 b |
mg/L |
|
TOC |
< 1 b |
mg/L |
|
MPA |
< 1 b |
mg/L |
|
EMPA |
< 1 b |
mg/L |
|
THIOL |
< 1 b |
mg/L |
|
pH |
6.8 |
standard units |
|
Specific Metals c |
||
|
Arsenic |
0.72 (8.3) |
µg/L |
|
Barium |
0.003 (0.1) |
µg/L |
|
Calcium |
0.003 (0.01) |
µg/L |
|
Chromium |
0.13 (1.3) |
µg/L |
|
Copper |
0.05 (0.7) |
µg/L |
|
Iron |
0.002 (0.006) |
µg/L |
|
Lead |
0.04 (0.7) |
µg/L |
|
Magnesium |
0.0004 (0.007) |
µg/L |
|
Mercury |
0.014 (0.1) |
µg/L |
|
Selenium |
0.38 (4.7) |
µg/L |
|
Evaporator Solids |
||
|
Na2SO4 |
35 |
wt % |
|
Na2HPO4 |
35 |
wt % |
|
H2O (fixed as water of hydration) |
30 |
wt % |
|
NaNO2 |
0.15 |
wt % |
|
NaNO3 |
0.16 |
wt % |
|
Total Metals (excluding Ca, Mg, Fe, Si) |
11 |
mg/kg |
|
abased on conductivity measurement bbased on assuming limited carryover of feed constituents into the condensate caverage (maximum) values based on analysis of hydrolysate (Table 1-1) and the assumption of no processing loss Source: Adapted from Resources Conservation Company, 1997. |
||
|
1 |
Differences in the heat release observed during SCWO treatment of VX hydrolysate and direct incineration of VX will be a consequence of (1) the heat of reaction during the neutralization process step and (2) the heat release from the oxidation of supplemental fuel added during both processes |
diameter of the inlet gas jet. On this basis, the mixing zone would occupy approximately the same fraction of the reactor volume for both pilot-scale reactor and fullscale plant.
A heat release of 3,960 kJ/kg (1,700 Btu/lb) of hydrolysate is estimated to be sufficient to raise the feed to the reaction temperature of 650°C, based on operation using pure oxygen at 50 percent excess. The heating value of the hydrolysate has been estimated to be about 5,600 kJ/kg (2,400 Btu/lb). Thus, the heat release from treatment of the hydrolysate should exceed the autogenic value, and the reactor temperature can be maintained by dilution of the hydrolysate with water, as necessary. The planned addition of water is approximately 0.4 kg per kg of hydrolysate. The heat released by the oxidation process is removed from the system through a large water quench at the outlet of the reactor (~3.6 kg per kg of hydrolysate) and through an air-cooled heat exchanger between the reactor and the evaporator.
During normal operation, the evaporator will contain a slurry of precipitated salts in a saturated solution; the mixture will be at its boiling point. Heat is provided from two sources, (1) live steam at a temperature a little above 100°C, and (2) superheated vapor from the evaporator that has been compressed to raise its condensation temperature. (This vapor is superheated a few degrees as it leaves the boiling solution because of the high salt content of the solution; and it is superheated further by the compressor.) The heat from these two streams is provided to the evaporator indirectly; the heat is transferred to a pumped recirculation loop of evaporator liquid/slurry, via a heat exchanger. The hot liquid in the recirculation loop provides the heat required for evaporation. At the same time, the live steam and the compressed steam from the evaporator are condensed and discharged as fairly clean water.
The heat exchanger, which condenses the evaporator steam, has a vent to eliminate noncondensable gas. This is necessary to maintain efficiency. The vent is expected to be a very small stream of fixed gases (e.g., N2 and O2) that remained in solution from the SCWO reactor. Its exact composition is unknown at this time.
The design and operation of as complex a system as this requires some art. Laboratory-scale testing indicates that the evaporator operation should be satisfactory if the liquid specific gravity is maintained at less than 1.5, which can be achieved by withdrawing a small purge stream from the evaporator. This stream will be added directly to the salts that are recovered through filtration. Most water present will be bound as water of hydration as crystallization occurs during cooling of the mixture.
PROCESS MONITORING AND CONTROL
Monitoring chemical agents and the products of their incomplete destruction is a critical process component because monitoring systems ensure efficient operation, trigger alarms if there is a threat to worker or public safety, and guarantee that discharge levels are environmentally acceptable. In the baseline incineration system, the committee closely reviewed the instrumentation and method of deployment for the near real-time monitoring of potential agent releases (NRC, 1994b; NRC, 1996b). The use of a new technology, such as SCWO, as the final step for the destruction of VX hydrolysate requires the development of process monitoring and control strategies that are tailored for the new system. The safety, environmental release, and process monitors developed for the baseline incineration system will not always be applicable or optimal for the new system.
Because very little or no VX will be present in the hydrolysate fed to the SCWO system, monitoring for the destruction of the agent after a process stream is released from the toxics containment area is not a significant issue. Thus, the near real-time agent monitors deployed on the common stack of the baseline incinerators as process “end point” monitors are not applicable to the SCWO process, although they will be needed for vents associated with the upstream toxics containment area (e.g., ton container cleanout and agent neutralization operations). However, high levels of organic phosphonate compounds, especially EMPA (ethyl methylphosphonic acid) and MPA (methylphosphonic acid) and their sodium salts, will be present and must be efficiently destroyed (U.S. Army, 1997). Monitoring the DRE of these and related organic phosphonates is a critical challenge for the proposed SCWO system.
The current assumption is that other organic phosphonates decompose to MPA and that MPA is the most refractory phosphonate during SCWO processing. If this assumption is correct, monitoring the destruction of MPA will be extremely important. The Army has developed fairly sensitive 13C and 31P nuclear magnetic resonance (NMR) methods for monitoring EMPA, MPA, and related organic phosphonate species in solution (U.S. Army, 1997). Unfortunately, these methods require time consuming batch sampling procedures and
are not suited for real-time, or even near real-time, process control. Nevertheless, the Army plans to use NMR analytical facilities that have a projected time for a complete analysis of approximately two hours, which would be a workable time for testing SCWO effluent stored in intermediate tanks prior to subsequent processing. Ion chromatography may prove to be a sensitive and faster approach for monitoring EMPA and MPA in the aqueous phase. On-line chromatography could be studied for near real-time monitoring of liquid effluent from SCWO processing.
The kinetics of destruction for EMPA, MPA, and related organic phosphonates are sufficiently well known that high DREs can be obtained if the VX hydrolysate is maintained in the SCWO environment at design pressures and temperatures for a long enough time (Gloyna and Li, 1997; General Atomics, 1997a,b). Therefore, continuous monitoring of reactor temperature and pressure profiles, as well as of flow rates (which determine residence times), will clearly be necessary for SCWO process control. Pilot-scale SCWO demonstration studies on VX hydrolysate have clearly shown that failure to maintain design pressure and temperature will result in decreased destruction removal efficiency (General Atomics, 1997b). Reactor flow rates, pressure drops, and salt removal are critical because insoluble salts are typically formed from VX oxidation products (SO4-2, PO4-3 and CO3-2), and Na+ is formed from decontamination fluids and neutralization reagents. These salts may lower the DRE by partially or completely plugging the SCWO reactor and keeping organic constituents from reacting.
Continuous monitoring of CO in the off-gases separated from the SCWO output may serve as a near real-time monitor of SCWO process efficiency and has been used in pilot-scale studies (General Atomics, 1997b). However, laboratory studies show that MPA may be more refractory than CO under SCWO conditions, indicating that CO may not be a reliable surrogate for monitoring the destruction of MPA (Gloyna and Li, 1997). Laboratory-scale studies also suggest that methane in the off-gas may be a surrogate for measuring the DRE of organic compounds. Additional studies of the destruction kinetics of CO, CH4, and MPA at design SCWO conditions should be done to develop a reliable, near real time surrogate for overall destruction efficiency. In any case, CO levels in the off-gas should be continuously monitored because high levels of unprocessed CO will almost certainly signal that the reactor is not functioning as designed, even though low levels of CO will not guarantee the efficient destruction of MPA. Monitoring the level of CH4 in the off-gas may serve a similar purpose.
The currently proposed design for the SCWO system allows for the storage of SCWO reactor liquid output for several hours before discharge (Stone & Webster, 1997a). This will allow enough time for slow batch sampling to monitor the destruction of EMPA and MPA and for the reprocessing of inadequately processed hydrolysate. However, real-time or near real-time monitoring of the DRE of these organic phosphonates or a demonstrated and reliable surrogate would be a much better design option.
One possible option to a real-time or near real-time monitor specific for MPA/EMPA in the liquid effluent stream would be a real-time or near real-time TOC detector. Sensitive, real-time, gas phase TOC monitors, usually based on flame ionization detectors, are well developed and are widely used for process control of systems with potential gas phase organic effluents, including the Army's baseline incineration system for chemical demilitarization. TOC detectors for aqueous waste streams are available with cycle times of approximately 10 minutes, but their reliability for testing aqueous streams with high levels of dissolved solids, phosphates, and alkalinity content has not been demonstrated.
MANAGING UPSETS AND MAINTENANCE
Components of the postneutralization process step that will be subject to standard process application conditions include high pressure pumps, heat exchangers, control valves, etc. The process design includes enough redundancy to minimize component changeouts and permit maintenance without affecting the overall process schedule.
Several critical systems and components, including the SCWO reactors and SCWO pressure let-down systems, have little history of operations under similar conditions. Therefore, planning maintenance requirements and schedules will be difficult. Corrosion, erosion, salt accumulation, and blockage are the primary considerations for maintenance of the SCWO reactor and pressure let-down systems. Scheduling maintenance for these components will be facilitated by the redundant full-scale SCWO system and a spare SCWO reactor liner. The principal remedy for salt accumulation will be reactor shutdown and flushing the system with
water. Severe erosion of the control valves for pressure let-down occurred during limited process testing, which required manual control of the valves. Intervals between maintenance operations have not been defined. Frequent cleaning or maintenance of the pressure let-down system may result in additional stresses from thermal and pressure cycling. Design information provided to date suggests that the minimum period of continuous operation between maintenance cycles should be at least one week. The design goal, however, should be for much longer periods of continuous operation.
The evaporator system will require periodic cleaning of salt entrainment and carryover to meet the requirements for water recycling. Cleaning will require flushing the system with clean water at near operating temperatures. In addition, salt accumulation and blockages can be anticipated in the brine slurry conveyance and filtration system. However, there is considerably more industrial process experience with this system, and therefore a reliable design basis exists for it. Performance specifications for this system should be equivalent to or exceed the intervals between maintenance operations specified for the overall SCWO system.
Maintenance operations for postneutralization processing will be greatly facilitated because the SCWO and evaporator systems will be located in a separate building. This building is classified for Hazard Category D, which does not require extensive personal protective equipment because the hydrolysate is significantly less toxic than the original VX. Maintenance will be further facilitated by separate interior rooms for each SCWO reactor designed to contain debris in case of a pressure containment failure. Thus, one SCWO reactor system can be serviced while the second unit is operational.
PROCESS SAFETY
Process safety requirements are based on the nature of process reagents and products and the potential for process failure modes that could result in harm to workers or the surrounding population. Process reagents for postneutralization processing are hydrolysate, oxygen (both as liquid oxygen and a high pressure gas), sodium hydroxide (18 percent aqueous solution), No. 2 fuel oil, and demineralized water.
The feed to the SCWO reactor is hydrolysate, not agent, which has already been detoxified in the batch neutralization process upstream. The facility design provides for holding reacted fluid in the neutralization reactors and analyzing them for agent prior to transferring them to the hydrolysate tanks from which they are fed to the SCWO system. A key feature of the design is certainty that the agent has been destroyed to the point that it no longer has military-unique toxicity before it is fed to the SCWO reactor. Agent and EA-2192 have not been detected in the hydrolysate at their analytical detection limits of 20 µg/l and 5 mg/l, respectively. Tests have shown that the hydrolysate has low toxicity relative to agent, although it does have a noxious odor (NRC, 1996a).
The main active components of the SCWO system and hydrolysate storage tanks will be located indoors, in dedicated areas that will not be inhabited during normal operations. The building that will house the SCWO unit will be fabricated to the same standards as other structures associated with the NECDF (Newport Chemical Agent Disposal Facility). Thus, the SCWO building will be designed for a seismic factor of 1.5, and the equipment will be supported to meet that criterion.
If hydrolysate is released from the storage tank room or the SCWO building, the release would be contained by the structure. Any vaporized hydrolysate would be swept away by the ventilation system, which will discharge to the exhaust system of the container handling building and will pass through the main filter farm before being discharged to the atmosphere. The ventilation for the SCWO equipment area within the SCWO building will also be equipped with a carbon filter. The release of hydrolysate liquids will be directed to a local sump and collected. This will act as a secondary containment to prevent community exposure.
The system is designed in accordance with the American Society of Mechanical Engineers' code for design pressure, and temperature conditions and operating limits will be set accordingly. As part of the construction process, verification of appropriate construction practices will be performed in accordance with code requirements. During operation, periodic maintenance and inspections will be conducted, as required by code, to verify continued system adequacy and operability, as part of a preventative maintenance program.
Components containing hydrolysate include the inlet piping, the check valve, the high pressure pump, and the reactor itself. The volume of material at high pressure is not large. Feed piping is nominally 0.5-inch internal diameter; its length will depend on the specific design but is not long, (e.g., 20 feet); the total volume is 0.027 ft3. The two stage high pressure pump is also small, with a volume estimated to be 0.01 ft3. The reactor volume at
SCWO densities (0.1 g/cm3) contains approximately 0.8 ft3 of fluid. Hence, the quantity of hydrolysate available for instantaneous release to a controlled area is limited. System shutdown, including the termination of feed, would follow the loss of system pressure, thereby limiting the quantity of hydrolysate that could potentially be released to the controlled area. Workers would be able to repair the system in a controlled fashion and under controlled conditions.
The adverse effects of exposure to hydrolysate are caused by its pH of 14. Toxicity testing has indicated that normal exposure control techniques, such as proper personal protective equipment and operating and maintenance practices, will keep exposure within acceptable limits (Manthei et al., 1997a). For example, systems will be purged of hydrolysate to reduce potential worker exposure. Finally, workers will be educated about the hazards of hydrolysate and trained to respond to incidents associated with the release of hydrolysate.
The primary process hazard is associated with high pressure fluids in the SCWO system. Failure of the pressure containment system (piping, SCWO reactor, postreactor air cooler, or pressure let-down system) could result in rapid depressurization and the dispersal of hot fluids and debris at high velocities. Similarly, failure of the pressure let-down system could result in a large pressure surge that could rupture equipment downstream. Protection from the failure of the pressure containment systems is provided by (1) an adequate safety margin in system specifications (e.g., piping and pressure vessels), (2) rupture disks or pressure relief valves to prevent overpressurization of the SCWO reactor and high pressure components, (3) rupture disks or pressure relief valves immediately downstream of the pressure let-down system, and (4) depressurization capacity in the secondary containment, in the event of a sudden release of pressure through relief valves on high pressure components.
The three other hazardous chemicals noted earlier (NaOH, oxygen, diesel fuel) are known entities that are commonly used in industry. The design approach related to these chemicals will be to implement known industry design and safety practices for handling and operations. The liquid oxygen and start-up feed will be stored outdoors away from the main SCWO process building. Caustic will be supplied from the caustic storage tank via a transfer pump.
Diesel fuel will be used as an auxiliary fuel for the SCWO process during start-up and shutdown and when supplemental fuel is required to process dilute solutions (e.g., decontamination fluids). Thus, the quantity of auxiliary fuel required for the SCWO process is limited. Standard safety practices will be applied to the handling, storage, and use of this fuel.
The caustic system will be used on demand to mix with the evaporator feed to control pH. The system would only be in service while the process is operational. Standard caustic exposure precautions will be required. Exposure to caustic would have the same health effects as expected for a worker in other areas of the plant where caustic is already being used.
The oxygen system requires established standard design features implementing the known precautions for industrial liquid (cryogenic) and gaseous oxygen systems.
Standard worker safety precautions promulgated by the Occupational Safety and Health Administration and code design standards should significantly reduce the hazards associated with the process chemicals noted above. Worker training will greatly reduce the potential for errors by operators or technician. Sources of release associated with these chemicals would be primarily via line breaks or tank failures. Each tank will be designed with secondary containment to confine liquids and minimize evaporative surfaces. Training of operators and technicians in the use of standard operating procedures, emergency response procedures, and coordination with the site emergency response team will ensure the fastest response possible to an incident. Emergency response equipment will be appropriately located.
While the integrated VX bulk agent destruction and disposal facility design is being completed (March 1999–April 2000), it is anticipated that additional process safety-related issues will arise (e.g., monitoring, process control, containment), which will have to be addressed. Once the design has been completed, a quantitative risk assessment will be prepared to evaluate the integrated process for accidents and failures that could affect worker or public safety.
PROCESS EFFLUENT REQUIREMENTS
Process effluents from the neutralization/SCWO facility include: vent gases from the neutralization, SCWO, and evaporator units; liquid effluent from the SCWO; and crystallized salts from the evaporator/ crystallization unit. These streams must meet regulatory requirements for disposal.
Gaseous effluents from the SCWO unit will be filtered and released; solid wastes from the evaporator will be disposed of in a licensed disposal facility. Most evaporator condensate will be recycled within the facility, but some may be discharged periodically to the NECDF sanitary sewer system.
The analyses of the gaseous effluent from the General Atomic eight-hour SCWO pilot-scale test (for which air was the oxidant) demonstrated that the primary constituents are O2, N2, and CO2. Only five volatile organic compounds (acetonitrile, acetone, 2-butanone, carbon disulfide, and vinyl acetate) were detected in the gaseous effluent at levels of 7 to 28 ppb. These materials showed up in individual samples, not together, and the concentration levels were too low for concern. Nevertheless, as an added precaution, they will be filtered out when the SCWO vent is exhausted to an activated carbon filter.
The concentrations of TOC (total organic carbon) in the liquid effluent from the SCWO unit (evaporator condensate) were found to be below the detection limit (< 10 mg/l). The results of bench-scale evaporation tests (performed in a 500 ml Rotavap apparatus and a 1-liter standard boil-down apparatus) demonstrated that the condensate of the SCWO effluent has a conductivity of less than 70 µmhos/cm and should be suitable for recycling (Stone and Webster, 1997a). The analyses of metals (Ag, As, Ba, Be, Cd, Co, Cr, Cu, Fe, Hg, Mn, Ni, Pb, Sb, Se, Ti, and Zn) in the condensate confirmed that their concentrations were at or below the detection limits (Resources Conservation Company, 1997; SRI, 1997). These analyses indicate that excess condensate could be discharged to a sewage treatment plant. However, standards for condensate discharge must still be established.
The crystallized salts from the evaporation unit can be dewatered to form a cake for disposal that contains more than 70 wt. percent solids. The preliminary results of the toxicity characteristic leaching procedure for the solids showed that the concentrations of leached metals were well below the regulatory limits (40 CFR 261.24) (SRI, 1997). Testing for organics in the crystallized salts was not done.
A preliminary disposal survey was conducted to identify commercial facilities for receipt of the solid effluent. Based on the source of the effluent, the solid waste can be disposed of at a Subtitle C (hazardous waste) landfill. However, the permit requirements for disposal have not been finalized. The committee does not anticipate that this will present a problem.
Before contractors are asked to finalize the design of the operational SCWO reactor and its concomitant process and environmental control systems, the Army will have to specify both the not-to-be-exceeded limits on specific hydrolysate products or classes of products and the proven and acceptable analytical methods for measuring the amounts of these products in aqueous and salt matrices. Because gases emanating from the process will pass through activated carbon filters prior to venting to the atmosphere, no additional treatment requirements for process gas streams are anticipated.
Nonprocess wastes include disposable protective clothing (gloves, booties, tape, etc.) and filter media, such as carbon and high-efficiency particulate air cartridges. The proposed plan for the disposal of these items is to decontaminate them and ship them to an off-site hazardous waste facility. Prior to shipping, the waste will be stored in the solid waste storage building. The design of this building represents an estimate of space requirements to house solid waste packing and processing equipment, with more than adequate storage capacity.
The SCWO building areas will be washed down with demineralized water from the process water tank. Sumps will return wash-down water to the off-specification tank and back to the hydrolysate tank for sampling, analysis, and processing by SCWO.
TECHNOLOGY IMPLEMENTATION TIMELINE
The Army provided the committee with an internal working schedule (2/5/98) for technology implementation at NECDF (Stone and Webster, 1997a). The schedule includes timelines for the acquisition design package, environmental permit applications, system contract request for proposal and award, final facility design, equipment procurement, site preparation, construction, equipment installation, systemization, pilot testing, operations, and closure. The implementation timeline is shown in Table 5-2 .
Critical tasks in the schedule include environmental permitting, site preparation, construction and equipment installation, systemization, operations, and closure. A delay in any one of these will extend activities and operations associated with the proposed VX neutralization and SCWO facility at NECDF. The proposed schedule allows a maximum of two years for the Army to initiate and complete the required testing and to complete the final SCWO design (March 1998–April 2000).
TABLE 5-2 Technology Implementation Timeline at NECDF (as of February 5, 1998)
|
Task |
Timeline |
|
Acquisition of design package |
11/6/96–2/23/98 |
|
Environmental permitting |
5/21/97–12/8/99 |
|
System contract request for proposal and award |
3/2/98–3/25/99 |
|
Final facility design |
3/26/99–4/20/00 |
|
Equipment procurement, site preparation, construction, and equipment installation |
6/23/99–9/6/02 |
|
Systemization |
9/9/02–9/8/03 |
|
Pilot testing |
9/9/03–4/23/04 |
|
Operations |
4/23/04–12/31/04 |
|
Closure |
12/31/04–7/10/06 |
|
Source: Adapted from Stone and Webster, 1997a. |
|
ENVIRONMENTAL PERMIT REQUIREMENTS
Environmental permitting is scheduled to take approximately three years and is a critical task in the implementation schedule. The NECDF environmental requirements include:
-
Resource Conservation and Recovery Act (RCRA) Part B Permit
-
air permit
-
water permit
-
National Environmental Policy Act (NEPA) process
The RCRA permit specifies conditions for the handling and disposal of hazardous waste. The RCRA permit application is based on guidelines in the U.S. Code of Federal Regulations (40 CFR 270 Subpart B) and state specified guidelines and/or examples. Upon submission of the application to the state, a determination of completeness is made. If the application is complete, the state will review it and may issue Notices of Deficiency for specific items that require additional information, additional data, modifications of wording or approach to match guidelines (or the interpretation of guidelines in federal or state regulations), or an explanation of one or more aspects of the application. Following the Notice of Deficiency process, the state will develop a Draft Permit, which it provides for public scrutiny and comments. Following a minimum 45-day public comment period, the state responds to comments and usually issues a Final Permit, which allows the permittee to commence construction of the treatment, storage, and disposal facility (TSDF) or to initiate other actions regulated under 40 CFR. The RCRA permit application is scheduled to be submitted to Indiana regulators in the second quarter of FY98. The RCRA permit must be obtained prior to construction. The Army anticipates that the RCRA permit will be issued in the second quarter of FY00. Health risk assessments are required by Indiana law to be included with the RCRA application.
SCWO will be permitted under 40 CFR 264.600 (Subpart X-Miscellaneous Unit). Indiana is not authorized to administer 40 CFR 264.600 at this time and is not sure when that authority will be granted to the state. In the meantime, the U.S. Environmental Protection Agency (EPA) regional office will be involved in the permitting process, specifically with respect to Subpart X. The regulators have been notified that the permit application will ask for relatively broad operating ranges, so that the plant can begin operations and the integrated process shown to work without an unnecessarily restrictive demonstration test.
The NECDF air permit will provide quality standards for air emissions and facility operating conditions. Indiana has legal authority to administer the federal air pollution control regulations (Clean Air Act) through its State Implementation Plan (SIP). The SIP is routinely updated when new federal regulations are promulgated by EPA. The air permit application is also scheduled to be submitted to Indiana regulators in the second quarter of FY98, and the Army anticipates that the state will issue the permit in the second quarter of FY00. The air permit must also be obtained prior to construction.
The Clean Water Act provides quality standards for liquid effluent discharge. For disposal of agent-derived waste into navigable waters, a delisting petition is required, which is in preparation. The Army plans to submit a water permit request to Indiana regulators in the first quarter of FY98 and anticipates that the permit will be issued in the first quarter of FY00. The water permit is required 180 days before operations begin.
The NEPA process requires that federally funded projects undergo NEPA analysis. A notice of intent to proceed with the NECDF demilitarization facility was
published on May 23, 1997, and a scoping meeting was held on June 30, 1997. Minimal comments were received at the meeting. The completion of the environmental impact statement is scheduled for the third quarter of FY98, and a Record of Decision is expected by the fourth quarter of FY98. This decision action is required before a contract can be awarded.
Construction of the facility depends directly on the receipt of these permits. Public acceptance of the technology will facilitate the permitting process. To date, the neutralization and SCWO process for treating VX seems to have the necessary public support, or at least the committee heard no evidence from the contractors that there was public opposition. Review of news clippings from the Newport, Indiana, area by committee members also supports the opinion of the contractors that the public is not opposed to the proposed technology at this time.











