
2
Synthesis of Industrial Needs
The objective of this chapter is to assess the challenges and needs of the energy-intensive and waste-intensive industries that make up the IOF. These challenges and needs, not all of which are common among the industries, involve technology, specifically process monitoring sensors and manufacturing process controls that would improve the energy efficiency and resource utilization of industrial manufacturing processes. This assessment will be the basis for the subsequent discussion of research opportunities and the associated recommendations and conclusions for OIT's program.
SUMMARY OF INDUSTRY NEEDS
The panel reviewed the needs identified by several of the IOF industries in a working session with representatives of the industry groups and in subsequent discussions with key experts. The purpose of the working session was (1) to synthesize and organize specific technology needs identified by IOF working groups and (2) to identify common process attributes and needs for process controls and sensor technologies among the industries. This section includes descriptions of key manufacturing processes and the needs specific to six of the IOF industries. Subsequent sections describe common attributes and common technology needs of these industries.
Glass
The glass industry has national importance to the U.S. economy. Its annual sales are $22 billion, and the industry employs 150,000 people. The industry,
which produces 21.5 million tons of glass per year, is a significant energy consumer. The glass industry produces four major types of products:
-
flat glass—windows, automobile windshields, mirrors, and tabletops
-
container glass—glass packaging, jars, and bottles
-
specialty glass—tableware and ovenware, flat panel display glass, lightbulbs, television tubes, optical fibers, and scientific and medical equipment
-
glass fibers—fiberglass insulation, reinforcing fibers, and textiles
A typical glass furnace is 25 to 30 feet wide, 200 feet long, and 4 to 6 feet deep, and contains enough molten glass for one to two days of production. The typical production rate is 250 tpd (tons per day) for a container-glass oven and 550 tpd for a flat-glass oven. Glass is produced in integrated factories—from raw material to finished products. Most of the needs identified by the industry representative focused on measuring and/or controlling temperatures and composition in large-scale, high-temperature (and steep-temperature-gradient) environments (Ross, 1996).
The glass industry's needs for improved sensors and controls are based on four key factors:
-
improving energy efficiency (energy accounts for 10 to 15 percent of manufacturing costs)
-
improving product quality and productivity
-
improving environmental compliance
-
maximizing recycling and reducing waste (approximately 35 percent of glass is recycled from postconsumer waste)
Specific needs include the following (Ross, 1996):
-
Process instrumentation for the advanced control of
-
temperature profiles in furnace operations and forming operations
-
uniformity of temperatures in furnace and glass streams
-
thickness
-
fiber diameter
-
-
Sensors to measure physical properties, including
-
the real-time variations of composition (currently determined by offline sampling/laboratory testing)
-
viscosity (currently inferred from composition and temperature)
-
cullet 1 composition and color (plus contamination detectors) for sorting processes
-
oxidation state (indicative of contamination and compositional variability)
-
|
1 |
Cullet is defined as broken or refuse glass, which is usually added to new materials to facilitate melting. |
-
Methods to control combustion processes, including nitrous oxide (NOx) emissions, temperature, heat transfer, and gas composition
-
Improvement and validation of process models
Chemicals
The chemical industry is a large component of the U.S. industrial sector. In 1995, the chemical industry shipped $367.5 billion worth of products. The industry has more than a million employees. The chemical industry is diverse, with eight standard industrial classification (SIC) codes:
-
industrial inorganic chemicals
-
plastics, materials, and synthetics
-
pharmaceuticals
-
soaps, cleaners, and toilet goods
-
paints and allied products
-
industrial organic chemicals
-
agricultural chemicals
-
miscellaneous chemical products
The vision document for the chemicals industry, Technology Vision 2020: The U.S. Chemical Industry, identifies three principal areas for advancing chemicals manufacturing —process science and technology, chemical measurement, and computational technology—all of which are critically dependent on improved process modeling, control, and sensing. Process science and technology includes process software, tools for real-time measurements, and flexible manufacturing (disassembly and reuse, solids processing, and smart processing). Chemical measurement involves process analytical chemistry, standards for data acquisition and control systems, analytical measurement techniques, and real-time analysis capability. Computational technologies include process modeling, simulation, optimization of operations, and process control.
Koch (1996) identified the chemical industry's needs for process sensing and control that can improve the understanding of process relationships and improve chemical sensing technologies. Specific needs include
-
the chemical analysis of stack emissions (for compliance with environmental regulations)
-
the detection and analysis of fugitive emissions (to prevent pollution)
-
the detection and analysis of low levels of organic compounds in water (to improve product quality)
-
the measurement of moisture content in organic compounds, corrosive gases, and liquids (to improve product quality)
-
the physical and chemical characterization of polymers (to improve product quality)
The specific needs identified by Koch (1996) for process control equipment include
-
information technology for the collection and analysis of complex, high-volume process measurements in real time (to replace the current time-consuming sample-test-adjust approach)
-
combining the sensing of chemical composition with the sensing of physical properties (for process controls based on more than the traditional flow, pressure, and temperature characteristics)
-
interface standards (to facilitate networking of different types of sensors)
Metal Casting
The U.S. metal casting industry is a $25 billion per year industry that employs 210,000 people (about 170,000 in production) and produces about 13 million tons of castings per year. The domestic industry is made up of 3,100 metal casting establishments, most of which are small companies (38 percent have fewer than 20 employees, and 79 percent have fewer than 100 employees). Ferrous metal castings account for 85 percent by weight (61 percent by value) of shipments; nonferrous castings, primarily aluminum, account for the rest.
Metal casting is an important process in the fabrication of net-shaped or near-net-shaped components from a variety of metals and alloys. Casting processes can be used to produce complex shapes ranging in size from a fraction of an ounce to hundreds of tons (ASM, 1988). The selection of casting processes depends on a range of factors, including required mold strength, component size, variations in the thickness of cast sections, required surface finish and dimensional accuracy, production rates, environmental factors (e.g., reclamation of sand and type of sand binder), and cost. Casting processes include the following:
-
Sand casting. Temporary molds are produced by compacting sand around a reusable form. Molten metal is poured into the cavity. After the casting cools, the mold is destroyed, and as much sand as possible is reclaimed and recycled.
-
Permanent-mold, low-pressure casting. Molten nonferrous metal (usually aluminum) is poured into reusable steel molds.
-
Investment casting (lost-wax process). Temporary ceramic molds are produced from a wax pattern. The wax is removed (usually by melting) leaving a mold cavity. Molten metal is poured into the cavity, and the mold is broken off.
-
Die casting. Molten metal is injected at high velocity and high pressure into permanent steel molds. This process generates little waste and has particularly rapid cycle times.
Because most casting companies are small, the industry does not have much capability to conduct innovative research. Consequently, the industry relies on
government-sponsored research, such as programs resulting from the Cast Metals Competitiveness Act of 1990 (P.L. 101-425), for the development of generic process technologies.
Specific process sensing needs for the metal casting industry include (Green, 1996; Walkington, 1996)
-
robust sensors for measuring the temperature of molten metals
-
sensors for determining alloy composition, including dissolved-gas composition (i.e., chemical sensing in molten metals)
-
remote monitoring for sensing in hostile environments
-
chemical sensors to monitor the quality of recycled sand (for sand-casting molds)
-
pressure and temperature sensors for die-casting processes
-
sensors to measure solidification rates and the locations of solid-liquid interfaces
-
sensors for measuring mold filling and tilt profile
The driving factors for improving process control technologies are reducing the high scrap rates (the reject rate for sand casting is currently as high as 4 to 5 percent) and improving the quality of castings, including surface finish, dimensional accuracy, and porosity. Casting processes characteristically include complex process variables —velocities, flows, temperatures, and pressures—that must be controlled to minimize shrinkage and to control temperatures, cooling rates, and cycle rates. The industry has a critical need for improving the fundamental understanding of solidification processes and for accurate solidification models (Kenchington et al., 1997).
Forest Products
The U.S. forest product industry employs 1.4 million people and produces products worth approximately $200 billion per year. The forest products industry consists of two major segments: wood products (e.g., lumber, studs, and plywood) and pulp and paper products. This section of the report focuses on the pulp and paper segment of the industry.
The papermaking process has three major steps: separation of individual fibers from wood, fiber treatment, and recombination. The separation step, which can be performed by chemical or mechanical means, involves a number of processes. For example, chemical separation processes include digestion, cleaning, and bleaching. In the digestion process, wood chips are combined with chemicals under pressure and at high temperature to dissolve the lignin binder. Recovering heat and spent chemicals, including the combustion of organic compounds in a recovery boiler and the recaustizing of sodium carbonate to sodium hydroxide, is essential to the chemical digestion process. In the cleaning process, the pulp is passed through screens and cleaners to remove oversized or unwanted particles.
The bleaching process is used for producing white paper. The pulp is bleached, typically using chlorine dioxide, although ozone and oxygen can be used.
The treatment step involves two processes: refining and cleaning. During refining, fibers are subjected to mechanical impacts that disrupt the multilayer fiber structure to increase their flexibility. After refining, the fibers are screened (sorted by size to remove clumps of unseparated fibers or shives) and cleaned as in the separation step.
The recombination step involves three processes: web processing, pressing, and drying. During web processing, a slurry of fibers and water is delivered to a forming fabric to create a continuous web; water is removed by gravity and a vacuum assist. Pressing involves applying pressure, via a series of rolls, to further consolidate the web and remove additional water. During drying, the web is typically passed over a series of heated rolls to remove water through evaporation.
The American Forest and Paper Association has formed a task group to develop a list of industry needs in the area of sensors and controls. At a workshop sponsored by the Technical Association of the Pulp and Paper Industry, participants identified seven high-priority needs (out of 67) specifically related to process sensing and measurements (Bareiss, 1996; TAPPI, 1996):
-
measuring the characteristics of wood chips, including moisture content, chip size and size distribution, species, chip density, and age variables (i.e., acidity, extractive content, and cellulose degradation)
-
monitoring pulping chemistry to measure lignin, hemicellulose, and cellulose concentration; also important are the composition of pulping liquors (i.e., effective alkali, residual alkali, and total titratable alkali)
-
measuring fiber properties and characteristics, including the degree of refining, drainage loss, coarseness, length, cell wall thickness, density, flexibility, conformability, surface oxidation, and surface carboxyl groups
-
measuring the consistency (percentage of solids) of the fiber stream
-
measuring colloidal charge, the pulp net surface charge resulting from charges on fibers (usually negative) and additives (often positive)
-
physically inspecting the fiber web (approaching 100 percent inspection)
-
evaluating printability, a complex characteristic that depends on the characteristics of paper sheet (e.g., smoothness, absorbency, moisture content, formation, opacity, brightness, receptivity to ink, compressibility, surface energy, and mottle)
In general, the challenge for process controls in the forest products industry is to design and implement control systems that provide for the intelligent optimization of processes and total mill control. Specific needs include (Bareiss, 1996)
-
control strategies for black-liquor evaporators
-
control strategies for dimensional stability, color, humidity in drying processes, and web tension in papermaking operations
-
expert systems and smart systems for process diagnostics
-
techniques to predict upsets in mill systems (proactive maintenance)
-
techniques to reduce the total installed cost of measurement and control systems
Aluminum
The aluminum industry employs more than 130,000 people and annually produces more than 20 billion pounds of ingot and fabricated mill products and contributes $30 billion to the gross domestic product. The major processing steps used by the aluminum industry are listed below (Green, 1996):
-
mining
-
alumina refining
-
aluminum reduction
-
metal casting
-
thermal treatments
-
fabrication processes
-
production of fabricated products
-
secondary processes (recycling)
The first processing step, after mining, is alumina refining, during which bauxite is refined to Al2O3 using the Bayer process. The primary issue in the Bayer process is productivity (i.e., yield and rate), which is limited by the rate of trihydrate precipitation and by pressure and temperature constraints on the digestion processes (Aluminum Association, 1997). The needs for sensors and controls are listed below:
-
rapid, on-line measurement of particle size in precipitators and settling tanks
-
rapid, on-line measurement of chemical concentration in caustics
-
effective control of long-lag-time chemical processes
-
measurement of temperature gradients, especially in the calcining furnace (1,700°C)
The second processing step is aluminum reduction, during which alumina is electrochemically converted to metal using the Hall-Héroult process. The intense use of electric energy is the major factor in the efficiency of the aluminum reduction process. Key needs for sensors and controls are listed below:
-
on-line sensors to monitor bath conditions in the extremely severe fluoride melt environment (conditions that need to be monitored include alumina concentration, bath ratio, bath temperature [approximately 950°C], metal depth level, and metal-bath dynamics)
-
cryolite freeze profiles
-
techniques to measure wall thickness to monitor the buildup of side crust
-
prediction and control of anode effects
Aluminum fabrication processes include casting, heat treatment, spray forming, semisolid forming, superplastic forming, rolling, foil production, extrusion, forging, stamping, wire production, and powder production.
The needs of the metal casting industry listed above are also appropriate for aluminum casting. In addition, the aluminum industry uses continuous casting processes to produce ingots and slabs. The particular needs for sensors and controls for the continuous casting of aluminum are listed below:
-
measurement of the temperature gradients in melting furnaces (approximately 730°C)
-
in-line measurement of alloy composition
-
detection of inclusions
-
continuous monitoring of hydrogen content
The needs for sensors and controls in thermal treatment processes are listed below:
-
in-line chemistry measurement
-
in-situ combustion analysis for furnace control
-
accurate noncontact temperature sensors
The key needs for sensors and controls for the remaining fabrication processes and for fabricated products include
-
noncontact measurement of temperature (from 65 to 540°C)
-
in-line texture analysis
-
control of sheet shape and work roll temperature profiles
-
measurement of physical dimensions
-
high-speed, noncontact sensing of surface quality
-
control of metal flow in extrusion and forging processes (requires measurements of temperature gradients, surface contours, and residual stress, as well as accurate process models)
-
wide-area, rapid-scan, nondestructive evaluation methods to detect manufacturing flaws
-
measurement of quality, strength, and integrity of welds and joints
The steady growth of the secondary processing industry, particularly castings for the automotive industry, has sustained the demand for mixed aluminum alloy scrap. The diversity of aluminum alloy specifications and the restrictions imposed on the chemistry of scrap remelts require that mixed aluminum alloy streams be segregated by alloy type (e.g., separate alloy 1100 from 5XXX series and from 6XXX series). On-line sensors are needed that can rapidly identify alloy chemistry on a rapidly moving conveyor so that scrap can be segregated by alloy type.
Steel
The steel industry employs more than 170,000 people and ships approximately 100 million tons of steel per year valued at $60 billion. The major processes in the steel industry are coke making, iron making, steelmaking, hot mill processes, pickling and cleaning, cold rolling, annealing, galvanizing, welding, and slitting.
The steel producers, including integrated mills and minimills, along with industrial and academic researchers, participate in collaborative research and technology development projects sponsored by the American Iron and Steel Institute (AISI). The objectives of the research on process sensing are to develop on-line, noncontact, multifunctional process and product monitoring sensors that approach 100 percent product coverage. On the basis of these objectives, the AISI subcommittee on sensors, which includes representatives from Armco, Bethlehem, Dofasco, Inland, Timken, Alcoa, and LTV, has identified needs for sensors in the steel industry. Process sensing in the steel industry must accommodate several key factors, including very harsh processing environments, the need for extremely accurate measurements, and, in some cases, the speed (acquisition, measurement, and reporting response time) at which some of the sensor systems must function. Specific sensing needs are listed below (Brusey et al., 1996):
-
measurement of thickness gage and profile (some companies need the capability to detect ridges 0.0004 in. high and 0.25 in. wide)
-
measurement of mechanical responses, including yield strength, tensile strength, and formability
-
microstructural characterization, including grain size and orientation
-
surface inspection (defect detection/classification and roughness measured at 6,000 ft/min line speeds)
-
on-line chemical measurements (e.g., oxygen content in the iron-making process and carbon content in the steelmaking process) that can feed forward to thickness control
-
accurate, emissivity-independent measurement of bulk temperature
-
detection and classification of internal inclusions
-
multifunctional sensors in a single sensor package (e.g., to measure thickness, product orientation, alloy composition, and temperature)
-
characterization of full product width and length, compensating for variations in flatness
-
measurement of flatness or camber (as little as 0.25 in in 10 ft of strip length)
-
characterization of coatings, including thickness, integrity, and adhesion
In general, the challenge for improved process controls in the steel industry is the design and implementation of intelligent control systems that can work in large-scale batch processes and semi-continuous (high-rate batch) processes. Specific needs for process controls are listed below (Brusey et al., 1996):
-
improved utilization of data to enhance process understanding (e.g., real-time use of data in process simulation and modeling)
-
self-maintenance of controllers, including on-line monitoring of performance, fault diagnostics, and automatic self-tuning
-
robust controllers that can tolerate long-term sensor degradation or key sensor failures
-
improved data integrity and reconciliation of spurious data
-
control technologies applicable to batch processes and high-rate continuous processes
-
optimization of the supervisory controllers that control scheduling and queuing for mixed batch and continuous processes
Process models are a key component of control systems for the steel industry. In many cases, improvements in process control systems depend on the long-term goal of improving first-principle process models (Balchen, 1997). In the short term, tools that combine process models with empirically derived relationships would facilitate improvements to model-based controls. Ideally, developments in modeling and simulation technologies will expand the control and decision-making capabilities of both business and manufacturing processes (Henriksen, 1996).
COMMON NEEDS AND ATTRIBUTES
Many of the factors that are driving the need for sensors and control technologies for continuous and large-batch processes are common to all of the industries represented in the IOF. These factors include efficient energy use, reduced process waste, increased productivity, the continued need for reliable processes that produce high-quality products, and reduced costs. These factors are also common to other energy-intensive processing industries.
Significant barriers to the development and implementation of new sensors and manufacturing process control technologies are listed below:
-
the cost and time required to develop, validate, and implement advances from prototypes to reliable process control systems
-
the risk to existing production environments, schedules, and rates from the introduction of new process technologies
-
the lack of materials and fabrication processes for advanced sensors capable of operating in the harsh processing environments described above for each of the IOF industries
-
incomplete understanding of process physics
Industries may require validated simulative process models, or “plant models,” before they invest in new advanced sensors or process control technologies. The purpose of these models would be to determine the impact of new control
technologies and to establish the reliability and optimal utilization of the data via “response-time engineering.” (Response-time engineering takes into account variations in sensor signal-to-noise ratios, instrument precision and signal processing [e.g., because of sensor placement, time of day, and frequency], and data handling and reporting.)
A long-term challenge must also be considered. Current development programs are being driven by near-term trends in process control technologies and related sensor technologies (e.g., advances in process-specific control software and standardized hardware). However, long-term development will have to meet the challenge of managing large data sets associated with the increased number of parameters (analyzed on an hourly, daily, or weekly basis) monitored by improved process controls and sensors. The cumulative investment for data recording, archiving, and visualization, in addition to the cost of maintaining analysis software, could exceed the periodic reinvestment by industry in new control hardware and software.
Process Attributes
All of the IOF industries are high-volume processors that use large-batch or continuous processes to make commodity-grade products. The products generally have low value per unit but are produced at high production rates. Production line speeds include: glass at 600 fpm; steel at 6,000 fpm; aluminum at 6,000 fpm; paper at 1,000 to 6,000 fpm, depending on basis weight; and plastic films/fibers at more than 6,000 fpm. The most widely shared attributes among the IOF processes are: (1) they are performed in harsh environments, and (2) they require control of large mechanical equipment. Most of the IOF processes considered in this report are serial processes (i.e., the output from one process is the feedstock for the next). A generalized process flow for material processing industries is described below:
-
the preparation of raw materials (refining, separation, etc.)
-
mixing, blending, digesting, or melting of the prepared materials
-
handling of multiphase flows
-
consolidation or solidification of the material leading to discrete products
In general, IOF industries use a large amount of recycled materials as feedstock, including both home scrap (in-plant waste) and postconsumer waste.
Process Sensing Requirements
The panel identified the following common requirements for sensing technologies for monitoring and controlling manufacturing processes:
-
the measurement of temperature profiles in three physical dimensions and over time in harsh processing environments
-
the measurement of chemical composition/stoichiometry in three physical dimensions and over time in harsh processing environments
-
the measurement of surface, interfacial, and dimensional attributes at high line speeds and in high-temperature environments
-
the monitoring of combustion processes with an emphasis on emissions and particulates
The IOF industries are all anticipating the development of noncontact sensors that can measure process variables (especially temperature, chemical composition, and physical attributes) in environments that are too harsh for immersion sensors. Measurements and analyses must be rapid enough to allow feedback control of high-speed processes with minimal waste.
Process Control Requirements
As a basis for organizing requirements for sensors and corresponding process control technologies, the panel classified process controls into three levels of complexity (shown in Figure 2-1; Jones, 1997):
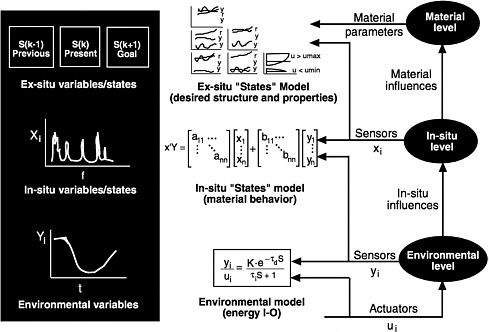
FIGURE 2-1 Three-level classification scheme for process control technologies. Source: Jones, 1997.
-
the environmental level, where PID (proportional, integral, derivative)-algorithm controllers are used to monitor and control input-output energy variables (e.g., temperature, pressure, flow rate)
-
the in-situ level, where materials behavior is monitored and process variables are controlled based on process models
-
the material level, where processes are controlled by direct measurements of desired materials properties
Traditional environmental-level controls rely on feedback control algorithms that monitor primary process parameters, compare the measurements to an initial calibration, and adjust the process in response to deviations. Feedback controls have an inherent delay in making process adjustments. In-situ-level controls can compensate for dynamic delays by using feed-forward control algorithms that use process models to anticipate control settings.
In general, current process control technologies in the IOF industries are at the environmental level. The panel believes that an appropriate goal for near-term OIT-sponsored research would be to move the technology to the in-situ level. Because each industry has its unique operating characteristics, process controls will ultimately have to be tailored to meet the requirements of each industry. Implementing technologies, such as control algorithms, specific process models, and actuator systems, will have to be industry specific.
The process control requirements that are common to the IOF industries are listed below:
-
effective use of process measurements
-
process control methodologies that enable in-situ-level process control
-
fuzzy logic controllers that can translate expert system rules to establish control parameters
-
model-based controllers that use process models to establish control parameters
-
-
hybrid models that allow multiple, disparate process models to be used in a cohesive and integrated way
-
plantwide or enterprise-level optimization, including multi-unit controls and robust, self-diagnostic supervisory controllers
-
tools for open-architecture applications, including operator/controller interfaces that allow effective control of dynamic processes by non-experts
-
adaptive control systems that account for the variabilities of aging equipment, environmental conditions, or product mix
REFERENCES
Aluminum Association. 1997. Aluminum Industry Technology Roadmap. Washington, D.C.: The Aluminum Association.
ASM. 1988. ASM Handbook. vol. 15. Materials Park, Ohio: ASM International.
Balchen, J. 1997. How Have We Arrived at the Present State of Knowledge in Process Control: Is There a Lesson to be Learned? Presentation at the International Symposium on Advanced Control of Chemical Processes, June 9–11, 1997, Banff, Alberta, Canada.
Bareiss, R.A. 1996. Forest Products Industry: An Overview of Needs in Process Control. Presentation to the Panel on Manufacturing Process Controls, National Research Council, Washington, D.C., October 22, 1996.
Brusey, B.W., M. Dudzic, and C. Romberger. 1996. Process Sensor and Control Needs in the Steel Industry. Presentation to the Panel on Manufacturing Process Controls. National Research Council, Washington, D.C., October 22, 1996.
Green, J.A.S. 1996. A Compilation of Sensor and Control Needs. Presentation to the Panel on Manufacturing Process Controls. National Research Council, Washington, D.C., October 22, 1996.
Henriksen, A.D. 1996. A Framework for Hierarchical, Object-Oriented Simulation Modeling of a Steel Manufacturing Enterprise. Presented at the Object-Oriented Simulation Conference, San Diego, California, January 14–17, 1996.
Jones, J.G. 1997. Intelligent Process Control of Fiber Chemical Vapor Deposition. Ph.D. Dissertation. University of Cincinnati. June 1997.
Kenchington, H.S, J.L. Eisenhauer, and J.A.S. Green. 1997. A technology roadmap for the U.S. aluminum industry. Journal of Materials 49(8): 18–21.
Koch, M. 1996. Process Control and Sensor Needs: The Chemical Industry. Presentation to the Panel on Manufacturing Process Controls. National Research Council, Washington, D.C., October 22, 1996.
Ross, C.P. 1996. Advanced Sensor Needs for the Glass Industry. Presentation to the Panel on Manufacturing Process Controls. National Research Council, Washington, D.C., October 22, 1996.
TAPPI (Technical Association of the Pulp and Paper Industry). 1996. Workshop on Sensors and Process Controls. Raleigh, North Carolina, April 1996.
Walkington, W.G. 1996. Sensor and Control Needs for the Metal Casting Industry. Presentation to the Panel on Manufacturing Process Controls. National Research Council, Washington, D.C., October 22, 1996.













