
3
Research Opportunities
The IOF industries have common needs for measurement and control technology that would lead to reductions in energy consumption and waste. The panel reviewed emerging sensor and control technologies and identified the ones that would address the IOF needs. The panel 's objective was to determine which technologies were most promising, and what could be done to accelerate their development. The panel reviewed research on sensors and control systems, information extraction, delivery hardware, and software platforms. The panel also reviewed technologies in the following areas:
-
emerging first-principle measurements
-
data validation and information extraction from multiple high-speed data streams
-
process operator interfacing, efficiency, and safety
-
control systems to improve process efficiency and reduce downtime
PROCESS SENSORS
The development of the next generation of sensor technologies is being driven by the common need of IOF industries to improve product quality, processing performance, and yield while optimizing energy efficiency and reducing the adverse environmental impact of manufacturing. The lack of advanced real-time process measurements and control systems is currently considered a critically limiting factor in the realization of these objectives as industries move into the next century.
In the past, manufacturing process sensors and controls have primarily been used to maintain steady-state operating conditions through the measurement and
control of fundamental variables, such as temperature, pressure, and flow (i.e., environmental-level control, as described in Chapter 2). However, developments in process measurement and control technologies are rapidly shifting the focus to sensors that can measure physicochemical parameters that are more directly related to product quality, performance, and process optimization. The realization of these next-generation technologies will require innovative sensors with new sensing techniques and transducer elements. As described in Chapter 2, the required measurements include
-
the measurement of temperature profiles in harsh processing environments
-
the measurement of chemical composition/stoichiometry in harsh processing environments
-
the measurement of physical attributes at high line speeds and high temperatures
-
the monitoring of combustion processes
For the applications that require direct immersion-type sensors in harsh environments, materials (including materials for the entire sensor system, which consists of sensor elements, packaging, leads, interconnects, and actuators) with significantly improved thermal and chemical resistance will be essential. A single comprehensive database of candidate material properties (including mechanical and physical properties; high-temperature properties; reactivity in chemical environments; and methods for deposition, formation, and patterning processing) would significantly accelerate the design and development cycle for the fabrication of new sensors and transducers for these demanding applications.
In many situations, however, severe constraints all but preclude the use of direct, invasive diagnostic sensors. Research, therefore, should focus on non-invasive diagnostics and probes, photonic, acoustic, or electrical probes that can elicit responses that indicate given states or properties of the system. Non-invasive diagnostics can be divided into two categories: fundamental diagnostics and natural system behavior diagnostics.
Fundamental diagnostics include direct measurements (e.g., temperature, composition, spectral absorbance, mass/charge ratio, electrochemical potential) and indirect measurements (e.g., impedance or optical spectrum). Indirect measurements, which are important for in-situ-level process controls, correlate sets of data values with systems performance in a way that is easily repeatable. Using indirect measurements, process performance can be controlled without directly ascertaining the property being controlled. Indirect measurements are especially useful in extremely complex systems where measurement of a property comprised of several nonlinearly interacting parameters can be used to control a process function. Direct measurements of desired materials properties, which enables materials-level process control, invariably provide the most valuable information.
With natural system behavior diagnostics, systems performance is characterized by measuring certain attributes that reflect processing characteristics, such as current signature, motor torque, circuit loading parameters, and system electrical impedance. Natural system behavior diagnostics provide complex information about a process and are application specific. Nevertheless, efficient data mining and advanced signal processing methods (e.g., time- and frequency-domain analyses) can be developed to extract valuable processing information from these large, complex, often noisy multidimensional data sets. Natural systems diagnostics are critical to monitoring the performance of processing equipment in condition-based maintenance programs. The advantages and promise of natural system behavior diagnostics are listed below:
-
non-intrusive and remote process monitoring
-
no need for additional cables and field sensors at the process point
-
high sensitivity to a wide range of mechanical and electrical disorders
-
high selectivity among disorders of processes and machines
General Research Opportunities in Sensor Technology
Among the many research opportunities identified by the panel for creating the next generation of sensor technologies are
-
sensors and transducers capable of reliably measuring composition and temperature in harsh environmental conditions
-
low-cost, high-volume production of sensors
-
reliable, robust sensors
-
integrated sensors produced using integrated circuit processing approaches (“sensors on a chip”)
-
advanced wireless sensors
-
miniature sensors and ancillary systems (e.g., through micromachining, spectrometer on a chip, and sensor arrays)
-
reliability testing and self-monitoring of sensors
-
integrated sensing techniques with monitoring modules and control software to provide a total manufacturing solution
-
process spectroscopy (e.g., nuclear magnetic resonance, Raman, infrared, near-infrared, mass, optical, electrochemical, and acoustic spectroscopies)
-
new materials for the production of low-cost, low-loss fibers for the remote sensing of chemical composition using infrared process spectroscopy (currently available chalcogenides are unsuitable for many infrared process applications)
-
environmental sensors that can detect and characterize a wide variety of emissions/pollutants (gas or submicron particles)
-
materials for new sensors that are engineered on a molecular scale for enhanced structure-function specificity and sensitivity to chemical moieties
-
analysis and visualization of process measurements
Temperature Measurements
The need to measure high temperatures accurately and reliably is common to all of the IOF industries. Thus, there is a strong impetus for developing new technologies that can meet these stringent requirements. The following examples of innovative temperature measurement techniques are a few of the techniques that were discussed at the workshops. There are other emerging technologies that should also be evaluated.
Johnson-noise thermometry has the potential for producing accurate, real-time process measurements of a wide range of temperatures, from cryogenic to incandescent. Technology gaps (and thus research opportunities) in the development of new probes include problems with drift, hysteresis, and electromagnetic interference. New high-speed, low-cost silicon digital signal processor devices, although not compatible with exposure to temperatures above approximately 250°C (NRC, 1995), may provide a solution for the requisite high-bandwidth digital signal filtering required to “notch-out” bands of interference.
Using Raman-based thermal measurements, temperature sensors could be developed that are not influenced by the emissivity of a given material. The Raman technique is based on measuring the ratio of the Stokes to anti-Stokes intensity in a Raman signal. Research should focus on the development of holographic filters that would mask the Raman laser lines to enhance the Stokes and anti-Stokes emissions. Alternatively, development could focus on low-cost rugate notch filters that may have significant advantages over holographic notch filters because of their small size and superior environmental and thermal stability.
Phosphor thermography is a new type of sensor that was developed by a joint research project by Oak Ridge National Laboratory, the U.S. steel industry, and DOE. This technique uses phosphor thermography to provide accurate in-process temperature measurements and is being applied during galvanneal operations. Phosphor thermography has a number of key attributes, including (1) noncontact, remote operation; (2) reduced temperature errors; and (3) insensitivity to surface quality, emissivity, and electromagnetic interference. Conventional infrared pyrometry strongly depends on the emissivity values of materials (which are often not well known and can vary with temperature and surface morphology).
Self-verifying temperature sensors (SVS) have the distinct advantage of not being susceptible to the degradation of calibration and accuracy, or “drift,” that is common to many other types of thermal measuring devices. The SVS probe purports to have a unique construction of proprietary materials; the associated monitoring module constantly checks the temperature calibration of the system against an established reference, thereby ensuring accurate measurements of better than ±0.4 percent. However, the current probe system has the same problems in hostile environments as conventional sensors. Protective thimble technology may be required to extend the sensor life and practical utility of SVS systems in high-temperature environments.
Chemical Composition: The Advent of Process Spectroscopies
A variety of analytical instruments to monitor process chemistry and stoichiometry are in rapid transition from the laboratory environment to the manufacturing environment. The impetus for this rapid evolution has been mostly the development of lower-cost, miniaturized, integrated systems that directly and easily measure a wide range of process flow streams and conditions. Some of the techniques OIT should consider for process measurement and control in IOF industries are Raman spectroscopy, mass spectrometry, infrared spectroscopy, near-infrared spectroscopy, UV-visible spectroscopy, electrochemical spectroscopy, and acoustic spectroscopy. Two technologies that were discussed in the panel' s technology workshop, Raman spectroscopy and mass spectrometry, are described below as examples.
A growing number of optical-based absorption and fluorescence instruments are being used as remote analytical sensors. These compact optical spectrometers provide real-time spectral identification of chemicals in chemical process lines or in smokestack plumes. In addition, similar Fourier-transform infrared instruments are starting to be used to monitor the perimeter of industrial facilities to detect accidental releases of hazardous gases.
Another important technique, for which instrumentation is commercially available, is Raman spectroscopy, which has several advantages over other optical spectroscopy techniques. First, it is not affected by interference from glass or ambient water or moisture (which is critical in many industrial applications). Second, it yields a unique molecular fingerprint, which unambiguously identifies chemical species. Third, it can be deployed remotely through commercially available low-loss silica-based optical fibers.
Mass spectrometry has crossed the threshold from the laboratory to the manufacturing environment and is being used for monitoring and control of chemical compositions in low-pressure systems. Significant challenges remain, however, before this technique can be more generally used as a diagnostic tool in manufacturing. These challenges include making more accurate quantifications of chemical species, developing better sampling procedures, and creating robust calibration methods that would be transferable to different processing conditions and not require numerous samples.
In general, implementing chemical composition monitors in manufacturing will require continued research to develop innovative sensors; miniaturize sensors and ancillary equipment; develop engineered materials for chemical specificity and sensitivity (for new chemical probes); develop lower cost, more robust electro-optics; and incorporate chemometrics to improve the calibration, performance, and reliability of new and existing analyzers.
According to Koch (1997), evolutionary advances that will affect chemical measurements include
-
information processing, including data mining and fusion, artificial intelligence, neural networks, and model-based analyses
-
miniaturization, including micromachined components, single-chip spectrometers, and sensor arrays
-
engineered materials, including molecular-scale tailoring for selectivity and sensitivity
-
electro-optics, including mid-infrared fibers, detectors, and diode lasers
Application-Specific Integrated Sensors
The realization of a fully integrated sensor, with the necessary microelectronics packaged in a single device, will require using existing silicon integrated circuit technology to produce a low-cost, high-volume product for a specific function. For example, research could be done on integrated systems that include sensors for applications involving process spectroscopies (described above) combined with solid-state photospectrometers. These integrated systems could be designed with mechanical elements (e.g., actuators) fabricated using MEMS (microelectromechanical systems) technology (NRC, 1997). The systems would be unique and powerful probes that could perform sensitive, specific functions. For example, cantilever MEMS is a promising technology for the development of tools for in-process chemical analyses, but they will require low-cost, reliable, and easily reproducible methods for depositing chemical-specific coatings. Current state-of-the-art processing methods have not addressed the formidable challenge of developing the materials and processing strategies for a sensor that gives a specific response to a chemical perturbation.
Critical areas for research in integrated sensors and MEMS devices are assembly, interfacing, and packaging. These final production steps can represent more than 80 percent of the cost of MEMS, and the failure of packaging is often the leading cause of system failure (NRC, 1997). As described above, chip technologies have developed rapidly because many of the manufacturing processes are the same as those used for conventional microelectronics. However, because integrated sensor systems must be able to interface with a range of input and output modes—including electrical, fluid, optical, chemical, and mechanical—conventional packaging and interconnection technologies cannot be used. The development of packaging and interfacing technologies that can be used in the harsh environments found in the IOF industries represents a research opportunity for OIT. Advances in packaging, assembly, and interfacing technologies could accelerate the development and acceptance of integrated sensor systems in the IOF industries.
Reliability of Sensor Measurements
One of the greatest impediments to the continued development and implementation of new sensor technologies is the difficulty of ensuring sensor reliability
and performance. Because reliability is critical, improved methods of demonstrating and testing new sensor technologies under realistic manufacturing conditions must be developed. However, experiments performed on actual production lines are expensive and time-consuming and may require machine downtime. The capability of realistically simulating manufacturing conditions (e.g., in a test bed or pilot-scale manufacturing facility) would significantly reduce the time required to evaluate, qualify, and implement a new manufacturing process sensor.
Advanced Wireless Sensors
The explosive growth in wireless telecommunications has generated a wide range of new products and created a technology infrastructure that may be suitable for the next generation of advanced wireless sensors. The prospect of being able to deploy new sensors rapidly anywhere in a manufacturing plant without the costs of cabling, connections, and associated labor presents a significant opportunity for using advanced wireless sensors in the future. Research would have to address the needs and overcome the barriers listed below:
-
eliminate interference from metal structures in the manufacturing environment
-
use intelligent, integrated sensors
-
develop reliable wireless networks for process monitoring and control
-
develop remote power systems for wireless devices
-
standardize communication protocols, interfaces, and software
Analysis and Visualization of Process Measurements
Even without the expected increase in the use of sensors for process monitoring and control, manufacturers face the daunting prospect of dealng with databases of unprecedented size and complexity. Considering the investment manufacturers will have made in acquiring process data, they would be wise to develop techniques for electronic documentation, electronic storage, archiving, and retrieval, as well as data analysis and visualization. Specifically, they will require methods to (1) compensate for uncertain data; (2) link measured parameters to meaningful process variables; and (3) organize observed data, models, and inferred knowledge using database technology.
Research should focus on adaptive methods involving the coupling of traditional methods, such as the Karhonen-Loeve transform, Euclidean distance clustering, and self-organizing maps, to emerging techniques, such as auto-associative neural networks, and self-training, hetero-associative neural networks. The coupling of these methods will provide the following capabilities:
-
automated classification of data
-
supervised and unsupervised learning methods
-
knowledge discovery techniques
-
image analysis and segmentation
-
statistical pattern recognition
-
time-series feature extraction and analysis
-
trainable object recognition
-
automatic image registration and change detection
-
spatiotemporal data mining
PROCESS CONTROLS
Industrial process controls in the IOF industries, as in most other large-scale process industries, lag far behind the developments of the past 20 to 30 years. The process controls currently used rely extensively on manual and single-loop PID control. Recent developments in control theory have not been widely applied, with the notable exception of model predictive control concepts, which are used predominantly in refining industries. The success of model predictive control can be attributed to its heuristic model basis and its use with relatively slow, stable processes.
Adaptive control of a manufacturing process consists principally of (1) sensing variations in processes or products, (2) determining corrective action, and (3) executing a correction through an actuator. Each of these functions presents barriers that must be overcome. The requirements for process controls common to the IOF industries (described in Chapter 2) include
-
methodologies to enable in-situ-level process control
-
plantwide or enterprise-level optimization
-
hybrid process models
-
tools for open-architecture applications
-
adaptive control systems
Process Control Methodologies
The principal objective for the process industries represented by the IOF is to develop technology to enable the transition of controls from the environmental level to the in-situ level (described in Chapter 2). Areas where process control technology can be significantly improved include
-
effective use of process measurements
-
robust on-line learning (intelligence applications)
-
autonomous control reconfigurations
-
Automatic diagnostics and maintenance
-
management of abnormal situations (e.g., start-up, shutdown, and fault recovery)
-
plantwide process optimization
Control input signals must be accurate and repeatable with few variations; sensor drift, faults, and noise corruption can compromise the data. If multiple sensors are required, there may be high costs for wiring and installation. Even when reliable data are available, information must be rapidly extracted from a mass of data.
Many advanced control algorithms require more accurate process modeling than is available in most industries. Most process models do not adequately address real-world issues of process nonlinearity, instability, inaccuracies in input signals, and the number and complexity of variables. All of these factors have meant that industry now uses complex systems that have long development times and high implementation costs and risks to end users.
The panel suggests the following research areas to address these common needs:
-
Intelligent control algorithms would address process nonlinearity, capture heuristic knowledge, and fill voids in first-principles knowledge.
-
Neural networks would generate multivariable, nonlinear, reduced-order models from process data. However, (1) the current state of knowledge makes it extremely difficult to develop process understanding from “learned ” weighting factors; and (2) neural networks require large process data sets that accurately represent the entire process space over which the control is to be applied (see Box 3-1).
-
Fuzzy logic strategies can capture heuristic knowledge but require “expert” knowledge that can be translated into rules.
-
Chaos theory is already being applied to industrial processes, such as power generation, to extract ordered models of global behavior from apparently random signals (Garrison, 1997).
Recently, advances have been made in several technologies relevant to process controls. Business system models for scheduling production, pull systems, and flow-time minimization are being widely used, as are computer-based systems to monitor maintenance data and schedule preventive maintenance. Reliability techniques are being used to design equipment and analyze data to estimate maintenance schedules from mean time between failures and other statistics.
Improving the state of practice in the IOF industries will require both improving the technologies described above and combining them to cover the large range of issues presented by real processes. Stability criteria must be developed, for example, for the intelligent, nonlinear algorithms to reduce processing risk. Control systems must be able to “learn” on line as processes change and to reconfigure themselves autonomously. This learning must be robust to ensure process reliability. Modeling techniques (first principle, heuristic, neural network, and fuzzy logic) should be integrated into hybrid models in which each technique is applied to the part of the larger process or plant for which it is best suited.
Problems with incompatible data formats and portability of process models between equipment with different operating systems will have to be resolved. Systems must be able to detect and diagnose not only sensor degradation but also, and more importantly, performance degradation. Business objectives, such as profit, quality, downtime, and environmental impact, will have to be integrated into the control.
Hybrid Modeling
The development of hybrid modeling techniques that include multiple, disparate models in a cohesive and integrated fashion (i.e., beyond simple information sharing) is a key area for research (Samad, 1997). Many different types of process models are now used in the materials process industries, including models based on first principles, empirical knowledge, heuristic knowledge, steady-state behavior, dynamic behavior, linear behavior, and nonlinear behavior. The complexity of industrial processes and the complexity of the desired level of control and automation practically mandate that more than one modeling approach be used.
In general, process models are now treated as independent entities to be used for monitoring, control, or optimization in isolation from other models. This approach has many adverse consequences. Because no unified representation of the whole process is available, inconsistencies (or consistencies) between different models are not recognized, which means that operational functions cannot be coordinated (except in an administrative sense). Specific topics that should be pursued in the development of hybrid modeling capabilities include
-
the integration of first-principle, empirical, and heuristic knowledge
-
the recognition and disposition of relationships and inconsistencies between models
-
the development of multiresolution and multiscale models
-
the integration of heterogeneous models
Plantwide Optimization and Control
Traditional (environmental) process-control technologies are widely used by the IOF industries. With regulatory and supervisory control schemes already in widespread use, the next breakthrough is likely to be in plantwide or enterprise-level process optimization. The large scale of a process facility poses daunting challenges in this regard. Plants may have tens of thousands of monitored variables, feedstock-to-product delays may be measured in weeks, and, perhaps most critical, plantwide optimization requires the coordination of the process and business aspects of plant operation.
Plantwide optimization technology would provide a decision support system
|
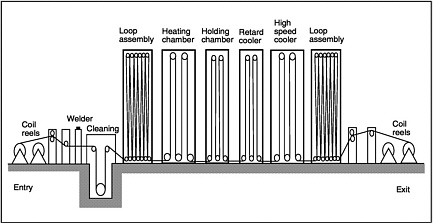
BOX 3-1 A Neural-Network Controller for Adaptive Annealing of Rolling Sheet Need. Recrystallization annealing is a process of reheating steel strip in thermal zones to reorder grains physically to decrease internal stresses and hardness. Annealing is a necessary step in the cold rolling process to counteract the effects of grain deformation and brittleness. Variations of Rockwell hardness in rolling sheet are caused by changes in the tensile stresses on sheet stock while it is being reshaped (in width or thickness). These variations can be correlated with changes in the mechanical load of the motors that spin the rollers (see Figure 3-1). Solution. A survey of continuous annealing lines by Jeong and Ha (1992) showed that very little information is available indicating how line temperatures and process conditions interact to influence strip hardness. Gibson et al. (1992) presented improvements in the annealing process but did not have quantitative algorithms or methods. The lack of the necessary algorithms prompted the development of ANNEAL-NET (Garrett and Reddy, in press) for modeling continuous annealing processes, including appropriate zone temperatures, to minimize strip hardness and variations. A feed-forward neural network was used to approximate a model of the process with 3,519 data points obtained from product strip coupons (and associated process parameters) for back-propagation training. One of the 3,519 data points (with Rockwell hardness rating) is shown below.
|
for bridging planning and scheduling systems and supervisory controls (see Figure 3-2). The goal is to optimize manufacturing operations in terms of process efficiency and business considerations. Plantwide optimization has proved to be very beneficial to the petrochemical industries. Applicability of these optimization systems to the other IOF industries will depend on the availability of accurate hybrid models for both large-batch processes and continuous processes and compatibility with existing controllers.
Specific research should be focused on the areas listed below:
-
automated data analysis to identify key process variables that affect profitability, energy consumption, and waste generation
-
integration of process controls with maintenance operations and monitoring of equipment health (see Box 3-2)
-
approaches to optimization that increase profitability while minimizing energy consumption and environmental impact
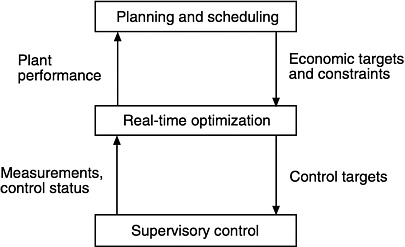
FIGURE 3-2 Decision support hierarchy for plantwide optimization. Source: Dudzic, 1997.
-
large-scale, nonlinear optimization algorithms (a refinery model, for example, may consist of more than one million nonlinear equations)
-
techniques to compensate for model uncertainties
-
the dynamic reconciliation of incompatible data for large-scale models
Open-Architecture Controls
In open-architecture control systems (1) control software can be “ported” between controllers from different suppliers (or with different operating systems) with few modifications, and (2) data can be easily and reliably transferred between system components while maintaining a “friendly” and consistent user interface (Owen, 1995). Factors in determining the “openness” of a control system include (Proctor, 1997)
-
the ability of two or more components to exchange information and use the information that has been exchanged (interoperability)
-
the ease with which a module can be made to interface with a controller based on another platform (portability)
-
the ease with which an existing system performance can be increased or decreased with changes in demand (scalability)
-
the ability of users and third parties to add functions incrementally to a module without replacing it (extensibility)
The development of open-architecture controllers promises to advance control technology in the IOF industries because standard platforms allow more rapid
implementation of new technologies and controllers based on commercial “off-the-shelf” technology. However, the ease with which second parties can modify vendor-supplied, open-architecture software could result in deleterious effects on system reliability and could ultimately affect machine and operator safety.
Despite their potential effects on system reliability and robustness, open-architecture controllers are replacing proprietary “black box ” systems in industrial applications. De facto standards, such as Microsoft Windows NT operating systems and real-time extensions, Pentium processors, and DeviceNet network interfaces, are emerging (Proctor, 1997). Some features of the emerging de facto standards, however, make them less than optimal for process control applications. For example, real-time extensions have to be (and are being) developed and tested because Windows NT is not a real-time operating system. This is an example of why industry participation in the development of open-architecture standards is important.
The National Institute for Standards and Technology has established a program to evaluate emerging standards. However, the program is focused primarily on the manufacture of discrete components rather than on the continuous or large-batch processes typical of IOF industries. The panel believes that the evaluation and implementation of emerging open-architecture standards for large-batch and continuous processes represents an important research opportunity for OIT to pursue, with the active participation of IOF.
Learning and Adaptation in Control Systems
The process industries represented in the IOF are promising candidates for the development and implementation of learning and adaptation in control systems. Many characteristics of industrial processes (time constants, stable dynamics, and operational understanding) are compatible with adaptation, and industries have been waiting for practical adaptive control technologies for decades. Recent research in artificial intelligence and nonlinear control, together with the availability of relatively inexpensive computing power, have finally made adaptive controls feasible.
Some areas for research in adaptive controls are listed below:
-
distributed adaptive/learning system architectures that can be practically implemented by process industries
-
appropriate roles for human operators and engineers in semi-autonomous control systems
-
determination of when sensor data have sufficient excitation (signal/noise ratio) for further analysis
-
ensuring that stability and safety are enhanced (not compromised) by adaptation
|
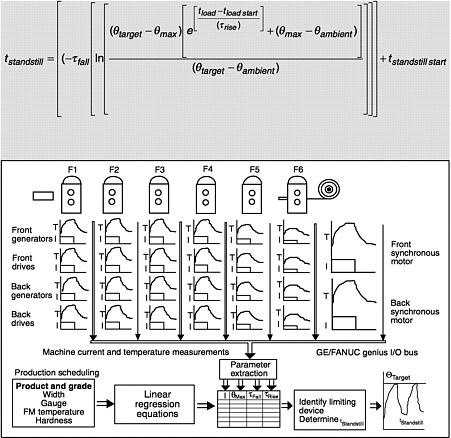
BOX 3-2 Optimization of Electric Motors for Finishing Mill Operations Need. Rolling mills use direct-current motors and generators to meet the power demands of the mechanical loads. In long-term operation, these motors continue to develop power until they are current-limited or they encounter a fault from thermal runaway. Variations in load can cause the motor windings to heat up, which increases losses or work generated per unit of electric power consumed. If the average temperature of the windings could be reduced through load scheduling and augmented with stand-still cooling (monitored by on-line temperature and current measurements), then motor losses could be reduced. In a typical hot-strip finishing mill with 26 electric motors, thermal losses can be as great as 10,000,000 BTUs per year. Solution. The objective is to minimize energy allocation while optimizing production and ensuring the condition of the equipment (Oswald, 1997) monitored by on-line measurements of thermodynamic parameters that describe heating and cooling. The solution must provide minimum product spacing (tstandstill) without exceeding maximum machine temperatures and must maintain specific product characteristics and load currents (shown in Figure 3-3). Thermal energy dissipated by an electric machine constitutes energy not converted to mechanical work. Increased loading causes a corresponding rise in temperature, by the square of the power (Power = I²R) (Engelmann, 1995). The temperature increase must be averaged over mill loading and standstill periods to limit the increase to 40°C above the ambient temperature. Overheating during summer operation is of particular concern. Variations in product hardness can be accounted for using simple analysis (linear regression) of tstandstill augmented by measured product characteristic and load currents. |
REFERENCES
Dudzic, M. 1997. Personal communication with S.R. LeClair, November 6, 1997.
Engelmann, R.H., ed. 1995. Handbook of Electric Motors. New York: Marcel Dekker.
Garrett, P.H., and R.A. Reddy. In press. A neural network application for variation minimization in a continuous annealing process. Ironmaking and Steelmaking.
Garrison, A.M. 1997. Advanced Sensing Methods for Industrial Process Controls. Presentation to the Panel on Manufacturing Process Controls, National Research Council, Washington, D.C., May 29, 1997.
Gibson, J.R., Y. Sekiguchi, and W.H. Rowe. 1992. Automatic control system for the continuous annealing line at USS-POSCO. Iron and Steel Engineer 69(March): 42–49.
Jeong, S.H., and M.Y. Ha. 1992. Computer modeling of the continuous annealing furnace. Journal of Energy Resources Technology, Transactions of the American Society of Mechanical Engineers 114(4): 345–350.
Koch, M. 1997. Advanced Sensors for Monitoring Processes. Presentation to the Panel on Manufacturing Process Controls, National Research Council, Washington, D.C., May 29, 1997.
NRC (National Research Council). 1997. Microelectromechanical Systems: Advanced Materials and Fabrication Methods. NMAB-483. National Materials Advisory Board. Washington, D.C.: National Academy Press.
NRC. 1995. Materials for High-Temperature Semiconductor Devices. NMAB-474. National Materials Advisory Board. Washington, D.C.: National Academy Press.
Oswald, R.A. 1997. Finishing Mill Electric Machine Expert Advisor for Production Optimization . Master's Thesis. University of Cincinnati. August 1997.
Owen, J.V. 1995. Opening up controls architecture. Manufacturing Engineering 115(5): 53–60.
Proctor, F.M. 1997. Open Architecture Controllers. Presentation to the Panel on Manufacturing Process Controls, National Research Council, Washington, D.C., May 29, 1997.
Samad, T. 1997. “Intelligent” Process Control: An Industrial Perspective. Presentation to the Panel on Manufacturing Process Controls, National Research Council, Washington, D.C., May 29, 1997.

















