
| This page in the original is blank. |
Trends in Computational Materials Science for Materials Design and Processing
Sharon C. Glotzer
National Institute of Standards and Technology Gaithersburg, Maryland
Throughout the history of civilization, mankind has understood that the properties and usefulness of any material depend on its composition and processing. Early artisans and builders discovered secrets to transforming substances into functional materials often by happenstance, and modern-day experimentalists established trends through systematic study and categorization. Until recently, most material discoveries have resulted from exhaustive searches by trial and error.
In the 1960s, pioneering work in metallurgy revealed the possibility that general relationships linking macroscopic properties to atomic and molecular processes could be obtained. Comparing knowledge of metals, ceramics, polymers, and composites of these, researchers began to believe that the material behavior peculiar to each of these three major classes of materials is not so peculiar and could be subsumed under a general theory of materials built on first principles. This realization led to the hybrid discipline of materials science.
The ultimate mission of materials science and engineering is fast and accurate design of new materials and prediction of material properties from a fundamental knowledge of a material's constituents. Researchers in this field seek to understand the general relationships between structure and properties of materials with the ultimate goal of using these laws to tailor processes and properties to produce materials with specific behavior and functionality.
Computational materials science plays a pivotal role in this mission by allowing the investigation of structure, dynamics, and properties in ways not accessible to experiment. There are numerous computational techniques in use today, and it is useful to group them according to the length scale of the processes being studied. At the atomistic level, quantum molecular dynamics and quantum Monte
Carlo methods allow, for example, calculation of electronic band structures and prediction of chemical bond strength, which govern the electronic and mechanical properties of a material. At the next level, by devising formalisms that describe the effect of electrons implicitly, one can use classical molecular dynamics and classical Monte Carlo methods with effective pair and triplet potentials to simulate larger collections of atoms or molecules, on the scale of up to 10 nanometers, for times up to 100 nanoseconds on fast computers. Physical understanding of atomistic and molecular processes at this level can be used to construct atomistic-based continuum equations to study processes at the mesoscopic level of a few microns using finite difference and finite element solution methods. Finally, all of this knowledge can be coarse grained into constitutive laws and other continuum equations that, combined with finite element simulation techniques, can be used to model the bulk structural, electronic, thermal, and relaxational properties of materials. Typically, individual researchers are expert in one or two methods particular to either micro-, meso-, or macroscopic-length scales. The hierarchical coupling of length scales and methods is often called multiscale modeling of materials and is one of the most important trends in computational materials science today.
A major challenge to materials science is the prediction and control of microstructure. Historically, this activity was central to the field of metallurgy, e.g., in understanding and controlling the growth of dendritic structures during alloy solidification. Now it is also a major theme in ceramics and polymers. Often at the heart of microstructure formation is a thermodynamic instability. One example of such an instability occurs when a material is cooled below its freezing point and crystallization occurs. In a material of two different polymers (a polymer blend), a different thermodynamic instability can arise either at low or high temperature when the entropic gain from mixing no longer compensates for the repulsion between unlike species. Because polymers are long-chain molecules, the entropy of mixing is typically extremely small and thus blends tend toward "phase separation" either by nucleation or spinodal decomposition into two phases, each rich in one of the components (Glotzer, 1995).
When a polymer-blend phase separates by spinodal decomposition, bicontinuous interconnected patterns emerge and coarsen as the system phase separates (see Figure 1). However, the growth of these patterns is commonly found to be sensitive to perturbations that break the isotropy of the coarsening process. This suggests the possibility of producing diverse morphologies through the adjustment of molecular architecture and the type of perturbation. Indeed, artificially structured materials present endless opportunities to create new applications, and computational materials science is playing a key role in guiding experiments. In problems of this type, simulations have focused on investigating mesoscale phenomena, from a few manometers to tens or hundreds of microns, using methods that average details of the molecular architecture and specific interactions. Such methods are used because current computational and algo-
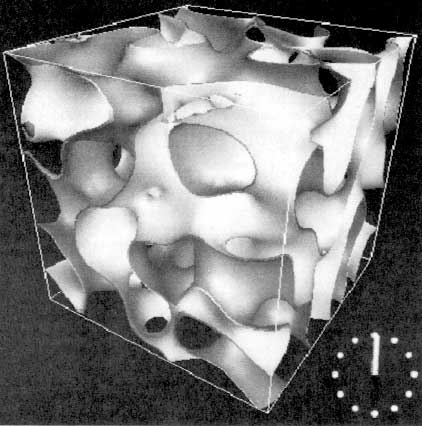
Figure 1
Snapshot of computer simulation of a polymer blend undergoing phase separation by spinodal decomposition. Shown are isosurfaces of constant composition at the boundary between the two phases. The Cahn-Hilliard-Cook simulation technique (Glotzer, 1995) used here focuses on mesoscopic-length scales, where individual atomic details have been averaged into an "effective" polymer interaction. Source: Reprinted from Computational Materials Science, Vol. 6, 1996, with permission from Elsevier Science.
rithmic limitations make the simulation of long-time processes such as phase separation in bulk polymeric materials with atomistic methods extremely time consuming. Three examples of using simulation to elucidate trends and guide experiments in pattern formation in polymer blends are as follows:
• Phase separation of ultrathin polymer-blend films on patterned substrates. Recently, researchers have studied the influence of modulated surface
interactions on an ultrathin polymer-blend film spun cast onto a substrate (Böltau et al., 1998; Karim et al., 1998). Important insights into pattern-directed spinodal decomposition gained from computer simulations helped in the design of the experiments. The simulations were performed (Karim et al., 1998) by solving the Cahn-Hilliard-Cook coarse-grained model of phase separation (Glotzer, 1995) with a modulated boundary interaction on the substrate surface. The boundary interaction was designed such that the magnitude of the chemical potential favoring a particular component alternated on the substrate surface with some chosen periodicity. Cross sections of critical composition films showed that the surface interaction induced composition waves, both in the plane and transverse to the substrate, which led to a pattern-directed lateral-phase separation (stripes) in thin films and to a "checkerboard" morphology in thicker films (see Figure 2).
These results were verified experimentally using ultrathin deuterated polystyrene (dPS) and polybutadiene (PB)-blend films spun cast onto self-assembled monolayer (SAM) substrates. The local surface interactions of these SAM lay-
Figure 2
Cross sections showing simulation of composition variations in phase-separating-blend films on a patterned substrate. The simulations used the Cahn-Hilliard method with a modulated boundary interaction. The surface pattern wavelength is about twice the maximally unstable phase separation scale ("spinodal wavelength") in these simulations. Variations in film height because of unequal surface and interfacial tensions, deformability of the polymer-air boundary, and hydrodynamic interactions were not treated in this simulation. Thermal noise was included. (a) "Checkerboard" pattern in thicker film cross sections arising from surface-directed phase separation in combination with pattern-directed lateral phase separation. (b) Thinner films exhibit only pattern-directed lateral phase separation. Source: Karim et al., 1998.
ers were varied through microcontact printing of hydrophobic and hydrophilic end-group alkanethiols to provide a modulation of the surface interaction as in the simulations. Control of the local boundary interaction with these patterned surfaces allowed the selection of symmetry and scale of the resulting phase separation morphology through templates that direct the phase separation. The experiments confirmed that the spinodal decomposition process can be manipulated by using surface patterning of the solid substrate supporting the blends. The blend components tracked the surface pattern and produced stable and well-aligned stripes for a particular range of film thickness (see Figure 3). The strategy of creating surface structure by nanofabricating surface template patterns should find increasing application in engineering, especially as fabrication of "master" surface patterns becomes more routine.
• Target patterns in filled polymer blends. Filled polymers represent a substantial share of the world market in plastics, competing strongly with costly high-performance plastics because of the promise of improving material properties with cheap additives. A major limitation to the potential growth and development of this industry has been the lack of understanding of interactions between fillers and the polymer matrix. This limitation has forced the filled polymers industry to adopt empirical approaches with inevitably long product development cycles. Computer simulations have recently been used to study the effect of impurities and fillers on microstructure development in an immiscible blend (Lee et al., 1998). Generally, a filler particle will prefer one of the blend components, leading to preferential wetting of that component at the surface of the filler. This "encapsulation" of the filler particle by one of the components induces a depletion layer adjacent to the wetting layer. If the blend is thermodynamically unstable, the simulations showed that the pattern will continue in the form of spherical spinodal waves whose width and extent depend on the degree of instability (see Figure 4). These patterns have been observed experimentally using atomic force microscopy and phase contrast microscopy (see Figure 5).
• Pattern formation in liquid crystal display materials. Materials used in liquid crystal displays, like those in laptop computers, are typically composed of droplets of liquid crystal dispersed in a polymer matrix (so-called polymer-dispersed liquid crystals). The microstructure of these materials, e.g.. droplet size and shape, is formed during phase separation of the liquid crystal and polymer (see Figure 6a) and affects the properties and performance of the final product (Figure 6b). Computer simulations (Figure 6c) using methods similar to those described above have been used to investigate microstructure formation in these materials and show that the resulting patterns depend crucially on composition, relative molecule size, and degree of immiscibility (Langer and Glotzer, 1997; Lapeña et al., 1998).
In summary, computational materials science is playing a key role in materials development and processing and in the design of new materials and material
Figure 3
(a) Intermediate stage of dPS/PB-blend film phase separating on a patterned substrate. AFM image of topography with accompanying line profile. Solid line denotes line profile position. Inset shows lateral force image (lighter PB-rich regions have higher friction) corresponding to the topography at the upper left-hand corner. (b) Lateral force AFM image in profile view late stage of same blend. Elevated regions correspond to PBrich domains. The pattern remains \unchanged after 24 hours. Source: Karim et al., 1998.
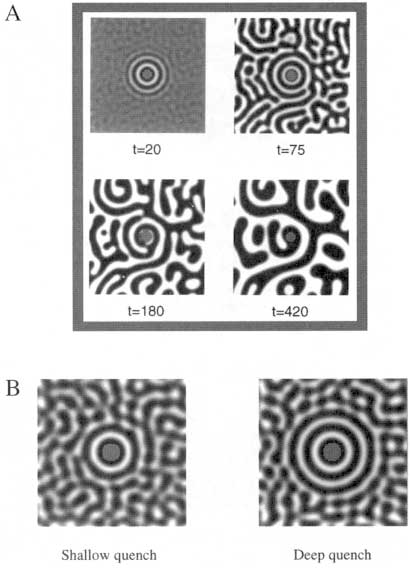
Figure 4
(a) Computer simulation using the Cahn-Hilliard method of a polymer-blend phase separating in the presence of a filler particle, at various times t during a temperature quench. Composition waves radiate outward from the filler particle and join with the "normal" spinodal decomposition pattern in the bulk. Eventually, only a thin wetting layer remains. (b) The strength of the "target" pattern depends strongly on the degree of immiscibility of the two polymers. Left: shallow quench. Right: deep quench. Source: Lee et al., 1998.

Figure 5
(a) Computer simulation using the Cahn-Hilliard method of a polymer-blend phase separating in the presence of many filler particles. Composition waves interfere to produce a transient spiral pattern. Source: Lee et al., 1998. (b) AFM image of phase separation in a thin polymer-blend film containing many filler particles. "Target" patterns form around filler (bright spots), reflecting the preferential wetting of one of the blend components. The width of the image is 20 microns. Source: Image courtesy of A. Karim, National Institute of Standards and Technology. (c) Phase contrast image of target patterns observed in a PS/PVME (50/50)-blend phase separating during photo-crosslinking. Here the crosslink junctions are believed to act as filler particles. The scale of the image is 10 microns. SOURCE: Reprinted with permission from Marcel Dekker (Tran-Cong, 1998).
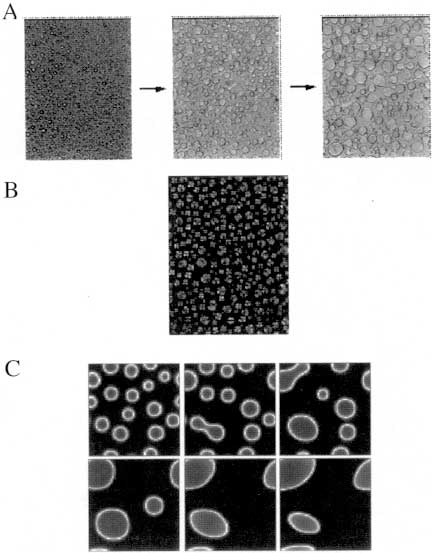
Figure 6
(a) Polymer-dispersed liquid crystal undergoing phase separation. (b) Final morphology, shown between crossed polarizers. SOURCE: Both images courtesy of http://abalone.cwru.edu/tutorial/. (c) Computer simulation of a polymer-dispersed liquid crystal undergoing phase separation following a thermal quench from a mixed, isotropic phase to a de-mixed, nematic liquid crystal-rich phase coexisting with an isotropic polymer-rich phase. As spinodal decomposition proceeds (left to right, top to bottom), alignment of the liquid crystal causes elongation of the liquid crystal droplets in the polymer matrix.
Source: Glotzer, 1997.
applications. In the field of polymers, for example, simulations provide insight and predictions that allow experiments to control patterns at mesoscopic-length scales. As computer power continues to increase and algorithms continue to improve, the ability of simulation to model materials at all relevant length scales will grow and take us closer to first principles prediction and design of real materials.
References
Böltau, M., S. Walheim, J. Mlynek, G. Krausch, and U. Steiner. 1998. Surface-induced structure formation of polymer blends on patterned substrates. Nature 391(6670):877-878.
Glotzer, S. C. 1995. Computer simulations of spinodal decomposition in polymer blends. Pp. 1-46 in Annual Reviews of Computational Physics, Vol. 2, D. Stauffer, ed. River Edge, N. J.: World Scientific.
Glotzer, S. C. 1997. Unpublished research.
Karim, A., J. F. Douglas, B. P. Lee, S. C. Glotzer, J. A. Rogers, R. J. Jackman, E. J. Amis, and G. M. Whitesides. 1998. Phase separation of ultrathin polymer-blend films on patterned substrates. Physical Review E 57(6):R6273-R6276.
Langer, S. A., and S. C. Glotzer. 1997. Morphogenesis in nematic liquid crystal/polymer materials. Physica A 239:358-362.
Lapeña, A., S. C. Glotzer, S. A. Langer, and A. J. Liu. 1998. Effect of ordering on spinodal decomposition of liquid-crystal/polymer mixtures. Submitted to Physical Review Letters. [Online]. Available: http://xxx.lanl.gov/abs/cond-mat/9810166." target="_BLANK">>http://xxx.lanl.gov/abs/cond-mat/9810166.
Lee, B. P., J. F. Douglas, and S. C. Glotzer. 1998. Filler-Induced Composition Wares in Phase-Separation Polymer Blends. Manuscript in preparation.
Tran-Cong. Q. 1998. Structure and Properties of Multiphase Polymeric Materials. T. Araki, Q. Tran-Cong, and M. Shibayama, eds. New York: Marcel Dekker.
Design, Synthesis, Development, and Integration into Manufacturing of New Polymer Materials Architectures for Advanced Integrated Circuit Fabrication
Omkaram Nalamasu
Bell Laboratories, Lucent Technologies Murray Hill, New Jersey
Invention of the point contact transistor in 1947 heralded the dawn of the microelectronics era, which has had impacts on every aspect of our lives. Much of the tremendous progress in integrated circuit (IC) technology, performance, and functionality in the past 30 years has been fueled by advances in lithographic technology. The ability to pack an ever-increasing number of individual circuit elements into a device has enabled faster devices, higher densities, and lower-power dissipation in complementary metal-oxide-silicon (CMOS) circuits. Device complexity and functionality have increased, while minimum feature size has dramatically decreased (see Figure 1), resulting in unprecedented productivity gains in the integrated circuit industry (Moore, 1995). This very steep performance curve historically improved cost per function of integrated circuits by 30 percent per year over this period. Roughly half of the productivity gains are a direct result of fundamental and incremental advances in lithography technology.
Materials chemistry in general and organic and polymer chemistry in particular have enabled the advancements in microelectronics technology. Since the ability to shrink feature size is critically dependent on the technologies involved in delineation of the circuit pattern, advances in high-resolution imaging materials could be considered one of the key enablers that have contributed to the unprecedented growth in microelectronics technologies (Thompson et al., 1994).
The lithographic technology for printing integrated circuits consists of three main elements: the exposure tool, the mask technology, and the resist technology. In IC lithography an image of the mask (usually reduced four to five times) is projected onto a wafer substrate that has been coated with a photosensitive material (resist). The solubility of the resist is changed by exposure to light, so that a copy of the mask emerges upon development, much like a photograph.
Figure 1
Comparison of lithography wavelength trends with integrated circuit feature size trend.
Source: Bell Laboratories/Lucent Technologies. Courtesy: S. Okazaki, Hitachi.
The remaining resist pattern is then used for subsequent process steps such as etching or implantation doping. Thus, any lithography technology must have fully developed exposure tool, mask, and resist technologies for it to be successful.
An overwhelming preponderance of devices continue to be fabricated via "conventional photolithography" employing 350- to 450-nm light, referred to as G- (435-nm) and I-line (365-nm) lithographies that correspond to the emission bands of a mercury lamp. Incremental improvements in tool design and performance with concomitant refinements in the novolac/diazonaphthoquinone resist materials chemistry and processing have enabled this platform to meet the printing needs of 10-µm geometries at its insertion to today's 0.35-µm minimum geometry circuits (Dammel, 1993). The cost of introducing a new technology, which includes the costs associated with development and implementation of new hardware and resist materials, is a strong driving force to push photolithography to its absolute resolution limit and extend its commercial viability.
As device feature sizes approached 0.25 µm, the industry moved toward using 248-nm excimer laser ultraviolet (UV) light as the exposing wavelength for advanced lithographic applications. The conventional photoresists were not appropriate for use with this deep-UV (DUV) light source because of their opacity and low throughput owing to insufficient photospeeds because of low quantum yields and low-energy density at the wafer plane of the deep-UV exposure tools. The materials community met the challenge by delivering the first revolutionary change in resist materials chemistry by adopting chemically amplified resist schemes, in which one photoproduct catalyzes several hundred
chemical events, leading to very sensitive high-resolution resist systems (Reichmanis et al., 1991).
The initial pioneering studies by Ito, Willson, and Frechet dealt with the catalytic deprotection of poly([tert-butoxycarbonyloxy]styrene) (TBS) in which the thermally stable acid-labile tert-butoxycarbonyl group is used to mask the hydroxyl functionality of poly(vinylphenol). Irradiation of TBS films containing small amounts of an onium salt, such as diphenyliodonium hexafluoroantimonate with UV light, liberates an acid species, which upon subsequent baking catalyzes cleavage of the protecting group to generate poly(p-hydroxystyrene) with catalytic chain lengths higher than 1,000. Thus, exposure and postexposure bake (PEB) result in a large polarity change in the exposed areas of the film. Whereas the substituted phenol polymer is a non-polar material soluble in nonpolar lipophilic solvents, poly(vinylphenol) is soluble in aqueous base. This change in polarity allows formation of either positive or negative tone images, depending on the developer employed.
Since inception of the chemically amplified resist concept in 1980, numerous research groups have expanded on this revolutionary concept. The first commercial 248-nm resist was introduced in 1990 after almost 10 years of research and was based on the copolymer derived from tert-butoxycarbonyloxy-styrene and sulfur dioxide used in conjunction with a nitrobenzyl tosylate photoacid generator (PAG) material. Several resist materials using a variety of thermally stable and acid-labile protective groups and base-soluble parent polymers have been marketed since then.
The problems with chemically amplified resist systems did not really become apparent until they were in full-scale manufacturing. The very high catalytic chain lengths in chemically amplified resists that result in high sensitivity (low photospeed) also turn out to be its biggest problem, as the deactivation of photoacid by airborne adventitious amines and basic functionalities on semiconductor substrate surfaces have resulted in "T-tops" and "scum," respectively, reducing the process margin and reproducibility. Strong collaborative efforts between process engineering and resist chemistry communities have led to both a fundamental understanding of the process issues and new generations of resist materials that alleviated or eliminated the issues by innovative resist materials design. The invention and innovation of materials that use partially protected poly(vinyl)phenol or its copolymers in combination with PAGs that generate weaker photoacids and addition of bases to resist formulation have allowed the use of chemically amplified resists for optical projection printing at and below the conventional Rayleigh diffraction limit, contributing to the extension of optical lithography. The chemically amplified principles have also been applied to all other resist systems for photospeed, resolution, and process latitude enhancements.
The opacity of traditional UV and deep-UV organic matrix resins and photoresist components at 193 nm introduces yet another paradigm shift in the design
of resist materials. This, in turn, offers opportunities for innovation and invention in the design of novel chemistries and process schemes. The constraints to this reengineering are, of course, to retain aqueous base solubility, etch resistance, resolution, photospeed, and a process latitude similar to that of phenolic based systems but built into aliphatic polymer and dissolution inhibitor components. Moreover, regulatory constraints on the volatile organic emissions also provide opportunities to design revolutionary resist schemes.
To summarize, the challenge to a resist chemist is to design a 193-nm resist system that is largely based on aliphatic polymers and dissolution inhibitors but functionally identical to DUV and I- or G-line resists with a process that is transparent to the process engineer. Base solubility in a majority of the matrix polymers used for lithography is due to the presence of either phenolic hydroxides or carboxylic (aliphatic or aromatic) acid moieties. Much of the effort in designing 193-nm resists has focused on derivatized acrylate and methacrylate copolymers. While resists based on these materials showed some promise, etch stability and incompatibility with conventional aqueous-base developers are issues that are still unresolved.
Bell Labs has pioneered cyclo-olefin-maleic anhydride alternating copolymers with acrylates as an attractive alternative to methacrylate-based matrix resins and other alternate "all alicyclic backbone" polymers (Houlihan et al., 1997). These polymers are prepared easily by standard radical polymerization techniques, and a large pool of cycloolefin feedstocks enabled us to engineer the desired imaging and etch properties. As a rule, cycloolefins with maleic anhydride yield alternating copolymers with high-Tg (glass transition temperature). Acrylic or methacrylic acids or protected analogs thereof could be incorporated in small percentages without disruption of the essentially alternating nature of the copolymer (see Figure 2).
Aqueous-base solubility and imaging functionalities could be introduced into the polymer by either the addition of acrylic acid or acrylates into the polymer backbone or the use of appropriately substituted cycloolefins or maleic anhydride monomers. High structural carbon in the polymer allows for high etch stability and the presence of acrylate acidic moieties in the polymer makes the system compatible with aqueous-base developers.
Additionally, the use of multifunctional monomeric as well as oligomeric tbutyl esters of cholic, deoxycholic, and lithocholic acids as dissolution inhibitors (DI) dramatically enhances the dissolution selectivity by inhibiting dissolution in the unexposed regions and enhancing that in the exposed regions. The multifunctional nature of the DI allows for strong interaction between the polymer and dissolution inhibitor and imparts nonlinear dissolution behavior to the resist, contributing to high contrast and resolution.
While the aromatic PAGs are highly absorptive at 193 nm, they are only needed in small quantities (typically <5 wt%) in resist formulations. Consequently, 193-nm resists could be designed using the same PAGs as those used
Figure 2
193-nm resist components. Alternating copolymers of norbornene with maleic anhydride with acrylic acid and t-butyl acrylate "impurities," monomeric and oligomeric dissolution inhibitors, photoacid generators (PAG). and photodefinable bases (PDB). Source: Bell Laboratories/Lucent Technologies.
with 248 nm. In addition to absorption, the considerations in designing a PAG are solubility, volatility of both the PAG and its photoproducts, acid strength, cost, and toxicity. Depending on the choice of protecting group, PAGs that generate strong or weak acids can be employed. One typical example of a PAG is shown in Figure 2.
Base additives generally have been added to chemically amplified resist formulations to "buffer" the resist from the fluctuations in airborne adventitious amine (e.g., ammonia, N-methyl pyrrolidone) concentrations in clean room environments. We have introduced a new class of photodecomposable aminosulfonate moieties capable of photogenerating free aminosulfonic acids. Since these materials are bases that generate acid upon exposure to light, they are called photodefinable bases.
Optimized 193-nm resist formulations show resolution down to 0.12-μm features with binary masks and 60-nm resolution with phase-shifting mask technology. The resists also demonstrate excellent process margin and exhibit etch stability better than that of deep-UV resists. The materials will be inserted for production of 0.15- to 0.13-µm devices in the year 2000 to 2002 time frame.
References
Dammel, R. 1993. Diazonaphthoquinone-Based Photoresists. Bellingham, Wash.: SPIE Press.
Houlihan, F. M., T. I. Wallow, O. Nalamasu, and E. Reichmanis. 1997. Synthesis of cycloolefinmaleic anhydride alternating copolymers for 193 nm imaging. Macromolecules 30(21):6517-6524.
Moore. G. E. 1995. Lithography and the future of Moore's law. Proceedings of the International Society for Optical Engineering (SPIE) 2438:2-17.
Reichmanis, E., F. M. Houlihan, O. Nalamasu, and T. X. Neenan. 1991. Chemical amplification mechanisms for microlithography. Chemistry of Materials 3(3):394-407.
Thompson, L. F., C. G. Willson, and M. J. Bowden, eds. 1994. Introduction to Microlithography. Washington, D.C.: American Chemical Society.
Novel Sheet Steel Developments
John G. Speer
Advanced Steel Processing and Products Research Center Colorado School of Mines Golden, Colorado
Steel is sometimes thought of by the general public and the scientific community as a mature "low-tech smokestack" industry. Such a perspective is grossly inaccurate, and thus it is gratifying and appropriate to see steel included in the Advanced Materials session of the National Academy of Engineering's Symposium on Frontiers of Engineering. This paper will provide an introduction to the importance of technology in the steel industry, an overview of current developments related to automotive applications of sheet steels, and specific highlights of recent accomplishments in the area of "bake-hardening" sheet steels.
Technology in the Rustbelt
Steel products are available in many forms and with varying chemical compositions and processing, which provide innumerable combinations of properties that are useful in different applications. Important properties may include stiffness, strength, fracture resistance, formability, weldability, corrosion resistance, and cryogenic or electromagnetic characteristics. This incredible versatility contributes to the extensive use of steels in diverse and widespread applications. A watchful eye will quickly identify applications of steels in all aspects of everyday life, from bridges and buildings to appliances and cars, furniture and ductwork, doors and roofs, food and aerosol cans, ships and armor, guard rails and belted tires, pipelines and pressure vessels, tools and fasteners, gears and bearings, poles and towers, turbines and transformers, blades and rails, shafts and springs, trucks and tractors, chains and cables, kitchen surfaces and implements, and on and on.
The contributions of recent steel developments to our economy, lifestyle,
national security, and society often go unappreciated, however, since steel is usually a raw material rather than a finished product, and the improvements in steel products and production technology are often "invisible" to the naked eye. Nonetheless, new steel technologies often play an enabling or important role in the development of new or improved products or product designs in industries that are thought of as more high-tech. New processes, including vacuum degassing, ladle treatment, and enhanced computer controls, have stimulated product development opportunities that take advantage of these new capabilities. Furthermore, advancements in other areas such as casting technology and production of new feedstock materials (to complement scrap recycling) have rapidly altered the structure of the steel industry, including its geography, whereby facilities are becoming smaller and located closer to growing industrial centers.
The low cost of steel is a further attribute of great significance, and technological advancements in steel processing have contributed profoundly to the industry's cost reduction efforts. It is perhaps surprising to learn that the price of steel has not increased substantially during the working lifetime of most of the symposium attendees, and the per-pound cost of premium-quality steel products can be substantially lower than that of, for example, bottled drinking water! The scale of steel production is enormous, with about 200 billion pounds (valued at close to $50 billion) manufactured annually in the United States by about 170,000 steel industry employees (American Iron and Steel Institute, Steel Manufacturers Association, and Department of Energy, 1998). Finally, environmental awareness in the industry has increased substantially, and scientific and engineering advances have contributed to dramatic reductions in air and water pollution and solid waste. Steel recycling has increased, and steel is reported to be the most recycled of materials.
These introductory remarks are not intended to be an "advertisement" for the steel industry, although it is interesting to note that the North American steel community has embarked on an information campaign to correct misconceptions about the industry among the general public (Ritt, 1998). Instead, these remarks are intended for scientists and engineers, to provide background and insight into steel's importance, and the excitement and advancements that will continue to be associated with the steel technology arena.
Broad-Based Technology Needs and Opportunities—A Multidisciplinary Perspective
The technological needs and opportunities in the steel industry remain extensive and widespread, and involve numerous technical disciplines. It is not possible to review these opportunities in depth here. Readers are referred to the Steel Industry Technology Roadmap published in March 1998, which was prepared by the domestic steel industry (member companies of the American Iron and Steel Institute and the Steel Manufacturers Association) in cooperation with
the U.S. Department of Energy (Kavanagh, 1998; American Iron and Steel Institute, Steel Manufacturers Association, and Department of Energy, 1998). The Roadmap was prepared explicitly to identify and prioritize the trends and drivers, new and emerging technologies, and remaining technical challenges for the industry and covers a vast scope from raw materials (iron ore, coal, etc.) processing to product development and applications technology (i.e., user) needs. Consequently, the Roadmap offers a clear definition of technological development and transfer opportunities whereby existing capabilities or research interests can be effectively matched with the future needs of industry. A small number of generic opportunity areas are summarized in Box 1, which is intended only to identify examples that illustrate the breadth of technical disciplines involved; each example is a sophisticated area in itself. While the medical sciences and related disciplines also are of interest to the engineering community and are not specifically addressed in the Roadmap, it should be noted that advancements in these areas are highly relevant to the steel industry, as they influence health insurance costs and provide a sound basis for understanding environmental issues.
Advancements Related to Automotive Sheet Steels
Automobile manufacturing is an important application for a variety of steels. Sheet steels are the predominant material in the body structure and closure panels (i.e., outer "skin") and provide (1) formability and weldability for ease of manufacturing; (2) requisite strength and stiffness for ride stability, occupant protection during collisions, etc.; and (3) dent resistance and surface finish for optimum appearance of the painted vehicle. Bar steels are applied at even higher strength levels for shafts, gears, and bearings in engine and drive system applications, where strength, toughness, fatigue, and wear resistance are needed for durability and reliability. Finally, stainless steels provide resistance to oxidation/corrosion in exhaust systems and other chemical environments and have recently been proposed for structural applications as well (Emmons and Douthett, 1996). Steels compete vigorously with other materials in many of these applications, but steel has generally remained the material of choice due to its favorable combination of property characteristics and economics. Automotive sheet steels will be used here to provide an example of some current development areas in steel technology, and a specific product development area also will be highlighted.
Improvements in technologies related to automotive sheet steel contribute to performance or to cost reductions in manufacturing and assembly. A few recent advancements in sheet products/manufacturing/applications include the following (e.g., Shah et al., 1997, 1998).
- Corrosion Resistant Coatings. A variety of zinc-based coatings have been developed and applied, which have dramatically improved resistance to both
|
BOX 1
|
- cosmetic and perforation corrosion. While the coatings are not visible to the consumer in the painted condition, this development is one that is perhaps easiest for individual consumers to recognize by considering their experiences with rusted vehicles in the past, in dramatic comparison to the longevity of current auto bodies.
- High Strength Steels. New families of sheet steels with higher strength levels have been developed and implemented to allow for thickness reductions that provide vehicle weight savings and associated improvements in fuel economy, while at the same time reducing material cost. Even higher strengths have been developed to provide energy absorption in safety-critical components such as bumper systems and door-impact beams. A related area of current activity and future interest involves understanding the influence of steel composition/ processing/ microstructure on deformation behavior at very high strain rates (applicable to crash situations) in order to develop improved steels for optimized occupant protection.
- Uniformity of Properties. Manufacturing with higher-strength steels is inherently somewhat more difficult from the standpoint of forming parts without breakage and forming dimensionally consistent parts (due to a change in shape, or "springback," that occurs when a formed part is released from the stamping die cavity). Uniformity of properties (i.e., product consistency) is critical to successful manufacturing, and continued improvements are being made through improved processes and process control technologies and better understanding of the sources and effects of metallurgical and process variations.
- Improved Surface Finish. The painted surface appearance of vehicles is an attribute of considerable importance to some consumers. Steel "surface texture" characteristics are created and controlled during the sheet rolling and coating processes, and recent developments have included understanding the evolution of surface finish during processing and the influence of the steel surface finish on the final appearance after painting, as well as developing new surface textures, new paint formulations, and new paint application technologies (e.g., Bastawros et al., 1993).
- Improved Exhaust and Fuel Systems. Specialty steels such as chromium-containing ferritic stainless steel have been incorporated into exhaust systems, providing a significant increase in service life in comparison to earlier products. Similarly, new metallic/organic coating systems have been developed for sheet steels used in fuel tank applications, thereby reducing the use of (earlier-generation) lead-containing coatings and providing improved corrosion performance in the presence of alternative fuel formulations.
- Dent-Resistant Steels. One consequence of the trend toward reduced thickness of sheet steels for weight reduction is increased sensitivity to denting of the outer panels, from shopping carts, doors opening/closing, hail, flying stones, etc. New steel grades with improved dent resistance have been developed for such applications, including "bake-hardenable" products, which are becoming extensively used and derive a portion of their strength from metallurgical changes that are designed to occur in the elevated temperature paint curing cycle during post-stamping assembly of the vehicle.
- New Manufacturing Technologies. Advancements in the technology for manufacturing steel and for manufacturing with steel are highly relevant to the
- development and application of automotive sheet products but are too extensive to review here. A few examples of important application technologies may be worthwhile for illustration, however, and include such developments as robotic spot welding for vehicle assembly, improved stamping lubricants applied directly by the steel producer prior to shipment, and use of tailor-welded blanks and tube hydroforming. Tailor-welded blanks involve the use of combinations of steels having different properties, thicknesses, and/or coatings, which are welded together prior to stamping rather than during assembly. This technology allows greater local optimization of material characteristics and also provides cost reduction via a reduction in the numbers of individual parts that need to be produced and stamping dies needed to produce them. Tube hydroforming is another emerging technology whereby assemblies of stampings are replaced by a single component that is shaped by internal hydraulic pressure, conforming a cylindrical tube into a complex shape defined by the surrounding die cavity.
- Improved Design Processes. New computing and modeling capabilities have provided the opportunity to design better, faster, and at lower cost. Simulations of sheet steel behavior during stamping allow for improved stamping feasibility evaluations and improved die designs, while deflection and crash modeling provide opportunities for improved vehicle designs. Recently, for example, a collaborative design investigation directed by a consortium of steel manufacturers identified the potential for significant automobile weight and cost savings by integrating new steel products, applications technology, and design concepts. Prototype structures of this "Ultra-Light Steel Auto Body" design have been manufactured for evaluation (Bagsarian, 1998). Opportunity remains for continued advancement in the accuracy of simulations, understanding of material behavior inputs into the models, and so forth.
Anatomy of a Steel Product Development
The overview thus far has discussed broad frontiers of steel development and some general areas of interest with respect to automotive sheet steels. It is appropriate to consider one particular metallurgical development in more depth to appreciate some of the excitement, interest, and opportunity that remains in the field of ferrous physical metallurgy. Ferrous physical metallurgy remains at the heart of steel product development, and we will consider specifically here the development of bake-hardenable sheet steels for dent-resistant auto body applications produced via a hot-dip coating process.
As mentioned earlier, bake-hardenable steels are strengthened during the thermal paint curing cycle and are associated with an inherently improved strength/formability balance because the baking mechanism provides a strengthening contribution after forming. (Strength and formability are often conflicting attributes.) The bake-hardening mechanism utilizes a phenomenon in metallurgy known as strain aging, where carbon atoms dissolved in the solid iron alloy
diffuse (at the paint baking temperature in this instance!) to defects in the crystalline structure called dislocations. The motion of dislocations under stress provides the means by which permanent deformation of the solid is accomplished, as in forming a stamped part. The carbon atoms that diffuse and interact with the dislocations are found to restrict dislocation mobility under stress, thereby providing the strengthening contribution we associate with bake hardening.
Carbon atoms are present in steels in the form of carbides or dissolved in "solid solution." From the standpoint of design and processing of bake-hardenable steels, careful control of the amount of dissolved (or solute) carbon is the critical factor. Too little solute carbon results in an inadequate hardening response, while too much results in an uncontrolled response, whereby the baking occurs at room temperature prior to stamping rather than during the paint baking step at elevated temperature after stamping.
Bake-hardenable steels are readily produced and have been used to an increasing degree over the past few years in applications where a zinc-based coating is applied to the steel substrate by electrodeposition from aqueous solution near ambient temperature. In these instances the control of solute carbon is accomplished by careful processing and is unaffected by the coating process. For vehicle manufacturers that prefer to use hot-dip coatings, the situation is much different. Hot-dip coatings are applied by immersion into a molten zincrich bath at a relatively high temperature, and exposure to such temperatures can influence the solute carbon concentration in some steels by dissolving iron carbides. In other steels, solute carbon is totally avoided by the addition of elements that form stable carbides that are unaffected by the coating process. Design of a bake-hardenable steel for processing via this route therefore requires a strategy for obtaining a controlled level of solute in the face of these different processing responses. Such strategies have been developed and employed on a limited basis and involve controlling solute levels by careful control of either (1) the total carbon concentration in the alloy, (2) the amount of stable carbides that are present, or (3) processing at higher temperatures to dissolve some of the "stable" carbides. Any of these options can prove difficult to accomplish consistently, however, and thus a new approach was sought.
A metallurgical concept was desired whereby dissolved carbon, and therefore bake-hardening characteristics, might be readily controlled in a fashion that was relatively insensitive to small variations in chemical composition or processing. Thermodynamic considerations of carbide stability, or solubility, in different steel alloys indicated that either very stable carbides (steels containing small additions of titanium or niobium) or relatively unstable carbides (in steels without specific carbide-forming additions) are typical. Identification of an alloying approach associated with "intermediate" carbide stability was considered to be promising, which eventually led to the selection of vanadium as a key component for subsequent laboratory investigation. Vanadium is not a common alloy addition in formable sheet steels. Steel processing simulations have dem-
onstrated the feasibility of this new concept, and follow-up technical publications, patents, and commercial activity have suggested that it may offer one means for the steel industry to meet its customers' needs for hot-dip coated bake-hardenable sheet steels (Mitchell and Gladman, 1998; Taylor and Speer, 1996, 1998). Other options may also be identified and implemented, as this exciting area of study remains highly active at several laboratories.
Conclusion
This overview has provided some general understanding and appreciation of steel as a vital industry with exciting challenges and opportunities. Fruitful areas for future research were shown to cover a broad range of technical disciplines, and one example highlighted a particular area of solid-state metallurgy. Steel technology has advanced at an accelerating pace over the past few thousand years but truly remains a frontier of engineering.
Acknowledgments
Support of the sponsors of the Advanced Steel Processing and Products Research Center, an NSF Industry/University Cooperative Research Center, is gratefully acknowledged. Contributions by Ed Case, Armco, Inc., and Lawrence Kavanagh, American Iron and Steel Institute, are appreciated. Special thanks are due James Schroth, General Motors Corp., and David Matlock, Colorado School of Mines, for helpful comments on the manuscript.
References
American Iron and Steel Institute, Steel Manufacturers Association, and Department of Energy. 1998. Steel Industry Technology Roadmap. Washington, D.C.: American Iron and Steel Institute.
Bagsarian, T. 1998. Automakers study Ulsab's body-in-white. Iron Age—New Steel 14(June):35.
Bastawros, A. F., J. G. Speer, G. Zerafa, and R. P. Krupitzer. 1993. Effects of steel surface texture on appearance after painting. SAE Paper 930032. Warrendale, Pa.: Society of Automotive Engineers.
Emmons, J. B., and J. Douthett. 1996. Automotive frames of stainless steel. Advanced Materials and Processes 150(August):23-25.
Kavanagh, L. W. New frontiers in steelmaking. 1998. Advanced Materials and Processes 153(January):29-31.
Mitchell, P., and T. Gladman. 1998. Vanadium in interstitial free steels. Pp. 37-48 in Mechanical Working and Steel Processing Conference Proceedings, 1997. Warrendale, Pa.: Iron and Steel Society.
Ritt, A. 1998. Fashioning a better image of steel. Iron Age—New Steel 14(March):50-54.
Shah, V. C., J. G. Speer, B. Zuidema, and G. D. Millar, eds. 1997. Steel in automotive applications. SAE Special Publication 1259. Warrendale, Pa.: Society of Automotive Engineers.
Shah, V. C., J. G. Speer, B. Zuidema, and G. D. Millar, eds. 1998. Steel sheet and steel bar products and processing for automotive applications. SAE Special Publication 1349. Warrendale, Pa.: Society of Automotive Engineers.
Taylor, K. A., and J. G. Speer. 1996. Bake-Hardenable Vanadium Containing Steel and Method of Making Thereof. United States Patent No. 5,556,485. September 17.
Taylor, K. A., and J. G. Speer. 1998. Development of vanadium-alloyed, bake-hardenable sheet steels for hot-dip coated applications. Pp. 49-61 in Mechanical Working and Steel Processing Conference Proceedings, 1997. Warrendale, Pa.: Iron and Steel Society.
| This page in the original is blank. |




























