
INDUSTRIAL ENERGY EFFICIENCY STRATEGIES: INTEGRATING THE GOALS OF INDUSTRIAL COMPETITIVENESS, ENERGY EFFICIENCY AND ENVIRONMENTAL PROTECTION: CASE STUDY FOR METALLURGY
Jan Szargut
Polish Academy of Sciences
Technical University of Silesia
Gliwice, Poland
ABSTRACT
The main causes of the excessive consumption of energy are discussed: the thermodynamic imperfection (irreversibility) of production processes, insufficient utilization of waste energy, incorrect exploitation of production and consumption installations, excessive fraction of energy-consuming products in the industrial production and export profile, insufficient utilization of secondary raw materials obtained from used products, and low efficiency of energy consumers (cars, refrigerators, buildings). The influence of energy consumption on environmental problems is also discussed.
The main metallurgical processes influencing the consumption of energy and ecological losses are described. Possibilities for improving energy management in the metallurgy industry are presented from the point of view of Polish metallurgy: improvement of recuperation for metallurgical furnaces, installation of waste-heat boilers, utilization of excessive waste heat by external consumers (e.g. for district heating), application of microprocessors for the improvement of processes, widespread introduction of continuous casting of steel, introduction of expansion turbines for blast-furnace gas, and utilization of converter gas.
1. INTRODUCTION
The consumption of energy in Polish industry is too high. Among the energy-consuming branches of industry, the most important is metallurgy, which is responsible for the consumption of ~35 % of primary energy used for industrial production. The reduction of energy consumption can create positive economic effects and a decrease in environmental pollution. Every unit of energy consumed results in a direct or indirect increase in the emission of harmful pollutants.
2. MAIN FACTORS INFLUENCING THE CONSUMPTION OF ENERGY
Seven main factors responsible for excessive consumption of energy are named below.
The thermodynamic imperfection of production processes
This factor causes the devaluation of energy, i.e. losses of energy quality. Thermodynamic imperfection is inevitable, but it should be counteracted within the limits of economic profitability and technological possibilities. Every energy devaluation expressed, e.g. by means of energy losses, increases the consumption of primary energy. An important method of decreasing these losses consists in the improvement of the structure of energy systems and mainly in the introduction of combined processes enabling us to shorten the chain of thermodynamic transformations. Well-known examples can be mentioned: the cogeneration of heat and electricity, the cogeneration of heat and cold, and the cogeneration of heat and some materials.
Insufficient utilization of waste energy
The production of waste energy discharged to the environment is also inevitable, especially in thermal processes, but very often the quality of waste energy carriers is sufficiently high and therefore makes possible their additional utilization. Two main utilization methods can be mentioned. The internal utilization for the process delivering waste energy is most effective, because in this case the demand for utilized energy coincides with the supply, and the effects of utilization can be greater than the amount of utilized energy. For example, the fuel energy economy due to recuperation is 3-4 times greater than the amount of heat transferred in the recuperator. The external utilization of waste energy is more difficult, because the differences between the supply and demand cause a temporary surplus or deficit of the utilized energy.
Insufficient efficiency of the consumers of final useful energy (cars, electric lamps, TV receivers, refrigerators, buildings)
Efficiency improvements at the point of energy use can bring about a great energy economy. However, financial requirements associated with the mass production of improved products are substantial.
Inefficient operation of production and utilization appliances
The quality of operation can be improved by better training of the staff, by better organization of the production processes, by introduction of microprocessors controlling the operation, and by means of financial incentives for correct management.
Excessive consumption of materials in production processes
The production of all materials is accompanied by an immediate and indirect energy consumption. Two aspects should be taken into account: an excessive amount of materials contained within the finished product and an excessive amount of waste material appearing during the production processes. The content of materials in finished products can be reduced by better design and by the application of better materials. Production wastes can be decreased by means of changes in the production technology and by means of the recycling of scrap material. Economy in the processing of materials can create a huge indirect energy economy.
Insufficient utilization of recycled materials obtained from discarded products
Recycled products should be regarded as renewable sources of materials and energy. Their utilization can distinctly decrease the consumption of energy associated with the production of some materials (e.g. of aluminum, paper, steel, etc.).
Incorrect structure of industry resulting in excessive fabrication of energy-consuming products
Excessive production of products such as steel and coke can mainly be caused by two factors. The first is military production. The second is the insufficient quality of industrial products. If a country does not produce competitive industrial products, fit for export, it is forced to deliver for export energy-consuming materials and semi-finished products that are eliminated from the production in developed countries, mainly because of ecological reasons.
3. ENVIRONMENTAL IMPACT OF THE ENERGY CONSUMING PROCESSES
Production processes form a complicated network of mutually connected technological processes. The emission of deleterious waste products appears in all the links of the technological network. Hence undesirable ecological effects resulting from the fabrication of a particular product appear not only in the last step of the production process, but also in the preceding steps, especially those producing energy carriers (production of electricity, heat, secondary fuels). The cumulative indices of deleterious emissions burdening a particular product can be calculated (1) by means of a set of balance equations, or (2) by means of the sequence method, analyzing the subsequent steps of production processes, backward from the ready product to the primary raw materials and fuels. All the effects of energy conservation should be analyzed by means of cumulative indices, because only in this way are all the effects taken into account.
4. POTENTIAL FOR REDUCTION OF ENERGY CONSUMPTION IN POLISH METALLURGY
Improvement of recuperation
Utilization of combustion gases from industrial furnaces for the preheating of combustion reactants is one of the most effective methods of energy conservation. The amount of the economized chemical energy is 3-4 times greater than the amount of the transferred heat. This effect results from a simultaneous reduction of the temperature and of the amount of combustion gases discharged to the environment. The analysis of the state of recuperation in the Polish metallurgy and machine-building industry has been presented in [1]. About 30 % of operating recuperators do not warrant any economical effect because of their fouling and leakage of flues. About 50 % of recuperators are smaller than the optimal size. The improvement of recuperation could warrant an additional energy conservation at the level of 4500 TJ/year. For the improvement of recuperation the following would be desirable:
-
introduction of a modular design of steel-tube recuperators and the elaboration of typical modules,
-
establishment of a specialized manufacturer producing modules of steel-tube convection recuperators and typical radiative recuperators, and
-
elimination of technically unjustifiable leakage of furnaces and flues.
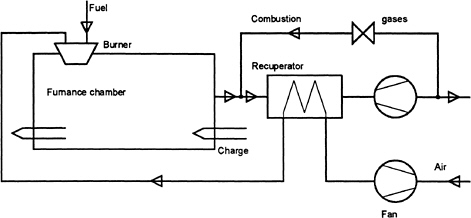
The heat transfer area in recuperators is limited mainly by the disposable chimney draft. The size of recuperators can be increased if forced draft is introduced [4]. The combustion gas fan can be protected from too high a temperature by means of recirculation of combustion gases ( Fig. 1 ). Increased fuel economy and economic effect could be obtained in this case.
If the volume of the recuperator were too great (e.g. in the case of the utilization of combustion gases from Cowper stoves, with the temperature 175-350ºC), an indirect heat transfer to the combustion air can be applied by means of an intermediate heat carrier, e.g. oil. Instead of one great recuperator, two more convenient smaller heat exchangers can be installed in this case. Also, the long-distance transmission of heat recovered from combustion gases can be realized by means of an intermediate heat carrier, e.g. oil.
Autonomous preheating of combustion reactants
A separate combustion chamber supplied with low-quality fuel can warrant economy of high-quality fuel in the main installation. For example, the calorific value of blast furnace gas is very low in modern processes (~60MJ/kmol). Such a gas cannot be applied in Cowper
stoves without enrichment with high-quality fuel. The enrichment would be not necessary after introduction of the autonomous preheating of combustion reactants. The energy economy of high quality fuel would be more than two times greater in comparison with the energy consumption within the autonomous preheater. This method could be also applied for utilization of top gases from shaft furnaces in copper metallurgy.
Jet convection chamber for the preliminary preheating of the rolling charge
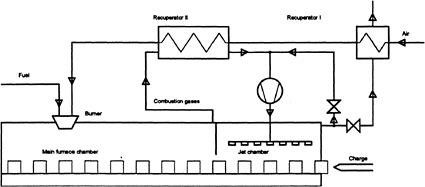
This type has been introduced in western and Japanese steel plants ( Fig. 2 ). Owing to the installation of a combustion gas fan, this system also enables us to increase the size of a recuperator. The charge is usually preheated to 150-220ºC, and the attained fuel economy is 8-12 %. The jet chamber can be applied not only for the sake of fuel conservation, but also for technological reasons if the heating furnace is supplied simultaneously with cold and hot charge. The equalization of the initial charge temperature is more important than the fuel conservation, because according to our calculations [5] a similar economic effect of fuel conservation can be attained by means of an increased size of a recuperator with a forced draft ( Fig. 1 ).
Installation of waste-heat boilers
This is reasonable only in the case when the internal utilization of waste heat to meet the needs of the analyzed process is not possible or not sufficient. In iron metallurgy, a waste-heat boiler may be installed for the open-hearth furnaces, steel converters, sinter plants, heating furnaces, and cooling of hot rolling products. Important possibilities also appear in copper metallurgy for anode and cathode smelting furnaces. In this case, waste-heat boilers should be installed between a furnace and a recuperator because it causes solidification of liquid dust in the radiative chamber of the boiler. Usually the heat carrier produced in waste heat boilers cannot be fully utilized within the metallurgical plant. The heat carrier from waste-heat boilers can be utilized in a district heating system, but in this case the demand for heat depends on the season of year. In Japanese steel plants the excessive steam from waste-heat boilers is utilized in a central power plant for electricity production. Waste-heat boilers can supplement utilization of combustion gases from heating furnaces, because the temperature of combustion gases at the outlet of recuperators is usually more than 400ºC. One waste-heat boiler can be installed for more than one furnace in this case. For the Polish metallurgy plants, a typical design of waste-heat boilers would be desirable. The introduction of new applications of waste-heat boilers, e.g. for cooling of the hot rolled charge, would be of interest.
Evaporative cooling of furnace elements
These have been introduced mainly for open-hearth furnaces, but these furnaces are being phased out. The attempts to introduce evaporative cooling of elements of blast-furnace have not given any positive results. Evaporative cooling of skid rails in pusher furnaces can offer good effects.
Continuous casting of steel
Continuous casting reduces significantly the energy consumption in steel plants, because it eliminates the soaking pits and the blooming mill with their great energy consumption. The broader introduction of continuous casting is very important for modernization of Polish metallurgy.
Utilization of converter gas
In the largest Polish steel plant, the steel converters are equipped with relatively small waste-heat boilers because the utilization of unburned converter gas has been planned. However, the installation of converter gas storage has not yet successfully operated. In this case the utilization of the converter gas could bring about the conservation of 5-8 % of gaseous fuels delivered to the mentioned plant.
Expansion turbines for blast furnace gas
An elevated pressure inside the blast furnace warrants the increased capacity of the process, but throttling of blast furnace gas implies an unnecessary energy loss. Also, in a Polish steel plant an elevated pressure occurs in blast furnaces, but expansion turbines have not yet been introduced. The most interesting possibilities are wet turbines not requiring any preheating of the gas before expansion. A system of dry dust precipitators and dry turbines is also very interesting, because it does not decrease the gas temperature during the dust extraction. Such a system with bag filters operates in Japan [2]. The initial gas temperature before expansion amounts to 100-150º C, and the power of the dry expansion turbine is 40-50 % greater in comparison with a wet turbine.
Air enrichment with oxygen for heating furnaces
Enrichment can be profitable if an excess of oxygen appears in the plant. Because of the application of oxygen in blast furnaces, some excess oxygen production capacity can appear. Full utilization of the production capacity results only in slight increase in operating costs. Hence the cost of the excess oxygen can be relatively small, and the conservation of fuel in heating furnaces by means of air enrichment can be profitable.
Improvement of management of metallurgical furnaces
This is very important from the energy conservation point of view as well as cost reduction and environmental protection. Three main conditions should be fulfilled for this purpose:
-
improvement of the technical state of furnaces, e.g. elimination of unjustifiable leakage,
-
better equipment with measurement instruments, and
-
better preparation of the staff, and sometimes a change of its mentality.
German experience has shown that the systematic checking of furnace operation brings about the conservation of ~10 % of fuel use. The next step should be the introduction of microprocessors for reasonable regulation of fuel distribution between the zones of continuously operating furnaces or between the phases of periodically operating furnaces. Also important is the regulation of the air-fuel ratio, regulation of the pressure inside the furnace, etc.
5. CONCLUSIONS
The goals of industrial competitiveness can be attained by means of reduction of production costs without harming product quality. The production costs should include reasonably estimated costs of environmental damage. In the Polish metallurgical industry, there are many possibilities to improve energy management that will be economically and environmentally advantageous, but these improvements need great capital expenditures. It should be stressed that the problem of energy conservation should have priority over installation of pollution control equipment at energy conversion plants because the reduction of energy use is always accompanied by reduced emission of pollution.
REFERENCES
1. Evaluation of the operating recuperators and comparative analysis (in Polish)—research report of the Institute of Thermal Technology of the Technical University of Silesia, Gliwice, 1983.
2. Matasaka S., et al.: Dry-type top pressure recovery generating plant. Trans ISIJ 23 (1983), B-156.
3. Szargut J.: Thermodynamic and economic analysis in industrial energetics (in Polish). WNT, Warsaw 1983.
4. Szargut J., Koziol J.: Recuperators with a forced draft. Gas-Wärme-International (in press).
5. Szargut J., Zientek A.: Optimization of the waste-gas jet chamber and recuperator for the continuous heating furnace. Archiwum Hutnictwa (in press).
6. Szargut J.: Strategy of the improvement of energy management (in Polish). Energetyka 1991, No 9, 309/313.
BASIC PROBLEMS OF ENERGY MANAGEMENT IN THE POLISH CHEMICAL INDUSTRY
Henryk Nawrot
Nitrogen Works (Zaklady Azotowe )
Kedzierzyn, Poland
ABSTRACT
The Polish chemical industry, with its annual energy consumption of about 325 PJ, is of great importance for national energy management. This paper presents the structure of the consumption of energy carriers within the whole chemical industry as well as in a few of the largest chemical factories which produce nitrogen fertilizers and organic products. These factories are among the fifteen largest energy consumers in Poland. Within the chemical industry, production of ammonia and fertilizers has the highest energy demand. Another important problem is the modernization of thermal energy stations in chemical factories. Many of the steam boilers and turbines have been operating for 20 years or more and do not have pollution control equipment for removal of sulfur and nitrogen oxides. Implementation of fluidized-bed boilers will be the main trend for the modernization. In chemical processes, huge amounts of waste heat are generated. Heat pumps can be used to utilize this heat energy, but Polish industry needs more experience with this type of equipment.
1. CONSUMPTION OF ENERGY IN THE CHEMICAL INDUSTRY AND ITS STRUCTURE
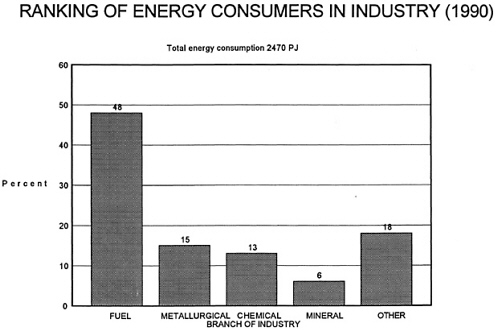
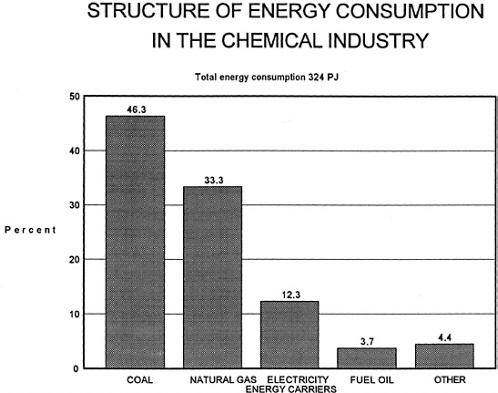
In 1990, the Polish chemical industry consumed 323.797 TJ of energy, which was 13% of the industrial energy consumption and the third greatest energy consuming branch of industry. The fuel industry ranked first at 48 % and the metallurgical industry was the second with 15 %. The structure of energy consumption within the chemical industry is shown below:
|
coal |
46.3% |
|
natural gas and coke-oven gas |
33.3% |
|
electricity |
12.3% |
|
fuel oil |
3.7% |
|
other |
4.4% |
Total costs of the energy consumed are estimated to reach $1.3 billion (US). The above mentioned energy carriers were utilized in separate branches of chemical industry as follows:
|
Total Energy Consumption |
Coal |
Natural Gas |
Electricity |
|
|
Fertilizer Industry |
43.8% |
30.4% |
74.8% |
42.5% |
|
Sulfur Mining |
13.3% |
7.2% |
16.4% |
0.5% |
|
Inorganic Chemicals |
12.6% |
17.8% |
5.1% |
10.9% |
|
Organic Chemicals |
7.2% |
6.8% |
0.5% |
9.8% |
|
Synthetic Fibers |
6.3% |
9.7% |
0.0% |
9.0% |
|
Other |
16.8% |
28.1% |
3.2% |
27.3% |
|
Total |
100.0 |
100.0 |
100.0 |
100.0 |
As can be seen from the above table, the fertilizer industry is of great importance in industrial energy management. The consumption of the most important energy carriers in this industry is shown below:
|
natural gas |
52.9% |
|
coal |
30.4% |
|
electricity |
11.3% |
|
other |
3.4% |
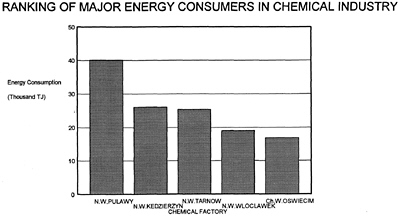
The largest chemical factories and their energy consumption figures for 1990 are listed below:
|
Zaklady Azotowe PULAWY |
40,010 TJ |
|
Zaklady Azotowe KEDZIERZYN |
26,045 TJ |
|
Zaklady Azotowe TARNOW |
25,313 TJ |
|
Zaklady Azotowe WLOCLAWEK |
18,937 TJ |
|
Zaklady Chemiczne OSWIECIM |
16,827 TJ |
Total energy consumption in those factories makes up about 40% of the whole chemical industry. Except for ZCh OSWIECIM, all those factories produce nitrogen fertilizers.
2. ENERGY CONSERVATION PROJECTS AT FERTILIZER PLANTS
Reduction in energy demand for the production of nitrogen fertilizers became a basic problem recently for these plants, and the planned and implemented projects affect their energy management. We describe below a few examples of such projects.
In Zaklady Azotowe PULAWY, revamping of 2 ammonia plants is planned and is expected to yield energy savings of about 4,000 TJ/year, about 10 % of their total consumption. Modernization of a urea plant is also planned and expected to reduce thermal energy and electricity by about 1,500 TJ/year.
In Zaklady Azotowe KEDZIERZYN, erection of a new ammonia synthesis plant and modernization of a syn-gas plant recently entered their final stages. The expected reduction of energy consumption is estimated to reach 4,400 TJ/year, about 15 % of total energy consumption. Modifications are also planned to be for the nitro-chalk production process to reduce its heat demand.
In Zaklady Azotowe TARNOW, rationalization of the production process for: (a) chlorine, (b) caprolactam, and (c) hydrogen for ammonia manufacture, in 1990 saved about 1,200 TJ. Further revamping of their ammonia plant is planned to reduce energy consumption in this process.
In Zaklady Azotowe WLOCLAWEK, utilization of hydrogen from a chlorine plant for ammonia production will save of about 11.500.000 m3 of natural gas.
Zaklady Chemiczne OSWIECIM will improve energy management by retrofitting their steam boilers, as well as saving on energy in the manufacture of organic products.
Another contribution to energy savings in the chemical industry is an increase in the production of basic petrochemical raw material: ethylene, propylene, and butadiene, with their further processing. This will create material resources for the production of a wide spectrum of highly processed chemical products. Arrangements for erection of a petrochemically-oriented petroleum refinery are far advanced. The planned site is Kedzierzyn.
3. ENERGY RESOURCE BASE IN THE CHEMICAL INDUSTRY
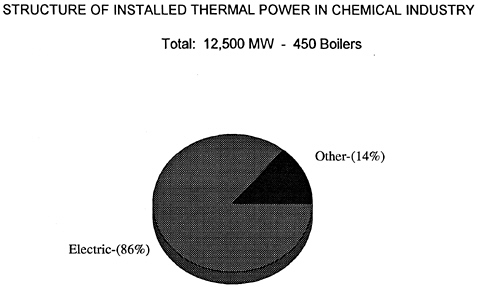
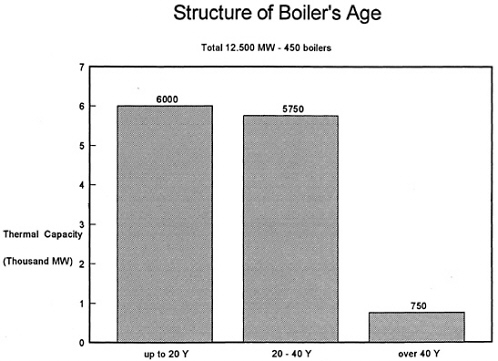
Coal and fuel oil consumption in the chemical industry is almost all for the production of thermal energy and/or electricity. That covers 50 % of the total energy consumption by the industry. However, technical and financial efforts aimed at maintenance and development of an energy resource base are inadequate compared to their role in and contribution to energy consumption. The thermal power of about 450 steam boilers installed in chemical factories amounts to about 12,500 MW, and within this figure about 10,750 MW comes from some 200 boilers operated in thermal-electric power stations. The rated pressure of about 50 % of boilers installed in thermal-electric power stations exceeds 100 bars. Regarding the age of the boilers, the situation is unfavorable:
-
about 6000 MW of capacity is in boilers operated up to 20 years,
-
about 5750 MW comes from boilers operated 20 40 years, and
-
about 750 MW are operated more then 40 years.
Regarding turbines, power installed in thermal-electric power stations exceeds 1,400 MW; the biggest share is held by extraction back-pressure turbines. The unit capacity factor is as low as about 2500 h/year. This is caused by a number of reasons, and the most important of them are the following:
-
The power of turbines installed has been calculated to match the peak energy demand in a factory, and such a situation in fact takes place only during a few months per year, e.g. during the heating season.
-
The decrease of production volume in the chemical industry in recent years has reduced heat demand.
-
Limitations of electricity production in condensing modules caused by excess grid electricity have resulted in reduction of local environmental problems.
Fuel conversion efficiency obtainable in thermal power station reaches about 78 %. This is a result of the following:
-
Coal is the basic fuel utilized.
-
Existing boilers have been in operation for a long time, so many technical solutions are outdated.
-
A large number of low-output boilers have low operating parameters.
Coal combustion gives rise to serious environmental problems. Coal-fired boilers do not have facilities for flue-gas desulphurization and/or denitrogenation (removal of NO x ). Hence, the energy resource base will face important problems which will have to be solved in the coming years:
-
Thermal efficiency for the process of heat and/or electricity generation must be increased, which is also necessary to reduce production costs.
-
Emission of SO 2, NO x, and fly ash will have to be brought down to meet the levels required by regulations in force.
Methods for solving the above problems will certainly vary among the different factories. Yet the observed trend suggests that fluidized-bed boilers will be the facilities most frequently adopted in the nearest future. The following technical and economical aspects support this perspective:
-
Coal will still be the fundamental fuel.
-
Technology for coal combustion in fluidized beds will make more and more progress, and there will be more and more such boilers employed worldwide.
-
The majority of produced/offered fluidized-bed boilers fall within the range of 50 300 MW, which exactly meets the demand of power engineering for the chemical industry.
-
There is a possibility of producing such boilers in Poland in factories that have much experience in the production of steam boilers.
-
Fluidized-bed boilers meet the requirements of current standards for environmental protection referring to SO 2and NO x emissions.
-
Ash recovered from fluidized-bed boilers has higher CaO content than ash recovered from conventional boilers, and for this reason it is more suitable for industrial utilization.
Thus, fluidized-bed boilers—if introduced—can simultaneously solve both of the problems faced by power engineering: i.e., increasing the technical level and reducing of environmental pollution.
Erection of desulphurization plants near the boilers is also a possibility. This option, however, could be applicable only in a rather small number of cases that meet the following conditions:
-
recently installed boilers, so that boiler replacement is not economically reasonable,
-
availability of space for a relatively large desulphurization plant,
-
availability of spent chemicals to be utilized as absorbing agents.
Another possibility for further development which must also be taken into consideration is the substitution of coal fuel with natural gas by using gas-fired steam boilers or boiler systems cooperating with gas turbines. The fundamental obstacle in adopting such systems is low domestic production of natural gas. It is expected that development activities undertaken in cooperation with U.S. companies will increase gas production and the prospects increasing natural gas utilization will improve. Low investment costs, high operational fexibility, and low environmental pollution are the most advantageous features of the systems employing gas turbines.
Combined methods have also been developed: coal gasification to yield H 2-and CO-containing gas which can be utilized as a gas turbine fuel and/or as a raw material for chemical syntheses. Such projects, very interesting from the technical point of view for big chemical
factories like those listed above, do not seem feasible now because of high investment costs and because of being nearly fully based on foreign technology.
4. WASTE HEAT RECOVERY
A significant field which can offer large energy savings is waste-heat utilization at temperature levels of 40 50ºC. Presently, most of the excess heat from chemical and thermal processes is removed by cooling water and is then released to the atmosphere. This heat is estimated to reach as high as 10 % of the energy consumed in a factory. Before effective utilization of this heat is possible, its temperature level must be raised by means of heat pumps or heat transformers. Preliminary evaluations show that such systems can deliver heat for heating purposes in buildings and greenhouses as well as for preliminary heating of chemical feedstock streams. We have no practical experience in Poland with the application of heat pumps in chemical processes, and we do not have facilities that can be employed for this purpose. There are possibilities to introduce both mechanical pumps (employing compressors) and absorption pumps.
5. SUMMARY
Figure 1, Figure 2, Figure 3, Figure 4,Figure 5 and Figure 6 which follow summarize the data presented in this paper.
It can be seen that the Polish chemical industry faces substantial energy management problems which require significant contributions of modern technology and capital. Projects involving modernization of production processes are presented based on the specific examples of nitrogen fertilizer units. Projects involving the modernization of thermal power stations are now being considered Utilization of low-temperature waste heat will be considered in the future.

MODERN RETROFIT PROBLEMS OF STEAM TURBINES
Jerzy Krzyzanowski
Polish Academy of Sciences
Institute of Fluid-Flow Machinery
Gdansk, Poland
ABSTRACT
Stagnation in financing investment of new nuclear as well as conventional power stations has led in recent decades to the idea of power equipment retrofit. In the case of steam turbines, retrofit is a cheaper method of modernization than replacement of old turbines with new ones.
The main purposes of the retrofit are:
-
increasing the efficiency of the machinery,
-
possibly increasing the power output,
-
associating heat and power production,
-
increasing elasticity and availability of steam turbines,
-
prolongating of turbine durability through modern measures of diagnostics,
-
applying environmentally sound solutions in the retrofit.
Some modern retrofit problems of steam turbines are illustrated in this paper. The attention is focused on retrofit measures through the increase of the turbine efficiency as well as through the increase of turbine durability. Particular features of the Eastern European choices of retrofit measures, i.e. the choice of cheaper solutions at the moment, are emphasized. Some Polish examples and experiences are illustrated and discussed.
1. INTRODUCTION
Certain stagnation in financing new investments both in the nuclear and conventional power industry has led recently to a substantial rise of interest in modernizing currently used equipment. The notion of “retrofit,” applied in the literature to describe these efforts, has been assimilated by wide circles of power engineers in numerous countries, including Poland.
The term of retrofit refers also to steam turbines used in heating systems, as well as industrial and state grid power plants, and to modernization of machines after about 180-200,000 hours of operation. The retrofit technique can imply replacement of the whole machine, although replacement of critical structural elements is much more often the case.
Application of retrofit techniques encounters specific scientific and engineering problems. In this paper, some of these problems are outlined and illustrated by typical industrial examples.
2. MODERNIZATION THROUGH INCREASED EFFICIENCY
The main opportunities to increase the efficiency of machinery and equipment, and especially that of steam turbines, are summarized in the list below:
-
A substantial development of computational methods in fluid mechanics which results in the rising reliability of calculations and refinement of techniques applied in the fluid-flow design of blade systems in turbines. This also brings an opportunity for better optimization of design solutions by analyzing a larger set of optional designs and using a larger number of machine-quality criteria.
-
A substantial development of numerical methods used to calculate thermal features of energy circuits with consequences as above.
-
Significant experimental material accumulated in the last decades in laboratories or at plants equipped with full-scale machines. This experience can be used for the following purposes:
-
to increase the design methods' reliability and to perform their validation—just to mention efficient application of the mathematical statistical methods to analyze standard test results of turbines and heat circuits, and
-
to recognize and control undesirable flow phenomena taking place at full and partial load of a turbine.
-
The origins of current interest in modernization projects can be also seen in the observed trend of rising power system capacity and increasing contribution brought by nuclear plants being accompanied by a move from the basic to bus-peak operation of turbines originally designed for basic power generation. This modernization aspect also concerns industrial turbines and turbines in heating systems that were designed previously with poor understanding of performance effects resulting from operation out of rated conditions, i.e. under partial electrical or thermal load.
For numerous users, an individual retrofit program is of essential significance. Such an approach allows one to use the opportunity of modernization for matching the originally standard design to the individual needs of the plant.
Specific problems of turbine modernization in Eastern Europe can be reduced to the choice of cheaper solutions; that is:
-
replacement of a part of a blade system,
-
replacement of some rotor and casing components,
-
improvement in the power circuit scheme with possible application of combined heat and electrical power economy,
-
application wherever possible rather than replacement of whole turbines.
Some specific modernization problems are illustrated in this paper by an example of a certain 200 MW turbine. The turbine is characterized by low efficiency of the low-pressure (LP) section and low casing elasticity in the highand mediumpressure sections (HP and MP, respectively). Modernization of this turbine is of substantial significance for Polish power industry; in fact there are about 60 such machines in operation in this country. It is worthwhile to mention that there are about 600 such machines used in the former Soviet Union. The concepts to be presented are Polish solutions, which are competitive to several offers presented by foreign companies aiming to replace whole turbines. The concepts presented aim to make use of cheaper solutions.
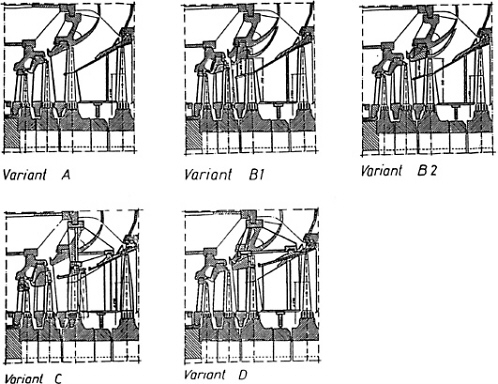
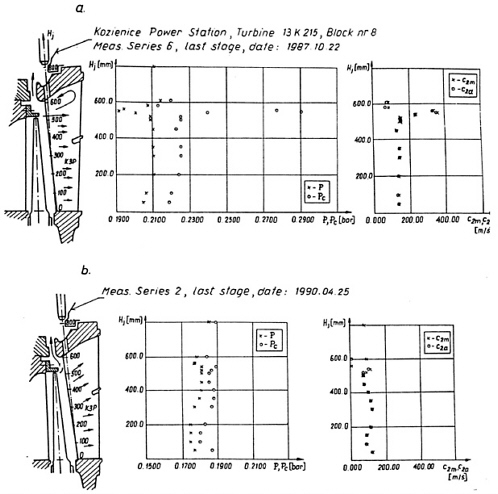
Efforts to increase turbine efficiency have been focused on the LP section. It has turned out that under Polish conditions, the last stages of these turbines operate with flow detachment at the blade feet, substantial whirl, and outlet losses ( Fig. 1 ). Thus, the LP section was characterized by low efficiency; there occurred also trailing edge erosion at the last stage rotor blades. Under these circumstances several modernization options have been considered, Fig. 2 .
-
OPTION A: with the modernized nozzle blade apparatus of all four stages of the LP section. Such a solution has been realized by the ZAMECH Turbine Works-Elblag (since 1989: ABB-ZAMECH) in one of the turbines of Kozienice Power Plant.
-
OPTION B1: (for low pressures in the condenser) with shortened rotor blades of the second and third stage, without damping wires in these stages, without stellite protection in stage three, and with new or modernized nozzle vanes of all the stages in the LP section.
-
OPTION B2: (for low pressures in the condenser) with a freestanding rotor blade of the fourht stage (IF-FM design validated under field conditions by the ZAMECH Turbine Works), with new rotor blades of the first, second and third stage, without damping wires and with integrated rotor blade shrouds, with the rotor forged as a whole or welded.
-
OPTION D: (for high pressures in the condenser) with shortened rotor blade of the third stage instead of the Baumann stage, with new nozzle blades of the third and fourht stages, and possibly with new nozzle blades of the first and second stages.
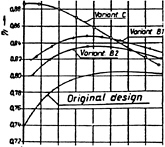
All of these options are characterized by different features and application scopes. In Fig. 3 , performance effects of various modernization options are shown. Economical effects of such modernizations are also different, for instance the cost of modernization after option B1 is returned in a one year period.
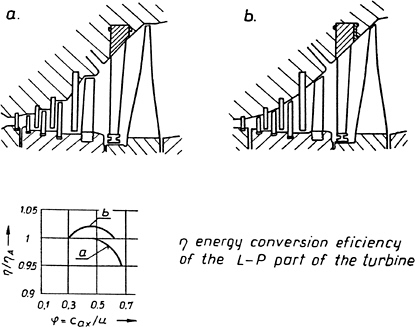
Modernization can be carried out using some other simple measures as well. A good example is improving the flow pattern disturbed by a leakage stream ( Fig. 4). Simple design modification in the third stage of the LP section results in:
-
an increased LP section efficiency,
-
redistribution of the enthalpy drop in the stator,
-
increased power output of the LP section, and
-
increased efficiency of the reheat system through an improvement of performance of the first feed water reheat exchanger.
Another example can be a change in the design of the LP section casing or the concept of the sealing design. Significant advantages, wherever desirable, can be obtained by diverting steam for heating purposes from the LP stator conjuncted with simultaneous reconstruction of the blading.
3. RETROFIT VERSUS LIFE PROLONGATION OF THE TURBINE
Retrofit can be considered desirable if it is possible to extend the period of turbine operation. Without this condition being fulfilled, a modernizing investment has no economic justification. In the case of steam turbines, the aim is to prolong the lifetime of turbines already in operation 180-200,000 hours by another 100-200,000 hours.
In order to shift this lifetime limit, measures aimed at modernization of the HP and MP sections of the 200 MW turbine under discussion were taken some time ago in Poland. It has been decided to modernize the casing of the HP and MP sections ( Fig. 6 ). By diminishing the thickness of walls and flanges it has appeared possible to increase substantially the operating flexibility of these turbines.
|
Cold start (36h) |
Hot start (8h) |
|
|
Old design |
425 min. |
210 min. |
|
New design |
95 min. |
75 min. |
Also, it is possible to increase the turbines' lifetime by diminishing thermal stresses in the casing.
When discussing turbine durability, it is worthwhile to mention blade erosion in the LP sections. There exists nowadays a general opinion that “strong” erosion of rotor blades' leading edges in the last stage justifies their replacement or an expensive repair. The present state of development of blade erosion prediction techniques allows one to conclude that the effect exerted on the change of kinetostatic stresses in the blades, the change of blade vibration eigenfrequency, and the loss of efficiency by erosion of the rotor blades' leading edges is of much less significance than has been generally supposed. In numerous cases, even severe erosion does not justify blade replacement. Erosion of rotor blades ' trailing edges should be considered a separate problem.
The crucial component in the decision on extending the period of turbine operation and the scope of modernization is the state of the rotors' strength properties. In order to determine the allowable period of further operation, the following criteria must be taken into account:
-
low-cycle material fatigue,
-
resistance to brittle fractures in the stage of crack formation, and
-
crack propagation rate.
Taking into account the current state-of-the-art in this field of knowledge, the decision on further operation of a machine is usually conjuncted with modernization of control and measurement instrumentation and computer-aided diagnostic data analysis (turbine monitoring).
4. CONCLUSIONS
-
The background of retrofit measures' popularity among turbine designers and users has been outlined.
-
A survey of retrofit aims has been given, and discussion of those leading to an efficiency increase or prolongation of the operating period of turbines has been carried out.
The retrofit aims have been illustrated by examples taken from the practice of Polish designers and users.
MANAGING INDUSTRIAL ENERGY CONSERVATION PROGRAMS: WHAT DO WE THINK WE LEARNED?
Dan Steinmeyer
Senior Fellow
Monsanto Chemical Company
St. Louis, Missouri, U.S.A.
1. INDUSTRIAL ENERGY CONSERVATION PROGRAMS IN PERSPECTIVE
The good news is that there has been a drop in the developed world 's energy use per unit of manufactured product of 1 to 3% per year for the last several decades. Perhaps the even better news is that most of this would have happened even without the price increases we saw in 1974 and 1979. Perhaps even more important, almost all of it would have happened even without formal energy conservation “programs” in our government or companies.
So why have an energy conservation “program”? In a period of rapidly increasing prices as occurred in the U.S. in the late 1970s and early 1980s a major change is needed to shift to the new optimum mix of capital, energy, and engineering/management talent. An energy conservation “program” permits this to happen quicker and with less waste of resources. A rapid rise in energy prices means that you can justify doing many different things to reduce costs. It is important to choose wisely and execute quickly. That's where the “program” should focus. There are obviously technical details involved in doing this [1,2]. There is also a wealth of implementation/management details involved [3].
2. RISING EFFICIENCY—WHY DOES IT HAPPEN?
Rising industrial efficiency evolves naturally from pressures of a competitive, industrial society—and from fundamental thermodynamics. Rising industrial energy efficiency is guaranteed by the competitive process and will continue without government action. Rising efficiency comes from technological progress much broader than energy: for example, computers permit better designs, and stronger plastics replace steel.
Scientists and engineers tend to make a big thing about energy efficiency. Industry does not—it cares about lowering costs and selling product. The desire for lower costs drives technological change, and as a byproduct, drives toward reduced energy use.
When energy prices shoot up, as in the late 1970s, the efficiency improvement is much faster. This stems from “cost optimization”—choosing to trade capital for energy. This is a
choice from existing technical options. It is distinct from new technology development. Industrial energy conservation programs focus primarily on choosing from available technology options. Efficiency improvement is driven by two distinct forces: technological progress, which is the long-term trend, and cost optimization, which is the short term response to price swings.
3. TECHNOLOGICAL PROGRESS
Thermodynamic limits—setting the targets
For every process we can compute a theoretical work requirement. The ratio of this to the actual work potential consumed is the true thermodynamic efficiency. This calculation tells us that even for the “best” processes, the thermodynamic efficiency is remarkably low. For example, the efficiency of producing oxygen by separating it from air is 20-30%, and the efficiency of producing ethylene, the prime petrochemical building block, is 15-25%. These low efficiencies provide the margin from which gains are carved .
Tracking energy intensity's fall
Data align fairly well with thermodynamic efficiency. Those with more margin for improvement like chemicals and paper have shown more improvement [4].
Improvement in energy intensity 1972-1985
(% per year)
|
steel |
2.10 |
|
chemicals |
3.40 |
|
paper |
4.70 |
|
petroleum |
2.50 |
Learning curves—growing our way to lower energy intensity
Most technological progress in the industries which dominate energy use, such as the ones cited above, comes as a series of small steps and small decisions. This is broadly referred to as “learning”. In most manufacturing processes, for each doubling of cumulative production, total processing costs, including energy, drop by about 20%. Often energy savings are merely a byproduct of changes made to improve quality or safety, to increase productivity, or to reduce emissions. This relation has been found to hold for processes as diverse as aircraft manufacture and the production of polyethylene.
The learning curve does not depend on increasing energy costs. For example, as shown by Fig. 1, substantial gains in energy efficiency were made during the 1950s and 1960s with energy prices flat and in some cases falling. Figure 1 follows a key commodity, ethylene, and tracks the energy efficiency of new plants offered by The Lummus Company, an engineering contractor (5). The gains trace to a mix of sources, for example:
-
more efficient turbines and compressors from suppliers,
-
adjustment of the purification sequence by engineering contractors,
-
improvements in computerized control by operating companies, and
-
more heat recovery everywhere, by common consent.
The net result was a 60% drop in energy use in new facilities over a 35-year period. Note that despite the large efficiency gains, a major opportunity for improvement remains; energy use is still about four times the thermodynamic minimum.
The driving force behind “learning curve” progress is the desire for a competitive advantage, i.e. lower cost, economic efficiency. Energy efficiency is one component of economic efficiency, but it is rarely a dominant one. For the overall manufacturing sector, capital and labor costs are roughly 20 times as great.
A key element in “learning” is a growing industry, one that replaces old facilities and offers continual opportunities to test improved technology. If one inputs the 20% “learning rule” to a spreadsheet and looks at expected yearly cost reduction, growth rate turns out to be as important as age:
Cost Reduction (% per year)
|
Year from start |
||||
|
Growth Rate |
10.00 |
20.00 |
30.00 |
50.00 |
|
3 % |
4.00 |
2.30 |
1.70 |
1.30 |
|
6 % |
4.50 |
3.10 |
2.40 |
2.00 |
|
9 % |
5.10 |
4.10 |
3.20 |
2.90 |
|
12 % |
5.70 |
5.20 |
4.10 |
3.80 |
A factor in the ethylene success story is its high (5% to 10% per year) growth through most of the 1955 to 1990 period.
An example of how scientific discovery interacts with “learning” is polyethylene. Polyethylene began its commercial life in the early 1940s with a very high-pressure (1200 atmospheres) process. The high-pressure process saw continual improvement such that the energy required to produce a pound of polyethylene was cut in half in about 25 years. Meanwhile, two European chemists made some fundamental discoveries that led to a radically new production process that utilized a solvent and operated at low pressure. This in turn led to Union Carbide' s development in the 1970s of the low-pressure gas-phase process. It uses only 15% of the energy of the original high-pressure process. The new process is simpler, much lower cost, and safer. It even yields a stronger polymer.
Sometimes the “learning curve” progress is really the byproduct of major scientific discovery in unrelated areas. Quantum physics and the invention of the transistor led to microprocessors and modern computers. The industrial fallout is extremely broad. Low-cost microelectronics permits more efficient industrial control systems as diverse as robots in laboratory analysis and excess air measurement in furnaces. Perhaps more important, it revolutionized industry's capability to explore for better processes. In the ethylene process improvement example above, engineering contractors assigned much more credit to enhanced calculation capability than to all bench scale R&D.
4. COST OPTIMIZATION
A Trade of Capital for Energy
Industry chooses its processes and products largely on the basis of cost. Energy is just one of the cost components, with capital equipment being a component that it can be traded against. If one spends more on equipment, less energy is needed. The curves that plot the overall cost of a production process versus energy use are gentle in the region of the optimum. (See Fig. 2.) Thus a great deal of trading can occur with relatively small impact on total cost. As the price of energy goes up, industry is driven by logic to substitute capital. This is a major cause of the efficiency gains we saw in 1975-1985. When energy prices rise, as currently is happening when the former Eastern Bloc countries move to a market economy, this pattern repeats. This is optimization within existing technology.
The trade between capital and energy is surprisingly clearly defined for certain kinds of operations. For example, a four-fold rise in the relative price of energy will cause the following reduction in energy use, assuming the owners adjust their design to the economic optimum [6]:
|
Unrecovered energy in heat exchange |
50-75% |
|
Distillation reflux above the minimum |
50-60% |
|
Piping pressure drop |
70% |
At first glance Figure 2 is puzzling. Note that between half the optimum pressure drop and twice the optimum the total price stays within a few percent of that at the optimum. The reason for this is that for an optimum piping system, the annualized energy cost for piping pressure drop is only about 1/7 the annualized cost of the pipe. Piping is an extreme case of capital cost dominating energy cost. However it illustrates one of the reasons why there is a long timelag in industry's adjustment to energy price increases. The energy saving would easily justify the incremental cost of going to a larger pipe size in a new facility —but it would not justify the cost of replacing the existing piping system in an existing plant with a slightly larger one. Industry is constrained by existing facilities and can only economically change them as a part of orderly capital replacement.
What Happpened in the Late 1970s and Early 1980s in U.S. Companies?
Historically U.S. companies have not had “energy conservation programs.” Energy conservation was just part of expected good design. Saving energy was no different than reducing maintenance costs or labor costs. In general, industrial facilities are dominated by capital costs (which includes maintenance and depreciation), and hence it receives most of our attention.
What we saw in 1974 and again in 1979 was a sudden increase in energy costs. What this meant was that our designs were no longer close to optimum and a major readjustment was needed. Energy efficiency improvement became a major focal point for most large industrial firms. Separate staff groups were created. Site energy coordinators were designated. Energy workshops were held for the coordinators. Special energy courses were created and widely taught within companies to bring the broader engineering team on board. Special energy reviews were held on all projects. Energy improvement and energy capital reporting were set up as routine activities within different divisions. A competition developed with those divisions that showed little improvement and little effort receiving “negative grades”—or at least receiving little praise.
The result of all this was that energy projects took on a special meaning in both the engineering and management communities. Projects that didn't meet financial hurdles were not approved, but the willingness to “push out the envelope” and take some technical risks was much higher.
The engineering contractors responded with a mix of technology for facilities that would be cost competitive in the high energy price environment of the next decade. Much of this technology was latent from the prior decades of low energy prices, but some was fresh and developed as a result of new tools like low-cost computer simulation of processes.
Equipment suppliers also saw energy efficiency as the battleground and responded. Some of the response was obvious, for example more turbine stages. Other reaction was less so, like the substitution of carefully structured sheet metal to replace perforated trays in distillation columns.
REFERENCES
1. “Process Energy Conservation,” D. E. Steinmeyer , in Kirk Other Encyclopedia of Chemical Technology, Supplement Volume pp. 669-697 , John Wiley , 1984 .
2. Energy Conservation in the Process Industries, W. F. Kenney , Academic Press , 1984 .
3. “Learn From Energy Conservation,” D. E. Steinmeyer , Hydrocarbon Processing, August, 1990 , pp. 57-59 .
4. Energy Efficiency: How Far Can We Go?, R. G. Carlsmith , W. U. Chandler , J. E. McMahon , and D. J. Santini , Oak Ridge National Laboratory , U.S. Dept. of Energy , 1990 .
5. Personal communication , Charles Sumner , The Lummus Company , 1990 .
6. “Take Your Pick: Capital or Energy,” D. E. Steinmeyer , in Chemtech , March 1982 , pp. 188-192 .
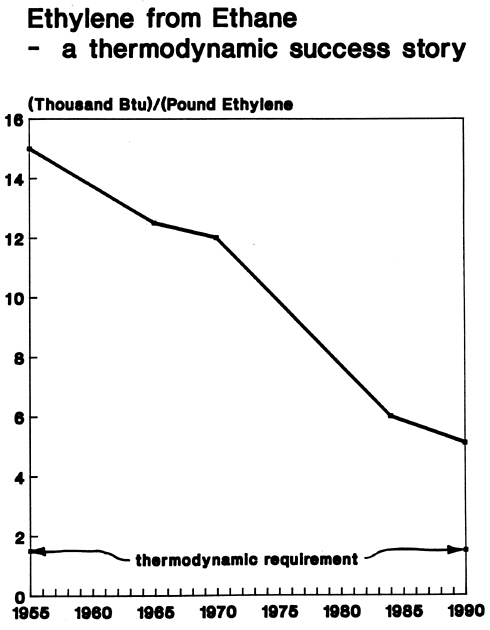
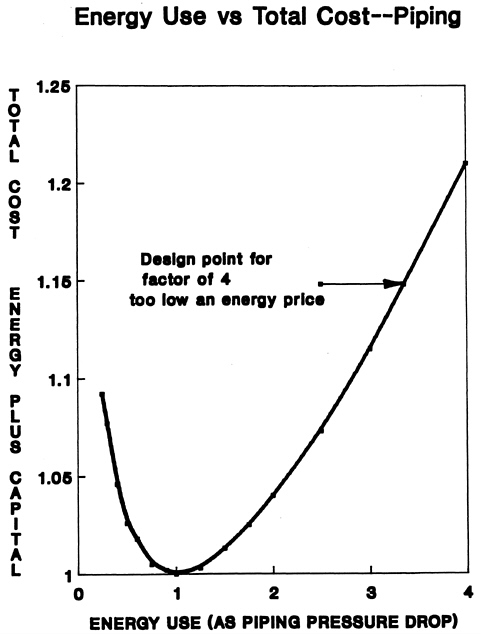
Fig. 2 The shape of the total cost curve is very ‘gentle' near the optimum--the low point on the curve. The shape of this curve depends on the ratio of energy costs to capital costs. For piping the ratio is extremely low (about 1 to 7). The result is the low impact of energy optimization on total cost, shown above.
U.S. ELECTRICITY TECHNOLOGIES
John F. Kaslow
Electric Power Research Institute
Palo Alto, California, USA
ABSTRACT
The subject of U.S. Electric Technologies is a broad one since it encompasses existing supply, delivery, and end-use technologies as well as emerging and transitional technologies. This paper focuses on the Electric Power Research Institute's efforts in efficiency and productivity improvements in the total electric system and its attempts to broaden the array of options. Though efficiency and productivity are not truly synonymous, they are quite closely related in many respects, and both have significant economic and environmental implications for the electric system. I would like to introduce two additional thoughts at the outset: (1) technology, in my view, will be the fuel to drive the engine of a sustainable energy future, and (2) electricity will play an increasingly important role in meeting total energy needs in a manner most compatible with protecting the global environment.
1. THE ELECTRIC POWER RESEARCH INSTITUTE (EPRI)
EPRI is a voluntary, nonprofit research organization founded almost 20 years ago to undertake collaborative research for the electric utility industry in the United States. Participation is broad based with some 680 member utilities, ranging from very large to quite small. In 1991, EPRI membership represented roughly 70% of the electric energy sold in the U.S. EPRI's mission is to discover, develop, and deliver advances in science and technology for the benefit of its member utilities, their customers, and society as a whole.
EPRI's research is conducted in six major divisions: Generation and Storage, Nuclear Power, Environment, Electrical Systems, Customer Systems, and Exploratory Research. This paper focuses on only a small portion of that research.
I would also mention in passing a new dimension of EPRI that may be of future interest to electric utilities beyond the U.S. To date, EPRI's R & D efforts have been undertaken principally for and with results generally available only to U.S. utilities who support the research through their annual dues. For a limited number of special projects and programs, specific research results have been available to utilities outside the U.S. based on various cost-sharing and other in-kind arrangements. Interest in broader participation expressed by some offshore utilities led to recent approval by the EPRI board of a Pilot International Affiliates Program, under which up to five non-U.S. utilities could participate in
one or more of EPRI's strategic program areas for a three-year period. After three years, the merits of this approach will be evaluated.
Specific comments in the next sections focus on technologies aimed at improving efficiency and productivity in the three major segments of the electric system: supply, delivery, and end use.
2. ENERGY SUPPLY
For at least the next 50 or so years, the United States and the world must realistically depend on a fossil fuel-based energy economy. The issue is not whether coal and other fossil fuels will be used, but rather the efficiency of the technology for their use and how rapidly we can increase reliance on alternative energy sources.
One major component of the EPRI R & D program deals with the existing fleet of generating units, and a number of EPRI research programs are directed at improving the efficiency and productivity of existing power plants—fossil, nuclear, and hydroelectric. The design limits of existing plants place boundaries on efficiency. The impediments to achieving design efficiency include new emission control requirements, limitations on operating steam temperatures, turbine deterioration, combustion inefficiencies, and condenser back pressure deviations. From a productivity standpoint, various equipment problems (e.g. boiler tube failures, emission controls, turbine deterioration) and changing fuel characteristics can, and do, result in less than optimum unit availability. EPRI research results have been instrumental in addressing and alleviating many of these sorts of problems, with research results being applied by many utilities in achieving higher unit efficiencies and availability.
As older existing power plants face stringent new emission limits, which otherwise might have caused their retirement, EPRI research is helping to provide repowering options, retrofit emission controls, and methods to assist utilities in converting to compliance fuels.
As we look to the new generation, there will be substantial additions of gas turbine capacity, both as peaking units and combined cycle units with some capable of retrofit to gas via future coal gasification. EPRI research is focused on providing higher efficiency, higher availability, larger-sized gas turbine technology. Still farther advanced coal-fired technologies are under research and development, including advanced pulverized coal with heat rates under 8000 BTU (kwh), advanced fluid bed, coal gasification, and natural and coal gas-fueled fuel cells.
Many believe that energy and environmental factors will result in a renewal of the nuclear option around the turn of the century. With co-funding from several international utility organizations, EPRI is participating in the Advanced Light Water Reactor program with the U.S. Department of Energy and two domestic suppliers.
Interest in renewables has a new impetus based on their environmental advantages. Today roughly 8% of the U.S. energy supply comes from renewables. By 2030 a doubling is likely, and some believe the contribution may be as high as 30 to 40%. EPRI has very active programs in an array of renewables technologies.
Energy storage remains a high priority goal. The intermittent characteristics of some of the renewable energy forms (solar, wind) make storage almost a necessity if they are to reach their potential. EPRI has participated in the R&D on a major compressed-air storage demonstration a project that recently commenced operation. Battery development continues, as does research on superconductivity. Success in achieving superconductivity at higher temperatures may lead to the ultimate storage concept.
3. ENERGY DELIVERY
Some of the more exciting research work is being conducted in the delivery system area, where there is the potential for significant productivity gains. Roughly 8% of electric energy generated is consumed in the supply system without ever getting to the delivery point.
EPRI's pioneering research in lower loss distribution (low-voltage) transformers has led to the amorphous core transformer now being widely introduced across the United States. Similar loss reduction opportunities are being sought in the large high-voltage power transformers. As the value of capacity and energy have increased, utilities are also finding loss reduction opportunities via replacing the conductors in transmission and distribution lines.
One of EPRI's most promising pursuits in the delivery area is its FACTS program — Flexible AC Transmission System. This program is founded on the development of solid state, power electronic components to replace much slower acting mechanical devices, and the accompanying high speed and more comprehensive communication and controls will permit higher power flows on existing transmission lines and rights of way. Many of the concepts will also be applicable to the lower voltage distribution systems. Successful completion of this research program will have very significant implications for productivity and efficiency improvements in the electric delivery system.
4. ENERGY END USE
Probably no single sector of the total electric system has been the subject of more interest in the past few years than improving the efficiency of the end use of energy.
The techniques of shifting electric loads from peak periods to off-peak periods have been under development and in day-to-day use for several years. Moreover, to avoid or defer new supply and delivery capacity, energy (as opposed to capacity) efficiency measures have taken on great significance in recent years. End-use efficiency has become a cornerstone of virtually every energy strategy, and it appears quite clear that a combination of driving
forces—environmental and economic sustainability—will result in continued emphasis and accelerated interest.
EPRI's research spans the spectrum from demand-side reduction (e. g. cool and heat storage and the demand component of end-use efficiency) to improved efficiency of electric end use (e.g. more efficient lighting, motors, variable speed drives, heating/cooling via advanced heat pumps) to beneficial substitution of electricity for other end-use energy forms. In fact, it appears that the wiser use of electricity coupled with the wider use of electricity will offer the best practical opportunity to reduce carbon-based greenhouse gas emissions in the coming century. To date, specific new electrotechnologies, by virtue of their flexibility and efficiency at the point of end use, have been quite successful in process industries (infrared drying, freeze concentration, plasma arc furnaces) from productivity, efficiency, and environmental standpoints. EPRI is devoting considerable effort to research in those potential electrotechnologies which are likely to meet the “beneficial” measure.
While I have alluded to end-use efficiency and beneficial electrification in the industrial, commercial, and residential sectors, we also expect to see very significant advances in the transportation sector. The recently formed advanced battery consortium is a very visible manifestation of the seriousness of the effort in the U.S. to produce an electrically powered vehicle option. This is in addition to EPRI's Research and Development program that has culminated in the production and current field evaluation of electric vans. Beyond the electric vehicle efforts, environmentally driven interest in further electrification of mass transportation is likely to intensify in the next decade. My personal sense is that the developments flowing from these efforts will have secondary fall out efficiency and productivity benefits in the entire electric system.
5. CONCLUSIONS
I conclude by emphasizing that energy efficiency and productivity are themes so encompassing and pervasive that they will continue to have a profound impact on virtually every aspect of energy technology and on EPRI research.














































