
4
Facility Design with a Carbon Filter System
The addition of an activated carbon filter system, the PFS, to the baseline incineration process will impose several new design requirements. The flue gas must be "conditioned," that is, its temperature and relative humidity adjusted to ensure that the SOPCs are effectively adsorbed on the carbon. The added equipment, the carbon bed plus the gas-conditioning equipment, will increase resistance, which will increase requirements for fan or compressor power to maintain the gas flow. The carbon bed itself will introduce new safety concerns that must be addressed in the design of the PAS. Moreover, as the gas humidity is changed, the water balance in the overall facility will be significantly altered from the current baseline system design.
In response to the NRC's 1994 recommendation that the Army evaluate a fixed carbon bed as the basis for the design of the PFS, two other processes for the post-treatment of flue gas were also examined (NRC, 1994; U.S. Army, 1998c): carbon injection, with carbon collected on bag filters; and catalytic oxidation. A comparison of these processes with the fixed-bed process selected by the Army can be found in Appendix F.
Final designs for the carbon filter systems for the Umatilla or Anniston sites had not been presented to the committee at the time this report was completed. However, studies have been performed, a number of options have been examined, and some choices or directions now appear to have been chosen. The most likely choices are reviewed in this chapter.
GAS CONDITIONING
Flue gas emitted from the normal baseline system is saturated with water vapor, but high humidity can undermine the adsorption of a carbon bed by filling up the pores in the carbon particles with condensed water. The extent to which the relative humidity of the gas must be reduced in order to prevent this depends on the gas temperature (e.g., 80 percent relative humidity would be satisfactory at 170°F [77°C] and about 50 percent relative humidity at 135°F [57°c]) (Mitretek Systems, 1997).
The Army evaluated three different designs for controlling humidity, all of which would provide suitably "conditioned" gas but would have major differences in cost and complexity (Parsons, 1995). The first design would use heat exchange equipment (with associated mist eliminators, etc.) to adjust gas temperature and humidity. This approach presented design difficulties (e.g., heat exchange with two-phase flow) and material requirements (e.g., stainless steel) that made its cost prohibitive. The two subsequent designs that were considered involved modifications to the existing baseline PAS, with additional process steps to adjust temperature and relative humidity. These approaches, designated Alternatives 1 and 2, proved to be much more desirable in terms of cost and simplicity. These alternatives are reviewed in this chapter.
Alternative 1
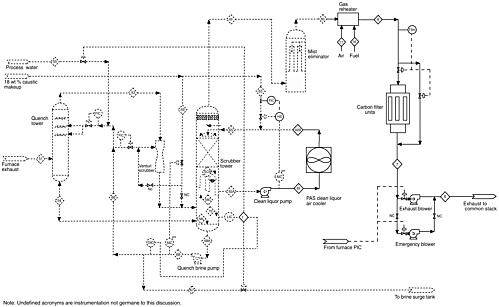
A block diagram of Alternative 1 is shown in Figure 4-1. The baseline system is shown as "dotted" lines; the added equipment is shown as solid lines. (The diagram includes instrumentation, which is not discussed in this report.)
The exhaust gases from the furnaces are treated the same way as in the baseline incineration system:
-
The gas temperature is first lowered by a large
-
flow of alkaline water in a quench tower, which reduces the temperature from about 2,000°F (1,094°C) to about 184°F (84°C). The primary purpose of the quench tower is to reduce the temperature of the gas; its secondary purpose is to scrub most of the acid components of the gas into the quench liquid. A. large amount of water is evaporated in this cooling process.
-
Particulates in the flue gas are removed in a venturi scrubber; a small drop in gas temperature occurs in the venturi scrubber, to about 178°F (81°C).
-
The gases are then scrubbed with sodium hydroxide solution in a counterflow packed inert bed to reduce gaseous acidic components (HCI, SO2/SO3, HF, P2O5) to a very low level. Although most of the acid gases have already been removed by the large flow of alkaline solution in the quench tower, the scrubber tower serves as a final treatment for the removal of acidic components. The neutral gases then pass to a mist eliminator (a tower with filter ''candles''); in the baseline system, they are then sent to the stack for discharge.
Two process steps would be added for gas conditioning in the Alternative 1 design:
-
The scrubber tower would be run at a much cooler temperature than in the baseline system. Most of the liquid feed to the tower would be withdrawn and cooled to 120°F (49°C) in an air-cooled heat exchanger. The gas (flowing countercurrent to the liquid) would leave the scrubber in contact with this 120°F liquid and would be at about 125°F. The liquid in the scrubber tower would be heated as it passes down the tower to about 149°F (65°C) as it contacts the hot gas flowing up the tower. Most of the water that was evaporated into the gas in the quench tower would be condensed at this lower temperature. These scrubber tower temperatures would be 40 to 50°F lower than in the normal baseline system. The lower temperature would drop the moisture level in the gas so that when the gas is reheated to 160°F (71°c), its relative humidity would be reduced. The lower operating temperature of the scrubber could also result in the removal of more acid gases from the gas stream, although the magnitude of the amount has not been evaluated.
-
The gas leaving the mist eliminators would be at 100 percent relative humidity (i.e., saturated with water vapor at 125°F [52°C], approximately 13 mole percent water vapor). This gas would be heated by a direct-fired burner fueled by natural gas. The burner product gas would be mixed directly with the incinerator flue gas to raise the temperature to 160°F (71°C). Very little fuel would be required to raise the gas temperature by this modest amount (35°F), and the natural gas combustion products would add very few additional SOPCs because natural gas bums relatively cleanly. Also, very little water vapor would be added to the gas. The small flow of burner product gas would have to be mixed thoroughly into the much larger volume of flue gas. Mixing will be essential to prevent the relatively hot (albeit small) stream from causing trouble in the carbon bed (e.g., poor adsorption or even ignition of the carbon). The relative humidity calculated for the higher temperature (160°F) is 41 percent. Experience suggests that even at a higher relative humidity (50 percent) water vapor will not interfere with adsorption on carbon (Mitretek Systems, 1997).
Alternative 2
Alternative 2 is similar to Alternative 1 except that the scrubber tower liquid would not be cooled. The gas leaving the tower would be about the same temperature (178°F [81°C]) as it was when it entered. Heating the gas to 189°F (87°C) would lower the relative humidity to 80 percent, and the carbon bed adsorption would run at that temperature. Most commercial applications of carbon beds with incinerators are run at even higher temperatures (e.g., 225°F or more). The emissions of most concern from incinerators, chlorinated dioxins and mercury, are both adsorbed at the higher temperature of 189°F (87°C). Many other SOPCs of lesser concern for human health and the environment would not be adsorbed at this temperature, however.
COMPARISON OF ALTERNATIVE DESIGNS
Performance of the Carbon Bed
The Mitretek evaluations have shown that the carbon bed will be very effective for adsorbing the emission materials of greatest concern to the public—chlorinated dioxins. Any unburned VX and HD should also be retained; the retention of GB by the carbon bed is more uncertain (see Chapter 3). However, many other objectionable SOPCs would not be retained by the bed
for its planned duration of operation. Many SOPCs (such as benzene) would come to equilibrium quickly and then pass through the bed with no change. The higher the operating temperature of the carbon bed, the less SOPC mass would be retained. Although this has not been quantified, it is reasonable to believe that the lower operating temperature of 160°F (71°C) in Alternative 1 would control emissions of flue gas better, even in the event of a substantial system upset.
Water Balance
The lower temperature of the gas leaving the scrubber tower of Alternative 1 would have a beneficial effect on the water balance of the plant. With Alternative 2, which has no scrubber cooling, the water balance would be essentially the same as for the baseline system. In the normal baseline system, the flue gas leaves the stack at a fairly high temperature (about 178°F) and is saturated with water vapor. In fact, it is nearly one-half water vapor. As a consequence, a lot of water is carded away. The combustion process creates water, which is introduced into the system, but the amount leaving with the flue gas is much greater. (A calculation for the incineration of GB indicated it to be about seven times as much.) The excess water, which comes from evaporation of the quench and scrubbing fluid, must be added to the system.
The lower operating temperature for the gas conditioning in Alternative 1 would have a major impact on the water balance. The humidity of the gas leaving the plant would be reduced to about 10 percent of the gas volume, little more than the water introduced by agent combustion. (A calculation for the incineration of GB, for example, showed the amount of water in the exit flue gas to be about 30 percent more.) Because of lower relative humidity, the emitted gases in Alternative 1 would also be less likely to create a visible plume from the stack.1
In the normal baseline system, the alkaline liquid in the scrubbing tower liquid (and the liquid in the quench tower) have to be controlled for pH and salt content. Sodium hydroxide is used up by reaction with the acidic gas components, and fresh sodium hydroxide solution must be added to maintain the pH in the desired range. Salts formed by the reaction with acid gases build up in solution and must be removed. The solution is withdrawn when it reaches a certain density (which increases as salt concentration builds up). The salts are recovered by evaporation of the water. For the Alternative 1 design, the water demand of the plant would be almost in balance, making pH and accumulated salt content easier to control.
An evaluation by Parsons (1995) suggested that the low water content of the gas in Alternative 1 would have other advantages. For example, the operation of the carbon filter is sensitive to water in the gas. A transient reduction in temperature causing gas to condense in the carbon filter would be much more damaging with Alternative 2 because of the water loading. The higher operating temperature of Alternative 2 would also increase the potential for heat loss to the environment— and consequent moisture condensation. With Alternative 2, there would be a greater likelihood of plugging of the carbon filter and more corrosion.
Design of the Scrubber Tower
Some heat and material balances have been done for the two alternative process designs, but final operating designs were not reported to the committee. It is not clear, for example, that the current design for the scrubber tower used in the baseline system will actually accomplish the heat transfer (i.e., the gas cooling and steam condensation) necessary for Alternative 1. The new design must account for the water condensation in the scrubber tower as a result of cooling. In normal baseline operation, a large amount of water is evaporated in the quench tower. As suggested earlier for Alternative 1, an almost equal amount of water would be condensed in the scrubber tower. In fact, the critical design requirement for the tower would no longer be the absorption of acid gas, but rather the heat transfer capacity necessary to condense a lot of steam. The tower would almost certainly have to be larger in diameter than the current scrubber tower to prevent flooding. It might also have to be taller and have a greater depth of packing material.
Blower Equipment
The baseline incineration system requires blowers (fans) to draw flue gas through the quench tower, venturi, and scrubber tower and to maintain the furnaces at lower pressure than the surrounding room air. Pressure drops through the process equipment have
been computed (Parsons, 1995). Gas pressures upon leaving each unit and the pressure drops across these units with the LIC burning agent HD are shown in Table 4-1. The total pressure drop is 3.8 psia. The addition of a carbon filter would increase flow resistance, increasing power requirements. The committee doubts that the pressure drop through the system could be overcome by using two fans in series (the present system); a third fan might be necessary. If so, the question arises as to whether fans would be the best way to handle the pressure drop; a single compressor might be a better alternative.
The baseline system has two sets of blowers for two separate gas flows. Air is drawn through the building and exhausted through carbon filters; and air is drawn through the furnace and PAS and exhausted through the stack. The sets of blowers are independent, except that a small differential pressure must be established so that air flows into the furnace from the room. This same balance will be required for a PFS. The design of the gas conditioning process will influence the choice of blowers or a compressor. The flow rate for Alternative 1 (with gas cooling) would be one-half or less the flow rate of the normal baseline system or the flow rate for Alternative 2. The lower flow rate is attributable to two factors: (1) the removal of a very large amount of water vapor, and (2) the reduction in volume because of the lower temperature. Alternative 1 would require smaller blowers (or a smaller compressor) than either the normal baseline system or Alternative 2.
Another favorable consequence of the lower flow rate for Alternative 1 would be the lower turndown ratio (i.e., the actual flow divided by the design flow rate for normal operation). A minimum gas flow rate is required through the furnace (e.g., when the furnace is
TABLE 4-1 Pressure Parameters for the Incineration of HD for a PFS-Equipped Baseline System
|
Unit |
Pressure of Gas Leaving Unit (psia) |
Pressure Drop across Units (psia) |
|
Furnace |
12.1 |
N/A |
|
Quench tower |
10.5 |
1.6 |
|
Scrubber tower |
10.3 |
0.2 |
|
Mist eliminators |
9.5 |
0.8 |
|
Reheat furnace |
9.3 |
0.2 |
|
Carbon filters |
8.3 |
1.0 |
|
Source: Parsons, 1995. |
||
purged with ambient air after shutdown). This requirement is the same for both alternative designs. Because the maximum flow requirements for Alternative 2 and the normal baseline system are higher by a factor of more than two than for Alternative 1, the turn-down ratios will be substantially different. Parsons has estimated that the turn-down ratio for the LIC furnaces is 1:5 for the baseline system (without carbon filters) and would be 1:5 for Alternative 2; for Alternative 1 with gas cooling, the ratio would be 2:5 (Parsons, 1995). A turndown of 2:5 can probably be handled by controlling the flow rate (e.g., with guide vanes or valves). A turndown of 1:5 would require speed controls on the fans, a significant increase in cost.
Summary of Gas Conditioning
The Alternative 1 design with gas cooling in a packed bed appears to offer several advantages over Alternative 2. The principal advantage would be the lower operating temperature of the carbon bed, which would enable the bed to do a better job of meeting its design objective of reducing concentrations of SOPCs in the flue gas that would otherwise escape to the air. Alternative 1 would also have advantages in terms of system water control and flow control.
The Alternative 1 design (with gas cooling) would require some extra equipment to provide the necessary cooling capacity. The blower capacity would be substantially reduced, however, compared to the Alternative 2 design. The Parsons study indicates that the lower cost for blowers would make Alternative 1 less expensive than Alternative 2 (Parsons, 1995).
DESCRIPTION OF THE CARBON FILTER
The designs of the carbon filters for the Umatilla and Anniston sites had not been finalized at the time this report was prepared. The designs for each site will have to meet certain operating requirements:
-
Sufficient carbon must be available to make replacement very infrequent. In fact, the design should probably provide for sufficient carbon to last the lifetime of the facility under "normal" operating conditions. Provisions should be made, however, for easy replacement of the carbon if it becomes necessary.
-
Provisions must be made for sampling and monitoring the flow through the carbon bed to warn of possible problems and to test its operation.
-
Provisions should be made for high temperature excursions that could lead to a fire in the carbon bed. Also, the flow of high humidity (near saturation) gas could decrease adsorption capacity. Therefore, provisions should be made to divert gas temporarily around the bed. Because the carbon would no longer be performing its "safety" function, diverting the flow temporarily might also require stopping all feed to the furnaces.
The Army has prepared fairly detailed specifications for the carbon bed based on existing practice. The general characteristics follow directly from American Society of Mechanical Engineers (ASME) code requirements for gas-handling systems (U.S. Army, 1997b). Important specifications include:
-
two separate carbon beds
-
sampling connections between beds
-
testing for leaks
Proposed design information is summarized in Table 4-2 (Mitretek Systems, 1996). A proposed design philosophy is to modularize equipment and standardize equipment sizes as much as possible. The gas flow rates differ through the various incinerator systems: LIC = 9,006 actual cubic feet per minute (acfm); DFS = 26,315 acfm; MPF = 9,100 acfm. Six "standard" units have been proposed to handle these flow rates: one for each of the two LICs; two for the large flow of the DFS; one for the MPF; and a spare (see Figure 4-2).
TABLE 4-2 Design Information for the PFS Carbon Filter Unit
|
Parameter |
Value |
|
Flow capacity |
12,000 acfm |
|
Prefilter |
80% to 85% American Society of |
|
|
Heating, Refrigerating, and Air |
|
|
Conditioning Engineers |
|
HEPA filter |
99.97% dioctyl phthalate retention |
|
Carbon filter media |
15,000 lbs. of 8 × 16 mesh coconut shell carbon |
|
Carbon filter bed depth |
12 inches |
|
Carbon filter bed width |
120 inches |
|
Carbon filter bed height |
138 inches (the lower one-third of the bed is tampered into a discharge chute) 214 ft2 |
|
Carbon filter face area |
|
|
Carbon filter superficial face velocity |
56 ft/min |
|
Source: Adapted from Mitretek Systems, 1996. |
|
Considerable industrial experience with carbon filtration is available to guide the design for the PFS, and a number of commercially available designs were examined in the Parsons study (1995). One design that appeared to be attractive consisted of (1) an assemblage of HEPA filters at the inlet, (2) the carbon bed, (3) an outlet roughing filter, and (4) another HEPA filter. The inlet filters keep particulate matter from getting to the carbon bed and clogging it. The outlet filters prevent carbon "dust," particularly dust containing an accumulation of adsorbed SOPCs, from escaping to the atmosphere. The use of HEPA filters in the PFS design might also reduce the emissions of metals in the stack gas although the change has not been quantified.
Other features of this design that appeared to be useful are listed below:
-
The design has three sets of carbon beds in parallel, with each set consisting of two 12-inch thick beds in series, separated by a small plenum. Sampling and analysis of the gas flow between beds in series should provide advanced warning if they are approaching saturation and require changing.
-
The beds are filled from the top, and spent carbon can be withdrawn from the bottom. The beds would have to be mounted well above ground level to provide space below them for containers to receive the carbon discharge. Carbon replacement could be done quickly and with safeguards against releasing dust to the air.
-
A mechanism is provided for preventing direct contact with spent HEPA and roughing filters when they are replaced.
Safety
Carbon filters Would introduce some process hazards that must be addressed in the design. The most serious hazards, the possibility of fire and the possibility of increases in pressure pulses in the furnace (puffs), are discussed below.
The carbon in the filters is combustible, and the gas flowing through the filters contains oxygen that has leaked into the system and residual oxygen from the combustion process. In industrial use, fires have occurred when carbon filters have been used to remove high concentrations of organics from air (e.g., solvent recovery systems), but information on fires in incinerator carbon filters is sparse and mostly limited to "personal communications." The most serious incinerator fire reported was a chimney fire that did not
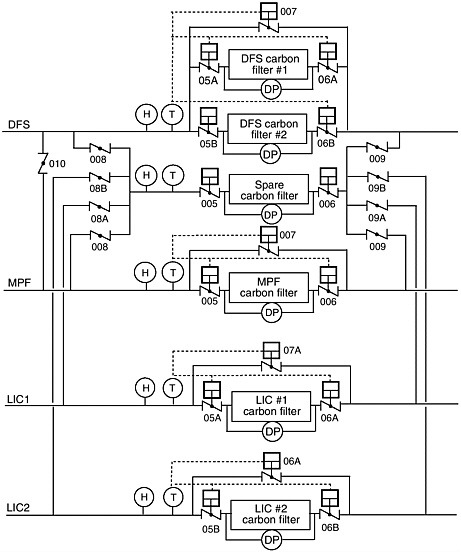
FIGURE 4-2 The six PFS filter units and dampers. Source: Mitretek Systems, 1996.
involve the carbon filter at all. Coke dust from the filter, however, was one of several possible causes (Hartenstein, 1992).
The Army should consider the possibility of a fire in the control and design of the filter. The possibility of a fire appears to be small, however, for two reasons:
-
The ignition temperature for the carbon is reported by the manufacturer to be high (e.g., 475°C [887°F]). The design temperature for the PFS (Alternative 1) is about 70°C (158°F).
-
The gas concentrations of species to be adsorbed are in the parts per billion range, too low to cause significant heating on adsorption, thus minimizing the likelihood of adsorption-induced combustion.
The gas flow velocity through the carbon bed is low, less than one foot per second, and the bed has a large heat capacity. Consequently, if a hot spot or fire were to develop, it would probably develop slowly, allowing ample reaction time. Once the gas flow is stopped, the temperature would rise from adiabatic combustion of the carbon with the residual air in the bed. Calculations by the committee show that this increase would be only a few degrees, much too low a temperature to ignite the rest of the bed.
In practice, several gas properties could be monitored continuously to warn of trouble: gas inlet temperature to the bed; gas temperature in the plenums after each of the beds in series; and carbon monoxide content of the gas in each plenum. Experience in
Germany has shown that "by measuring the differential carbon monoxide concentration across the bed—a function of bed temperature—one can accurately locate hot spots within the bed" (Fouhy, 1992).
The control system for the flow of flue gas in the carbon filter design involves control valves (a suggested flow-control arrangement is shown in Figure 4-2). The flue gas is bypassed around the beds during start-up, which takes place before agent is introduced to the furnaces. When the steady-state temperatures have been reached, the flow is sent through the carbon beds by closing the bypass valves and opening the isolation valves at the entrance to and exit from the filters. The gas inlet temperature is monitored. In the event of a rise in temperature of about 20°F (i.e., to 180°F for Alternative 1), the process would be reversed; gas would again bypass the carbon beds, and the beds would be isolated between the inlet and outlet valves. The time required to change valve settings should be just a few seconds. A hot spot in the bed could be quickly isolated.
The flow control valves are large (e.g., 26-inch diameter openings) and must allow very little leakage. The Army has specified zero leakage at 141 inches of water pressure differential (U.S. Army, 1997b). A number of valve types are available that could meet the performance specification (e.g., butterfly or sliding blade designs), but the Army has specified butterfly valves.
Other plant controls on all of the operating units would maintain efficient and safe operation. An example of the PFS gas reheater is shown in Figure 4-3. A signal generated by a thermocouple installed in the gas reheater outlet stream is compared to a set point maintained by a set-point controller; if actual outlet temperature varies from the set point, an error signal is sent to a current-to-pneumatic (I/P) controller, which regulates the position of the fuel throttle valve. Gas is burned in the reheater to reach a fixed temperature. In case of trouble (e.g., too much reheating and too high a gas temperature), the gas supply is shut off, and the reheater no longer functions. The drop in gas temperature could lead to a secondary problem in the carbon beds: condensing water would eventually deactivate the beds for adsorption. However, this problem would not become serious for several hours. The gas flow would be bypassed around the filters until the correct temperature was reestablished.
Furnace combustion processes frequently show small variations in pressure. The presence of a carbon filter downstream of the furnace could be expected to increase the magnitude of occasional larger changes, referred to as puffs. However, puffs have not been reported to be a problem in European waste incinerators. The carbon filters will add only a modest increment to the total drop in flow pressure (e.g., 25 percent), and puffs are not likely to be affected by this modest increase in the resistance to flow.
Sampling
A gas sampling manifold has been specified for installation in each compartment, including the prefilter and HEPA filter compartments. The sampling will serve two purposes: (1) to check on the gas (and carbon) conditions to indicate when carbon replacement may be required; and (2) to provide a mechanism for introducing test gases (e.g., dioctylphthalate [DOP]) to evaluate filter performance or test for leakage. The procedure for in-place testing for leaks with DOP or Freon is specified in ASME-N510. The requirements for the sampling manifold and connections have been specified in detail by the Army (U.S. Army, 1997b).
Maintenance
The carbon filter itself is expected to require little maintenance. The HEPA filters at the bed inlets will require replacement every 100 hours of operating time. The filter design allows for rapid replacement, with the HEPA filters dropping from the bottom and being collected in enclosed containers. The carbon beds could also require replacement, which must be included in the design. The large block valves and other control equipment will require regular checking and maintenance.
Disposal
The carbon filters recovered from the equipment at the end of their lifetime will require suitable disposal. Carbon filters are already used in the baseline system for treating ventilation air flowing through and leaving the plant. Because agent levels in remote processing areas can be relatively high, and because the air from these areas is filtered through the ventilation air carbon beds, these filters are exposed to much higher levels of agent than the flue gas carbon filters will be. The committee believes the disposal process should be the same, or very similar, for both sets of filters. Disposal of contaminated activated carbon, especially when agent is present, represents a significant issue with regard to disposal of nonprocess waste. The Army is currently
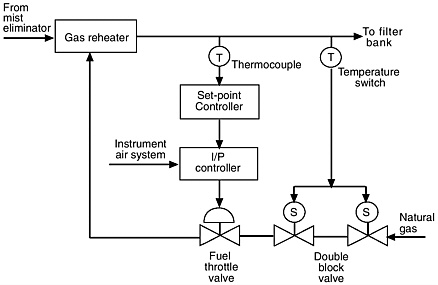
FIGRUE 4-3 PFS gas reheater. Source: Adapted from Mitretek Systems, 1996.
evaluating several options for the disposal of spent activated carbon.
Summary
The requirements of the carbon bed design have been spelled out in considerable detail and examined by the Stockpile Committee. Even though no final design was available from the Army, the committee believes a safe and efficient design that incorporates early detection of "hot spots" or a fire in the carbon bed and rapid shutdown and isolation of the filter is feasible. The issue of gas conditioning for the carbon filter systems appears to have been thoroughly examined. The committee believes that extensive experience with carbon filters elsewhere can also be used for determining the efficient and safe operation of the PFS carbon filter.








