
4
Parsons-AlliedSignal WHEAT 1Process
The Parsons-AlliedSignal process uses a modified baseline disassembly system to access agent and energetics. These are then hydrolyzed and subsequently biotreated. Hardware and dunnage are thermally decontaminated. The overall process consists of several technologies.
Demonstration testing was conducted for the following components:
-
munitions cutting and fluid mining
-
biotreatment of agent and energetics hydrolysates
-
catalytic oxidation of all gases from the process
-
metal parts treater for 5X treatment and dunnage treatment
MUNITIONS CUTTING AND FLUID MINING
A major modification from the standard baseline disassembly system is the use of water-jet cutting for accessing munitions, followed by fluid mining (wash out) of the energetics with high-pressure water jets. The objectives of the tests are listed below (DOD, 1999b):
-
Demonstrate that circumferential cuts at required locations along the rocket length can be made.
-
Demonstrate effective fluid mining and separate collection of rocket bursters, motor propellants, and residual agent simulant.
-
Demonstrate that control can be maintained of rocket metal and plastic parts from cutting and fluid mining operations.
-
Determine the energetic particle size of mined rocket bursters and propellant.
-
Determine the requirements for separating used grit from the residual cutting solution.
Most of the objectives listed above were met:
-
Rockets were cut at appropriate locations.
-
Explosives were successfully washed out, yielding particles that were small enough for subsequent hydrolysis. M28 rocket propellant could not be washed out, however, because of its tough, rubbery consistency. The propellant grain was separated as a single piece several times during the demonstration tests. In the full-scale operation, the technology provider proposes that the propellant grain would be separated, sheared, and the pieces shredded.
-
Operational control during the cutting operations was demonstrated, although some refinements from original plans were necessary.
-
Used grit was readily separated from the water used for cutting.
During demonstration tests, the propellant grain ignited and burned while it was being forcibly fed into the low-speed shredder. The committee had noted this possibility earlier (NRC, 1999):
Friction, shear, or heat may result from the inadvertent introduction of metal, an excessive feed rate, or some other cause and could initiate the energetic material.
The problem was resolved during the demonstration by inundating the shredding face with cooling water. In the full-scale operation, the technology provider proposes performing the entire shredding operation under water.
The separation and initial processing of the rocket components (and other major hazardous operations) are performed remotely to reduce worker exposure to safe levels. Thus, although further development is necessary in certain
|
1 |
WHEAT is an acronym for water hydrolysis of explosives and agent technology. |
areas, the committee continues to believe that design and administrative controls will be feasible when the technology reaches the level of development at which quantitative risk assessments and hazard evaluations can be performed (NRC, 1999).
BIOTREATMENT SYSTEMS
Different biotreatment systems are used to treat HD hydrolysate and nerve agent (GB and VX) hydrolysates. Therefore, they are discussed separately below. The main objectives of the demonstration tests are listed below:
-
to show a high level of destruction of Schedule 2 compounds and energetics hydrolysate compounds, yielding products acceptable for discharge
-
to demonstrate a high level of destruction over an extended period of time with good operational control
The specific test objectives are listed below (DOD, 1999b):
-
Validate that the immobilized cell biotreatment (ICB) process can eliminate Schedule 2 compounds present in all hydrolysate feeds.
-
Confirm the absence of agent in the effluents of the ICB systems.
-
Validate that the ICB systems (and the separately tested agent hydrolysis systems) can achieve a DRE of 99.9999 percent for VX, GB, and HD.
-
Validate that the ICB systems (and the separately tested energetic hydrolysis systems) can achieve a DRE of 99.999 percent for energetics.
-
Develop mass loading and kinetic data required for scale-up of ICB unit operations.
-
Validate that the catalytic oxidation (CATOX) unit can eliminate specified VOCs, semi-VOCs, and Schedule 2 compounds from the process gas stream.
-
Determine the potential impact of operating conditions on fouling and plugging of the CATOX unit.
-
Characterize gas, liquid, and solid process streams from the ICB process for selected chemical constituents and physical parameters, as well as the presence or absence of agent, Schedule 2 compounds, and other toxic or hazardous compounds.
Biotreatment System for Mustard Hydrolysate
A flow diagram for the demonstration test unit used for HD hydrolysate is shown in Figure 4-1 . The feed consisted
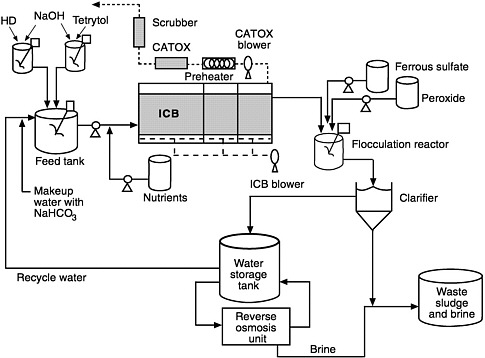
FIGURE 4-1 Demonstration test unit for treatment of HD/tetrytol hydrolysate. Source: Adapted from Parsons-AlliedSignal, 1999a.
of two streams, hydrolyzed HD and hydrolyzed tetrytol, that correspond to the agent/energetics combination from an M60 105-mm artillery shell. Nutreints (ammonium sulphate or ammonium bicarbonate) were added to supply additional nitrogen. Fenton's reagent (30 percent H2O2 plus FeSO4) was added to the flocculation product after biotreatment. (The amount added was small and did not contribute significantly to the overall oxidation process.)
The products of the HD biotreatment process are listed below:
-
a wet sludge (biosolids plus a high percentage of brine)
-
brine from the biotreatment system, concentrated by a reverse osmosis unit (which will not be included in the final plant design)
-
depleted air from the bioreactors that has been treated in a CATOX unit (to oxidize organics carried over as spray or vapor) and then passed through a dry caustic scrubber and a carbon filter
The major criterion used to judge the efficacy of the bioreactor was the destruction of Schedule 2 compounds in HD hydrolysate and of tetrytol hydrolysate products in the feed. Schedule 2 compounds were not detected in the brine or sludge, and the DRE of Schedule 2 compounds from the combined agent/energetic hydrolysate feed was greater than 99.9 percent. Small amounts of 1,4-dithiane and 1,4-thioxane survived but were removed in the flocculation step, in which Fenton ’s reagent was added.
No energetics or their breakdown products, such as nitrotoluenes and nitrobenzenes, were detected in the brine and sludge, and samples of brine and sludge passed the EPA’s toxic characteristic leaching procedure (TCLP). Low levels of several semi-VOCs were found in both sludge and brine samples. Also, some VOCs (e.g., 2-butanone and acetone) were found. Dioxins and furans were detected in some samples, but were below the levels of concern. Metals were also below the levels of concern. Analysis of the brine showed a greater than 90 percent removal of chemical oxygen demand (COD) relative to the bioreactor feed. Biological oxygen demand (BOD) in the brine was measured, but the technology provider considered the results meaningless because the microorganisms used in the BOD test were not well acclimated to the components in the agent and energetic hydrolysates.
Biotreatment System for Nerve Agent Hydrolysates
A flow diagram of the demonstration test unit used for nerve agent hydrolysate is shown in Figure 4-2 . The main difference between this system and the system used for HD hydrolysate is the presence of the phosphonate form of phosphorus, which cannot be readily biodegraded. Other differences are listed below:
-
A large amount of dextrose was added (about 44 lbs per pound of nerve agent products). The dextrose plus other nutrients (e.g., urea) represent about 95 percent of the total COD of the system.
-
The feed rate of agent/energetics hydrolysate to the biotreatment system was scaled back to accommodate the added dextrose. The hydrolysate feed contained a concentration of about 0.1 percent Schedule 2 compounds, compared with 1.0 percent for the HD/energetics hydrolysate feed.
-
The bio-oxidation process was augmented by a ultraviolet (UV)/hydrogen peroxide reactor.
The operating conditions were based on tests performed at the technology provider’s laboratory that had demonstrated a DRE of more than 95 percent for Schedule 2 compounds. Energetics hydrolysate and agent hydrolysates were fed to the reactor in the following combinations:
-
VX hydrolysate, Comp B hydrolysate, and M28 propellant (the products of a processed M55 rocket)
-
GB hydrolysate and Comp B hydrolysate (the products of a processed M426 8-inch artillery shell)
The major criterion for judging the nerve agent process was the same as for the mustard process—destruction of the Schedule 2 compounds and energetic products in the hydrolysate feed. In general, the biotreatment of nerve agent hydrolysates was not successful. Although some of the problems were identified (described below), the reasons for the inadequate performance remain unclear.
The overall process (biotreatment plus UV/hydrogen peroxide) reduced the Schedule 2 compounds by 40 to 60 percent for GB hydrolysate, somewhat more for the VX hydrolysate (the higher DRE quoted in the demonstration report is an error [Parsons-AlliedSignal, 1999a].) As the test proceeded, there was a gradual buildup of the most biologically refractory Schedule 2 compounds: isopropyl methylphosphonic acid (IMPA) in GB hydrolysate; ethyl methylphosphonic acid (EMPA) in VX hydrolysate. The proportion of the DRE attributable to the biotreatment system and the proportion attributable to the UV/hydrogen peroxide could not be established from the available data. However, based on material balance estimates from the reported information on GB (for tests on April 13 and May 5), about 60 percent of the total IMPA conversion occurred in the bioreactor and flocculator, and about 40 percent occurred in the UV/hydrogen peroxide unit (Parsons-AlliedSignal, 1999a). The Fenton’s reagent was not a major factor because the amount added corresponded to only about 3 percent of the initial feed COD.
The flow through the biotreatment process was continuous, 24 hours per day. However, the UV/hydrogen peroxide treatment was operated intermittently. A reverse osmosis
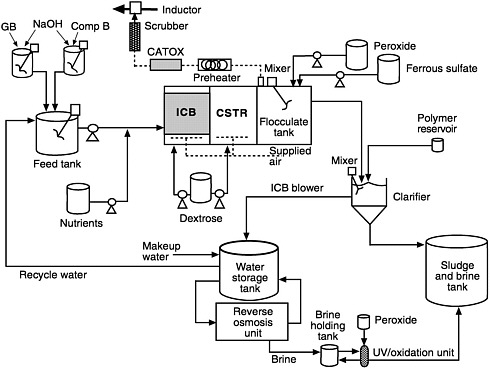
FIGURE 4-2 Demonstration test unit for treatment of GB/Comp B hydrolysate. Source: Adapted from Parsons-AlliedSignal, 1999a.
unit drawing on the recycle stream produced a small flow of concentrated brine, which accumulated in the brine holding tank. After 800 gallons had accumulated (over a period of about five days), the brine was recycled through the UV/ hydrogen peroxide unit for six hours to produce one of the products leaving the plant. Although the UV/hydrogen peroxide unit was responsible for a substantial fraction of the total oxidation, a very large excess of hydrogen peroxide was used (at least 10-times the theoretical requirement). The intensity of the UV light was not reported. Therefore, the committee was unable to evaluate the efficiency of the UV/ hydrogen peroxide unit.
The circulating brine was black, which suggests that the process was anaerobic in some areas. The black color-bodies were not identified, but, because of the black color, the brine was not suited for oxidation by the UV/hydrogen peroxide unit.
The air supply (116 cubic feet per minute [CFM]) was substantially less than planned (200 CFM) because of a much higher than expected pressure drop across the CATOX unit. The technology provider attributes this to an accumulation of corrosion products from the inlet line, but the CATOX unit was not examined (Lupton, 1999). The technology provider had obtained acceptable results with another unit when the air supply was equivalent to 200 CFM. Although a larger air supply might have resulted in acceptable levels of destruction during the demonstration tests, this is merely conjecture. Even at the reduced level of 116 CFM, the oxygen supply was more than 10 times the stoichiometric requirement (i.e., with air in at 21 percent oxygen, air out contained 19.5 percent oxygen). The reduced air flow might have caused poor dispersion of air in the reactor or uneven mixing and stirring. Nevertheless, the technology provider should examine the CATOX unit thoroughly and reassess its design.
During demonstration, the BOD of the hydrolysate feed was unusually large (15,800 mg/L)—in fact, 85-fold larger than the BOD during prior tests (200 mg/L). No explanation was given for the very large BOD requirement, which was much larger than the calculated oxygen requirement for complete oxidation of the feed. The very small BOD in the earlier tests was much lower than the theoretical oxygen requirement and undoubtedly much lower than the oxygen actually consumed in the tests. Too low a BOD measurement may be explained as a poor BOD test with a biological culture poorly acclimated to the feed, for example. However, there is no apparent explanation for a BOD measurement higher than the BOD for total oxidation. Therefore, the committee believes the BOD measurements are questionable.
“Thiol,” the major Schedule 2 compound produced from VX hydrolysis, is expected to be more than 50 percent of the
mass of Schedule 2 materials. Surprisingly, however, it is reported to be present in much smaller amounts, less than 5 percent in some cases. (To reduce the unpleasant odor, the hydrolysate may have been treated with sodium hypochlorite and the thiol oxidized, but no information on this is given. The treatment would have reduced the oxidation required of the bioreactor.)
According to the technology provider, the sludge produced in the biotreatment of nerve agents passed the TCLP tests satisfactorily. Because the treatment of these organo-phosphorus compounds was unsatisfactory, this sludge is not representative of the sludge that would be produced if the technology provider had developed an effective process. Thus, these TCLP tests are invalid.
The Army and its contractors have experienced problems with the analyses of the trace components in the effluents. For example, low concentrations of semi-VOCs and Schedule 2 compounds had to be measured in highly contaminated samples containing high concentrations of caustic. Many of the compounds in the effluents were never identified. Such solutions, as well as sludges, present difficult matrices in which to perform trace analyses. To lower the alkalinity, the samples were diluted extensively, thereby lowering further the concentrations of the trace components. Also, the caustic reacted with the absorbents, such as alumina, used in the chromatography columns (Arthur D. Little, Inc., 1999). In addition, the demonstration tests with the VX hydrolysate were delayed because the Army had difficulty analyzing the residual VX and certifying that the hydrolysate was safe prior to shipment.
The poor performance in the demonstration tests was attributed to the low air supply and the large BOD described above (Parsons-AlliedSignal, 1999b). However, the committee believes other factors may have been crucial:
-
poor dispersion of air in the reactor leading to inadequate saturation of the liquid with oxygen
-
inadequate acclimation of the biomass, particularly for handling phosphonate material
CATALYTIC OXIDATION
Catalytic Oxidation Unit for Mustard
The CATOX unit on the effluent gas from the biotreatment of HD hydrolysate appeared to work well, but because there were some difficulties in analyzing the gas for some EPA-regulated nonvolatile organic compounds, the gas composition was uncertain. The gas leaving the CATOX unit had traces of low molecular weight materials, which are considered acceptable. Chlorinated dioxins and furans were observed at very low levels in some of the analyses, but these compounds should be adsorbed from the gas by the carbon filter. No analysis of the gas discharged from the carbon filter was performed.
Catalytic Oxidation Unit for Nerve Agent
The technology provider claimed that the CATOX unit for the effluent gas from the biotreatment of GB and VX hydrolysates performed well. However, there was an unexpectedly large pressure drop across the unit (Lupton, 1999). Although both input and output streams were sampled, no data on the composition of the effluents were available.
METAL PARTS TREATER
The MPT system consisted of the following units:
-
a cylindrical furnace heated electrically by induction heaters surrounding the cavity and by a flow of low-pressure superheated steam
-
a furnace to generate and superheat the steam
-
a heat exchanger to condense most of the outlet steam and the semi-VOCs
-
a CATOX unit with a preheater and added air to treat gases leaving the condenser
-
a solid caustic scrubber for the gas leaving the CATOX unit
The system was run in a batch mode. The chamber was loaded with the material to be treated, and the temperature and steam flow were ramped up to achieve a 5X decontamination condition. The chamber was cooled, opened, and the products examined. The proposed full-scale MPT system will have several batch reactors of the general type demonstrated, as well as a continuous reactor for some components (e.g., fuses and projectile burster casings). The continuous reactor will resemble the metal parts furnace of the baseline system but will be electrically and steam heated. The continuous processing unit was not included in the demonstration testing.
The MPT was tested with the following feeds:
-
M60 105-mm projectile spiked with GB, VX, or HD
-
dunnage of various kinds (wood, DPE suits, carbon)
To test a potential failure mode of the MPT, the CATOX unit associated with it was challenged by separately injecting 0.6 lb of each of the three neat agents over a four-hour period.
Qualitatively, the MPT system appeared to work well. Solid material remaining in the furnace was decontaminated to a 5X condition (free of agent). The condition of the material driven off in the furnace (the liquid and off-gas from the condenser) is more difficult to characterize. HD was reported to be less than 5 μg/L in the condensate; its breakdown (hydrolysis) products (thiodiglycol, 1,4-oxathiane, and dithiane) were at several hundred μg/L. In direct agent injection tests, GB was reported at 11 and 27 μg/L; VX at 60 and 220 μg/L. Their breakdown products were not reported. The volume flow of steam (and the volume of condensate) was not
reported. Consequently, the breakdown level of the agents cannot be calculated.
A variety of VOCs were present in the condensate. The data on semi-VOCs were not available to the committee during the preparation of this report. There was some evidence of the reaction of organic materials with steam, but it was not possible to determine the extent or the weight fraction of feed material driven off in the furnace. The nature of the materials identified in the condensate suggests that they could be handled satisfactorily by recycling to the ICB reactor feed.
Neither analytical data on the gas from the condenser nor flow rates were included in the reports (DOD, 1999b; Parsons-AlliedSignal, 1999a). Some agent concentrations were reported based on analysis of depot area air monitoring system (DAAMS) tubes, which showed agent concentrations for VX from zero (i.e., not detected at the detection limit) to 25 times the time-weighted average (TWA) permissible exposure limit. (The committee assumed the TWA referred to was the stack-emission limit of 0.0003 mg/m3).
During the direct injection tests, the CATOX unit destroyed the agent to a DRE of greater than 99.9999 percent. The very low levels of agent leaving the MPT unit should be destroyed in the CATOX (Parsons-AlliedSignal, 1999a).
The operational problems listed below must be addressed prior to the development of a final plant design:
-
Some dunnage (e.g., DPE suits) generated gas too rapidly, resulting in an excessive temperature rise in the CATOX unit.
-
Paint chips clogged the condenser liquid outlet.
-
Some significant operational data were not reported: steam flow rate, liquid condensate rate, and vapor and air flow rates to the CATOX unit.
-
The catalytic activity of the CATOX unit is expected to decline slowly with time, but this was not investigated during the demonstration tests.
It seems likely to the committee that the system performed its desired function. However, going from the batch, “unsteady-state” operation of the demonstration test unit to the proposed, “steady-state” flow operation will require further investigation by the technology provider.
SAFETY CONCERNS
The safety issues were discussed in the section on munitions-cutting and fluid-mining.
REEVALUATION OF STEPS REQUIRED FOR IMPLEMENTATION
The committee’s earlier report identified seven steps required for implementation of the WHEAT technology (NRC, 1999).
The following steps would have to be taken to implement this technology package:
-
demonstration of the effectiveness of the biotreatment of various combinations of agent and energetics hydrolysates of sufficient length to give reasonable assurance of long-term performance
Mustard and energetics hydrolysates were effectively treated by the biotreatment process. However, nerve agent hydrolysates, which were mixed with energetic hydrolysates, were not digested by the microorganisms.
-
operation of the bioreactor at the planned salt-content
The demonstration tests were all done at very low salt contents (e.g., 0.5 weight percent). Other experience suggests that much higher salt contents could be tolerated (e.g., 2 weight percent [Lupton, 1999]).
-
characterization of the off-gas from the bioreactor to evaluate the extent of air-stripping from the reactor and the possible poisoning of the catalyst in the catalytic oxidation unit
This was not done during the demonstration tests (at least partly because of analytical difficulties). Therefore, the extent and rate of catalyst poisoning have yet to be determined. The extent of air stripping was not evaluated.
-
demonstration of the effectiveness and long-term performance of the catalytic oxidation system in destroying organic constituents in the bioreactor off-gas
Although the CATOX units appeared to perform well during the demonstration tests, their long-term performance remains to be demonstrated (see commentary on Step 3 above).
-
quantification and characterization of the sludge from the biological process to ascertain if Schedule 2 compounds or other hazardous constituents are present
The sludge from HD hydrolysates was tested and appeared to be nonhazardous. The sludge from the nerve agent hydrolysates also appeared to be acceptable, but they were the products of an operation that will require further development to perform satisfactorily and should, therefore, be retested as the system advances.
-
demonstration of unproven steps in the proposed process, including ultraviolet/peroxide oxidation and evaporation operations
Some “unproven steps” were demonstrated (e.g., high-pressure water-jet mining of explosives). Because the UV/hydrogen peroxide process was tested under very adverse conditions, its ultimate operation could not be evaluated. No brines were evaporated.
-
quantification and characterization of the salts from the evaporation operations to ascertain what organic compounds are present
Many partially oxygenated compounds were identified in the brine—some appeared in the dried salts and some evaporated in the drying operation. The compounds observed in the mustard/energetics process were materials typically observed in biotreatment plants. The nerve agent/energetics products, however, were the products of an unsatisfactory operation. Therefore, no conclusions can be drawn.
Because the demonstration test program was short, and because difficulties were encountered, few of the steps noted above were of sufficient duration to demonstrate long-term performance. However, it is reasonable to conclude that the biotreatment process will operate satisfactorily for HD hydrolysate. Because the nerve agent demonstration tests encountered many problems, further scale-up should be delayed until these problems have been resolved.
REVIEW OF PREVIOUS COMMITTEE FINDINGS
The demonstration program was responsive to some, but not all, of the committee’s earlier findings.
Finding PA-1. The biological treatment operation will require further demonstration to prove its ability (1) to handle a variety of feed stocks with reasonable acclimation times between changes, and (2) to achieve high levels of conversion of the Schedule 2 compounds in the hydrolysate. The demonstration will have to last long enough to give confidence in the long-term operational ability of the process.
The conversion rate of Schedule 2 compounds in the biotreatment process on mustard hydrolysate was high. Although acclimation time was longer than anticipated, this does not represent a serious problem. The results of the biotreatment of nerve agent hydrolysates, however, were discouraging. In both cases, the demonstration tests were too short in duration to demonstrate conclusively long-term operational reliability.
Finding PA-2. The relative effects of biological treatment and air-stripping on the destruction of organic materials in the bioreactor have not been established. This will affect the composition of the off-gas from the bioreactor.
Air stripping was not seriously examined in the demonstration tests. However, the concentration of organics in the off-gas from the reactor was low.
Finding PA-3. The effectiveness of ultraviolet/hydrogen peroxide oxidation in reducing Schedule 2 compounds to an acceptably low level has not been demonstrated. [Note: Applicable only to biotreatment of nerve agent hydrolysate.]
The UV/hydrogen peroxide process was operated under adverse conditions in the demonstration tests (i.e., the fluid was black and nontransparent).
Finding PA-4. The bioreactor has been operated only at very low salt concentrations. Operation at design concentrations has not been demonstrated.
The demonstration reactions were also carried out only at low salt concentrations.
Finding PA-5. Additional data should be gathered on the effectiveness of the catalytic oxidation system in destroying organic materials in the biotreatment of off-gas.
The CATOX system demonstrated high conversion of nerve agents and very low levels of materials in the off-gas. Input concentrations were very low, however, so the DRE could not be computed.
Finding PA-6 .The sludge from the biological process has not been completely characterized.
The sludges in the demonstration tests were extensively characterized. However, in contrast to the sludges produced from treatment of mustard hydrolysate, the sludges produced from biotreatment of nerve agent hydrolysates were not considered representative of a final acceptable process because of difficulties in processing the phosphonate form of phosphorus.
Finding PA-7. Even though the evaporation operations involve conventional technologies, they have not been tested for this application.
No evaporation process was demonstrated.
Finding PA-8. The dried salts from the evaporation operations have not been characterized for leachability and toxicity.
No dried salts were produced. Therefore, whether or not the dried salts will meet leachability and toxicity requirements for disposal, either with or without stabilization, was not determined.
SUPPLEMENTAL FINDINGS AND RECOMMENDATION
As a result of the demonstration tests, the committee’s earlier findings (discussed above) have been supplemented by two new findings and a new recommendation:
Finding PA-1. The mustard demonstration tests were very encouraging and showed that the process is ready for the next scale-up.
Finding PA-2. The nerve agent demonstration tests had serious problems. However, if the previous tests at the technology provider’s laboratory and the results of the demonstration tests are combined, the aggregate results are inconclusive. The reason for the poor demonstration results might be as simple as poor aeration in the bioreactor (see Recommendation PA- 1).
Recommendation PA-1. Before proceeding to a further scale-up of GB and VX biotreatment processing, the committee recommends that the following steps be taken:
-
The biotreatment process should be examined carefully at bench scale to determine the factors that are critical to success.
-
An investigation of analytical techniques should be undertaken to provide more reliable process information.








