
2
“As Is” to “Future Perfect”
This chapter describes current practices in product and process design and compares them to three visions of the future: the 2015 vision of the Integrated Manufacturing Technology Roadmapping (IMTR) Initiative, the 2015 vision of the Intelligent Synthesis Environment (ISE) Initiative of the National Aeronautics and Space Administration (NASA),1 and the committee's view of a “future perfect” world with an extremely advanced product and process design system. The two 15-year visions define long-term goals used in current AEE research and development; the future perfect vision describes an idealized scenario against which current capabilities and the 15-year visions can be compared. This chapter also includes examples of AEE success stories. Cultural and educational factors, including issues related to teaming and collaboration in distributed environments, are discussed in more detail in Chapter 4.
PRODUCT DESIGN PRACTICES TODAY
Figure 2-1 depicts generic, high-level steps in product and process design and development. The first step is a requirements analysis for a mission or a system strategy for a product. For example, before analyzing a proposed mission or system, the Aerospace Corporation defines both the scope of the task and the resolution of the analysis. This defines the largest whole that will be analyzed and the smallest pieces that will be used in describing or examining the larger whole. The following scale (from small to large) is used to define both the scope and the resolution (Aerospace Corporation, 1999):
-
part
-
component
-
subsystem
-
segment
-
system
-
system of systems
-
mission architecture
-
policy architecture
The second step is the development of a product specification. This step involves stating the strategic intent of the product, determining what the customer wants and is willing to pay for, and developing a preliminary high-level specification for the product or mission that is consistent with environmental and other regulatory requirements.
The third step is the development of a concept for the product and its processes, including preliminary subjective and objective targets; brainstorming on alternatives and comparing their expected characteristics to the targets for cost, schedule, performance, etc.; and selecting a concept for further design. Depending on the nature and complexity of the product, this step can be very lengthy and may result in multiple concepts that must be refined and evaluated in subsequent steps.
In general, the line between the concept phase and step four, preliminary product and process design, is not clearly defined. At some point, when one or more design concepts have been selected for refinement, a larger design team with additional specialized expertise is gathered to develop preliminary designs of the product and processes. The general purpose of this step is to enable more accurate projections of the design's ability to meet the targets set in earlier stages. In this iterative process, the concept can be adjusted, the design evaluated (either by calculation or physical experiment), the results compared to expectations, and further adjustments made. During this step, high-level system trade-offs will probably be necessary for products of even moderate complexity. A trade-off analysis of performance versus cost, for example, is almost always conducted. Depending on the outcome of these evaluations, it may be necessary to go back to
|
1 |
The ISE Initiative and several other AEE research and development efforts are described in the Phase 1 report (NRC, 1999). |
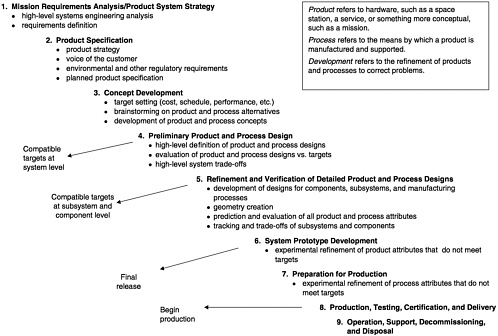
FIGURE 2-1 Steps in the design and development of products and processes.
the concept level or even to the product specification level if the design iterations do not result in performance that meets the customer's need.
The fifth step is refinement and verification of detailed product and process designs. Once again, the dividing line between this step and the preceding step is often hard to establish. In step five, only small changes are made to the design as it proceeds to production. The detailed design typically places a heavy emphasis on definition of product geometry (i.e., physical dimensions of component parts), and a great deal of effort is spent on evaluating the evolving design against design goals. The intense competition in today's marketplace often results in aggressive goals, and new designs frequently cannot meet all of them simultaneously. Therefore, this phase also includes a lot of performance tracking and trade-offs.
The sixth step involves creation of prototypes to test or refine product attributes. For a physical product, developers may initially test prototypes of subsystems, such as aircraft wings or engines, for attributes that can be evaluated without the rest of the product being present. Final product performance is validated using prototypes that are equivalent in all respects to the production model of a fully integrated product, such as an entire automobile or a complete computer program. For a service, prototype testing may take the form of trial runs with potential customers or simulated customers.
The seventh step in the design process is preparation for production. For products produced in small quantities, this step refines and validates the attributes of manufacturing processes. For mass-produced products, this step could entail building and testing prototypes of high-risk elements of the manufacturing process first, then building and testing subsets of the manufacturing line at various supplier locations. The final phase of this step involves assembling the entire production facility and running hundreds of trials to gain confidence that process uniformity will be achieved. For a
service, this step could take the form of limited operational trials.
The final steps are production, testing, certification, and delivery and operation, support, decommissioning, and disposal of the product. These steps vary tremendously for different products. Some products require little or no certification (prior to sale) or customer support (after sale). Others, however, require extensive testing and certification, as well as manufacturer support until the end of the product's useful life.
TYPICAL PRACTICES TODAY
The first column in Table 2-1 reproduces the steps described above. The second column describes how these steps are typically carried out today, based primarily on interviews conducted for the needs-analysis portion of the Phase 1 report (NRC, 1999).
Currently, mission requirements analysis is based primarily on traditional systems-engineering methods (i.e., a top-down decomposition approach). Product specification typically estimates future performance requirements based on the performance of existing products, the projected capabilities of competitors' products, and customer expectations. This step, which may include customer interviews, focus groups, and product demonstrations using mockups or prototypes to gain feedback from potential customers, generally results in written documents, such as a mission needs statement, system attributes document, or initial product specification.
As currently practiced, concept development is often accomplished by a small advanced design/configuration team, which may be fairly loose and unstructured. Setting targets for complex systems is generally only accurate from the bottom up (i.e., system synthesis), rather than from the top down. In complex systems, the assumption of top-down target cascading using simplified models can actually be misleading because it constrains the design to trade-off regions that ultimately cannot meet targets for performance, manufacturing, and/or operational support. The concept development process tends to be driven by heuristics, first-order analytical tools, rules of thumb, and existing data based on benchmarks as a means of evaluating alternatives. The process may use structured brainstorming sessions (facilitated brainstorming), but developing feasible alternatives is usually left to experienced practitioners.
Existing processes for preliminary product and process design generally rely on heuristics and benchmark data because the design may be too coarse to be accurately evaluated by other means. Therefore, most new designs tend to be derivatives of previous designs with manageable risk. In the early design stages, therefore, a substantial range of design detail is available. Although a large amount of information is available for parts and subsystems reused from previous applications, usually only a concept or coarse design is available for new parts. This discrepancy results in the so-called “mixed phase” design problem, which makes evaluating performance difficult for users who are not skilled in combining different levels of definition. Current design practices use very different methods of evaluating product and process attributes against targets. Based on an informal survey conducted by the committee, only about 20 percent of attributes are evaluated analytically at this stage. Evaluations of the remaining 80 percent rely heavily on physical prototypes at the component and system levels.
The detailed design of physical products focuses on the definition of physical dimensions and specifications. For new parts, most detailed design is performed one line and one feature at a time.2 More emphasis should be placed on (1) integrating tools for computer-aided design (CAD) and computer-aided manufacturing (CAM) (e.g., by providing common definitions of features and design intent), (2) using parametric design capabilities, (3) and reusing geometric design data from similar parts. As the design definition proceeds, all elements of the design reach a common level of detail, and about one-third of the attributes of physical products can be evaluated analytically. Physical prototypes, however, are still commonly used to refine and verify designs and processes. If trade-offs are required, they are usually done separately from the ongoing design process.
Current processes for creating prototypes and preparing for production typically involve a significant amount of experimental work using representative hardware. The committee estimates that more than half of product attributes and manufacturing processes require some form of hardware-based refinement.
Production processes typically rely heavily on automated statistical process control,3 while operation, support, decommissioning, and disposal depend more on manual operations.
The bottom row of Table 2-1 describes educational factors related to AEEs. Typical practices today emphasize fundamental core courses; system-level education is limited primarily to undergraduate capstone courses, which teach “as is” design synthesis processes. Education continues to take place mostly in the traditional classroom setting.
AEE SUCCESS STORIES
Although early attempts to deploy AEE technologies often resulted in poor returns on investment in the short term, innovators remained confident that AEE technologies would pay off in the long term. Lessons learned from early mistakes, along with more realistic expectations, have led to
|
2 |
Features, which describe the purpose of each element of a solid part 's geometry, can be important to manufacturing engineers. For example, a shaft might include a square-edged circumferential groove. If the groove is described as a snap ring groove—and if there is agreement on what that term means—then a manufacturing engineer would know that maintaining perpendicularity of the groove's sides to the long axis of the shaft is important. |
|
3 |
Statistical process control uses average and standard deviations of key dimensions as measures of process capability. |
TABLE 2-1 Current and Future Practices for the Development of Products and Processes
|
Steps in the Design and Development of Products and Processes |
Typical Today |
2015 Vision: Integrated Manufacturing Technology Roadmapping Initiative |
15-Year Vision: NASA's Intelligent Synthesis Environment Initiative |
Future Perfect |
Possible Today |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Steps 3, 4, and 5 combined
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
greater benefits and increased satisfaction with each new generation of AEE technologies. Some early AEE risk takers were financially sound industry leaders; others faced a crisis of survival. The following case studies describe early efforts to implement AEE technologies:
-
The Boeing Company's use of AEE tools in the development of the Boeing 777
-
Electric Boat Corporation's (EB's) use of AEE tools in the development of nuclear submarines
-
DaimlerChrysler's use of digital design and simulation in the development and launch of the Dodge Intrepid
-
Concept ETI's use of personal computer (PC)-based AEE software in component design
The Boeing Company
In 1989, at the start of the 777 commercial airplane program, Boeing decided to use a CAD system (CATIA™)4 with the primary goal of improving product quality. In addition, the company selected a formal, disciplined team approach to improve the design and manufacturing process. Specific goals were established for product quality and the new design process.
The results showed that product quality for the 777 was significantly improved over previous new designs. Boeing was also able to eliminate the full-scale mockup traditionally required for the spatial integration of structures and systems. Five months had to be added to the 777 program schedule, however, because the new system required new computer hardware, computer infrastructure, and personnel training. The associated costs offset the savings from more efficient processes, but the benefits of the new processes would continue to reduce costs in subsequent programs.
Based on lessons learned from the 777 program, Boeing and Dassualt Systèmes, the provider of CATIA, improved the design process and CATIA. When the improvements were incorporated into the 737 next-generation derivative airplane program during the 1993–1997 design phase, they resulted in further improvements in product quality, higher rates of airplane production (up to 24 airplanes per month), service reliability consistent with expectations, a shorter program schedule, and lower costs.
In the Joint Strike Fighter (JSF) Program, which is in the concept demonstration phase, further improvements have been made to both design and manufacturing processes. Boeing has reported that tooling costs for its JSF X-32 concept demonstration aircraft were less than half of the tooling costs for the YF-22 (the concept demonstrator for the F-22). Boeing also estimates that assembly of the X-32 aircraft required almost 50 percent fewer labor hours than comparable aircraft and that overall fabrication and assembly costs for the X-32 aircraft are 30 to 40 percent lower than initial projections (Tibeau, 1999).
Boeing's experience illustrates the ongoing return on investment that AEEs can provide by increasing the competitiveness of future programs that were not envisioned when the initial investments were made. However, because Boeing has also made many other changes in its operations since 1989, it is difficult to validate the extent to which one area, such as AEEs, has contributed to overall improvements.
Electric Boat Corporation
EB, a business unit of the General Dynamics Corporation, is one of two submarine manufacturers in the United States. As the production of Los Angeles Class nuclear-powered attack submarines (SSNs) was being completed in the mid-1990s, EB and the Newport News Shipbuilding Company (the other manufacturer) jointly designed the Seawolf Class submarine. EB then built and delivered two Seawolf-class SSNs, and a third is under construction. In addition, EB designed a new class of SSNs (the Virginia class), which are being built through a teaming arrangement between EB and Newport News.
EB has two major facilities: a shipyard at Groton, Connecticut, and a fabrication and outfitting facility at Quonset Point, Rhode Island. Hull frames and cylindrical hull segments are manufactured at Quonset Point and then shipped to Groton for final assembly and launch. The Quonset Point facility was built in the 1970s as a completely new facility and, from the beginning, has used unconventional shipbuilding techniques. Because most of the personnel at Quonset Point had no prior shipbuilding experience, management was able to adopt new methods without having to overcome a traditional shipbuilding culture among the workforce.
As the rate of submarine construction declined sharply in the 1980s, EB was faced with the possibility of going out of business unless the cost of new submarines could be reduced. Driven by necessity, EB management became very open to new ideas for improving products and processes. A champion with vision and strong leadership skills was critical to this process. He enlisted the strong support of the workforce for implementing the new processes and received strong corporate support that remained firm even when unexpected problems occurred. Another key element in EB's success in implementing AEE technologies for the Virginia class was its preliminary survey of recognized industry leaders. For example, Boeing, Chrysler, and others were consulted before EB decided to “single-up” on CATIA as its principal electronic design tool.
The process of bending pipes, which is an important step in the submarine manufacturing process, exemplifies some
|
4 |
CATIA originated as an acronym for Computer-Aided Three-Dimensional Interactive Application. The committee did not evaluate and does not endorse any commercial products mentioned in this report. |
of the changes EB has introduced. Nuclear submarines contain vast quantities of piping for fluids and gases (e.g., sea-water, fresh water, diesel oil, hydraulic oil, air, and oxygen). EB can move design data from CATIA to pipe-bending, plate cutting, and weld preparation machines with little or no human interaction. In addition, a rule-based feedback loop from the manufacturing facility to the design system warns designers if they specify a pipe configuration that available machines are unable to produce.
EB has selectively applied AEEs to the processes with the largest potential return. Ten years ago, EB built full-scale wooden mockups for all new submarine designs. In some cases, several rework cycles with the mockups were needed before the designs were judged to be satisfactory by EB and Navy technical managers. EB now relies almost entirely on electronic product and process simulations. For example, simulations are used to investigate moving parts for interference or operability problems. The physical mockup of the propulsion plant for the Virginia class SSN required an average of less than 10 percent rework. Based on this experience, the Virginia class will probably be the last SSN that EB designs with physical mockups.
Another major contributor to EB's success with the Virginia class SSNs was the integration of key manufacturing resources into “design-build” teams. Each team had two coleaders, one from the technical community and one from manufacturing, to ensure that all products would be optimized from a manufacturing perspective in the design phase.
EB has also used AEE technologies to expand the use of its modular manufacturing process. The Virginia class SSNs will be approximately 95 percent modular. Each module consists of a large platform on which the ship's systems, components, and other elements are assembled. The modules are then inserted into preassembled hull sections. The modules within a given section are then connected to each other and shipped to the waterfront, where the hull sections are joined to form a complete submarine. Systems can be manufactured, assembled, and, in many cases, tested in an open factory environment, greatly reducing the number of tasks that must be performed in the tight physical confines of an assembled submarine hull. As a result, submarines are being built in less time and at lower costs.
EB decided against full implementation of integrated product data management, which would provide a single data set for all products and processes, because the savings would be small compared to the cost of implementation for a company like EB that manufactures complex products in small quantities.
EB has clear metrics for measuring the efficiency of its shipbuilding operations. It carefully tracks labor and material costs, design changes, numbers of design documents, and deficiencies. If a manufacturing unit manager at EB claims that near-term investments in new processes and tools will reduce future costs, that manager is expected to reduce his or her budget in future years by the amount of the projected savings. Managers' abilities to achieve projected savings are an important factor in annual performance evaluations.
Based on their experience with AEEs to date, EB managers interviewed by the committee believe that efforts to improve the efficiency of design and engineering processes should focus on organizational issues, as well as tools and processes. In addition, although EB relies heavily on software and parts produced by outside vendors, the company sometimes creates software and parts even if software design or parts manufacturing services are available from outside sources. EB reported that generating software internally (with EB staff and dedicated contractors) ensures that tools are optimized for EB processes and that EB has instant access to the developers when problems arise or modifications are needed. EB also reported that manufacturing submarine parts in house often leads to improved designs because the fabricators, assemblers, installers, and testers—who understand how their components are used and have a vested interest in improving the quality and reducing the cost of the total system—often suggest ways to redesign parts to improve performance or reduce manufacturing costs. Other large organizations, such as NASA, that make similar make-or-buy decisions should have a clear understanding of the benefits and consequences of the alternatives (i.e., either designing and manufacturing software and equipment internally or procuring them from outside vendors) to ensure that each decision is in the organization's best long-term interests.
DaimlerChrysler
The Chrysler Corporation (now DaimlerChrysler) pioneered the use of digital design and simulation to reduce the development time and cost of new automobile programs. DaimlerChrysler's goal in using AEE technologies was to improve its competitiveness and increase its market share and profitability. DaimlerChrysler developed the Dodge Intrepid using a nontraditional approach, planning, designing, building, and testing the new vehicle in a purely digital design and engineering (CAD/CAE [computer-aided engineering]) environment. This approach eliminated the need for most physical mockups. All information surrounding the design of the car (e.g., schematics, specifications, documentation, and test results) was electronically generated, manipulated, and stored, thereby eliminating difficult-to-manage paper documentation.
Program costs through production of the first vehicle, which typically range from $1 to $2.5 billion for new car designs, were approximately $2.1 billion for the Intrepid and three other cars off the same platform and new family of V6 engines. Total development costs were reduced by $80 million net, including the expense of installing the infrastructure needed to shift the design, development, and test process to a new, advanced environment. The product design, build, and test cycle, which typically lasts 40 to 44 months, took
approximately 31 months for the Intrepid. These results, combined with reportedly high levels of owner satisfaction, indicate that this application of AEE technologies was successful. Also, the validated digital designs and simulations produced for the Intrepid are reducing the cost and development time for updates to the Intrepid and new models based on similar digital platforms.
Concepts ETI, Inc.
Concepts ETI, Inc., a small company in Vermont with 50 employees, designs and manufactures pumps, compressors, and other turbomachinery. Concepts ETI has demonstrated that powerful AEE technologies incorporated into a desktop PC can notably improve design and manufacturing processes and product quality. Concepts ETI, which has specialized expertise in the limited range of products that it manufactures, had previously developed its products in a partially standardized setting. Although the designs are sophisticated, the products are much less complex then the rockets, aircraft, and ships in which they are installed. All of these factors contributed to the company's success in using AEE technologies.
Concepts ETI captures its engineering design knowledge in a tool set that creates a concurrent engineering design process with seamless connectivity between different software design tools. These tools combine profiles of internal fluid or gas velocity for a proposed pump or compressor design with computational fluid dynamic models and finite element analyses of structures on one PC. Product lifetime, size, weight, and cost are assessed using real-time design interactions.
Concepts ETI adopted AEE design practices to cut costs, reduce design cycle time, and improve its competitiveness. These goals have been achieved. In the last 20 years, Concepts ETI has reduced the cost of designing a typical product from $600,000 to $150,000, even though its products have doubled in mechanical design complexity and the complexity of the design and analysis process has increased by five orders of magnitude. Building on the success of its analytical tools and processes, Concepts ETI now markets software for engineering design, analysis, and testing. In addition, the company has established graduate education and professional development programs through which students can earn credit hours towards graduate engineering degrees at the University of Vermont.
VISIONS OF THE FUTURE
15-Year Visions
The purpose of NASA's Intelligent Synthesis Environment (ISE) Initiative is to develop AEE technologies and systems. The ISE initiative is focused on integrating widely distributed science, technology, and engineering teams and enabling the rapid creation of innovative, affordable products for science and engineering applications. Additional information on the initiative is available on line (NASA, 2000).
The Next Generation Manufacturing Project, completed in 1997, was sponsored by several federal agencies and conducted jointly by representatives of industry associations, government agencies, and academic institutions. This project studied long-term trends in U.S. manufacturing in light of global changes and recommended ways to overcome competitive challenges. One of the recommendations was that technology road maps be created to guide future developments. The IMTR initiative, described below, was established to accomplish this.
The third and fourth columns in Table 2-1 depict the IMTR 2015 vision and the 15-year vision of NASA's ISE initiative, respectively. Neither vision was organized according to the steps listed in the first column of Table 2-1, so the committee took the liberty of reorganizing them for the purposes of comparison.
The IMTR vision anticipates a rigorous and capable product specification stage, with broad access to product and customer data. The plan also calls for objective tools to assess market needs, market characteristics, and product capability, as well as analytical models to improve strategic decision making and risk management. The rigor in these key elements flows down through the other design steps, emphasizing accurate predictions of all product attributes at every stage of the design without the testing of physical properties until product and process designs are refined (step 5). The IMTR vision also anticipates optimization capabilities for trading off product attributes starting fairly early in the process. Therefore, the trade space is defined early in the process (in terms of minimum and maximum acceptable values for each product attribute). The optimization capability reduces or eliminates iterative steps as the design progresses. It also improves tools and other engineering resources that are used by more than one program, further increasing capabilities in the early stages of the process.
The ISE's 2015 vision is even more ambitious. It foresees the ability to conduct first-of-a-kind missions routinely with high levels of confidence, even for missions for which little or no experience or experimental data are available to predict system capability. The ISE vision includes the evaluation and optimization of attributes across the complete life cycle at all stages of design refinement and product tradeoffs with minimum design iteration. Like the IMTR vision, the ISE vision includes minimal “surgical” testing of attributes. Almost all evaluations would be done virtually, not physically, with immersed environments operated by geographically and temporally distributed collaborative teams. Rework and late trade-offs would be eliminated. Because the ISE vision must also support missions, such as deep-space probes, where human supervisory control will not be practical, the ISE vision emphasizes autonomous
system capability for some functions, such as self-directed exploration and fault repair.
Many other public and private organizations are also involved in the development of AEE technologies and systems. For example, the U.S. Department of Energy is sponsoring the Accelerated Strategic Computing Initiative to develop computational-based methods of ensuring the safety, reliability, and performance of the U.S. nuclear weapons stockpile in the absence of nuclear testing and with a greatly reduced weapons manufacturing infrastructure (Sandia National Laboratories, 2000). In addition, the Defense Modeling and Simulation Office sponsors 10 separate initiatives for increasing the efficiency and interoperability of modeling and simulation within the U.S. Department of Defense (DMSO, 2000). Separate elements of federal departments are also conducting their own AEE programs, such as the U.S. Army's Simulation and Modeling for Acquisition, Requirements and Training (SMART) Program. The intent of this program is to use advanced modeling and simulation technology to improve the performance of future systems while reducing costs, development time, logistics requirements, and training requirements (U.S. Army, 2000).
The committee did not attempt to evaluate the interrelationships among all ongoing AEE technology development programs, or even to compile a comprehensive program list. In some cases, however, the committee noted that steps have been taken to improve interagency coordination, such as the recent decision by NASA and the U.S. Army to link the ISE initiative and the SMART program. Also, the ISE and IMTR visions seem to be generally consistent with expectations for related programs with which the committee became familiar.
Future Perfect
Column 5 in Table 2-1 defines a “future perfect,” which combines and expands on the 15-year visions. The capabilities described are perhaps even more aggressive than those implied in the prologue. The mission-requirements process envisioned for the future perfect uses, at a minimum, real-time simulation of all aspects of product and mission performance that account for and describe the effects of uncertainty and risk on product attributes and prospects for mission success. This vision also emphasizes first-of-a-kind or batch-of-one product customization and includes the capability for customers to design their own products using the system's automated optimization capabilities. Indeed, in this vision the steps of concept development, preliminary design, and detailed design are collapsed into a single step. Inherent in this merging of design and development steps is the integration of product design with the development of manufacturing methods (i.e., an extension of existing design for manufacturing and assembly methods). An expert system generates design alternatives, which are then optimized in a single pass while cascading requirements down through system and component levels. This capability would be error-free and eliminate the need for iteration, physical prototypes, experimental refinement, or rework. Although this vision will certainly not become a reality in the next 15 years, it does serve as a useful reference point for judging improvements beyond the 15-year visions.
REFERENCES
Aerospace Corporation . 1999 . Introduction to the Concept Design Center . Los Angeles, Calif. : The Aerospace Corporation, Architecture and Design Subdivision, Systems Engineering Department .
DMSO (Defense Modeling and Simulation Office) . 2000 . Defense Modeling and Simulation Office Fact Sheet . Available on line at: http://www.dmso.mil/about/ April 20, 2000 .
IMTR (Integrated Manufacturing Technology Roadmapping Initiative) . 1999 . Executive Summary of the Integrated Manufacturing Technology Roadmapping Initiative (March 14, 1999, edition) . Oak Ridge, Tenn. : Oak Ridge Centers for Manufacturing Technology, IMTR Project Office . Current edition available on line at: http://imtr.ornl.gov/April 3, 2000 .
NASA (National Aeronautics and Space Administration) . 1999a . Intelligent Synthesis Environment: An Overview . Presentation by John B. Malone ISE Program Office, Langley Research Center, to the Intelligent Synthesis Environment Industry/Academia Workshop , Hampton, Va., October 28–29, 1999 ,
NASA . 1999b . The Intelligent Synthesis Environment Initiative . Presentation to Committee on Advanced Engineering Environments. Prepared by Samuel L. Venneri, National Aeronautics and Space Administration Office of the Chief Technologist, delivered by Murray Hirschbein, Washington, D.C., June 8, 1999 .
NASA . 2000 . Intelligent Synthesis Environment. What is ISE? Available on line at: http://ise.larc.nasa.gov/index.html May 5, 2000 .
NRC (National Research Council) . 1999 . Advanced Engineering Environments: Achieving the Vision (Phase 1) . Committee on Advanced Engineering Environments . Washington, D.C. : National Academy Press . Available on line at: http://books.nap.edu/html/adv_eng_env/ April 5, 2000 .
Sandia National Laboratories . 2000 . Accelerated Strategic Computing Initiative . Available on line at: http://www.sandia.gov/ASCI/ April 21, 2000 .
Tibeau, Nancy . 1999 . JSF delivers practical benefits of “lean.” Boeing News 58(49): 8 .
U.S. Army . 2000 . Simulation and Modeling for Acquisition, Requirements and Training . Available on line at: http://www.sarda.army.mil/zd/smart.htm April 20, 2000 .










