
4
Waste Streams Produced by the Electrometallurgical Technology Process
The electrometallurgical treatment of spent EBR-II reactor fuel involves a set of operations designed to disassemble driver and blanket fuel pins, to refine and recover the uranium metal contained therein, and to segregate the radioactive waste components. The radioactive waste components are consolidated into two forms: the ceramic waste form (CWF) includes actinide elements and fission products in a glass-ceramic matrix; the metal waste form (MWF) contains noble metal fission products in a fuel-cladding matrix.1
Both the MWF and the CWF are high-level waste (HLW) forms intended for final disposition in a geologic repository. The fate of the recovered uranium stream has not yet been decided, although a minor waste stream, the dross from the cathode processor and casting furnace operations, would be disposed of as TRU waste. The mass balance for all these output streams is shown in Table 4.1 for 84 driver fuel assemblies that were processed by ANL.
WASTE FORM QUALIFICATION
Argonne National Laboratory’s criterion 2 (Chapter 6) for evaluating the success of EBR-II spent nuclear fuel demonstration project addresses the development and determination of performance characteristics of the waste forms produced in the EMT process. Performance relates specifically to acceptable levels of long-term (10,000 years or longer) release of radionuclides from waste forms placed in a deep geologic repository.
The Department of Energy (DOE), through its Office of Civilian Radioactive Waste Management (OCRWM/ RW), and in conjunction with the development of final waste acceptance criteria to be based on Environmental Protection Agency/Nuclear Regulatory Commission Agency regulations, is currently assessing the viability of permanent disposal of spent nuclear fuel (SNF) in a deep geologic repository at Yucca Mountain, NV.2 Long-term isolation from the biosphere of nuclear materials in the repository is to be ensured through a defense in depth based on the use of multiple natural and engineered barriers. The performance and compatibility of the ANL waste
TABLE 4.1 Material Balance Estimates (g) for Selected Components of EBR-II Driver Fuela
|
|
U |
Pu |
Np |
Na |
144Ce |
137Cs |
136Ru |
125Sb |
Tc |
|
Input |
|||||||||
|
Electrorefiner feed |
427 × 103 |
1509 |
156 |
9801 |
26 |
1031 |
5 |
4 |
757 |
|
CP/CF feedb |
610 × 103 |
0 |
0 |
1 |
0 |
0 |
0 |
0 |
0 |
|
Total input |
1037 × 103 |
1509 |
156 |
9802 |
26 |
1031 |
5 |
4 |
757 |
|
Output |
|||||||||
|
MWFc |
25 × 103 |
165 |
12 |
723 |
2 |
62 |
4 |
2 |
660 |
|
Uraniumd |
955 × 103 |
4 |
3 |
3 |
0 |
0 |
0 |
0 |
2 |
|
Drosse |
14 × 103 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
CWFf |
38 × 103 |
1248 |
124 |
7894 |
17 |
722 |
0 |
0 |
0 |
|
Otherg |
8 × 103 |
5 |
2 |
309 |
0.1 |
5 |
0 |
0 |
4 |
|
Total output |
1039 × 103 |
1422 |
140 |
8929 |
19 |
789 |
4 |
2 |
666 |
|
a SOURCE: R.D. Mariani, D. Vaden, B.R. Westphal, D.V. Laug, S.S. Cunningham, S.X. Li, T.A. Johnson, J.R. Krsul, and M.J. Lambregts, Process Description For Driver Fuel Treatment Operations, ANL Technical Memorandum No. 11, Argonne National Laboratory, Argonne, IL, Table 23, p. 35. b Depleted uranium added in cathode processor (CP)/casting furnace (CF) operations. c Cladding hulls (to be converted to metal waste form, MWF). d Uranium ingots for interim storage. e Dross from cathode processor (CP)/casting furnace (CF) operations. f Material remaining in electrorefiner salt (to be converted into ceramic waste form CWF). g Material remaining in electrorefiner holdup, cadmium pool, and plenum sections. |
|||||||||
forms must therefore be assessed within this system context of overall repository safety. The committee recognizes that it is not waste form performance per se, but rather the safe performance of the integrated system of engineered and natural barriers, that must be demonstrated. It is within this system context that the committee has evaluated ANL’s progress toward obtaining the necessary DOE-RW acceptance of EMT waste forms, qualifying them for final disposal in a geologic repository in the future.
To date, both commercial SNF and vitrified defense HLW have been subjected to detailed characterizations of their radionuclide-release performance under expected repository conditions.3 The resulting data have been used to guide isolation strategies. These data also have led to an initial design of engineered barrier systems (EBS) and in the assessment of safety and viability of waste forms for placement in a geologic repository.4
Acceptance of DOE SNF and HLW waste forms by DOE-RW for final geological disposal involves many characterization and testing issues with respect to quality assurance and performance. To ensure a coordinated effort between DOE-RW and DOE’s Office of Environmental Management (DOE-EM) to resolve such issues, a memorandum of agreement (MOA) was issued5 that establishes the terms and conditions under which DOE-RW will permit DOE-EM to dispose of its SNF and HLW. The MOA identifies the responsibilities of DOE-RW and DOE-EM for data on transportation, storage (if needed), safeguards, characterization, and final acceptance for disposal of these materials. Responsibility to treat the EBR fuel rests with DOE-NE, but the ultimate disposition of this treated EBR-II fuel and any HLW generated is the responsibility of DOE-EM. Hence, the committee presumes that the waste qualification activities of the EMT program will be guided and governed in the post-demonstration period by the MOA.
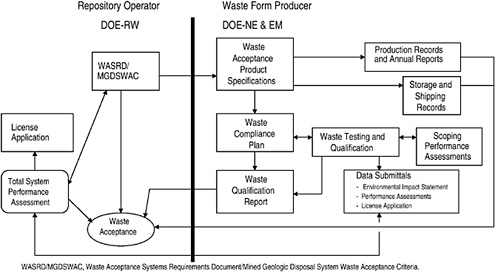
FIGURE 4.1 Waste qualification flow diagram.
SOURCE: Argonne National Laboratory.
Figure 4.1, reprinted from ANL’s report on its waste form qualification strategy,6 is a flow diagram of the interrelated waste characterization/verification activities of both DOE-RW and the producers of DOE HLW (DOE-EM and DOE-NE).7 Based on these activities, documents are to be produced that will support the decision by DOE-RW on acceptance of EMT HLW waste forms. ANL’s flow diagram is based on similar flow diagrams presented in “Appendix C: Sub-agreement on the DOE SNF and HLW Technical Baseline” in the MOA and in the Savannah River Laboratory Defense Glass Program Manual.8 In particular, Appendix C of the MOA addresses issues related to the development, concurrence, distribution, compliance, and conformance verification of acceptance criteria for DOE SNF and HLW.
Finding: ANL has adopted a waste qualification strategy that is appropriately based on guidance provided in the MOA between DOE-RW and DOE-EM regarding acceptance of DOE SNF and HLW.
The repository operator’s (DOE-RW) specific waste qualification requirements for waste form producers (DOE-NE and DOE-EM) are shown in Figure 4.1. The key terms are defined in Appendix C of the MOA9 as follows:
-
Acceptance: The transfer of responsibility, custody, and physical possession of DOE SNF or HLW from DOE-EM to DOE-RW at the DOE-EM site.
-
Acceptance Criteria: All technical and programmatic requirements that must be satisfied by DOE SNF and HLW for the repository program to meet regulatory requirements. DOE-RW is currently preparing a “Civilian Radioactive Waste Management System (CRWMS) Acceptance Criteria” document.
-
Waste acceptance product specifications (WAPS): The documentation by a producer of HLW that identifies the technical specifications for the HLW waste forms.
-
Waste form compliance plan: The documentation prepared by a producer of HLW that describes planned analyses, tests, and engineering development work to be undertaken, as well as information to be included in waste form production records to demonstrate compliance of the proposed waste form with waste acceptance specifications.
-
Waste form qualification report: The documentation prepared by a producer of HLW that describes results of analyses, tests, and engineering development work performed to demonstrate waste form compliance with acceptance specifications.
Waste Acceptance Product Specifications
WAPS data support quality assurance by enabling verification that the as-produced HLW waste forms conform consistently to acceptance specifications for disposal. Characteristics considered/examined include particulate size, pyrophoricity, dimensions, major phase chemistry, radionuclide inventories, heat-generation rate, phases in which the radionuclides are located, particle size, and solubility. These characteristics correspond to the “Waste Acceptance Product Specifications” of Figure 4.1.
The early phase of collecting WAPS data on EMT-produced waste forms was conducted during the demonstration project and is described in following sections of Chapter 4 on EMT waste forms. Data collection during the demonstration project was purposefully directed to provide data supporting issuance of an environmental impact statement (EIS) regarding continued application of the EMT process to DOE’s remaining inventory of EBR-II spent fuel. Thus, ANL has oriented its current activities to provide evidence of successful compliance with demonstration criteria (see Chapter 6). To support a final waste-acceptance decision by DOE-RW, however, considerably more qualification and characterization data, especially on fully loaded radioactive EMT waste forms, will have to be collected during the post-demonstration period (see Chapter 5).
Finding: At the end of the demonstration project in late 1999, WAPS were developed based on non-radioactive and radioactive EMT waste forms. Preliminary testing and modeling of the performance of EMT waste forms under repository conditions were also initiated during the demonstration project.
ANL’s WAPS10,11 are patterned after the quality assurance protocols used for Defense Program borosilicate glass (DHLW) HLW.12 The committee observes, however, that DHLW borosilicate glass has not received final
|
9 |
U.S. Department of Energy, Mined Geologic Disposal System Waste Acceptance Criteria Document, B00000000-01717-4600-00095 Rev. 00, TRW Environmental Safety Systems, Inc., Las Vegas, NV, 1997, Appendix C. |
|
10 |
T.P. O’Holleran, R.W. Benedict, and S.G. Johnson, Waste Form Qualification Strategy for the Metal and Ceramic Waste Forms from Electrometallurgical Treatment of Spent Nuclear Fuel, NT Technical Memorandum No. 115, Argonne National Laboratory, Argonne, IL, 1999. |
|
11 |
T.P. O’Holleran, D.P. Abraham, J.P. Ackerman, K.M. Goff, S.G. Johnson, and D.D. Keiser, Waste Acceptance Product Specifications for the Waste Forms from Electrometallurgical Treatment of Spent Nuclear Fuel, NT Technical Memorandum No. 116, Argonne National Laboratory, Argonne, IL, 1999. |
|
12 |
Westinghouse Savannah River Company, DWPF Waste Acceptance Reference Manual (U), WSRC-IM-93-45, Westinghouse Savannah River Company, Aiken, SC, 1993. |
qualification and acceptance by DOE-RW for geologic disposal. Furthermore, the committee has reservations about whether the DHLW WAPS protocols, developed for a homogeneous, single-phase waste form, can be directly and without significant modification used as the basis for the WAPS of heterogeneous, multiphase EMT waste forms. ANL has recognized the need to refine its current test protocols to address the multiphasic nature of the ceramic waste form. Characterization of the distribution of radionuclides among coexisting phases is but one item that would seem to be necessary as a quality-assurance specification for any multiphase HLW waste form, similar to information required for SNF.13,14
Waste Form Acceptance Criteria
Waste testing and qualification involves data more directly connected to the long-term (10,000 years or greater) performance characteristics of HLW waste forms under expected repository conditions. The committee assumes that a description of the rationale and methodology for collecting such data will be part of the acceptance criteria that have yet to be finalized by the DOE-RW. Section VII “Acceptance Criteria” of the MOA between DOE-RW and DOE-EM noted that DOE-RW would be responsible for the characterization of long-term performance of HLW starting in Fiscal Year 1999.15
Finding: The committee understands that the DOE is preparing waste acceptance criteria, including guidance on long-term waste form performance testing and qualification. This new document may modify the actual waste acceptance strategies and waste acceptance criteria that the EMT program is currently following.
A fuller examination of waste form acceptance criteria based on long-term performance evaluation by ANL extending beyond the demonstration project is made in Chapter 5 (Waste Form Qualification from a Repository Perspective, Potential for Alternative Nontesting Strategies for Waste Acceptance).
METAL WASTE FORMS
Background
The MWF may contain up to 4 wt % noble metal fission products and up to 11 wt % uranium.16,17 The long-term corrosion behavior of this type of alloy is not known and must therefore be determined in the corrosion tests carried out at Argonne National Laboratory-East (ANL-E). The EBR-II driver fuel is primarily a uranium-10 wt % zirconium alloy with types 316, D9, or HT9 stainless steel (SS) cladding. Because zirconium is a principal component of the driver fuel, zirconium will be a significant component of the metal waste stream. For the entire EBR-II spent fuel inventory, the base metal waste stream composition is stainless steel containing approximately 15 wt % zirconium, labeled SS-15Zr by ANL personnel.18 Thus, MWF testing at ANL-W has focused primarily on this and similar alloys.
|
13 |
Office of Civilian Radioactive Waste Management, Total System Performance Assessment for Viability Assessment, DOE/RW-0508, U.S. Department of Energy, Washington, D.C., 1997, Chapter 6. |
|
14 |
L. Johnson and J. Tait, Release of Segregated Nuclides from Spent Fuel, SKB Technical Report 97-18, Swedish Nuclear Fuel and Waste Management Co., Stockholm, Sweden, 1997. |
|
15 |
U.S. Department of Energy, Memorandum of Agreement for Acceptance of Department of Energy Spent Nuclear Fuel and High-Level Radioactive Waste between the Assistant Secretary for Environmental Management (EM) U.S. Department of Energy (DOE) and the Director Office of Civilian Radioactive Waste Management (RW) U. S. DOE, Washington, D.C., September 1998. |
|
16 |
Material balance for the MWF is given in Table 4.1. |
|
17 |
For a listing of the isotopic composition of the metal waste form for blended fuel, see K.M. Goff, L.L. Briggs, R.W. Benedict, J.R. Liaw, M.F. Simpson, E.E. Feldman, R.A. Uras, H.E. Bliss, A.M. Yacout, D.D. Keiser, K.C. Marsden, and C.W. Nielsen, Production Operations for the Electrometallurgical Treatment of Sodium-Bonded Spent Nuclear Fuel, NT Technical Memorandum No. 107, Argonne National Laboratory, Argonne, IL, 1999, Appendix B. |
|
18 |
D.P. Abraham, Metal Waste Form Handbook, NT Technical Memorandum No. 88, Argonne National Laboratory, Argonne, IL, 1998, p. 3. |
Metal Waste Form Testing and Qualification Tests
The MWF is obtained by melting at 1600 °C in an inert atmosphere the cladding residue that remains from the electrorefiner step. The molten residue is adjusted to contain 15 wt % zirconium and then cast into ingots. Corrosion resistance and noble metal fission product retention are the principal requirements for the safe application of the MWF. Waste-form qualification involves experimental testing and model development. Research at ANL-E has evaluated alloy metallurgy and alloy properties, including mechanical and thermophysical properties and corrosion behavior.19 The corrosion resistance of SS-15Zr alloys has been determined using immersion tests, electrochemical tests, and accelerated corrosion tests (vapor hydration, high-temperature immersion, and product consistency tests).
Plans for post-demonstration qualification testing beyond June 1999 and testing highlights have been presented at several committee meetings.20,21 The MWF test plan consists of attribute tests, characterization tests, accelerated tests, and service condition tests. The attribute tests, as defined by ANL, are designed to provide material property information using electron microscopy, x-ray analysis, and neutron diffraction. Good progress seems to have been achieved in the identification of the various phases of SS-15 Zr-type materials. Noble metal-rich precipitates have not been observed. The physical properties of SS-15Zr, a very strong alloy with mechanical and thermophysical properties comparable to those of other alloys, indicate that this material is suitable as a waste form material.
The characterization tests consist of immersion testing in sealed Teflon vessels at 90 °C in J-13 (simulated Yucca Mountain well water) and deionized water. The tests that have been terminated showed either no corrosive attack or only minor tarnish. The test solutions have been submitted for elemental analysis. ANL planned a total of 856 tests as necessary to achieve the goals of the demonstration project. In the view of the committee this seems an excessive number.
The accelerated tests are designed to shorten the test period and consist of immersion in deionized water in a titanium vessel at 200 °C for 28 days. Six alloy compositions were tested. Corrosion rates were very low and no correlation of elemental leaching with alloy composition was found.22
Electrochemical corrosion testing, based on the polarization resistance technique (ASTM G59)23 for measuring instantaneous corrosion rates,24 is used to screen out alloy compositions that may not be suitable for repository disposal. An example was given25 for a stainless steel alloy, SS-1Ag-2Nb-1Pd-1Ru, that did not contain zirconium and had high corrosion rates at pH 2. Corrosion rates were low for alloys that contained from 15 to 20 wt % zirconium. Corrosion rates were low for the MWF alloys in J-13 and in solutions at pH = 2, 4, and 10 and were similar to those for SS316 and alloy C22. These results are not surprising considering that the solutions tested did not contain chloride ions that could have initiated localized corrosion. Corrosion rate data for MWF materials were also compared to those of copper and mild steel.
The results from pulsed-flow immersion tests of SS-15Zr alloys containing Nb, Pd, Rh, Ru, and Tc in J-13 water at 90 °C for up to 275 days showed a sudden increase in Tc release rates after about 150 days; however, the overall release rate remained relatively small. The cause of this behavior is under investigation. The results of the immersion tests, which have shown that only small amounts of fission and actinides are dissolved in the test solution, suggest that corrosion of the SS-15Zr MWF is not a dominant release mechanism. Corrosion appears to be retarded by the formation of a passivating oxide layer, typical for austenitic stainless steels, that may trap the
fission products and actinides, limiting their release. Tests have not yet been completed with added uranium. The committee recommended in its ninth report that surface analyses by x-ray photoelectron spectroscopy (XPS) or Auger electron spectroscopy (AES) of the passive layers formed on the MWF samples should be performed in order to compare the chemical composition of these films with those formed on SS 304 or SS 316.26
Finding: Some of the corrosion products, which may sequester radionuclides, might remain on the sample surface and might therefore not be detected by solution analysis.
Recommendation: Surface analysis by X-ray photoelectron spectroscopy (XPS) or Auger electron spectroscopy (AES) should be continued in the post-demonstration phase for selected samples to determine the chemical composition of passivating films and/or corrosion products.
Galvanic corrosion tests according to ASTM G71 have indicated that enhanced corrosion of SS-15Zr due to galvanic coupling of the MWF with the inner lining of the waste form container (assumed to be alloy C22) is not likely to be significant.27 Both materials were in the passive state in the test solution, and the SS-15Zr was electrochemically noble to alloy C22; i.e., it was cathodically protected.
Vapor hydration tests providing a direct assessment of the long-term durability of the MWF have been performed in sealed SS vessels for 56 and 182 days in superheated steam at 200 °C.28 In initial tests it was found that corrosion rates were greatly accelerated by exposure to steam. Samples containing less than 5 wt % zirconium (or no zirconium) were heavily rusted and contained numerous pits. The corrosion product layer for SS-15Zr has been estimated to have a thickness of less than 1 μm after 182 days, based on visual observations. The chemical nature of the corrosion products is under investigation. Further tests at 200 °C and 100% relative humidity for 56 days showed that corrosion damage of the standard MWF was negligible, while severe corrosion occurred for pure Cu and Fe. Apparently an adherent Cr-rich oxide layer, which will be examined in more detail by TEM and AES in the post-demonstration period, retarded the corrosion reaction.
ANL personnel discussed corrosion testing of SS-15Zr MWF samples at a 1998 meeting, concluding that “SS-Zr waste forms are very resistant to the normal corrosion conditions envisioned at the proposed Yucca Mountain geologic repository.”29 The effect of radiation on corrosion behavior has been discussed only briefly in presentations to the committee by ANL personnel.30 Calculations carried out at ANL seem to suggest that radiation levels in the MWF are too low to affect the corrosion resistance.
The toxicity characteristic leaching procedure (TCLP) test data suggest that the MWF passes the TCLP test.31 The results for the release of Ag, As, Ba, Cd, Cr, Hg, Pb, and Se were below the detection limits of acceptable methods.
Based on the results from the various corrosion tests, ANL personnel concluded that SS-15Zr shows corrosion behavior similar to that of austenitic stainless steels such as SS316.32 High corrosion rates were observed in electrochemical and vapor hydration tests for alloys with less than 5 wt % zirconium. The corrosion resistance of the MWF appears to be dominated by the passivation behavior of the alloy, and dissolution is not considered to be a dominant mechanism for release of the radionuclides.
Finding: Results from corrosion testing of the MWF in rather benign environments suggest that the corrosion behavior of the MWF is similar to that of austenitic stainless steel.
The tests to be performed after June 1999 have not been finalized. Electrochemical tests are to be performed at elevated temperatures in order to shorten the test period. It was suggested by the committee that ANL concentrate on a few key samples, expose them at higher temperatures and chloride concentrations, and obtain electrochemical and surface analysis data.33 Tests are also to be conducted in chloride solutions with concentrations of up to 10,000 ppm, which are credible conditions that might be encountered in the repository.
Finding: ANL has carried out a number of corrosion tests using mild solutions. Under these conditions, significant corrosion damage to the MWF is not expected.
Recommendation: In the post-demonstration phase ANL personnel should subject a few carefully selected samples to additional evaluation by surface analysis to determine the chemical composition of the corrosion products.
Recommendation: ANL personnel should concentrate on a few key samples, expose them at higher temperatures and chloride concentrations, and obtain electrochemical and surface analysis data.
Guidance for carrying out pitting scans that provide a more direct measure of susceptibility to localized corrosion can be obtained from ASTM G61.34 Corrosion rate data could also be obtained from such measurements. The proposed study of crevice corrosion needs careful design of an artificial crevice with consideration of the proposed application of these alloys. ASTM G48,35 which describes a multiple crevice assembly, could serve as guidance. The use of an automated crevice device is being evaluated at ANL-E.
Modeling
Waste form degradation/radionuclide release models have been established that are an integral part of ANL’s waste form repository performance assessment effort and will be used for predicting the long-term corrosion behavior of the MWF. The difficulties in ANL’s modeling effort are the necessity to extrapolate experimental short-term data to extremely long time scales and the limitations imposed by the assumption that the corrosion mechanism(s) observed in the short-term tests will prevail in the long term, perhaps up to 10,000 years. The corrosion tests carried out so far are being used to reduce uncertainties in the models and to obtain an understanding of the relationships between alloy chemistry, microstructure, and the corrosivity of the test environment. Progress in this direction has been slow mainly because the MWF has proved very corrosion resistant in the rather benign test solutions used so far. It might be fruitful in future modeling efforts to use the information available for the long-term corrosion behavior of stainless steels. Important new information will become available from the crevice and pitting corrosion tests that are planned for the post-demonstration period.
CERAMIC WASTE FORM
Background
As described in Chapters 2 and 3, the reference CWF for the demonstration was glass-bonded sodalite formed during the hot isostatic press (HIP) process. Sodalite (Na4Al3(SiO4)3Cl) is the thermolysis product formed from the salt-loaded zeolite 4A. In the electrometallurgical process (see Figure 2.1), the salt from the electorefiner containing TRUs and fission products is blended with dried zeolite in the V-mixer and is heated to occlude the salt into the zeolite. The salt-loaded zeolite is then densified into the CWF by HIP processing. By appropriate choice of temperature and pressure, the zeolite is converted into sodalite during HIP processing.
Characterization Tests
To support repository qualification of the CWF, ANL developed a protocol and conducted a variety of tests and analyses to provide the following information on the CWF: characterization of the phase distribution; waste form corrosion and radionuclide release rates; dissolution data pertinent to modeling CWF corrosion in total system performance assessment calculations; and development of a method that can be used to monitor product consistency and define working ranges for processing variables. Tests have been carried out on samples prepared at a laboratory scale with surrogate fission products, radioactive materials spiked with plutonium, and CWF produced with fully radioactive electrorefiner salt, from a 50 g to 10 kg scale. Detailed results and conclusions are contained in ANL’s Ceramic Waste Form Handbook.36 ANL’s major findings are summarized here. More details are to be found in Appendices B and C and references cited therein.
Tests to determine CWF composition and structure include X-ray diffraction (XRD), scanning electron microscopy (SEM), transition electron microscopy (TEM), X-ray absorption fine structure spectroscopy, optical microscopy, and chemical analysis. Based on results from these tests the CWF can be characterized as a composite consisting of approximately 75% salt-loaded sodalite, 25% borosilicate glass, and up to about 5% of other minor phases, e.g., aluminosilicates, rare-earth silicates, oxides, and halite (NaCl).37 There are only minor variations in the microstructure and composition among the laboratory-produced reference CWF containing surrogate fission products, CWF containing uranium and plutonium, and CWF produced from fully radioactive electrorefiner salt. The microstructure consists of polycrystalline sodalite grains comparable in size to the initial zeolite 4A grain size, encapsulated in intergranular glass. The minor component actinides and rare-earths form phases separate from the sodalite and glass phases. The actinides occur as nano-size crystal inclusions associated with the glass phase and/ or near the glass/sodalite grain boundaries. Uranium and plutonium are found as oxides, oxide solid solutions, and silicate phases. Rare-earth fission products are found as silicates or mixed oxides that may contain actinides. Cesium and strontium appear to be evenly distributed throughout the waste form.
Accelerated alpha damage testing is being carried out on simulated CWF doped with 0.2 to 2.5 wt % 238Pu or 239Pu. The 238Pu is shorter lived, and hence generates a larger alpha flux than would be found in the CWF.38 The plutonium is observed primarily as oxide crystal inclusions in the intergranular glassy regions, ranging in size from
|
36 |
W.L. Ebert, D.W. Esh, S.M. Frank, K.M. Goff, M.C. Hash, S.G. Johnson, M.A. Lewis, L.R. Morss, T.L. Moschetti, T.P. O’Holleran, M.K. Richmann, W. P. Riley, Jr., L.J. Simpson, W. Sinkler, M.L. Stanley, C.D. Tatko, D.J. Wronkiewicz, J.P. Ackerman, K.A. Arbesman, K.J. Bateman, T.J. Battisti, D.G. Cummings, T. DiSanto, M.L. Gougar, K.L. Hirsche, S.E. Kaps, L. Leibowitz, J.S. Luo, M. Noy, H. Retzer, M.F. Simpson, D. Sun, A.R. Warren, and V.N. Zyryanov, Ceramic Waste Form Handbook, NT Technical Memorandum No. 119, Argonne National Laboratory, Argonne, IL, 1999. |
|
37 |
For a listing of the isotopic composition of the ceramic waste form for blended fuel, see K.M. Goff, L.L. Briggs, R.W. Benedict, J.R. Liaw, M.F. Simpson, E.E. Feldman, R.A. Uras, H.E. Bliss, A.M. Yacout, D.D. Keiser, K.C. Marsden, and C.W. Nielsen, Production Operations for the Electrometallurgical Treatment of Sodium-Bonded Spent Nuclear Fuel, NT Technical Memorandum No. 107, Argonne National Laboratory, Argonne, IL, 1999, Appendix A. |
|
38 |
S.M. Frank, D.W. Esh, S.G. Johnson, M. Noy, and T.P. O’Holleran, “Effects of Alpha Decay Damage on the Structure and Leaching Rates of a Glass-Bonded Ceramic High Level Waste Form,” Conference Proceedings, Material Research Society, Symposium: Scientific Basis for Waste Management XXII, Fall Meeting, Boston, Massachusetts, November 30 – December 4, 1998. |
submicron to 20 microns in diameter. There is little or no plutonium dissolved in the glass or occluded in the sodalite. The PuO2 phase shows an expected unit cell expansion due to alpha decay damage but as of the end of the demonstration project no bulk sample swelling had been observed. Initial results from this ongoing study show no significant degradation of the waste after 6 months at relatively low doses. Results are from x-ray diffraction lattice parameters of sodalite and bulk product consistency tests, and some SEM and density examination.
Elemental chemical analyses carried out on reference CWF and uranium-doped CWF show excellent agreement between calculated and measured compositions, verifying the validity of the analytical techniques.
Finding: The CWF is a multiphase, nonhomogeneous composite consisting of approximately 75% sodalite, 25% borosilicate glass, and up to 5% other minor phases, e.g., aluminosilicates, rare earth silicates, oxides, and halite (NaCl). The CWF waste form qualification program is based on adaptation of the models and test protocols developed for DHLW borosilicate glass.
Recommendation: The electrometallurgical technology program should continue to investigate and evaluate in the post-demonstration period whether the test protocols and conceptual models developed for monolithic single-phase borosilicate glass can adequately represent the behavior of the nonhomogeneous multiphase CWF.
Corrosion Tests
A variety of tests that monitor corrosion behavior were conducted by ANL to achieve a basic understanding of the processes that control dissolution of the CWF. The approach was based on the philosophy outlined in the ASTM C1174-98.39 The basic steps for determining the mechanistic model are as follows:
-
Identify important alteration modes of the materials and important bounding disposal conditions.
-
Conduct tests to characterize alteration of the material under anticipated conditions that accelerate particular chemical or physical processes.
-
Develop a conceptual model for each alteration mode and measure values of model parameters.
-
Confirm the model with tests different from those used to provide the model parameter values.
A large number of corrosion tests have been designed and conducted by ANL to support CWF qualification. These scoping tests include studies of solution exchange with the CWF; product consistency tests (PCTs) in which the waste form is leached after crushing and sieving to achieve suitable particle sizes and washed to remove fines; MCC-1, a static leach test that uses a monolithic sample; pH stat tests; accessible-free-salt measurements; and vapor hydration. The MCC-1 test determines corrosion behavior under dilute solution conditions. Short-term MCC-1 tests measure dissolution behavior far from saturation, while long-term MCC-1 tests measure the approach to saturation. The PCTs reflect somewhat longer time dissolution and represent more repository-relevant conditions. None of these tests, however, reflects the open-system, mass-transport conditions that govern the actual release rates of radionuclides from the waste package system for disposal. The tests do provide data for assessment of the CWF’s dissolution behavior and for use as input for a model to predict waste form behavior in the repository.
Tests have shown that the mechanism for release of radionuclides from sodalite is dissolution rather than ion exchange. Tests up to the end of the demonstration show that the CWF dissolves at a rate equal to or less than that for reference DHLW borosilicate glass. This suggests that the CWF repository performance will be comparable to that of the reference borosilicate glass. PCTs conducted on the CWF produced with salt from treating the 100
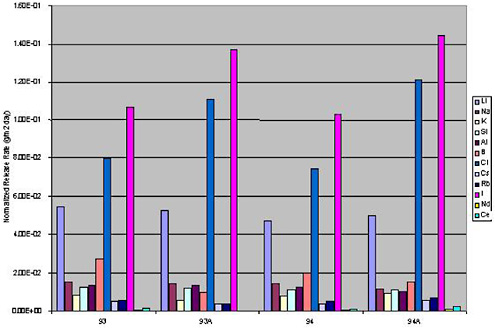
FIGURE 4.2 Product consistency test results for witness tubes and HIP cans (witness tubes results are denoted with the letter A). Witness tubes are small stainless steel samples used in HIP tests instead of the larger HIP cans as a means to get representative samples.
SOURCE: Argonne National Laboratory.
driver assemblies show that release of the rare earth elements, uranium, and plutonium are very low and are consistent. Other PCTs on irradiated CWF show anomalously high normalized rates of release for chloride ion and iodide ion compared to other elements (Figure 4.2). These results suggest that some fraction of chloride and iodide are not encapsulated within the sodalite or glass phases. With the exception of tests of radioactive samples and tests of greater than one year in duration, demonstration waste form testing matrices were completed by the end of the demonstration.
Finding: Dissolution tests on the CWF over a 6-month period indicate that the CWF dissolves at a rate equal to or less than that of reference Defense Program high level waste borosilicate glass.
Finding: If the long-term release of radionuclides from the CWF is found to control the dissolution of the inert borosilicate glass matrix, and if there is no change in the long-term dissolution rate of the glass matrix under repository conditions, the dissolution rate release performance of the CWF will be at least comparable to borosilicate glass.
Finding: The minor component actinides and rare earths form phases separate from sodalite and glass. The actinides occur as nano-size (colloidal) crystal inclusions associated with the glass or the glass/sodalite grain boundaries.
Finding: It is possible that some of these colloidal-sized crystal inclusions may be leached from the grain boundaries and that some may become colloidal suspensions with mobility much greater than expected from their solubility.40
Mechanical and Physical Properties
Several mechanical and physical properties of the CWF were determined by ANL: its cracking factor, thermal stability, fracture toughness, and density. The first two have a direct impact on CWF behavior in a geologic repository. The extent of cracking increases the amount of surface area exposed to the aqueous environment. Thermal stability testing of the CWF up to 500 °C provides a measure of the physical integrity, phase stability, and corrosion resistance under conditions that are more aggressive than those anticipated in a repository. Fracture toughness is an indicator of how the waste form surface area may change in response to unexpected impact events. The density measurements relate to product consistency.
No statistically significant variation in fracture toughness was observed by ANL among and within CWF samples. The fracture toughness of the CWF is comparable to measured values for borosilicate high-level waste glass from the Defense Waste Processing Facility.
Based on cracking measurement results, the CWF is expected to experience less cracking than DHLW glass in response to an impact. Heating of the reference CWF to 500 °C for at least 1 year shows no discernable change in physical characteristics or phase composition. The corrosion behavior is unchanged after 12 weeks of exposure to a 500 °C environment, with tests in progress on samples exposed for 1 year.
The density of CWF material produced under differing processing conditions shows no significant variation. The density profile measurements determined from different locations within a HIP similarly show no significant variation. This indicates that the HIP process is robust within the developed operating parameters specified for the EBR-II Spent Nuclear Fuel Treatment Demonstration Project. The density of the first radioactive CWF, formed from the electrorefiner salt from 100 driver fuel assemblies, agrees well with the nonradioactive, demonstration-scale CWF density, i.e., 2.35 versus 2.36 g/cm3, respectively.
Finding: The mechanical and physical properties of the CWF are comparable to or better than those of DHLW borosilicate glass. Good product consistency is achieved using the specified demonstration HIP process parameters.
Finding: The physical and mechanical behavior of the CWF under repository conditions should be comparable to that of borosilicate high level waste glass.
Modeling
Performance waste form modeling has been carried out at ANL to predict the environmental impact of the ANL ceramic and metal waste forms on the operation of the proposed repository at Yucca Mountain. A simplified schematic of CWF degradation and radionuclide release is shown in Figure 4.3. The model is based on a transition state theory approach for the rate of silicate mineral dissolution.41,42 The model incorporates two effects. The first of these is the forward reaction rate in the absence of dissolved silicic acid. The forward rate is both temperature
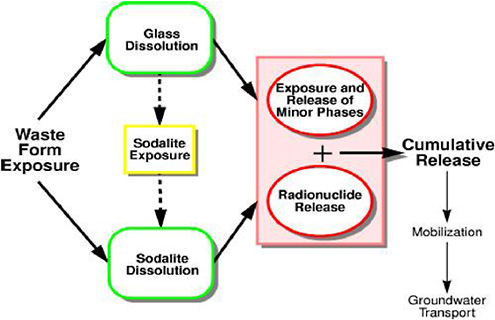
FIGURE 4.3 Ceramic waste form degradation and radionuclide release. This figure assumes glass is less durable than sodalite so that glass dissolution leads to additional sodalite exposure.
SOURCE: Argonne National Laboratory.
and pH dependent. The second effect takes into account the relative degree of saturation of silicic acid with respect to the solubility product of the dissolving solid. In previous applications to borosilicate glass, the solubility product of a proxy solid phase (e.g., amorphous silica) was used.
This approach has been used to model dissolution rates of high-level and low-level borosilicate waste glasses for performance assessments. ANL’s use of the model is aimed at predicting degradation and radionuclide release for the CWF. The model developed for CWF attempts to predict long-term behavior based on short-term data. The final input data to the model will be based on MCC-1 (forward rate) and PCT data (relative saturation) on both simulated and ceramic waste forms.
The model assumes that the release of radionuclides from the CWF will be controlled by the dissolution of the major phases, sodalite and glass. The overall degradation rate of the CWF is assumed to be controlled by glass dissolution.43 To date the model parameters being used are those of HLW glass. It is expected that HLW dissolution rates will bound those for the CWF. Parameters based on the CWF will be incorporated when complete experimental data on the pH and temperature dependence of dissolution of the CWF are available.
The model further assumes that the minor phases have uniform distribution and zero durability, that they are exposed through glass and sodalite dissolution, and that radionuclides in the minor phases are immediately released and available for transport once exposed. As noted previously, the radionuclide-bearing minor phases are known to be located along the grain boundaries of sodalite and glass and could be preferentially exposed over time.
The model assumes sustained congruent dissolution of sodalite; i.e., aluminum and silicon are released to solution at a rate equal to their stoichiometric proportions in the sodalite phase. Sodalite is a high aluminum phase with Si/Al = 1. The model for the long-term dissolution rate of sodalite is based on the concentraton of silicic acid in solution. This assumption has been questioned by ANL and experiments are in progress to investigate the role of dissolved aluminum in sodalite dissolution.
A large part of the work in the future will be to refine and update the existing model (based on HLW glass dissolution) with the experimental data for rate of dissolution of the CWF as they become available. Additional features will also be added to the model such as effects of in-package chemistry changes, and the effect of colloidal particles as measured experimentally.
Finding: ANL’s performance waste form model assumes that (1) the degradation of the CWF is controlled by dissolution of the major components, sodalite and glass, specifically by the rate of glass dissolution; (2) the minor phases have uniform distribution, and the radionuclides in the minor phases are exposed through glass and sodalite dissolution; (3) sodalite dissolves congruently, i.e., aluminum and silicon are released at the same rate; and (4) no credit is taken for the dissolution behavior of the minor phases.
Finding: The characteristics identified and tests conducted to date have shown that the third performance waste form model assumption listed above is not valid. The model must be refined with additional experimental test data before it can be used reliably to predict CWF behavior in a repository.
Finding: The dissolution rate model for the glass matrix of the CWF as developed to date suggests that this material should perform like borosilicate glass, and given the small quantity to be emplaced would have a negligible impact on the overall repository performance.
Finding: The success criteria (Chapter 6) regarding the CWF have been met, although it is recognized that further data collection and analysis must be carried out in the post-demonstration period to support a final decision on CWF acceptability for repository disposal.
Finding: The committee sees no significant barriers to successful demonstration of an acceptable CWF, although full testing will extend beyond the demonstration time frame.
RECOVERED URANIUM MATERIAL
As part of the EMT process, uranium metal is recovered at the cathode in the electrorefiner. The uranium metal is deposited as a dendritic growth that entraps as much as 20 wt % processing salt (with associated fission products and actinides). ANL’s Technical Memorandum No. 106 (NT-106, figure 6) describes the remaining steps in the recovery and stabilization of this material.44
The entrapped chloride salt is distilled from molten uranium in a cathode processor operated at 1200 °C. A small quantity of the salt remains dissolved in the molten uranium pool and a small quantity of salt reacts with the crucible, resulting in fission product and actinide contamination of both. The presence and concentration of these impurities determine and limit the subsequent disposition options of the uranium material.
During the cathode processing step and/or the casting step, natural or depleted uranium (DU) is added to the highly enriched uranium (HEU) derived from the EBR-II driver fuel. The purpose of this downblending is to avoid proliferation issues with respect to subsequent disposition options. This step reduces the enrichment from
~63 wt % 235U to less than 50 wt %. It may be feasible to use the U recovered from EBR-II blanket fuel to accomplish this downblending.
The disposition options for this recovered uranium material are constrained by several DOE programmatic decisions and environmental impact statements.45,46,47 ANL notes that “the depleted uranium byproduct does not have an identified potential commercial application at this time.”48 This is attributable to the fact that the radioisotopic composition of the recovered uranium does not meet the AST standard49 for the fabrication of commercial nuclear fuel.
ANL further asserts that absent this commercial fuel fabrication option, “the [enriched, driver-derived] uranium could simply be stored indefinitely at low cost or disposed as low-level waste.”50 This latter option would require further downblending to 0.9 wt % 235U.
A more speculative option is for the enriched uranium’s transfer to DOE’s Pu-disposition program.51 The depleted uranium recovered from treatment of the EBR-II blanket fuel is currently limited to indefinite storage or disposal as a transuranic (TRU) classified waste.52
Finding: The current alternatives for disposition of uranium recovered from EBR-II fuel by electrorefining are limited to indefinite storage or speculative schemes for disposal.
Recommendation: The DOE should evaluate and select among these existing options for the disposition of recovered uranium in a timely manner so that the overall impacts of the EMT approach can be assessed.
















