
1
Introduction
At the request of the U.S. Department of Energy (DOE), the National Research Council (NRC) empanelled a committee (see Appendix A for membership) to provide an independent technical review of alternatives to the discontinued in-tank precipitation (ITP) process for treating the high-level radioactive waste (HLW) stored in tanks at the Savannah River Site (SRS)1. In this chapter the committee presents background information on the high-level waste program at SRS, the origin of the cesium removal problem, processes for cesium removal, and preliminary recommendations from the committee's interim report on this study (National Research Council, 1999b; see Appendix B). Since the interim report was issued, the committee has sought clearer, more definitive answers to the questions and concerns it identified in that report.
Under the statement of task for this study, the committee reviewed the DOE work to identify alternatives for separating cesium from high-level waste at the Savannah River site. This review addressed the following four charges from DOE:
-
Was an appropriately comprehensive set of cesium partitioning alternatives identified and are there other alternatives that should be explored?
-
Was the process used to screen the alternatives technically sound and did its application result in the selection of appropriate preferred alternatives?
-
Are there significant barriers to the implementation of any of the preferred alternatives, taking into account their state of development and their ability to be integrated into the existing SRS HLW system?
|
1 |
Throughout this report the committee uses the term “Savannah River Site” (abbreviated “SRS”) in general to identify the site and those working within it. A specific reference will be used when appropriate to address another particular site or group (e.g., Oak Ridge National Laboratory, Westinghouse Savannah River Company, or Savannah River Technology Center). |
-
Are the planned research and development (R&D) activities, including pilot-scale testing, adequate to support implementation of a single preferred alternative?
BACKGROUND ON THE HIGH-LEVEL WASTE PROGRAM AT SAVANNAH RIVER
During and immediately following the Second World War, the U.S. Government established large industrial complexes at several sites across the United States to develop, manufacture, and test nuclear weapons. One of these complexes was established in 1950 at SRS to produce isotopes, mainly plutonium and tritium, for defense purposes. The site is located adjacent to the Savannah River near the Georgia-South Carolina border and the city of Augusta, Georgia (Figure 1.1), and comprises an area of about 800 square kilometers (~300 square miles).
The SRS is host to an extensive complex of facilities that included fuel and target fabrication plants, nuclear reactors, chemical processing plants, underground storage tanks, and waste processing and immobilization
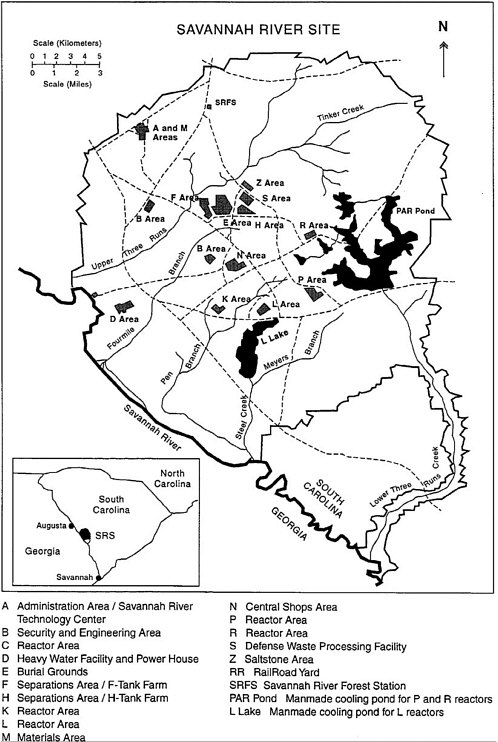
FIGURE 1.1 Location and layout of the Savannah River Site. SOURCE: U.S. Department of Energy.
facilities. Plutonium and tritium were produced by irradiating specially prepared metal targets in the nuclear reactors at the site. After irradiation, the targets were transferred to the F Canyon or H Canyon, where they were processed chemically to recover these radionuclides. This processing resulted in the production of large amounts of highly radioactive liquid waste, known as high-level waste, that, after treatment with caustic, is being stored in two underground tank farms at the site (in the F Tank Farm and H TankFarm). DOE has the responsibility for waste management at SRS and has implemented a program to stabilize this HLW and close the tank farms. A simplified schematic representation of the tank waste processing system at SRS is shown in Figure 1.2.2 This system comprises the major components; (a) waste concentration and storage, (b) radionuclide immobilization, (c) extended sludge processing, (d) salt processing, and (e) salt disposal.
Waste Concentration and Storage
The high-level waste resulting from operations in the F and H Canyons is currently being stored in 48 underground carbon-steel tanks3 in the F and H Tank Farms. The tanks range in size from about 3 million to 5 million liters (750,000 to 1.3 million gallons). The HLW was made alkaline with sodium hydroxide (NaOH) and formed a caustic sludge before being transferred to the tanks to reduce corrosion of the carbon steel primary containment. Consequently, the waste has a high pH (>14) and a high salt (especially sodium) content. A summary of the SRS tank wastes is shown in Table 1.1, and Table 1.2 reports key waste components for the individual tanks4.
Approximately 400 million liters (100 million gallons) of HLW were produced at SRS since operations began in the 1950s, but this volume has been reduced to about 130 million liters (34 million gallons) by removal of excess water through evaporator processing operations. About 10 percent of
|
2 |
The flow charts shown in Figure 1.2 and others throughout this report are schematic and not intended to be quantitative. Since none of the chemical processes discussed is 100 percent efficient, each of the separation steps is shown to leave behind some of the radionuclides that were to be removed. Similarly, chemical separations are never completely specific for a given radionuclide, so the flow charts show that some of each species present is removed in a given operation. Finally, the sequence of operations shown is somewhat arbitrary, corresponding to that proposed by SRS, but other sequences are possible. For example, cesium removal may precede or follow strontium and actinide removal, or several separations may be combined into a single step (see Chapter 8). |
|
3 |
There are 51 tanks in the F and H Tank Farms; of those, four are process tanks not being used for storage, two have been filled with grout, and one is empty. |
|
4 |
The data used to prepare these tables are from the Savannah River Waste Characterization System database and were provided to the committee by representatives at Westinghouse Savannah River Company in a specially prepared document (Fowler, 2000). According to SRS, these data represent the site's best-available knowledge about the contents of the HLW tanks. The committee cannot verify the accuracy of these data and notes that some of the data appear to be of questionable quality. |
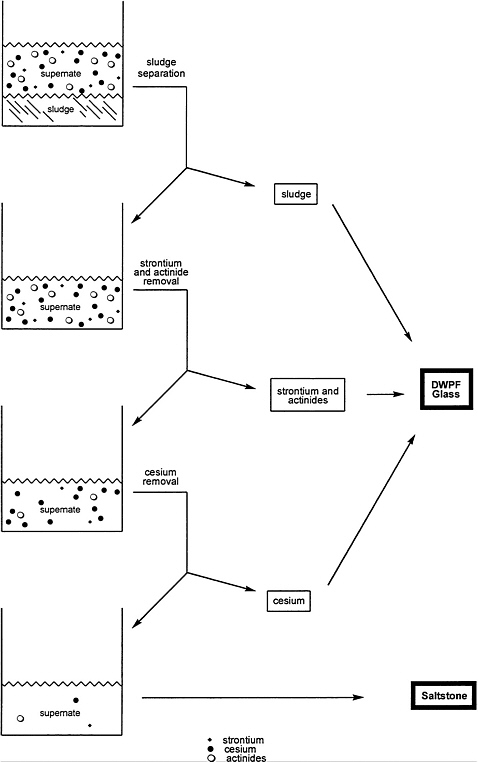
Table 1.1 Characteristics of High-Level Waste Tank Waste at Savannah River Site
|
Sludge |
Saltcake |
Free Supernateb |
Total Soluble |
Total |
|
|
Volumea (106 L) |
9.4 |
58.4 |
65.5 |
na |
133 |
|
Dry mass (106 kg) |
2.5 |
22.4 |
na |
na |
na |
|
Cesium-137 (106 Ci) |
5.9 |
88.8e |
95c |
95c |
|
|
Strontium-90 (106 Ci) |
98d |
0.03e |
0.03 |
98 |
|
|
Total Alpha (106 Ci) |
3.6d |
0.1e |
0.1 |
3.7 |
|
|
a Both sludge and saltcake contain interstitial supernate, assumed to have the same concentrations of radionuclides as the free supernate. b Does not include the interstial supernate in sludge (5.7 × 106 L) and saltcake (13 × 106 L). c SRS estimates that 90-95% of the cesium in the sludge will dissolve during sludge washing. d SRS estimates that 90Sr and alpha components of sludge will remain insoluble during washing. e Estimates reflect the sum of radionuclides for saltcake and free supernate. SOURCE: Data from Fowler (2000). |
|||||
the waste by volume is in the form of a water-insoluble precipitate, or sludge, that contains most of the actinides (i.e., uranium as well as transuranic elements) and strontium-90. This sludge was formed by natural settling and by precipitation when NaOH was added to the waste. The remaining waste consists of solid sodium salts (saltcake) and an aqueous solution (saturated with sodium salts) called supernate. The supernate contains approximately 95 percent of the cesium in the tank waste, as well as minor amounts of actinides. The saltcake, produced by crystallization after the alkaline waste was processed through evaporators to remove excess water, will dissolve when additional water is added during waste processing. The saltcake and sludge contain substantial quantities of supernate within their mass; this interstitial supernate corresponds to about half of the total supernate in the tanks. Altogether, approximately half of the total radioactivity in the tanks resides in insoluble form in the sludge and half is either dissolved or expected to dissolve during processing of the tank waste.
Radionuclide Immobilization
The Defense Waste Processing Facility (DWPF) was constructed to immobilize radioactive waste in borosilicate glass for eventual shipment to and disposal in a geological repository. The glass-making process is referred
TABLE 1.2 Waste Volumes and Principal Radionuclide Contents of High-Level Waste Tanks at the Savannah River Site
to as vitrification. This glass is produced by combining the processed HLW (the processing operations are discussed below) with specially formulated glass frit and melting the mixture at about 1150 °C. The molten glass is then poured into cylindrical stainless steel canisters, allowed to cool, and sealed. The DWPF canisters are about 60 centimeters (2 feet) in diameter and about 300 centimeters (10 feet) in length and contain about 1,800 kilograms (4,000 pounds) of glass. About 700 canisters have been produced to date, and SRS estimates that a total of about 6,000 canisters would be produced by 2026, when the tank waste processing program is planned to be completed. These canisters are to be stored at the site until a permanent geological repository is opened and ready to receive them.
Extended Sludge Processing
Extended sludge processing would be used to prepare the sludge portion of the tank waste for processing into glass. The sludge is removed from the tanks by hydraulic slurrying and washed to remove aluminum and soluble salts, both of which can interfere with the glass-making process. The washed sludge is transferred to the DWPF for further processing before being incorporated into glass. Sludge processing, part of the four alternatives discussed in this report, would result in immobilization in glass of nearly all of the strontium and actinides from the tanks.
Salt Processing
Salt processing would be used to remove much of the radionuclides from the HLW salt for eventual vitrification. The salt is to be redissolved and transferred out of the tanks. It would then be mixed with a sorbent to remove any remaining actinides (mainly uranium and plutonium) and strontium. The currently planned sorbent is monosodium titanate (MST). The solution will then be subjected to another (and as-yet undetermined) process to remove cesium. This processing step, along with strontium and actinide removal, are the foci of the present study. The separated actinides, strontium, and cesium would be washed to remove soluble salts and sent to the DWPF for immobilization. Even for the direct grout option, soluble actinides and strontium would be removed by MST treatment, leaving cesium in the aqueous stream.
Salt Disposal
A variety of secondary waste streams are formed during the processing operations described above. Some of these waste streams are recycled back to the tanks, some are recycled within the various processing operations, and yet other wastes are treated and stabilized for burial. Most no-
tably, the “decontaminated” salt supernate (i.e., the solutions remaining after actinide, strontium, and cesium removal) would be disposed of onsite in a waste form known as saltstone. The residual solutions are classified as “incidental waste” from the processing of HLW. Saltstone is created by mixing the residual salt solutions with fly ash, slag, and portland cement to create a grout slurry. This slurry is then poured into concrete vaults, where it cures (solidifies) and is eventually covered with soil. The saltstone contains small quantities of some radionuclides (e.g., cesium-135 and -137, having half-lives of about 2 million years and 30 years, respectively), as will be discussed in Chapter 7. The Saltstone Production Facility is permitted by the South Carolina Department of Health and Environmental Control as a waste water treatment facility. The saltstone vaults are designed as a controlled release landfill disposal site. The operating permit limits the average concentrations of radioactive contaminants to the limits specified by the U.S. Nuclear Regulatory Commission for Class A Waste in 10 CFR 61. In the direct grout disposal option, which is discussed below, cesium also would be immobilized in the grout, possibly resulting in increased concentrations of radionuclides up to the limits of Class C waste.
At present, SRS is processing sludge from the tanks to make glass at the DWPF. The current HLW processing schedule calls for the salt solutions to be treated to recover the actinides, strontium, and cesium, beginning about 2008. The 2008 schedule has been proposed to maintain operations at the DWPF and to ensure that there is sufficient space in the tank farms to continue operations at the site.5 To meet this schedule, however, SRS must develop, test, and implement a process for removing actinides, strontium, and cesium from the radioactive salt in the tanks.
ORIGIN OF THE CESIUM REMOVAL PROBLEM
As noted above, SRS planned to remove actinides, strontium, and cesium from the salt solutions in two processing steps. First, actinides and strontium were to be removed by mixing the salt solutions with MST, resulting in the sorption of actinides and strontium. The product of this reaction could be removed from the salt solutions by filtration for subsequent processing and immobilization. Subsequently, the removal of cesium from the salt solutions would be accomplished by a yet-to-be-chosen process from among precipitation, ion exchange, or solvent extraction processes.
In the late 1970s and the 1980s, SRS developed a process for removing cesium from salt solutions through a precipitation reaction involving sodium tetraphenylborate (NaTPB) and cesium to form cesium TPB (CsTPB):
|
5 |
At present, the F and H Tank Farms have about 2.6 million liters (700,000 gallons) of empty space. SRS is reevaluating its long-term tank space needs. |
SRS refers to this process as “in-tank precipitation.” The NaTPB was to be added directly to a large waste tank to produce a cesium-bearing precipitate. SRS undertook an ITP pilot project in 1983 to demonstrate proof of principle. The process removed cesium from the salt solution, but it also resulted in the generation of flammable benzene from radiolytic reactions and possibly from catalytic reactions with trace metals in the waste.
In September 1995, SRS initiated ITP processing operations in a tank that contained about 1.7 million liters (450,000 gallons) of salt solutions. The operations were halted after about 3 months because of higher-than-expected rates of benzene generation. SRS staff then initiated a research program to develop a better understanding of the mechanisms of benzene generation and release. They also considered possible design changes to handle the benzene during processing operations and catalyst poisoning strategies. In 1996, the Defense Nuclear Facility Safety Board (DFNSB) issued Recommendation 96-1, urging DOE to halt all further testing and to begin an investigative effort to understand the mechanisms of benzene formation and release with the following recommendation (Defense Nuclear Facilities Safety Board, 1996; see Appendix F):
The additional investigative effort should include further work to (a) uncover the reason for the apparent decomposition of precipitated TPB in the anomalous experiment, (b) identify the important catalysts that will be encountered in the course of ITP, and develop quantitative understanding of the action of these catalysts, (c) establish, convincingly, the chemical and physical mechanisms that determine how and to what extent benzene is retained in the waste slurry, why it is released during mixing pump operation, and any additional mechanisms that might lead to rapid release of benzene, and (d) affirm the adequacy of existing safety measures or devise such additions as may be needed.
Investigations by SRS in 1997 uncovered the possible role of metal catalysts in the benzene formation process. SRS concluded, however, that both safety and production requirements could not be met, which led to the suspension of operations altogether in early 1998. At the time of suspension, SRS had spent almost a half billion dollars to develop and implement the ITP process.
IDENTIFICATION OF PROCESSES FOR CESIUM REMOVAL
In March 1998, Westinghouse Savannah River Company (WSRC) formed a systems engineering team to identify alternatives to the ITP process for separating cesium. This team undertook a literature and patent screening
procedure to identify currently known processes, followed by a system of analyses by panels of experts to reduce the number of alternative processes to four. The selection procedure is discussed and evaluated in Chapter 2.
Strontium/Actinide Removal by MST
In all four of the final candidate processes for cesium separation, prior removal of strontium and actinides is viewed by SRS as a requisite process. At present, the use of MST is the method of choice. Some technical uncertainties remain to be resolved, of which the major ones are the kinetics of sorption on MST and the amount of titanate acceptable for proper quality of the vitrified waste form. Work to address these concerns and consideration of alternative processes are discussed in Chapter 3.
Tetraphenylborate Precipitation Process
The ITP developed by WSRC removes cesium from HLW supernates by precipitation with tetraphenylborate ion, [B(C6H5)4]- (TPB). Sodium TPB is a reagent used for analyzing for the potassium ion based on the insolubility of potassium TPB (KTPB). The 200-fold lower solubility of cesium TPB (CsTPB) can provide decontamination factors (DF) from the salt as high as 105 to 106 and the mixed CsTPB/KTPB precipitate is typically in a form that is easily filtered. On average, SRS HLW contains sodium ions (approximately 5 molar), potassium ions (approximately 0.03 molar), and cesium ions (approximately 0.00025 molar).
HLW treatment, including the removal of cesium-137, involves separation of selected radioactive components and their subsequent immobilization in a borosilicate glass at the DWPF. To prevent organic material from being fed to the DWPF melters, the CsTPB/KTPB precipitate must be treated to remove more than 90 percent of the phenyl (C6H5) groups bound to the boron. Thus, a precipitate hydrolysis process (PHP) was developed to hydrolyze the TPB using formic acid in the presence of a copper catalyst. The hydrolysis products are benzene, which is removed by evaporation and incineration, and an aqueous solution containing 137Cs+, B(OH)3, and K+ ions. An attractive feature of TPB is its susceptibility to catalytic decomposition downstream. The present status of ITP and an analysis by this committee of the small tank TPB process is discussed more fully in Chapter 4.
Crystalline Silicotitanate Ion Exchange
Ion exchange has been in commercial use for over 100 years to remove ions from aqueous solutions, for example, to make deionized water. In most applications the separated ions are eluted from the ion exchange ma-
terial, for example, using a dilute acid, the eluted ions are concentrated, and the ion exchanger is reused over and over. Although this technology is well established, ion exchange for cesium removal from high-level waste at SRS and other DOE sites poses challenges. The ion exchange material must withstand both high alkalinity and high radiation fields and must be very selective for cesium in the presence of much higher concentrations of the chemically related sodium and potassium ions. A promising material for use by SRS to remove cesium is crystalline silicotitanate (CST), developed by Sandia National Laboratory and Texas A&M University, based on work performed on amorphous hydrous titanium oxide in the 1960s and 1970s at Sandia. It was developed as an ion exchange medium known as “TAM-5” at Sandia and Texas A&M under the auspices of the DOE Environmental Management's (EM's) Office of Science and Technology. In 1992, UOP of Des Plaines, Illinois, commercialized the material under the names of “IONSIV® IE-910” for the powdered form and “IONSIV® IE-911” for the engineered form.
CST has received considerable attention because of its promise as an ion exchange material for nuclear waste applications. The material has a high selectivity for Cs+ in salt solutions over a large portion of the pH range from acidic to basic solution, and exhibits high stability to radiation as well. CST is also unusual in that cesium is difficult to remove from the material (i.e., it is nonelutable and the CST cannot be reused). As a result, CST must be incorporated into the HLW stream along with the radionuclides, and the stability of borosilicate glass with higher concentrations of titanium is an issue that must be addressed. This and other aspects of the CST process are described in Chapter 5.
Caustic Side Solvent Extraction
A typical solvent extraction process includes four steps. First, a feed stream is contacted with a solvent that is virtually insoluble in the stream. During this contact, one or more components of the stream transfer to the solvent, while other components do not. The loaded solvent, scrubbed to remove minor contaminants and leaving relatively clean solvent plus the component(s) to be finally recovered, is sent to a stripping operation where the component(s) to be recovered is(are) removed. The stripped solvent may then go to a solvent-recovery step, in which it is cleaned prior to returning to the first step. In such a process, very high removals of extracted components often can be attained.
Solvent extraction has had a long history of successful use in the nuclear industry for such operations as spent fuel reprocessing and plutonium recovery. This history includes long periods of time in which solvents of various organic species have been exposed to high-radiation fields without experiencing catastrophic degradation rates. Solvent extraction operations usually consist of selectively transferring components from an aqueous, acidic stream into the organic stream. A second aqueous stream of somewhat dif-
ferent composition is often used to strip the solvent and concentrate the extract. For the SRS application, the solvent extraction process must remove approximately 99.998 percent of the cesium (a decontamination factor, or DF, of 50,000) from an aqueous, tank-waste feed stream. The raffinate aqueous stream, thus purified of cesium, would be sent to the SRS saltstone facility, and the extract, concentrated in cesium by about an order of magnitude is sent to the DWPF.
In spite of the problems associated with developing an extractant system, which is highly selective for cesium as well as thermally, chemically, and radiologically stable, there are several potential advantages for such a process at SRS. The possible use of one promising system is discussed in Chapter 6.
Direct Disposal in Grout
Direct disposal of the tank waste following removal of strontium and actinides is very similar to the saltstone process that was to have been used to dispose of the salt solutions from ITP operations as low-level incidental waste. Although it is a rather mature technology and has already been demonstrated at the site for less radioactive salt solutions, the degree of retention of cesium may not satisfy regulatory requirements. These and other concerns over this disposal option are addressed in Chapter 7.
RECOMMENDATIONS FROM THE COMMITTEE'S INTERIM REPORT
In October 1999, the NRC Committee on Cesium Processing Alternatives for High-Level Waste at the Savannah River Site issued an interim report (National Research Council, 1999b; see Appendix B) that provided a preliminary assessment of the process by which the final alternatives were selected by the SRS. Although the committee noted in that report that it did not yet have enough information to address fully the committee's stated task, it reached several conclusions relative to that task and offered several recommendations based on the information gathered to that time.
As Task 1, the committee had been asked to evaluate the screening process used by SRS to identify alternatives for cesium removal from the SRS HLW tanks. The committee's preliminary impression was that the screening process did result in the identification of several potentially viable alternative processing options, although it was difficult to determine at that point the thoroughness and objectivity of the process.
The committee's Task 2 was to review the selection of the final four options and their appropriateness to the problem. The committee could provide only a cursory evaluation of the list of 18 alternative processing options developed by the SRS High-Level Waste Salt Disposition Systems Engi-
neering Team. However, it noted that these options included the approaches known to committee members to be useful for processing cesium-bearing alkaline salt solutions, and it concluded that no obvious major processing options had been overlooked in the screening process.
For Task 3, regarding identification of any significant barriers to the implementation of the final four options selected for cesium processing, the committee concluded that any of these four alternative processes probably could be made to work if enough time and funding were devoted to overcoming the remaining scientific, technical, and regulatory hurdles.
In response to Task 4, to comment on the adequacy of the planned research and development activities for the final four alternative processes, the committee observed that “R&D resource allocations for the four alternative processing options have been markedly inequitable. ” This funding disparity explains in part the different levels of technical maturities of the four processing options, independent of their likelihood of success. The committee also stated that its discussions with SRS staff and contractors gave a strong impression that the primary contractor at SRS, WSRC, failed to pursue R&D on any option for cesium removal but small tank using tetraphenylborate precipitation. The committee also observed that SRS did not even appear to have a well-developed R&D plan for the small tank TPB precipitation and the CST ion exchange options as no written R&D plans for any of these options were available, nor was the committee given any description of a R&D program for these options.
In regard to the “front end” option of strontium and actinide removal by MST, the committee noted that some technical questions needed to be resolved before this process could be implemented successfully at SRS. However, SRS did appear to be conducting R&D to answer these questions. A committee concern was the apparent lack of options identified should MST prove to be inadequate. It is noted that review of the front-end processing was not part of the requested tasks for the committee; however, the process is so related to and interactive with all of the cesium separation options that the committee concluded that review and evaluation of the MST process should be included in its report.
In its interim report (National Research Council, 1999b), the committee made the following recommendations:
-
SRS should pursue vigorously one primary and several backup options for processing the cesium-bearing salt solutions at Savannah River until the remaining technical and regulatory issues are resolved.
-
SRS should continue its efforts to address the remaining technical questions concerning reaction kinetics of the MST process for front-end removal of actinides and strontium from the tank wastes and proceed to pilot-scale testing as soon as possible.
-
SRS should develop and implement a vigorous, well-planned, and adequately funded R&D program to address the remaining scientific hurdles with the small tank TPB precipitation process.
-
A vigorous, well planned, and adequately funded R&D effort should be undertaken to address the remaining scientific hurdles with the CST ion exchange option.
-
A vigorous, well planned, and adequately funded R&D effort should be undertaken to address the remaining scientific and technical hurdles with the caustic side solvent extraction option.
-
SRS and DOE should undertake a vigorous program to determine the regulatory acceptability of the direct grout option through discussions with relevant staff at DOE, the U.S. Nuclear Regulatory Commission, the U.S. Environmental Protection Agency, and the South Carolina Department of Health and Environmental Control.
In fact, these recommendations formed the basis for further information gathering and analyses by the committee during this study, leading to the recommendations presented in Chapter 8.
GENERIC ISSUES
Two distinct categories of generic issues are related to treatment of the stored nuclear wastes at SRS; those issues that are overriding and must be treated independently, and those that are repetitive and must be treated in each of the detailed parallel topics of this report. The generic issues in the first category include the need to analyze (1) the SRS waste treatment process as a complete system, and (2) the MST process as an integral part of all the alternatives under consideration. Those in the second category of generic issues include the need to direct attention to (1) barriers to implementation, (2) R&D requirements, (3) adequate demonstration, (4) conformance to SRS schedules, (5) assurance of a minimum risk of failure, (6) reasonable cost, (7) sensible accommodation to existing facilities, and (8) implementation with the overall system. These topics are not completely independent, but each introduces distinct considerations and subsequent constraints.
Known barriers to implementation vary in nature, including those describable with the following adjectives: regulatory, technical, safety, and economic. Different concerns are associated with the different alternatives; that is, grout faces the most formidable regulatory barriers but is the most mature technically, while solvent extraction has fewer regulatory barriers but is the least mature technically. The TPB and front end strontium and actinide removal MST processes have no particular regulatory barriers. Safety concerns are a necessary aspect of the decision in selection among the alternatives for cesium treatment and must be included in the evaluation of any competing process.
Economic analysis results and cost must also be factors that are considered in the final selection process. The need for R&D is far from uniform across the alternatives; some are almost ready for pilot plant demonstrations, while others require significantly more R&D. Ultimately, prior to a final choice of the process to use, sufficient development needs to be conducted to bring
each alternative process to a level of maturity such that an informed comparison and evaluation can be made among all alternatives. Such an analysis must consider whether each alternative could be successfully implemented and what potential barriers might remain to be overcome. The proposed R&D must be focused on the development pathway and include appropriate decision points. Pilot scale demonstrations, including adequate hot operations using actual representative radioactive waste from the tanks, are critically important for process evaluation. Two economic as well as technical issues that will require constant attention as the R&D program proceeds are minimizing the risk of process failure and careful analyses of opportunities to continue use of existing facilities and resources for research and operations. Further, as noted above, no demonstration or accommodation is complete without consideration of the total waste management system. Whereas SRS schedules may be undergoing change at any point in time, it is necessary that proposed evaluation, R&D, and demonstration schedules correspond as well as possible with the time requirements imposed by SRS for implementation of the waste treatment.















