
4
Parsons/Honeywell Technology Package
DESCRIPTION OF THE PROCESS
Introduction and Overview
The Parsons/Honeywell team includes Parsons Infrastructure and Technology Group, Inc.; Honeywell, Inc.; the Illinois Institute of Technology Research Institute (IITRI); and General Atomics, Inc. The team uses the acronym WHEAT (water hydrolysis of explosives and agent technology) to denote its technology package for the demilitarization of assembled chemical weapons. The process proposed for disposal of the stockpile at the Pueblo Chemical Depot includes seven basic operations:
-
The Army’s baseline disassembly process, with modifications, to separate agent, energetics, and metal parts.
-
Batch hydrolysis of mustard agent (HD and HT).
-
Batch hydrolysis of energetics.
-
Biological processing, followed by evaporation/ crystallization, to convert the hydrolysis products to liquids or solids acceptable for discharge to the environment or liquids acceptable for recycling. Biological treatment is done in the immobilized-cell bioreactor (ICB).
-
Thermal treatment in the batch metal parts treater (batch MPT) or the rotary metal parts treater (rotary MPT) to decontaminate metal parts to 5X.
-
Heat treatment in the continuous steam treater (CST) to decontaminate dunnage to 5X.
-
Catalytic oxidation for cleansing process gas discharges from the plant and activated carbon filtration for some or all of the off-gas streams.
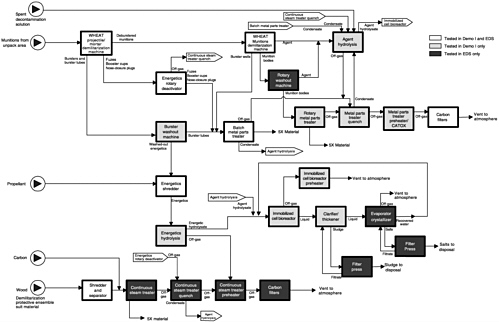
A block flow diagram for the Parsons-Honeywell technology package is presented in Figure 4–1, and a detailed description of the package follows.
Disassembly of Munitions and Removal of Agent and Energetics
The munitions to be processed from the Pueblo Chemical Depot stockpile are listed in Table 1–2. The Parsons/ Honeywell process is designed with the expectation that onsite containers, such as those used to transport munitions from the Deseret Chemical Depot storage area in Utah to the adjacent disposal facility at Tooele, will not be used (Parsons, 2000b). Instead, modified ammunition vans (MAVs) are used to transport munitions from the storage area to the disposal facility. Moreover, the Parsons/Honeywell technology package does not include a container-handling building. Munitions are transported from the depot storage igloos directly to the on-site munitions storage building (MSB) and from there to the unpack area (UPA) in the munitions demilitarization building (MDB) (Parsons, 2000c). Munitions disassembly involves the following areas and systems:
-
MSB (buffer storage area) and a UPA
-
WHEAT projectile/mortar disassembly (WPMD) machine
-
WHEAT multipurpose demilitarization machine (WMDM)
-
energetics rotary deactivator (ERD)
-
burster washout machine (BWM)
-
energetics shredder
-
projectile rotary washout machine (RWM)
The normal sequence of events for disassembly can be summarized as follows. Munitions are removed from their pallets or boxes in the UPA and, if they contain no propellant, are conveyed into the explosion containment room (ECR), where the WPMD machine begins disassembly. Bursters and burster tubes are removed and sent to the BWM, where energetics are removed and fed to the energetics shredder. The shredded energetics are then sent to the ener-
getics hydrolysis system. Fuzes, burster cups, and nose-closure plugs are also removed in the WPMD and are fed to the ERD. The deburstered munitions from the WPMD are sent to the WMDM, where the burster wells are removed and the agent is drained to the agent storage tank. The burster wells are fed to the batch MPT for 5X treatment, and the munition bodies are sent to the projectile RWM. Any residual mustard is removed from the agent cavity by washing with high-pressure water jets in the RWM, and the washed bodies are sent to the rotary MPT. The spent wash solution from the projectile RWM is sent to the agent hydrolysis system. More complete descriptions of these operations follow.
Buffer Storage Area and Unpack Area
Because nighttime transport of munitions from depot storage to the plant site will not be allowed, 24 hours of buffer storage capacity for incoming munitions will be provided in the MSB. If thawing of the mustard agent in the incoming munitions is necessary, it will take place in the MSB (winter and summer design temperatures for the Pueblo facility are -20°F and 97°F [-29°C and 36°C], respectively). Munitions that have been identified as leaking chemical agent (leakers) will not be included in the normal feedstock retrieved from the storage igloos. Known leakers will be processed separately, as they are at baseline system facilities. However, during the energetics removal process, especially upon removal of the burster tube, a leak may be detected or may develop. In such cases, the munition is to be decontaminated, overpacked, and moved to a separate area for further processing. In the UPA, propellant-free munitions delivered from storage igloos are removed from their pallets.
Pallets of boxed munitions that contain propellant are also unpacked in the UPA (Parsons, 2000c). Munitions are then moved to the propellant removal room (PRR), where the munition inside its fiberglass container is placed in a glove box and monitored for agent. If agent is detected, the munition is overpacked and sent back to the depot for storage and will be demilitarized in a separate campaign. If agent is not detected, the munition is removed from the container and moved to one of four stations, where the propellant is removed; in the case of 4.2-inch mortar rounds, both the propellant and the ignition cartridge are removed. The propellant is temporarily stored in a propellant storage room and eventually returned to the depot for storage. The propellant-free munition is either returned to the depot for storage or returned to the UPA for disassembly in the ECR.
Projectile/Mortar Disassembly
Projectiles are disassembled in individual campaigns for each caliber of munition by the WPMD, an eight-position, rotating table machine with five main stations. The WPMD removes the nose-closure/lifting ring or the fuze (for 105-mm projectiles and mortars, respectively). Fuzes with booster cups are removed and punched by the WPMD to expose the explosive. The 4.2-inch mortar has a steel burster well attached to the fuze by a threaded connection. The WPMD unscrews and removes this assembly and then extracts the burster from the burster well. For all other projectiles, the burster in its metal casing is removed from the burster well by another WPMD station. The bursters are fed to the BWM; mortars and projectiles that have had their bursters removed are fed to the WMDMs in the munitions demilitarization machine (MDM) room. The nose-closure parts, fuzes, booster cups, and miscellaneous parts are fed to the ERD.
Energetics Rotary Deactivator
When the ERD receives the fuzes, booster cups, and miscellaneous parts from the WPMD, it heats them until they are deenergized (i.e., until they deflagrate or detonate). The shell of the ERD is maintained at 1,250°F (677°C) by electric-induction heating, and the parts are heated to 650°F (343°C) in about 5 minutes. One ERD is located in each of the two ECRs. The deenergized fuzes and booster cups then exit the ERD onto a conveyor that moves them to the batch MPT for 5X decontamination. Before exiting the ECR, washed burster tubes from the BWM are added to the same conveyor. In the parts transfer area, the conveyor material drops into a container, which is placed on the batch MPT conveyor by a pick-and-place machine. En route to the batch MPT, the containers stop to receive burster wells that have been removed at the WMDM.
During campaigns for 155-mm projectiles, the lifting lugs are fed to the ERD. At those times, the ERD is used only to move materials, and the induction heating coils are not activated. The vent gases from the ERD are sent to the MPT quench tower.
Burster Washout Machines
Bursters from the mortars and projectiles are fed into the BWMs by a pick-and-place machine and processed in the BWMs to wash out all explosives (Parsons, 2000c). There is one BWM in each ECR (total of two). The BWM has a rotary carousel with multiple receptacles. Bursters are aligned with a multinozzle water-jet washout probe on the BWM so that the jet cuts into the explosive charge axially from the open end. The water jet, which contains no abrasive, is injected at about 12,000 psi, although lower pressures of 2,000 to 3,000 psi are being considered. When the jet reaches the end of the burster tube, the water-jet probe is withdrawn. The washed burster tubes are discharged from the BWM one at a time onto a conveyor for transport to a container-loading station in the parts transfer area and then conveyed to the batch MPT for 5X decontamination.
The washout water from the BWM entrains the explosive particles and washes them out of the burster casing. The par-
ticles and water pass through a low-speed shredder that reduces all particles to <0.25 inch in diameter, which facilitates the transport of the resulting slurry to the hydrolysis reactors and lowers hydrolysis reaction residence time. The slurry is discharged from the shredder to a collection tank. From there, it is pumped to the hydrolysis reactors.
Multipurpose Demilitarization Machine
The agent-accessing process in the Parsons/Honeywell EDP is a new design that has a WMDM and an RWM (Parsons, 2000c). The WMDM functions much like the baseline system MDM but is designed to contain agent spillage, which sometimes occurred during disposal operations at JACADS when the projectile burster wells were pulled.
The Parsons/Honeywell munitions-processing scheme is also intended to solve the problem of draining partially solidified agent, which has been found in mustard-filled munitions. Draining of mustard-filled munitions at JACADS was problematic because of the presence of an unpredictable quantity of degradation products in the form of mustard sludge/solids. The first operation of the WMDM is removal of the burster well by a pull station that has a cylindrical containment/splash-guard attachment to contain spillage. The burster wells removed from the munitions bodies are placed in the energetics parts containers for processing in the batch MPT. The WMDM has a station for cutting through the casing wall in the eventuality of a failed pull operation. The baseline draining station has been replaced in the Parsons/Honeywell design with a tilt-and-drain station to remove agent that is liquid. The drained casings are then fed forward to the projectile RWM, where sludge and solids are removed. The drained agent is then collected and transferred to agent storage tanks in the toxic cubicle.
Projectile Rotary Washout Machine
The solid heel or sludge that remains inside the munitions casing is washed out in the projectile RWM using recirculated wash water through high-pressure water jets (Parsons, 2000c). The optimum temperature for the water-jet washout of munitions has not yet been determined, but the guideline is to keep the water temperature low so the bulk of the mustard materials inside the munitions are washed out with minimal hydrolysis of the mustard. Parsons expects the temperature to be between 16 and 43°C (60 and 110°F) (Parsons, 2000d). The washout solution is acidic to minimize agent hydrolysis.
The agent washout slurry is then allowed to settle. The supernatant water, which contains dissolved thiodiglycol and hydrochloric acid, is recycled to the water-jet probes. A wash-water purge stream is mixed with fresh make-up water in an approximate ratio of 1:3 (wash-water purge: fresh water) and fed to the hydrolyzers. The settled material, anticipated to be 90 percent mustard, is removed and sent to the holding tank for agent concentrate in the toxic cubicle.
The washed munitions, which are expected to have no more than 2 volume percent agent in the cavity, are delivered to a conveyor and moved through an airlock to the loading device of the rotary MPT. Each munitions-processing line has its own RWM.
Hydrolysis of Agent and Energetics
Hydrolysis of Agent
A flow diagram of agent neutralization in the Parsons/ Honeywell WHEAT process is shown in Figure 4–2. Drained agent from the WMDM, agent concentrate from the projectile RWM, MPT condensate, CST condensate, and spent decontamination solution from the agent and energetics hydrolyzers are stored in three cubicles in the MDB. Up to 5,300 lb of agent is stored in a 500-gallon tank. A 1,300-gallon tank is also available but is intended for emergency use only. Agent concentrate (up to 4,680 lb of mustard as a nominal 90 weight percent mustard solution) is stored in another 500-gallon tank. These three tanks are in the toxic cubicle. The MPT and CST condensate streams, which are the purge streams from the MPT and CST quench towers, are stored in two more tanks, each with a 6,800-gallon storage capacity. Once these streams have been shown to be free of agent, they are sent to the agent hydrolysate tank. If agent is present, they are sent to the agent hydrolyzers. The tanks holding condensate provide about 24 hours of buffer storage. The spent decontamination solution is sent to the agent hydrolysis reactors.
The hydrolysis of agent is carried out in three identical agent-neutralization rooms (Parsons, 2000c). Each room contains two agent-hydrolysis reactors and one holding tank for spent decontamination solution. The agent hydrolyzers are used to destroy agent drained from the WMDM, agent concentrate from the projectile RWM, and any agent in the spent decontamination solution. They are also used to destroy agent in the MPT/CST condensate, if any has been detected.
Agent from the holding tank in the toxic cubicle (drained agent) is pumped, along with hot water, through a staticmixer eductor, which disperses the agent in the water. The dispersion is pumped to a well-stirred 2,520-gallon (1,525-gallon working capacity) reactor lined with polyvinylidene fluoride and jacketed with hot water. The reactor is partially filled with hot water at 90°C (194°F) (titanium reactors are being considered as alternatives to PVDF-lined reactors). The agent concentration in the reactor is approximately 4 percent. The agent feed rate is controlled to maintain an excess of water, which prevents the formation of sulfonium salts that would slow the hydrolysis and give rise to additional by-products. As the agent reacts with water, hydrochloric acid is produced, which lowers the pH to about 2.
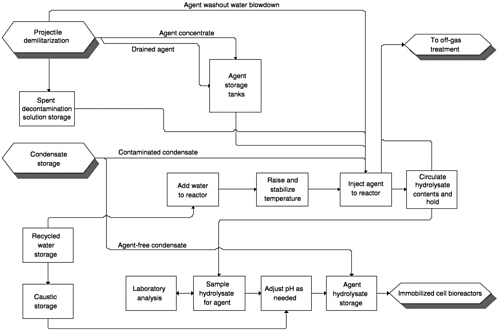
FIGURE 4–2 Agent hydrolysis process. Source: Adapted from Parsons, 2000a.
The reaction time is about 2.5 hours. Because the reaction is exothermic, heat is removed through a jacket and an external loop with a heat exchanger. Upon completion of the reaction, 18 percent sodium hydroxide is added to adjust the pH to between 10 and 12, preventing the reforming of agent. The hydrolysate is then transferred to the hydrolysate tank.
The reactor is maintained at 90°C (194°F) during hydrolysis and blanketed with nitrogen. The pressure is maintained at 3 psig, and the reactor is vented to the MPT off-gas treatment system except during agent filling, when the vent is closed.
The batch cycle for the hydrolysis of agent concentrate from the projectile RWMs is the same as for the drained agent. Spent decontamination solution is pumped from holding tanks to the hydrolyzers as required.
Hydrolysis of Energetics
Figure 4–3 is a flow diagram of energetics neutralization in the Parsons/Honeywell process. The feed to the energetics hydrolysis system is a slurry of burster energetics consisting of tetryl, tetrytol, or a mixture of TNT and tetryl, depending on the type of munitions being processed (Parsons 2000a, 2000c). The slurry particles are 0.125 inch in diameter or less. Propellants will be hydrolyzed during the facility close-out campaign (Parsons, 2000d). Three reactors, each with an operating capacity of 200 gallons, are installed, with two in operation and one as a spare. The reactors are constructed of 304 stainless steel and have jackets for heating and cooling. Vigorous agitation is provided in the reactor to keep the energetics particles suspended. An external pump-around loop may be used to provide additional agitation; a decision on this possible design feature is pending. The batch cycle starts with the addition of caustic and water to the reactor. The temperature is then raised to 90°C (194°F), and the energetics slurry is added, achieving a caustic-to-TNT or caustic-to-tetryl ratio of 3:1 and an energetics loading of 12 weight percent. An antifoam agent is also added. The batch cycle hydrolysis time is 8 hours. At the end of the reaction period, the batch is sampled and the pH adjusted to within a range appropriate for biotreatment (see next section) if required. The product is pumped to an energetics hydrolysate storage tank and then fed to the bioreactors. Off-gases from the reactor are sent to the quench tower for the rotary MPT.
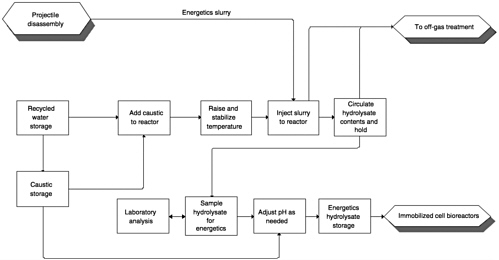
FIGURE 4–3 Energetics hydrolysis process. Source: Adapted from Parsons, 2000a.
Biological Treatment
In the Parsons/Honeywell biotreatment system (shown in Figure 4–4), the agent and energetics hydrolysates are combined and diluted with water, mixed with inorganic nutrients, and fed to the ICBs (immobilized-cell bioreactors), which contain aerobic microorganisms that will consume most of the organic content of the hydrolysates. The bioreactor system consists of 16 ICBs arranged in four modules, with four ICBs each. Each ICB has a capacity of 40,000 gallons of liquid and a residence time of 5 days. Each ICB is fed 1,600 standard cubic feet per minute (scfm) of aeration air from a 6,400-scfm air blower common to the four ICBs in a module. The allowable temperature range of the liquid feed is 24°C to 46°C (75°F to 115°F), with a pH of 6 to 8 maintained by adjusting with caustic. Parsons/Honeywell plans to explore using higher concentrations of agent and energetics in the feed to the bioreactors to reduce the number of bioreactors from 16 to 12.
Each ICB has three chambers, with air sparged into the bottom of each chamber. Agent and energetics hydrolysates are mixed with nutrients and process water and fed to the bottom of the first chamber. The air and liquid flow concurrently up through a packed bed in the ICB. The liquid then flows to the second chamber and then to the third. A microbial culture, specific to the organic constituents in the feed, is established in the ICB packed-bed media. This culture digests the organics, producing carbon dioxide and water, as well as other typical waste-treatment effluents or biomass. Some of the oxygen in the air is consumed; the remainder is vented.
If a bioreactor malfunctions and produces off-specification effluent with a high organic chemical content, the affected bioreactor module (consisting of four ICB units) is isolated from the rest of the system and operated in batch mode until the problem is resolved.
The ICBs are expected to produce the following products:
-
carbon dioxide, water, and biomass (solid products of the biological cell mass produced in the reactions; they consist of microbial organisms, residues from organisms, adsorbed metals, grit, and dirt)1
-
other products, such as chloride and sulfate salts
-
some low-molecular-weight, partially oxidized species (e.g., acetic acid), as well as some organic compounds that color the aqueous solution (color bodies)
Until the EDS bioreactor test results became available, the design called for sending the liquid effluent from the
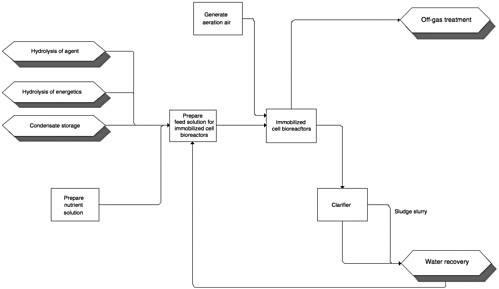
FIGURE 4–4 Biotreatment process. Source: Adapted from Parsons, 2000a.
ICBs to a clarifier for separation into sludge and overflow streams (Parsons, 2000e). The sludge was to be dewatered in filter presses and sent off site to a landfill. The filtrate from the filtration step was to be combined with the clarifier overflow, and the combined stream (about 100 gallons/min) was to be sent to a brine evaporator. The distillate, about 90 percent of the feed, was to be recycled as process water. The bottoms were to be sent to an evaporator/crystallizer for additional water recovery and the crystallized salts sent off site for disposal; the distillate was to be added to the recycled process-water stream. However, EDS test results showed that (1) the clarifier is not needed, (2) the bioreactor effluent can be recycled without clarification, and (3) a slipstream can be sent to the evaporator for removal of salts and sludge. Vented air from the ICBs can be sent to the off-gas treatment system (Parsons, 2000e).
Metal Parts Treaters
Batch Metal Parts Treater
There are two MPTs in the Parson/Honeywell WHEAT design: a batch MPT and a rotary MPT. The batch MPT processes deactivated fuzes, booster cups, nose-closure cups, lifting lugs, and miscellaneous parts from the ERD, as well as burster tubes from the BWM and burster wells from the WMDM. Treatment is done in a batch mode. Munitions parts are placed in containers in a cylindrical vessel heated by external electric-induction coils. The interior of the vessel is swept with superheated steam at slightly below atmospheric pressure. The system is designed to accept munition trays like the ones used at Tooele (Parsons-AlliedSignal, 1999). The munition load is heated primarily by radiation from the vessel walls, with time and temperature conditions designed to meet 5X requirements. Any organic materials present are vaporized or pyrolyzed.
When 5X decontamination requirements have been met, the batch MPT is purged with nitrogen, and following confirmation of the absence of chemical agent in the vapor phase, the tray and its contents are discharged. The tray contents are removed and sent to temporary waste storage or to disposal. The batch MPT vent gas stream is reheated to 677°C (1,250°F) and sent to the MPT quench tower, which the batch MPT shares with the rotary MPT. In the quench tower, the vent gas is contacted with a recirculating alkaline brine solution; the resultant noncondensable vent gases are sent to the MPT off-gas treatment CATOX unit.
A commercial superheater is used to supply steam. The superheater is designed for 50-kW, 15-psig/full vacuum at 538°C (1,000°F) and has a capacity of 138,000 Btu/hr.
Off-gases are heated to 677°C (1,250°F) to ensure complete destruction of the mustard (Parsons, 2000c). This is also done using a standard commercial heater designed for 50-kW, 15-psig/full vacuum at 816°C (1,500°F) and having a capacity of 94,000 Btu/hr and a residence time of 0.5 seconds.
Rotary Metal Parts Treater
The rotary MPT receives munition bodies from the projectile RWM and treats them to a 5X decontamination level. The rotary MPT is cylindrical and contains a rotating internal mechanism with an assembly of cages, baffles, and an internal pipe. Munition bodies are loaded and discharged one at a time through air locks at the feed and discharge ends. As one body is loaded, a treated body is simultaneously discharged. The residence time for each munition body is 75 minutes for 105-mm projectiles and 4.2-inch mortars and 105 minutes for 155-mm projectiles.
The rotary MPT is heated by using external induction coils and swept with superheated steam at near-atmospheric pressure. The wall of the MPT is maintained uniformly at 677°C (1,250°F).
Off-gases from the rotary MPT are passed to a heater that raises the temperature to 677°C (1,250°F) to ensure destruction of any residual mustard. Downstream of this heater, the gas stream is cooled and condensed in the MPT quench tower. A purge stream of the resulting brine is then sent to the MPT/CST condensate holding tanks and from there, if agent free, to the bioreactors. If agent is found, the brine is sent to the agent-hydrolysis system. Noncondensable gases are sent to the CATOX unit of the MPF off-gas treatment system.
Continuous Steam Treater for Dunnage
The CST treats nonprocess waste and dunnage to a 5X decontamination level. Materials fed to the CST include shredded wood pallets, spent activated carbon from the HVAC beds, and shredded plastic from DPE suits.
Wood and DPE suit material are size-reduced prior to being fed to the CST. The activated carbon does not require size reduction. At the time this report was written, the technology provider was planning to use a single, four-shaft shredder with a cutting chamber 44 inches wide by 40 inches long (1,118 mm by 1,016 mm) and powered by a 75 hp electric motor (K.Burchett, Parsons representative, personal communication, November 10, 2000). The shafts and cutters reverse upon amperage overload to minimize jamming. Removable screens are used so the particle size distribution of the product can be changed. The wood chips produced will be about 5 inches long and 0.5 inches wide. A magnetic separator is installed downstream of the shredder to remove metal parts. A similar smaller shredder is used to size-reduce DPE suit material.
The CST is operated in a continuous mode. Its main feature is a horizontally positioned cylinder that feeds materials into one end and moves them through the cylinder by means of a rotating, multibladed auger shaft that turns in a 30-inch-diameter trough running the length of the CST. External induction heating coils are used to heat the wall of the drum and hence all internal materials. Because the interior of the CST has a potentially corrosive environment, especially if condensation forms during cooldown, Parsons/Honeywell has selected Hastelloy C-276 as the material of construction (Parsons, 2000a).
Superheated steam at nominally atmospheric pressure is used as a sweep gas. The amount of steam is 50 percent in excess of the amount needed to destroy the maximum amount of agent preliminarily estimated to be present. The steam is supplied at nominally atmospheric pressure and 538°C (1,000°F) from a superheater, which also supplies steam to the batch MPT (Parsons, 2000a). An off-gas effluent heater heats the vent gas to 649°C (1,200°F) with a residence time of 0.5 seconds to ensure the destruction of any organics present. These gases are then sent to a quench tower, where they are contacted with a recirculating alkaline brine solution. Vent gases from the quench tower are sent to the CATOX unit of the CST off-gas treatment system. A liquid purge from the quench tower is fed to the ICBs.
Granular activated carbon is mixed in with the CST feed, except when carbon from the HVAC system is being treated, to maintain scouring action in the CST and minimize charring during processing runs for DPE suit material. The CST discharge is screened to separate activated carbon from the ash, and the reusable carbon is recycled to the feed end.
Treatment of Off-gases and Disposal of Wastes
The off-gas treatment system has six trains, each with its own CATOX unit (Parsons, 2000a). The monolithic catalyst beds, heaters, reactors, and control systems for each train are of conventional design (Parsons, 2000d). Four trains, one for each ICB module, serve only air vented from the ICB modules. The other two trains serve the MPTs and the CST. Figure 4–5 is a flow diagram of the off-gas treatment system.
Each airstream from an ICB module is heated to between 425 and 450°C (797 and 842°F) and passed to a CATOX unit for the removal of trace organics and oxidizable nitrogen-containing and chlorine-containing compounds before discharge to the atmosphere. The released effluent contains nitrogen oxides, hydrogen chloride, and dioxins and furans below the levels of regulatory concern. The inlet temperature can be lowered to about 371°C (700°F) if upstream process conditions impose a heavier than anticipated organic load. To avoid premature deactivation of the catalyst, the maximum sustained operating temperature at the discharge
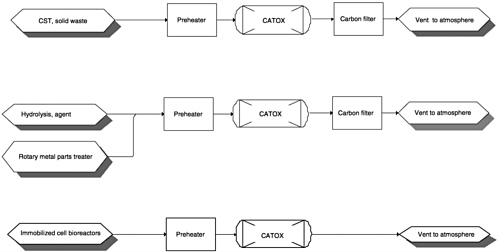
FIGURE 4–5 Off-gas treatment systems. Source: Adapted from Parsons, 2000a.
of the catalyst bed is 677°C (1,050°F). Thus, the systems should be able to handle combustible loads with a rise in adiabatic temperature of 194°C (350°F). Methylene chloride is present in this stream and is only partially oxidized (39 percent) (Parsons, 2000e). At the time this report was being prepared, Parsons/Honeywell was not planning to pass discharge gas from the CATOX unit through activated carbon (K.Burchett, Parsons representative, personal communication, March 2, 2001).
Process gases vented from the rotary MPT, batch MPT, ERD, and various process tanks are sent to the MPT quench tower, from which they are passed in series through a flame arrestor, a preheater, a CATOX unit, and a water-cooled heat exchanger. The cooled gases are then sent to the MDB ventilation system, which contains activated carbon adsorbers. The CST off-gas treatment system has the same design and capacity as the MPT off-gas system.
Liquid Effluent
The Parsons/Honeywell technology package is designed to have no liquid discharges, with the possible exception of a concentrated brine stream from the bioreactor effluent evaporator. All liquid streams are recycled to conserve water, avoid the need for a discharge permit, and mitigate a potential source of public concern. All water introduced into the facility, whether as process water, spent decontamination solution, or water used to wash down equipment, is treated and reused either in the hydrolyzers or at other locations in the facility. However, under some circumstances (e.g., if the humidity is higher than 90 percent), excess water is produced. If so, it is stored for use as makeup water under more typical conditions.
Biosolids
Until the EDS bioreactor test results became available, Parsons/Honeywell planned to separate biosolids from bioreactor effluents by means of a clarifier, followed by dewatering them and compacting them in a filter press. Drummed filter cake would then be sent off site for ultimate disposal in a secure landfill, in the same way as the dried salts (see next section). However, the EDS bioreactor tests showed that this separation step is not necessary (Parsons, 2000e). Therefore, bioreactor effluent containing the biosolids can be sent to the evaporator without removing the biosolids, which remain with the salts. Biosolids and salts are then disposed of together.
Salts
Salts are produced as the result of the hydrolysis of agent and energetic materials, chemical decontamination from washing of the facility, and the biotreatment process. These salts contain metals (e.g., lead) derived from munition components. Dried salts were originally to be crystallized from
the brine in an evaporation step. As indicated in the previous section, however, Parsons/Honeywell now plans to remove both biosolids and salts as a single liquid stream during the evaporation step and dispose of them off site.
Metal Parts
Metal parts from the MPTs that have been decontaminated to a 5X condition are subsequently deformed to meet the requirements of the CWC. Historically, this material has been sold to commercial firms as metal scrap.
Nonprocess Wastes
Nonprocess wastes are not direct products of the hydrolysis/ biotreatment process but are generated by operational activities or maintenance activities. Nevertheless, this category of material must meet ultimate disposal criteria. Uncontaminated waste is not processed other than being packaged for disposal according to government regulations. Contaminated waste requires processing that renders it suitable for disposal. Contaminated waste must be strictly separated from uncontaminated waste.
Dunnage, which includes packing materials such as wood pallets, fiberboard, steel bands, glass, plastic, and paper, is retained for disposal by a nonincineration means that has not been specified. The Parsons/Honeywell process intends to follow the lead of the baseline system in selecting a nonincineration disposal method (the dunnage incinerator at Tooele has not performed adequately).
Another major nonprocess waste stream is used personal protective clothing and equipment, which includes DPE suits, Tyvek coveralls, gloves, boots, masks, canisters, filters, hoses, and other items. The disposal method for this type of waste depends on whether it is at a 3X decontamination level or has never been in contact with agent. The current baseline method is to retain this waste for placement in a hazardous waste landfill as a listed waste. Parsons/Honeywell proposes to process DPE suits and other personal protective wastes through the CST after size reduction to improve homogeneity and handling. If this does not prove to be practical, the baseline system method for disposal of these wastes would be used.
Other nonprocess waste streams include waste oils and spent hydraulic fluids, which, if contaminated with agent, might be treated in the hydrolyzer and bioreactor systems. Spent activated carbon might be treated in the CST.
Changes to Process
Table 4–1 shows the changes made to the Parsons/ Honeywell WHEAT process since the Demonstration I tests (NRC, 2000).
INFORMATION USED IN THE DEVELOPMENT OF THE ASSESSMENT
Engineering Design-Related Documents
To assess the components of the proposed Parsons/ Honeywell design, the committee used the following sources of information:
-
The 1999 NRC report Review and Evaluation of Alternative Technologies for Demilitarization of Assembled Chemical Weapons (NRC, 1999) and the supplementary report Evaluation of Demonstration Test Results of Alternative Technologies for Demilitarization of Assembled Chemical Weapons (NRC, 2000), the latter of which focuses on the results of the Demonstration I tests. Since the supplementary report was published, the process has been modified in several respects. Additional testing was under way while the present report was being prepared.
-
Documents received at a preliminary EDS review at Parsons on August 2 and 3, 2000. These include Project Design Note (T)—002 (Parsons, 2000b) and Project Design Note (T)—005 (Parsons, 2000f).
-
Documents from the EDP received at an EDS review conducted by Parsons Infrastructure and Technology
TABLE 4–1 Changes to the Parsons/Honeywell Process Since Demonstration I
|
Process Area |
Former Configuration |
Current Configuration |
|
Munitions disassembly |
No control for effervescent spillage of mustard. |
Cylindrical splash guard to control effervescent spillage of mustard. |
|
Munitions disassembly |
Baseline agent-drainage system. |
Tilt-and-drain station for agent drainage. |
|
Munitions disassembly |
No removal of solidified agent from munitions. |
New rotary washout machine. |
|
Biotreatment |
Effluent oxidized with Fenton’s reagent. |
No oxidation step. |
|
Biotreatment |
Partial recycling of clarifier effluent. |
Most bioreactor effluent recycled without treatment. No clarifer. Remaining effluent processed through brine concentrator and evaporator/crystallizer. |
|
Biotreatment |
Salt removed with rotary-drum dryer. |
Salt (and biosolids) removed with evaporator/crystallizer. |
-
Group on November 8, 9, and 10, 2000. These include copies of the preliminary hazard analysis (Parsons, 2000c), visual aids (Parsons, 2000a), the design basis manual (Parsons, 2000d), and process and block flow diagrams (Parsons, 2000a).
-
Handouts from Scott Susman, PMACWA engineer, at briefings on the status of the EDS on August 9 and October 19, 2000 (Susman, 2000a, 2000b).
-
Results of tests of the ICB system (Parsons, 2000e) and of a catalytic oxidation unit (Parsons, 2000g).
Engineering Design Studies Tests
Four series of tests were scheduled in support of the Parsons/Honeywell EDS: (1) tests on the biotreatment, evaporation, crystallization, and filtration steps for the treatment of mustard agent hydrolysate (Parsons, 2000a, 2000e), (2) tests by IITRI, in which mustard agent was fed to a CATOX unit during 786 hours of operation (Parsons, 2000g), (3) CST tests on dunnage (in progress as this report was being drafted) using granular activated carbon (Parsons reported that low levels of dioxins and furans were formed in the CST during processing of DPE suits [K.Burchett, Parsons representative, personal communication, December 27, 2000]), and (4) tests of the projectile washout concept using a small-scale agent hydrolysis reactor, a scaled-down munition MPT, and a CATOX unit (not yet carried out at the time this report was being prepared).
ASSESSMENT OF PROCESS COMPONENT DESIGN
Disassembly of Munitions and Removal of Agent and Energetics
Transportation to Pueblo
Munitions are transported from the depot storage igloos to the Pueblo disposal facility in MAVs rather than in on-site containers on a flatbed truck. The decision to use MAVs, even though flatbed trucks are used at Tooele, is based on the much lower toxicity of mustard agent compared with the GB and VX nerve agents. A MAV is a sealed van, the air space of which can be sampled to ensure that no munitions have leaked during transport. The use of the MAV is being validated by an ongoing transportation risk assessment. Pueblo already has a MAV, and a MAV is being used to transport munitions at CAMDS.
Projectile/Mortar Disassembly
The steps for removing fuzes, bursters, and miscellaneous parts in the WPMD are the same as in the baseline system PMD. The components that transport the disassembled parts to their destinations differ: (1) nose plugs, fuzes, and miscellaneous parts are moved by conveyor to the ERD, (2) bursters are moved to the BWM by a pick-and-place machine, and (3) projectiles/mortars without bursters are moved to the WMDM by conveyor (the same as in the baseline system). The changes from the baseline PMD should not unduly affect the performance or safety of the WPMD.
Burster Washout Machine
The BWM has a rotary carousel with multiple bursterholding receptacles; 12,000-psi water-jet probes (no abrasive) are used to wash out the burster tubes. Water-jet washout of the M55 rocket burster was successfully demonstrated during the ACWA Demonstration I tests using 12,000-psi water.2 The use of water-jet technology at a Pueblo disposal facility should be straightforward. Pressure should not build up within the burster tubes because the jet direction is tangential toward the walls and the tubes are open at both ends (K.Burchett, Parsons representative, personal communication, February 1, 2001). Lower pressure jets, 2,000 to 3,000 psi, may be used in full-scale operations.
The washout water and the accompanying energetics particles are directed to a shredder to reduce the particles to <0.25 inch in diameter. The technology provider believes that enough water can be provided during shredding to prevent the ignition of the energetics. The BWM has not yet been built, much less tested, and the potential for separating larger energetics particles from the washout solution has not been evaluated. Shredding of the particles without sufficient washout solution could result in ignition. If larger energetics particles cannot be separated from the bulk washout solution, Parsons should consider design modifications to prevent or mitigate ignition.
Energetic Rotary Deactivator
The ERD was not tested during the Demonstration I or EDS phases of the ACWA program. The unit operation receives fuzes and burster cups from the munition disassembly process. The fuzes of artillery rounds contain an AN #6 priming mix, lead azide, tetryl, and black powder. The burster cups contain lead azide and tetryl. The ignition temperature ranges of these materials listed in the design basis manual are incorrect (Parsons, 2000d). Based on the onset of the exotherm in data from differential scanning calorimetry in the explosives handbook from the Lawrence Livermore National Laboratory (Dobratz, 1981), these numbers, with the exception of TNT, are incorrectly listed as degrees Fahrenheit (°F) rather than degrees Celsius (°C). Parsons plans to operate the ERD with a shell temperature of 677°C (1,250°F) and estimates that a minimum 5-minute residence time will be necessary to heat the fuzes and burster
cups to the operating temperature of 343°C (650°F). This temperature is only marginally above the ignition temperature of lead azide and may therefore be too low to ensure its thermal deactivation. The other energetic materials will be thermally deactivated in the ERD.
The ERD is designed to contain the overpressure of the energetic reaction caused by exposure of the energetic materials in the fuzes and burster cups to the elevated temperature. A nitrogen atmosphere is maintained in the ERD by a constant purge flow of nitrogen gas to ensure that only thermal deactivation reactions occur. The feed rate to the ERD must be controlled to limit the amount and type of energetic materials in the ERD at any one time and thereby avoid exceeding ERD overpressure design limits.
Multipurpose Demilitarization Machine and Projectile Rotary Washout Machine
The Parsons/Honeywell and baseline system MDMs have the same purpose, to access and remove agent in unburstered munitions. The WMDM differs from the baseline MDM in several ways: (1) the original baseline MDM configuration had no way to contain effervescent agent spillage, (2) the WMDM includes a step to open the 4.2-inch mortar for accessing solidified agent (see below), (3) the WMDM uses a tilt-and-drain station instead of a suction tube, and (4) solidified agent is removed in the projectile RWM, which has no equivalent in the baseline system.
The WMDM and RWM were scheduled to be tested with 86 mortars in early 2001 with a small-scale agent hydrolysis reactor, a scaled-down MPT, and a CATOX unit. Removal of solidified agent from mortars is expected to be the most difficult part of the operation because of the internal baffle structure. These early tests will focus on the best way to open the mortar for washout. Reverse soldering and mechanical cutting of either end of the mortar will be tested. Several of the access methods will be tested to determine washout parameters. Another test objective is to observe phase separation to reduce the amount of water that goes to the agent storage tanks. The chemical and physical characteristics of drained agent and washout solids will also be determined.
Hydrolysis of Agent
Toxic Cubicle
Drained agent from the WMDM, agent concentrate from the RWM, MPT condensate, CST condensate, and spent decontamination solution from the agent and energetics hydrolyzers are stored in three cubicles in the MDB. The tanks that hold agent and agent concentrate are located in the toxic cubicle. Other streams that might contain agent are collected in the other two cubicles. The committee was not convinced that adequate instrumentation has been provided to monitor for leaks of agent in the toxic cubicle.
Agent Hydrolysis Reactors
Six reactors hydrolyze agent drained from the WMDM, the agent concentrate from the projectile RWMs, and agent in spent decontamination solutions. The hydrolyzers are also used to destroy any agent detected in the MPT/CST condensate.
Agent from the holding tank in the toxic cubicle (drained agent) is pumped, along with hot water, through a static mixer eductor, which disperses the agent in the water. The agent-in-water dispersion is pumped to a well-stirred 2,520-gallon (1,525-gallon working capacity) PVDF-lined, hot-water-jacketed reactor partially filled with hot water at 90°C (194°F). If modified titanium, which is being considered, is the material of construction for the reactor, ferric chloride will be added to the reactant mass to maintain an oxidizing environment. The initial agent concentration in the reactor is approximately 4 percent.
The hydrolysis of mustard agent has been studied extensively (NRC, 1999, Appendix D). The reaction is mass-transfer-controlled, and vigorous agitation accelerates the reaction. Mustard agent in stored munitions may be only 80 percent pure. As a consequence, although thiodiglycol is the primary product, many other compounds may be present in the hydrolysis product that must be taken into account in downstream operations. Hydrolysis will be the disposal method for mustard agent stored (in bulk only) at the Aberdeen, Maryland, storage site. If the design for Pueblo takes into account the existing knowledge base and lessons learned from ongoing studies of disposal of the Aberdeen stockpile, operational difficulties at Pueblo should be minimal.
Hydrolysis of Energetics
Three batch reactors, each with a nominal 300-gallon capacity and a 200-gallon working capacity, will be used to hydrolyze energetics, including TNT, tetryl, tetrytol, and propellants from mortars and 105-mm projectiles. Propellants will be processed during the final disposal campaigns prior to closure of the facility. The process is designed for 8-hour batches, with two reactors operating and one in reserve. The reactors are constructed from 304 stainless steel and are designed for 150 psig and full vacuum at 121°C (250°F). The reactor temperature of 90°C (194°F) is controlled with external heating and cooling jackets.
The reactors are charged with a 50 weight percent NaOH solution and hot process water prior to the addition of the energetics slurry, which is 20 weight percent energetics. The slurry is generated from the washout water and solid energetic materials removed from the munitions in the BWM. Prior to introduction into the hydrolysis reactors, the slurry mixture from the BWM is shredded in the energetics shredder to ensure the proper particle-size distribution.
The gases from the reactor are sent to the MPT quench
system. A sample test stream from a recirculation loop is analyzed to determine the extent of reaction. This circulation loop also increases agitation in the reactor. The final energetic material load in the reactor is designed to be 12 weight percent after all reactants have been added. The caustic-to-energetics molar ratio for TNT or tetryl is designed to be 3:1 (Parsons, 2000a).
The Parsons/Honeywell design team does not plan to test the energetics hydrolysis system during the EDS phase. The design is based on tests done at the Pantex Plant in Amarillo, Texas, in collaboration with LANL. Energetics hydrolysate for the Demonstration I testing was provided from the Pantex Plant. The major design differences between the EDS Parsons/Honeywell energetics neutralization reactor system and the Pantex Plant system are as follows:
-
The energetics are fed as a slurry in the Parsons/ Honeywell process, whereas they are fed as solid feed at Pantex.
-
The material of construction is 304 stainless steel for the Parsons/Honeywell process; the reactor at Pantex is glass-lined.
-
The hydrolysate will not be filtered in the Parsons/ Honeywell process as it normally is in the Pantex process.
Biological Treatment
Parsons/Honeywell proposes using modules of parallel ICB units to biodegrade the organic constituents in agent and energetics hydrolysates and MPT/CST condensate, followed by catalytic oxidation of gaseous effluents and recovery of water and dried solids from liquid effluents by evaporation/crystallization. This process raises several issues that must be addressed.
The efficacy of the biological treatment of thiodiglycol and related organic constituents in mustard hydrolysate has been well established at both bench scale and pilot scale (NRC, 1993, 1996, 1999). The biotreatment of a mixture of mustard and energetics hydrolysates has been successfully demonstrated (NRC, 2000). Biological oxidation under aerobic conditions is accomplished by nonspecific mixed microbial populations in a variety of reactor configurations, including conventional industrial wastewater treatment facilities. Results of the EDS tests confirmed that this technology is effective in treating the planned feed stream to the ICB modules (i.e., a mixture of mustard and energetics hydrolysates and MPT/CST condensates) (Parsons, 2000e). Thiodiglycol was not detected in process effluents from the ICBs during these tests.
Nevertheless, the current design, which calls for intermediate storage of mixtures of MPT/CST condensate and agent hydrolysate, should be reconsidered. The composition of the MPT/CST condensate will probably vary because of the variety of waste streams treated in the MPT/CST. A change in the composition could result in poor treatment or even upsets in the ICBs. If MPT condensate and CST condensate are stored separately, adjustments of the feed rate to the ICBs could be made as necessary.
Currently, the biological treatment step (i.e., ICB units) appears to be the rate-limiting step for overall throughput. The bioreactors are designed to treat up to 22 batches of agent hydrolysate per day; the maximum theoretical treatment of agent is 36 batches per day at 4 percent agent loading into the hydrolysis reactor. These parameters suggest that plans to increase the agent loading to 8 or even 12 weight percent in the hydrolysis reactor could adversely affect throughput for the biological treatment of hydrolysate. In addition, biological processing of washout and decontamination streams at higher rates than the design rates will be difficult to achieve. Thus, the overall destruction rate of the Pueblo stockpile will be limited by ICB throughput capacity.
The ICB units must be kept in operation independent of upstream processing, and operating conditions must be maintained for maximum TOC (total organic carbon) loading and minimum hydraulic retention time, while maintaining treatment effectiveness. These objectives might be realized by decoupling the ICB units from upstream processing by increasing the intermediate storage capacity for agent and energetics hydrolysates, and by incorporating off-site treatment of hydrolysates into the facility design. Preliminary EDS results suggest that most of the biological treatment in the ICBs occurs in the first stage; limited treatment occurs in the second stage; very little TOC removal occurs in the third stage. Therefore, increasing the treatment rates of the ICBs might be accomplished by increasing the TOC concentration of the Stage 1 inlet feed, reducing hydraulic residence time, or providing additional hydrolysate feed to the second stage.
Simplification of the water-recovery process sequence following treatment in the ICB units would improve process operations and reduce capital expenditures. Industrial experience and preliminary testing indicate that solids in the crystallizer could be cohesive or sticky, that foaming could occur, and that environments could be extremely corrosive. These conditions could exist under both acidic and alkaline conditions because of the presence of chlorides, sulfates, phosphates, nitrates, and carbonates.
Based on preliminary EDS results indicating low total suspended solids in ICB effluent, the sludge clarifier/ thickener might be eliminated. Off-site disposal of concentrated brine rather than dried salts would eliminate the need for the crystallizer and solids filtration steps. Off-site brine disposal would also be consistent with current operations at Tooele, Utah, and planned operations at Newport, Indiana. The basis for the currently designated materials of construction for the evaporator and crystallizer is unclear. If on-site crystallization is included in the final process design, a more extensive evaluation of the materials of construction will be necessary, including stressed-materials coupon-exposure tests. The dried solids from the crystallization step might be
considered a RCRA hazardous waste because of their origin or because of the potential for a highly variable heavy metals content (owing to variability in mercury or other heavy metals in the munitions).
The CATOX unit for the gaseous effluents from the ICBs should be designed to withstand corrosion and a high rate of scaling from entrained liquids. Entrained liquids are likely to contain chlorides, nitrates, sulfates, and phosphates under mildly acidic to alkaline conditions (pH 6 to 9). Preliminary results from the EDS investigations suggest that localized scaling and corrosion are likely.
Metal Parts Treatment
Batch Metal Parts Treater
The batch MPT processes deactivate fuzes, booster cups, nose-closure cups, lifting lugs, and miscellaneous parts from the ERD, as well as burster tubes from the BWM and burster wells from the WMDM. The interior of the vessel is swept with superheated steam at slightly below atmospheric pressure from a superheater with time and temperature conditions designed to meet the 5X decontamination requirements. Any organic materials are vaporized or pyrolyzed. The batch MPT is purged with nitrogen between batches. Following confirmation that no chemical agent is present in the vapor phase, the tray is discharged and its contents sent to temporary storage or final disposal.
A potential problem is the leakage of air into the batch MPT, which could cause a fire. The PHA addresses this issue for two failure types: (1) breaches of doors or walls or failure of the air-lock door seals caused by high temperature and (2) loss of nitrogen purge. A breach or seal failure would cause a release of steam and toxic/flammable gas into the room and fire in the room. The fire-suppression system would mitigate the effects of fire and agent release. The response to the loss of nitrogen purge at the end of the treatment with steam would be a shutdown of the external heater, triggered by high temperatures in the batch MPT.
Rotary Metal Parts Treater
The rotary MPT receives munition bodies from the projectile RWM and decontaminates these bodies to a 5X condition. The rotary MPT is heated by external induction coils and swept with superheated steam at 12 psia pressure. The wall of the MPT is maintained uniformly at 677°C (1,250°F).
One concern is the potential for jamming of the munitions bodies within the rotary MPT because of the high temperatures (649°C; 1,200°F). The following are some possible causes of jamming:
-
warping of the munitions bodies because of thermal stresses
-
softening and flowing of munition components
-
breaking off or cracking of components with shards or edges that can lodge in the MPT framework
-
melting of silver solder and fusing of the munitions to the MPT framework
Another concern is agent leakage from the rotary MPT during maintenance activities or normal operation. Although the munition bodies will have been washed out, at times agent might in fact be present. Air locks (i.e., chambers with inlet and outlet doors) will be provided at both ends of the rotary MPT to prevent leakage of air into the rotary MPT and leakage of agent out of the rotary MPT. Consequently, the effectiveness of the air locks is critical. The possibility of leaks into and out of the rotary MPT is addressed in the PHA. Negative pressure in the rotary MPT, positive pressure (saturated steam) in the air locks, and the presence of a fire-suppression system, as well as other effective controls, are recommended in the PHA.
Treatment of Dunnage in the Continuous Steam Treater
The CST treats nonprocess waste and dunnage to a 5X decontamination level. Shredded wood pallets, spent activated carbon from the HVAC beds, and shredded plastic from DPE suits are fed to the CST. Wood and DPE suit material are size-reduced by a process that has two four-shaft shredders, one for wood and one for DPE suit material. The shredder for wood has a cutting chamber 44 inches wide by 40 inches long. The shafts and cutters reverse upon amperage overload to minimize jamming. A similar but smaller shredder is used to size-reduce DPE suit material.
Even with the automatic reversing feature, jamming of the shredder could occur, and lodging of items in the feed chute should be anticipated. Therefore, the feed chute to the shredder must be large enough to ensure that the largest feed item (probably a pallet) cannot become trapped in the chute. Tests must be run with chutes and shredders of the same dimensions as those planned for full-scale operation to ensure that the design of the feed chute is adequate.
Selection of the materials of construction for the Parsons/ Honeywell CST will be critical. Hydrogen chloride, a very corrosive material, will be produced when DPE suits are treated. Therefore, caustic (form not specified) will be added to neutralize the hydrogen chloride. Condensate may form when the CST is shut down.
The committee expects that combustible gases (carbon monoxide and hydrogen) will be formed in the CST as a result of the reaction between steam and activated carbon. The formation of these gases would reduce the amount of steam available for the hydrolysis of mustard; in addition, the gas formed will be highly flammable. This possibility has apparently not been explored to date.
The PHA addresses the potential problem of leakage of air into the CST, which could result in a fire or other unwanted chemical reactions. The cooling-water temperature
will be monitored to ensure that the temperature remains within design limits. If it exceeds the limits, the external heater will be shut down. Leakage of gases out of the CST will be prevented by negative pressure in the vessel, which must be monitored. A fire-suppression system is also prescribed.
Off-gas Treatment and Disposal of Wastes
The Parsons/Honeywell process features three separate off-gas treatment systems with three separate CATOX units. The CATOX units for the ICBs will discharge off-gas directly to the atmosphere; the units for the MPTs and CST will discharge off-gas to the MDB carbon filters as a precaution against venting any unreacted agent. Because the hydrolysates fed to the ICBs are tested to ensure that they are free of agent, it is reasonable to assume that carbon filters will not be necessary to capture unconverted agent from the ICB-fed CATOX units. However, trace pollutants could be generated by the oxidation of volatile organic compounds in the ICB vent gas. Also, Parsons indicated in a preliminary report that low levels of dioxins and furans, believed to originate in the CST, were present in the off-gases from the bioreactor CATOX units. At the time this report was being written, preliminary data from the EDS tests indicated that residual pollutants from the CATOX units treating off-gas from the ICBs were below EPA regulatory limits (Parsons, 2000e).
The Parsons/Honeywell EDS also included tests of CATOX units to ascertain if residual mustard agent that might have survived steam treatment in the MPTs and CST had been destroyed (Parsons, 2000a). These units were challenged with 10 mg/m3 of mustard agent, compared with expected values of less than 3 µg/m3 in a full-scale operation. The test results showed that the CATOX units could successfully achieve a destruction and removal efficiency of 99.999 percent at this level for a period of 637 hours. No catalyst deactivation or increased pressure drop was observed. However, there was some plugging of the effluent cooler, presumably by products of combustion of the mustard agent.
Because levels of mustard agent in the off-gas from the MPTs and CST in a full-scale facility are expected to be orders of magnitude lower than the 10 mg/m3 used during testing, the presence of mustard agent combustion products in the effluent from the CATOX units would be rare. However, a significant level of organic compounds could be present in the effluent from the CST. The 538°C (1,000°F) steam used for the treatment of dunnage in the CST could produce a variety of pyrolysis products. After post-treatment of these products with steam at 1,200°F, a complex mixture of combustible compounds could still exist in the gas phase after the quench tower. One could also envision the formation of a smoke or soot aerosol in the CST quench tower on cooling that would be difficult to scrub out. To date, the CST vent-gas stream has not been characterized (with the exception of the detection of low levels of dioxins and furans) or tested with a CATOX unit to see what remains after treatment. Carbon filters may remove residual pollutants, but this has not been demonstrated.
The Parson/Honeywell technology package is designed to produce no liquid discharges, with the possible exception of a concentrated brine stream from the bioreactor effluent evaporator. Careful consideration has been given to the disposition of this brine and all other waste streams.
ASSESSMENT OF INTEGRATION ISSUES
Component Integration
Destruction of the Pueblo stockpile within the time specified by the CWC treaty requires that the overall process achieve the required throughput levels and process availability (i.e., the fraction of time the plant can operate). Thus, the throughput and availability of each process step, in combination with equipment redundancy and sufficient buffer storage capacity between process steps, must result in the specified destruction rate. Integrating the individual processing steps will require effective process monitoring and control to ensure that appropriate materials are fed at each step and that all materials discharged from the plant meet safety and environmental specifications. In addition, attainment of the required process availability depends on the durability of all materials of construction and the effectiveness of the plant operating and maintenance force.
The Parsons/Honeywell WHEAT technology package is a combination of continuous and batch processing steps with selective buffering capabilities between some of the processing steps. Parsons has designed the process and specified the size and number of components to enable the disposal of the entire stockpile at Pueblo in 29 months; this will entail operating the plant 24 hours per day, 7 days per week, and an overall plant availability of 52 percent (Parsons, 2000d). Each type of munition will be handled in a separate disposal campaign.
Process Operability
The maximum integrated plant capacity is based on the operation of the reverse-assembly and agent-accessing systems (the WPMD/WMDM combination) for 63 percent of the time, or about 15 hours per day; downstream agent-neutralization processing systems must operate 24 hours per day, using all of the installed system’s capacity. The design feature that is expected to limit capacity of the integrated facility is the capacity of the bioreactor system, that is, the number of ICB units. This limitation could be eliminated by installing more ICB units, but at increased cost. The number of individual components and systems has been chosen to balance costs and expected average throughput rates and on-stream time. An alternative would be to increase the concen-
tration of hydrolysates in the feed. However, the ICB system may not adequately destroy the components of the hydrolysate if the concentration is increased. Potential impacts of increased concentrations have been previously discussed.
Materials of construction for the plant equipment have been selected to provide reliable operation, so that the Pueblo stockpile can be disposed of by the CWC treaty deadline. If the EDS test results indicate that the composition of feed streams will damage the equipment, more resistant materials of construction will be specified. Moreover, further refinements in the process are expected to result in changes in materials of construction that will be incorporated into the next developmental engineering phase for the WHEAT technology package.
Monitoring and Control Strategy
The monitoring and control strategy is based primarily on existing methods and systems in use or planned for use at other CSDP facilities or similar commercial installations (e.g., industrial wastewater treatment plants). All of the instruments and control elements are standard industrial hardware with field-proven high reliability and robustness. The overall system consists of the BPCS, ESS, and individual equipment PLCs. The BPCS contains microprocessor-based controllers. The ESS is a separate, dedicated safety system consisting of PLCs or microprocessor-based controllers that will provide protective logic and enable safe shutdown of the facility.
Process Safety
Energetic disassembly, burster tube washout, and fuze deactivation take place in explosion containment areas. The hydrolysis process operates at up to 90°C (194°F); the bioreactor (ICB) processes operate at ambient temperature. Both processes operate at ambient pressure. Handling failed burster pulls at the WMDM cutting station and accessing residual agent for washout by the projectile RWM involve metal-cutting operations that have not been defined at this stage, but the associated temperature, pressure, and explosion hazards are expected to be in an acceptable range. The CATOX units operate at 425°C (797°F); the MPTs operate at up to 677°C (1,250°F). The hydrolysis reactors and the MPTs, which represent the primary detoxifying processes, operate either in a batch mode or, in the case of the rotary MPT, have batch-type monitoring stations. The energetics hydrolysis reactors also operate in batch mode. Thus, the effectiveness of treatment will be ascertainable prior to the release of material to the next step.
The remaining systems are routine chemical processes and occur downstream of the primary (hydrolysis units, MPTs, and the CST) and secondary (biotreatment) detoxifying processes. These systems, which include equipment such as scrubbers, carbon filters, evaporators, and crystallizers, should pose no unique hazards.
Worker Health and Safety
The Parsons/Honeywell EDS design includes the removal of propellant from 105-mm projectiles and the propellant and ignition cartridge from 4.2-inch mortars in the PRR adjacent to the UPA (most of the 105-mm projectiles and 4.2-inch mortars do not contain propellant). In the design previously evaluated in the ACW I Committee report, this operation was to be performed remotely (NRC, 1999). The hazards to workers in the PRR are similar to those in the UPA, and the consequences of accidents are also largely the same. In the new design, munitions are handled by workers more often than in the previous design, which could increase the potential for accidents.
Experience at JACADS and Tooele indicates that the handling of munitions is a low-risk operation. The munition (inside its fiberglass container) is placed in a glove box and monitored for the presence of agent prior to its removal from the container. Thereafter, the munition is handled for propellant removal in the open (i.e., not in a special ventilation enclosure). Before total-solution operations for the Parsons/ Honeywell technology package can begin at Pueblo, a QRA will be performed to ensure that risks in the PRR are low.
Following removal of the propellant, the munitions are moved to the ECR, where remaining energetic materials are separated from the munition body. The remote separation of energetics and agent in a facility designed to contain explosive overpressure reduces worker hazards. Disassembly operations to separate energetics and accessing and draining agent are done by machine (WPMD and WMDM), robot arms (including pick-and-place machines), and conveyor systems similar to baseline system processes and are not expected to introduce new hazards or to increase hazard levels over similar baseline operations. The BWM incorporates an energetics shredder, which has raised concerns about the potential for energetics ignition. Metal-cutting steps will be necessary if the WMDM fails to remove a burster well and when accessing agent cavities for washout in the projectile RWM. Both operations are performed remotely and present hazards to maintenance workers only if they enter these areas for maintenance work. The committee expects that appropriate safety precautions (e.g., lock-out and tag-out, job hazard analysis, and training) will be taken to protect workers.
The current Parsons/Honeywell WHEAT design introduces complex machinery (e.g., the projectile RWM) that is not included in the baseline system or in the earlier WHEAT design. Perhaps the most significant worker safety issue is maintenance of this specialized equipment in DPE suits, particularly during start-up and early disposal campaigns. Maintenance requirements for complex equipment that could contain energetic residues in the presence of other equipment with sharp edges have been increased throughout the
EDS phase of WHEAT design. Maintenance can be performed safely but will require increased attention to safety as the design progresses.
The ERH may have an external recirculation loop. Pumping an aqueous slurry of energetic materials can be done safely under the proper conditions. If an accident occurs during normal operations, there would be little risk to workers because they are not expected to be present. The recirculation loop and other components of the energetics hydrolysis system should be designed to ensure that energetic material cannot accumulate in the piping, valves, or pumps. There is an ongoing research program at HAAP to define safe design and operating parameters for the ERH reactor. Results of this program should be carefully considered in the final design of the WHEAT hydrolysis reactor.
If a process upset occurs requiring an emergency shutdown, the products of incomplete hydrolysis in the agent and energetics hydrolysis reactors will be extremely hazardous. The ERD, rotary MPT, batch MPT, CST, and CATOX units will be decontaminated through a time-at-temperature process, but a forced shutdown might not result in complete decontamination. Design features and procedures are expected to be established for safe shutdown, restarting, and/ or maintenance of the systems that precede these units in the event of a forced shutdown. The air effluent during an upset would continue to be treated, first in the CATOX units, then in activated carbon filters.
Only trace amounts of energetics will be present in the batch MPT under expected operating conditions. The batch MPT design incorporates an oxygen-free atmosphere and a robust design to accommodate some carryover of energetics from the BWM. Scenarios for the introduction of energetics beyond design conditions, such as a major gross washout failure in the BWM, will be evaluated to ensure that they are extremely unlikely before the design is completed.
The ERD operates with a nitrogen gas atmosphere; the batch MPT uses nitrogen purge gas at the end of each decontamination cycle. Consequently, work areas will require monitoring for oxygen deficiency to preclude asphyxiation during normal and maintenance operations.
Potentially flammable dunnage pyrolysis products are being characterized during EDS testing, and the impact of these and other flammable effluents should be considered as the design develops.
The biosludge produced in the ICBs could contain some pathogenic microorganisms. The potential for worker exposure to these microorganisms is expected to be minimized by appropriate protective gear.
The primary hazardous materials used are sodium hydroxide and sodium hypochlorite. These chemicals are used routinely at many industrial facilities and are not unique to the Parsons/Honeywell process.
Public Safety
The release of agent and other regulated substances in effluents from the Parsons/Honeywell process is extremely unlikely. The destruction of agent and energetics is verified by hold-test-release operations before the transfer of hydrolysate from the hydrolysis reactors to the ICBs and before the transfer of bioreactor sludge to the sludge containerization step. The gaseous effluent from the bioreactors is continuously released through catalytic oxidizers and scrubbers. Thus, no hold-test-release operation is provided for the gaseous effluent stream from the ICBs, but release of agent from this stream is considered extremely unlikely because of the source, the upstream monitoring, and the gas treatment steps.
The most likely cause of a release of agent or other regulated substances that might pose a threat to public health would be an explosion or rupture of a pipe or vessel. Very small releases of agent, which posed no public health risk, occurred at JACADS and Tooele during maintenance operations. Wih the incorporation of lessons learned, as well as a QRA, the likelihood of such occurrences at the conclusion of the design process should be extremely small.
Preliminary Hazards Analysis
A PHA was prepared as part of the Parsons/Honeywell EDP, in accordance with MIL-STD-882C. The PHA is based on a preliminary hazards list that describes unmitigated hazards; the list will be updated as the design process progresses (DOD, 1993). Numerous PHA work sheets were generated, and recommendations were made to reduce risk. The PHA results were reviewed by a multidisciplinary group from the Parsons/Honeywell team, which will track the means of mitigating hazards.
Parsons/Honeywell used the PHA for Tooele as a resource document. For systems that are the same as or similar to those at Tooele, the level of detail in the PHA is high. For systems unique to the Parsons/Honeywell technology provider’s package, such as the projectile RWM, the level of detail is low. Maintenance failures are addressed primarily on a generic basis (general work sheets), but a few maintenance failures modes are addressed in process-specific work sheets.
The PHA recommendations can be addressed either by design solutions or procedural/administrative solutions. The committee believes that design solutions should be used whenever possible, because a design solution can be implemented rather easily early in the design process and can more easily be structured to minimize the potential for human error.
The ACW II Committee remains committed to the following recommendation by the ACW I Committee (NRC, 1999):
General Recommendation 3. If a decision is made to move forward with any of these technology packages, health and safety evaluations should progress from qualitative assessments to more quantitative assessments as the process design matures. Quantitative (QRA), health (HRA), and ecological risk assessments should be conducted as soon as is practical. Early initiation of these assessments will allow findings to be implemented with minimal cost and schedule impact.
Human Health and the Environment
Effluent Characterization and Impact
In the absence of a health risk assessment and an environmental risk assessment, a precise statement on the impact of effluents on human health and the environment cannot be made at this time. However, data available to date indicate that the gas flow leaving the plant will meet all EPA regulations. Solid waste streams, including uncontaminated dunnage and metal decontaminated to a 5X level, will be agent-free. The bioreactor effluent evaporator will produce a concentrated brine that may be considered hazardous because of the “derived from” rule. It might even be considered hazardous by characteristic, although this is not likely.3
Completeness of Effluent Characterization
The very large gas flow, primarily from the ICBs, will have gone through CATOX units and, possibly, activated carbon filtration (K.Burchett, Parsons representative, personal communication, December 27, 2000). All other gaseous effluent will pass through both CATOX units and activated carbon filters. The gas composition will have to be determined in detail during initial trials. The gas should then be tested routinely for chemical agent, oxygen, carbon dioxide, and carbon monoxide on a real-time basis. It should also be characterized for low concentrations of hazardous materials, such as dioxins.
Biomass and salt residue, separately or combined, will also be tested for toxicity and leachability. Effluents that have been treated to a 5X condition will not require further characterization.
Characterization of many effluents is an objective of EDS testing scheduled for completion in 2001. Some preliminary results are given in the following section.
Effluent Management Strategy
Salts. Dried salt, probably containing some organic materials, will contain sodium salts of fluoride, chloride, sulfate, nitrate, and nitrite. Preliminary information from the EDS tests indicates that this stream is not hazardous by characteristic (Parsons, 2000e).
Biosludge. During demonstration testing, the biosludge appeared to be nonhazardous (NRC, 2000). Preliminary EDS testing results on the bioreactor sludge and brine show that (1) most constituents of the toxicity characteristic leaching procedure (the TCLP, as defined by RCRA regulations) are either nondetectable or are at least one order of magnitude below the regulatory limit and (2) dioxins and furans were either nondetectable or equivalent to levels found in uncontaminated environments (Parsons, 2000a). Testing during initial operation and periodically thereafter will be necessary to determine whether or not wastes are hazardous, as defined by the EPA. If so, disposal in a hazardous-waste landfill may not be possible because of biological activity. Incineration of the waste would be an alternative. If the wastes are not hazardous, they can probably be sent to a municipal solid-waste landfill without threat to human health or the environment.
Gas. Exhaust gas from the CATOX units serving most processes except the ICBs will pass through an activated carbon adsorber. In its review of demonstration testing, the the ACW I Committee concluded as follows: “The gas leaving the CATOX unit had traces of low-molecular-weight materials, which are considered acceptable. Chlorinated dioxins and furans were observed at very low levels in some of the analyses, but these compounds should be adsorbed from the gas by the carbon filter” (NRC, 2000).
The ACW II Committee notes that the EDS design does not have a carbon filter on the effluent from the CATOX units serving the ICBs. Performance of the CATOX units was tested during EDS testing of the ICB and the CST. In addition, CATOX units were tested with direct injection of mustard agent. The gas composition was determined both upstream and downstream of the CATOX unit. Preliminary results from the ICB tests show that dioxins and furans were present in the bioreactor and CATOX unit effluents at up to a few hundred picograms per cubic meter. Analyses will be necessary during initial operation and periodically during operation to confirm the presence or absence of low-molecular-weight hydrocarbons and chlorinated hydrocarbons, oxides of nitrogen, and chlorinated dioxins and furans.
In its review of demonstration testing, the ACW I Committee also observed that during direct injection of mustard agent into the CATOX unit, agent was destroyed at a destruction and removal efficiency of greater than 99.9999 percent (NRC, 2000). Preliminary results from the EDS tests
show that the CATOX unit reduces mustard agent to nondetectable levels (about 0.1 of the allowed time-weighted average concentration for worker exposure, or 0.3 µg/m3 (a destruction and removal efficiency of greater than 99.999 percent for mustard agent injection of about 10 mg/m3 for more than 600 hours) (Parsons, 2000a). Therefore, the presence of agent in process gas effluents is extremely unlikely.
Metal Parts. Metal parts are cleaned and decontaminated to a 5X condition in the MPTs. The cleaned parts are not expected to pose any threat to human health or the environment.
Off-site Disposal Options
Agent Hydrolysate. Hydrolysate from neutralization of mustard agent with water has been demonstrated to be effectively treated by commercial biological wastewater-treatment facilities. In addition, the mustard agent hydrolysate has been delisted as a hazardous waste in Maryland and has undergone extensive toxicological evaluation showing it to be acceptable for shipment according to U.S. Department of Transportation guidelines (NRC, 1996). Off-site disposal of mustard agent hydrolysate is currently being evaluated for the Aberdeen facility (Myler, 2000). Several commercial facilities have expressed an interest in the treatment and disposal of the hydrolysate. Off-site treatment of mustard hydrolysate would greatly simplify process integration requirements for Pueblo. Hydrolysate produced from mustard agent at greater concentrations than the current design basis of 4 percent and hydrolysate produced from HT would necessitate additional testing to further evaluate this option.
Brine. Parsons/Honeywell is considering the off-site disposal of concentrated brine from the bioreactor effluent evaporator, instead of evaporating the brine to dryness. Brines produced from air-pollution-control processes at Tooele are currently being shipped off-site for disposal by commercial waste-management facilities. The effluent from the treatment of VX nerve agent hydrolysate by SCWO at the Newport site is also planned to be shipped off-site for disposal after being concentrated by evaporation. This material has been delisted as a hazardous waste by the state of Indiana, and at least 16 commercial facilities have been identified that could accept the brine (Wojciechowski, 2000). Off-site management of ICB effluent after evaporation (to recover water) at Pueblo would eliminate the need for a crystallizer and simplify process integration.
Dunnage. Uncontaminated dunnage and agent-free metal will also be disposed of off-site. Off-site disposal of other agent-free waste streams, such as hydrolysates, may be possible, thereby reducing the number or size of treatment steps. Experience at JACADS and Tooele has shown that only a small fraction of dunnage is contaminated with agent. Uncontaminated dunnage from these two stockpile locations is being disposed of off-site by commercial waste-management facilities (McCloskey, 2000; U.S. Army 1998). Off-site management of uncontaminated dunnage is also planned for both the Newport and Aberdeen stockpile locations. Off-site management of dunnage from Pueblo would greatly reduce the on-site process requirements and simplify process integration by reducing the quantity and complexity of the feed to the CST and subsequent treatment of the condensate. Off-site disposal may be possible under Colorado regulations.
Resource Requirements
Three steps will consume large amounts of energy: (1) producing 650°C (1,202°F) steam for the MPTs, (2) heating vent gases to about 425°C (797°F) for the catalytic oxidizers, and (3) evaporating the salt solution from the bioreactor. The resource requirements have been estimated at about 11 MW of electricity, 5,700 lb/day of nitrogen (530,000 standard cubic feet per day), and up to approximately 60,000 gallons/day of makeup water. None of these resource requirements appears to be excessive for a chemical plant.
Environmental Compliance and Permitting
There are no apparent reasons for the combination of technologies in the WHEAT process to lead to unusual permitting or compliance problems.
ASSESSMENT OF OVERARCHING TECHNICAL ISSUES
Steps Required Before Implementation
Materials of Construction
Parsons/Honeywell has begun the selection of optimal materials for construction of the critical process units. However, this process had not been completed when this report was being prepared. Experimental testing on the materials selected must be carried out to verify choices.
Continuous Steam Treater
The efficacy of using activated carbon for the aggregate must be verified, and any detrimental side effects must be identified and taken into account in the design.
Previous Findings and Recommendations
In this section, the findings and recommendations regarding the WHEAT process from the two ACW I Committee reports are reviewed to determine if they are still valid or if they have been addressed by the EDS tests or by information
from the evolving WHEAT process design (NRC, 1999, 2000).
Review of Findings from the 1999 Initial ACW I Committee report (NRC, 1999)
Finding PA-1. The biological treatment operation will require further demonstration to prove its ability (1) to handle a variety of feed stocks with reasonable acclimation times between changes, and (2) to achieve high levels of conversion of the Schedule 2 compounds in the hydrolysate. The demonstration will have to last long enough to give confidence in the long-term operation ability of the process.
Testing has shown that the biological treatment operation can handle mustard hydrolysate and CST condensate. Schedule 2 compounds can be completely destroyed. Long-term operation appears to be feasible.
Finding PA-2. The relative effects of biological treatment and air-stripping on the destruction of organic materials in the bioreactor have not been established. This will affect the composition of the off-gas from the bioreactor.
The quantity of organic contaminants removed by air-stripping is small in comparison with the amount destroyed by biological oxidation.
Finding PA-3. The effectiveness of ultraviolet/hydrogen peroxide oxidation in reducing Schedule 2 compounds to an acceptably low level has not been demonstrated.
The ultraviolet/hydrogen peroxide treatment step is no longer a part of the process.
Finding PA-4. The bioreactor has been operated only at very low salt concentrations. Operation at design concentrations has not been demonstrated.
The ICB has been operated at the design concentration.
Finding PA-5. Additional data should be gathered on the effectiveness of the catalytic oxidation system in destroying organic materials in the biotreatment off-gas.
Additional data have been gathered and the degree of destruction of organic compounds appears to be adequate.
Finding PA-6. The sludge from the biological process has not been completely characterized.
The process no longer produces this sludge stream.
Finding PA-7. Even though the evaporation operations involve conventional technologies, they have not been tested for this application.
Testing was under way as this report was being prepared. No results were reviewed.
Finding PA-8. The dried salts from the evaporation operations have not been characterized for leachability and toxicity.
The process has changed, and the production of a dried salt stream is not planned.
Review of Findings and Recommendations from the ACW I Committee Supplemental Report (NRC, 2000)
Finding (Demo I) PA-1. The mustard demonstration tests were very encouraging and showed that the process is ready for the next scale-up.
These tests were previously carried out successfully.
Finding (Demo I) PA-2. The nerve agent demonstration tests had serious problems. However, if the previous tests at the technology provider’s laboratory and the results of the demonstration tests are combined, the aggregate results are inconclusive. The reason for the poor demonstration results might be as simple as poor aeration in the bioreactor (see Recommendation PA-1).
No additional tests of the ICB were carried out on nerve agent hydrolysates since nerve agents are not stored at Pueblo.
Recommendation (Demo I) PA-1. Before proceeding to a further scale-up of GB and VX biotreatment processing, the committee recommends that the following steps be taken:
-
The biotreatment process should be examined carefully at bench scale to determine the factors that are critical to success.
-
An investigation of analytical techniques should be undertaken to provide more reliable process information.
No additional testing has been done on nerve agent hydrolysates. The committee is not aware of any further investigations of analytical techniques since nerve agents are not stored at Pueblo.
New Findings and Recommendations
Finding (Pueblo) PH-1. The Parsons/Honeywell design of the burster washout machine is relatively immature and should be demonstrated before it is incorporated into the final technology package. Items of concern include separation of energetics particles from the bulk washout solution, which could potentially lead to ignition in the shredder.
Finding (Pueblo) PH-2. The maximum fuze and burster-cup temperature of 650°F (343°C) in the energetics rotary
deactivator (ERD) might not be high enough to ensure the thermal deactivation of lead-azide-containing fuzes. If the temperature of the materials in the ERD is within the range required to ensure safe thermal deactivation of lead azide, the process should be adequate.
Finding (Pueblo) PH-3. The Parsons/Honeywell WHEAT munitions disassembly machine and the projectile rotary washout machine have not been tested to demonstrate reliable removal of solidified agent to levels sufficiently low for treatment in the metal parts treaters. Testing planned for 2001 may provide data to verify that these machines will be reliable enough to achieve target throughput rates.
Finding (Pueblo) PH-4. Leaks into or out of the batch metal parts treater, rotary metal parts treater, and continuous steam treater were adequately addressed in the preliminary hazards analysis.
Finding (Pueblo) PH-5. The rotary metal parts treater has not been tested; the concept, therefore, remains to be demonstrated.
Finding (Pueblo) PH-6. The use of activated carbon and caustic as additives to the continuous steam treater are unproven. Experimental studies to demonstrate their utility were under way as this report was being prepared.
Finding (Pueblo) PH-7. Dioxins and furans are produced in the continuous steam treater (CST) under certain conditions. Some of these dioxins and furans are eventually fed to the immobilized cell bioreactors via the purge stream of the CST quench tower and are then stripped from the bioreactors and partially destroyed in the catalytic oxidation units. Activated carbon adsorbers might, therefore, be necessary downstream of the bioreactor catalytic oxidation units.
Finding (Pueblo) PH-8. The catalytic oxidation units have been successfully demonstrated to destroy mustard agent, thus providing an extra layer of protection in the event of an upset that results in mustard agent breakthrough to the catalytic oxidation units.
Finding (Pueblo) PH-9. Although the catalytic oxidation units have generally performed well in destroying volatile organic compounds, it has not yet been demonstrated that they can reduce pollutants in the vent gases from the continuous steam treater or metal parts treater to acceptable levels.
Finding (Pueblo) PH-10. No outstanding waste disposal issues remain.
Finding (Pueblo) PH-11. Experience with the baseline system and continuing tests of individual components of the Parsons/Honeywell WHEAT process indicate that successful integration of the process components is feasible. However, the individual steps have not been tested to demonstrate that the necessary throughput rates and online availability levels can be achieved.
Finding (Pueblo) PH-12. A detailed throughput analysis that takes into account intermediate storage capacity has not been carried out. A throughput analysis would verify that planned throughput rates can be achieved.
Finding (Pueblo) PH-13. The preliminary hazards analysis for the WHEAT engineering design package was prepared using an appropriate methodology, and means for mitigating hazards are being tracked.
Finding (Pueblo) PH-14. The Parsons/Honeywell WHEAT technology appears to be capable of demilitarizing the chemical weapons stored at Pueblo Chemical Depot. The combination of hydrolysis of agent, hydrolysis of energetics, and biotreatment of hydrolysates can be a safe and effective process.
Finding (Pueblo) PH-15. While no outstanding waste disposal issues remain, Parsons/Honeywell is exploring alternative waste disposal options to simplify its process by reducing the number of unit operations. Parsons/Honeywell is looking into the off-site disposal of concentrated brine from the bioreactor effluent evaporator. Off-site disposal of other agent-free waste streams, such as hydrolysates, may also be possible, thereby reducing the number or capacity of treatment operations.
Recommendation (Pueblo) PH-1. The residence time in the energetics rotary deactivator (ERD) of the Parsons/ Honeywell process must be sufficient for the thermal mass of the fuzes and bursters to rise to the operating temperature, based on the feed rate. The residence time and maximum temperature should be reevaluated and modified to ensure that no energetic materials are present when the metal parts leave the ERD. In addition, feed rate parameters must be adjusted to accommodate overpressure events during thermal deactivation.
Recommendation (Pueblo) PH-2. The detailed design of reactors for the hydrolysis of mustard agent at the Aberdeen, Maryland, storage site should be fully considered in the design of the agent hydrolysis process. A careful evaluation of construction materials should be done.
Recommendation (Pueblo) PH-3. The energetics hydrolysis studies at Holston Army Ammunition Plant should be taken into consideration in the design and preparation of operating procedures for the Parsons/Honeywell energetics hydrolysis system.
Recommendation (Pueblo) PH-4. The feed chutes to the shredders used in the Parsons/Honeywell process must be designed to avoid jamming. Tests should be run with chutes, shredders, and feed materials the size of those in the full-scale operations to ensure that the chute design is adequate.
Recommendation (Pueblo) PH-5. Tests should be carried out to determine that Hastelloy C-276 will adequately resist corrosion in the continuous steam treater.
Recommendation (Pueblo) PH-6. The amount of activated carbon being converted to flammable gas in the continuous steam treater should be measured and its impact on the process assessed.
Recommendation (Pueblo) PH-7. Results of the completed tests of engineering design studies should be carefully reviewed to ensure that activated carbon adsorbers do not have to be added to the bioreactor catalytic oxidation units to achieve acceptable levels of dioxins and furans.
Recommendation (Pueblo) PH-8. A quantitative risk assessment should be developed as early as possible for the operation of the propellant removal room to identify contributors to worker risk and provide guidance for reducing risks by means of design.






















