
Panel V
Challenges Facing the Equipment Industry
INTRODUCTION
Erik Kamerbeek
Semiconductor Equipment and Materials European Association
Dr. Kamerbeek introduced the members of the panel. He noted that the technical challenges to the equipment industry constitute a challenge to the global information technology industry as a whole, and he praised the panelists as a distinguished group uniquely qualified to discuss these challenges.
CHALLENGES I
Kalman Kaufman
Applied Materials
Sustaining Technological and Business Viability
Dr. Kaufman, corporate vice president for strategic planning and new business development, began by summarizing ideas. The first one, he said, was obvious: the semiconductor and electronics industry represents an increasingly significant force in the economy—both because of the sheer size of the industry and because of its influence on the information age. Second, he said, equipment suppliers play an increasingly crucial role in enabling the technological and business viability of the industry. He presented the following imperatives for ensuring sustained success:
-
Equipment suppliers need to continue to invest heavily in technology development and commercialization.
-
The government must promote the supply of highly skilled people, particularly researchers. He called education “an absolute imperative.”
-
The government must also ensure fair access in every country to markets and technologies.
-
The semiconductor producers must create a win-win environment to reduce risk and improve the overall efficiency of the industry. Even though the industry is incredibly successful, he said, it is far from using its resources at maximum efficiency.
A Need for Capital Investment
He reviewed the “food chain” of the semiconductor industry. In 1999 total revenues of the electronics industry were close to $1 trillion, or 3.1 percent of worldwide GDP. The revenues for the semiconductor components of the electronics industry were close to 16 percent of that, and capital spending for wafer-fabrication equipment about 21 percent. He stressed the magnitude of capital investment in this industry in relation to other industries. A substantial portion of this capital investment is for technology, not just for capacity. Five years from 1999 electronics revenues were estimated to grow 1.4 times, to $1.3 trillion. Semiconductor revenue is estimated to more than double, to more than $300 billion dollars. Capital spending and spending on wafer-fabrication equipment are estimated to more than double.
A Need for Alternative Technologies
In lithography, pushing the limits of technology brings a steep price in the increased cost of masks and additional requirements. The ability to extend this technology down to 0.13 microns from 248 nanometers and, subsequently, further may give the illusion that this can happen repeatedly. For example, 193 nanometers has not been attained, even though it is viable, and 157 is still in the future, so 70 nanometers will certainly present a serious dilemma. So far there is still no viable alternative to scaling. He said that the world should be concerned about the future of this technology because of its global importance. He suggested that EUV (extreme-ultraviolet) and electro-projection technologies are viable opportunities, and urged support for research on such alternative technologies.
A Comparative View of the Semiconductor Industry
He compared the semiconductor industry with other major industries. (See Figure 10.) The steel industry has grown 6 percent a year over the past 30 years, the plastics industry 10 percent, and the semiconductor industry at the “extremely
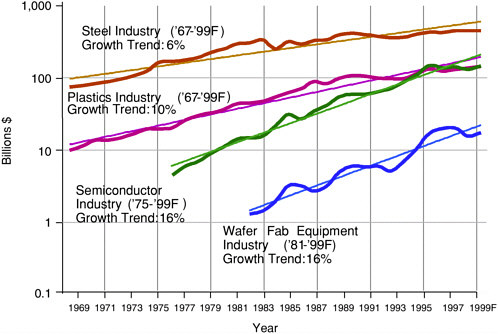
FIGURE 10 Electronics and semiconductors: Key economic forces.
fast” rate of 16 percent. Semiconductors will pass the steel industry by the year 2004. The wafer-fabrication equipment industry also grows at about 16 percent, but the cyclicality of the industry creates tremendous inefficiencies.
The manufacturers of semiconductors are outsourcing more of the process in order to create new products. In the 1970s the equipment suppliers shipped only poorly automated machines and the customers were left to learn how to use them. In the 1980s the process specifications were being defined and sent to the customers. In the 1990s the process specifications were guaranteed and the process became much more efficient. In 2000 companies began to deliver process module integration, which Applied Materials and other suppliers are now seriously promoting, as well as new solutions that improve efficiencies.
Challenges Facing the Equipment Industry
He used the transition to 300-mm equipment to illustrate the expanding responsibility of the equipment industry. In previous transformations, to 150-mm and 200-mm wafers, key customers such as Intel and IBM led the transitions, taking the responsibility and assuming the risks. This was not the case for the
300-mm transition, when the equipment industry for the first time assumed all financial and technical responsibilities. This demonstrated a much higher maturity level.
Along with its responsibility, Applied Materials itself has grown, from just over 10,000 employees in 1995 to over 20,000 in September 2000. Mr. Kaufman said this growth was typical for good companies in the sector. He estimated the size of the semiconductor equipment industry, including suppliers, at six or seven times the size of Applied Materials, or about 130,000 workers. At an average salary of $65,000-$75,000, the combined workforce represents a large economic sector.
A Need for Continuous Investment in Technology
He said one of AMAT’s primary responsibilities is continuous investment in new technology. From 1981 to 2000 the company introduced at least one new product every year. In this field, he said, new products were not like new models of cars, for which changes can be cosmetic. New equipment models represent entirely new technologies. In addition, the number of products has soared recently, to 30 new tools in the year 2000, which he called representative of the innovation rate in the industry. He said that innovation goes beyond the tool itself to include the mode of operation and the interaction between the supplier’s equipment and the industry itself. Capabilities such as integration of software and tools and productivity have to be an inherent part of tool design. This allows the two industries to converge and puts even more pressure on the semiconductor industry to invest continuously. He said that in one year at the beginning of the 1980s AMAT spent three-and-a-half times its cash flow on R&D for new products.
A Need for Both Research and People
To continue its growth, he said, the industry needs a continuous flow of technical innovation and continuous training of people. He expanded on the topic of investment in R&D, which increases every quarter in spite of downturns and fluctuations in the market. He said that companies with small market share cannot maintain this pace of investment. Applied Materials believes that a company needs at least a 15 percent market share to sustain significant R&D. Below that share a company can function and introduce valuable technologies, but it is financially impossible for it to offer research support to its customers on a long-term basis.
Mr. Kaufman said that the necessary role of the universities is to ensure the flow of technical innovation and skills. This is a dual responsibility. The first responsibility is to provide long-term research, while the second and more urgent obligation is to produce motivated and skilled researchers for the worldwide industry.
Meeting New Challenges
The Roles of Universities and National Labs
He looked at the research itself from two perspectives. The first is that universities have a role in teaching and motivating the next generation of researchers and engineers. The second is that the national labs should bridge the widening gap between academic research and the next-generation industry requirements in generic, pre-competitive research. Such research should be funded and defined mostly by industry, but the government has a role to play in inspiring and catalyzing the research.
To ensure the flow of technical innovation, he again stressed the need to prevent national protectionism. Any barriers from any country, he said, would have a negative impact on the whole industry. He praised the potential of International SEMATECH and called for great care not to create national boundaries that would impede the ability to grow.
The Role of a Consortium
He turned to supplier-customer cooperation and discussed the need to reevaluate the role of SEMATECH based on lessons learned during the 300-mm transition. The best role for a consortium, he said, is to bring people together in order that they may cooperate and provide the semiconductor industry with valuable information so “we can change our roadmaps and learn how to serve customers.” Problems arise when the group attempts to pressure the semiconductor equipment manufacturers toward certain guidelines or attempts to dictate pricing. Those problems did arise in the case of SEMATECH’s planning for the 300-mm transition, he said, when Applied Materials invested some $300 million in unnecessary equipment because they received the wrong targets when they introduced the tools.
He concluded with the message that such decisions should be made together in order to best promote the industry, and he called for more cooperation and better communication among all elements of the industry.
DISCUSSION
Questions About SEMATECH
Dr. Kaufman was asked whether, despite his criticism of SEMATECH, the consortium has contributed to the growth of AMAT. He responded that SEMATECH has benefited the industry by promoting better cooperation and opened doors to understanding. He said he thinks AMAT’s own position has not changed
much because of SEMATECH, but he said his company strongly promotes working with SEMATECH and that International SEMATECH is creating excellent tools for cooperation and communication.
Another participant asked Dr. Kaufman to clarify the role that SEMATECH played in pricing the 300-mm wafers. Dr. Kaufman said that SEMATECH did not set prices but tried to use a formula in regard to new tools for 300 mm. The formula was based on large-scale economic estimates of the affordable costs of the transition from 200-mm to 300-mm equipment.
A New National Lab?
Dr. Wessner recalled Dr. Kaufman’s reference to the role of the national labs and asked if he was suggesting an expansion of a laboratory such as the National Institute of Standards and Technology or a modified role for a weapons lab like Sandia. Dr. Kaufman said that it should be a very focused lab, perhaps modeled on IMEC in Europe. He said that its relationship with the universities should be a close one but that the people in the lab should be dedicated to solving precompetitive, generic research problems much like those the semiconductor equipment companies work on.
CHALLENGES II
John Kelly
Novellus Systems
Three Critical Needs
A Need for More Talented People
Dr. Kelly has had the unusual advantage of having worked both on the IC side of the line, at Hewlett-Packard, and for the last five-and-a-half years as a supplier. He said that problems facing the supplier industry are “fairly simple and straightforward.” The first is the undersupply of talented graduate students. He said that the good news is that many of the students they have hired trained through the Semiconductor Research Corporation (SRC) and were prepared to “hit the ground running.” The bad news is that there are not enough of them, and the situation seems to be worsening. Many graduates have moved away from the semiconductor industry into other areas, such as nanotechnology, he said, and the professors have been going “where the money is.” More students might be drawn to semiconductor-related programs, he said, through various incentives. The SRC has only limited funds to spend, however. He said that Novellus is very involved with the SRC and uses it as a primary source of new talent.
A Need for Resources for Long-term Research
Another, more complex issue, he said, is the problem referred to by Drs. Moore and Polcari as shrinking resources for long-term research. The technological “brick wall,” he said, could be very real “if we don’t work on the right problems fast enough.” He said that the industry has good momentum and good people, and that “with some help” it could either get over the wall or around it.
A Need for More Fundamental Research
He said that the largest change in the equipment industry that poses serious challenges is that it is no longer acceptable simply to deliver a tool to the customer. It has to be delivered with a process or as part of a process, and the process has to be perfect. This makes the supplier’s life more complex, because more knowledge is required and no one can tell in advance what problems may arise. There is less knowledge production being done in the absence of the longer-range industrial labs. With an already large research load the company has limited ability to maintain its own basic research. This means a limited ability to answer fundamental questions quickly.
“If a company such as Novellus wants to move quickly,” said Dr. Kelly, it needs more work on “fundamentals, materials—the real basics.” The most significant gap is in the area of two-year to five-year research—the long-term work that brings understanding of materials and interactions and allows the integration of the processes previously described by Dr. Kaufman. If a company starts a development program on a new process or piece of equipment and does not understand the science, then developing the process usually takes twice as long. If it does know all the basics, however, the company can move fast and develop a good tool the first time.
Growth of the Research Burden
Even without doing this fundamental research, the suppliers’ research burden has grown enormously over the last 5 to 10 years. During a downturn companies have to spend large amounts of money to maintain their research level. In growth years they are pressed to find enough good people to expand the company’s activities.
Dr. Kelly said there are several sources of help. One is MARCO, the Microelectronics Advanced Research Corporation run by SRC, which provides a modest long-term knowledge resource for companies. At the other extreme, SEMATECH helps with testing and evaluating tools that are in the development stage. Between these two extremes, however, lies a chasm with little ongoing research.
CHALLENGES III
Papken Der Torossian
Silicon Valley Group
A Brief History of Silicon Valley Group
Dr. Torossian said that enough people had asked him about his company, which produces high-end lithography systems, that he decided to give a brief review of its history. In the late 1980s, 90 percent of the lithography business belonged to Nikon and Canon, with ASML in Holland supplying 9 percent, primarily to TSMC. The company that was making scanners, Perkin-Elmer, left that business, which was losing money, and Silicon Valley Group (SVG) bought it, much to the dismay of Wall Street, which saw nothing but risk. SVG raised a small amount of federal funding and sold stock to raise most of its financial capital. Over the last 10 years, he estimated, SVG has spent over $1 billion in R&D and capital. At present the company has about 8 to 10 percent of the global lithography market, and probably 40 to 50 percent of the advanced technology market. “We make [the equivalent of] Ferraris and Porsches,” he said.
The Need to Cooperate
The Role of SEMATECH
He acknowledged that SEMATECH, IBM, and Intel helped SVG become established in the early 1990s. He said that an essential fact about SEMATECH is that it has created an environment in which a buyer and seller can work together. In all its successes, whether in the etching business or measurement or lithography, SEMATECH helped by being the midwife in cases when a customer really wanted to buy and a supplier really wanted to manufacture. He said that the manufacturer alone cannot perfect the complex equipment of this industry. Someone has to buy it, work with it, and improve it. So there is mutual benefit when buyer and seller work well together. In such cases, said Dr. Torossian, “government money doesn’t help; you need to have a customer who buys, who beats you up and makes the machine better.”
Why Cooperation Is Required
He said that some companies joined SEMATECH on the assumption that they could harvest other companies’ pre-competitive technologies. Some of those companies were sorely disappointed, he said, because that was not the purpose of SEMATECH. In the equipment business, he said, pre-competitive work is very difficult. The only area now that is pre-competitive is 300-mm research, because
no single company can sell 300-mm machines. Unless all the parts (lithography, etchers, positioning) work together, companies will not buy a 300-mm factory. No one can invest in this specific equipment. Customers want suppliers to share technologies because they want two strong suppliers to compete over price. But suppliers do not share technologies. Instead they have to figure out how to work together pre-competitively.
Mounting Challenges
A Huge Investment in Research
He then complemented earlier comments about the technical challenges of lithography, copper, and low-k. He reinforced the point that moving from a three-year cycle to a 2-year cycle requires a huge investment by the industry. The lithography industry already invests 12 to 15 percent of its sales in R&D, he said, or about $5 billion to $8 billion a year; SVG has invested $612 million in R&D over the last 10 years and $350 million in capital expenditures. Research spending would have to increase by almost 30 percent to accelerate the equipment cycle.
The second challenge is that some of these investments are very long term. For example, he said that it has taken 10 years to go from 248 in 1989 to 193 (130 nm), which is just being introduced now. This required an investment of about $500 million to $800 million. The next generation, 157 (100 nm) and EUV, will take another $500 million. These huge investments cannot be borne by a single company, no matter how large. So, he said, we have to find a way to work together. He said that the EUV consortium is one simple way of working with competitors, which is “the only way we’re going to advance the science in the next few years.”
A Need to Strengthen Supply Lines
He added that the semiconductor equipment industry today includes about 3,000 suppliers globally. Only about 50 of them are integrated suppliers, like Applied Materials, Novellus, and SVG. Most of them make all the numerous components required for systems. A tremendous challenge for the industry is to work better with customers to strengthen the supply lines, especially in regard to a “tremendous problem” with optics.
Changes in Market Share
He showed a slide of 1999 semiconductor capital spending depicting Intel in the lead and said that TSMC, then ranked fourth, would almost equal Intel within the following year. (See Figure 11.) He also showed a chart of the worldwide
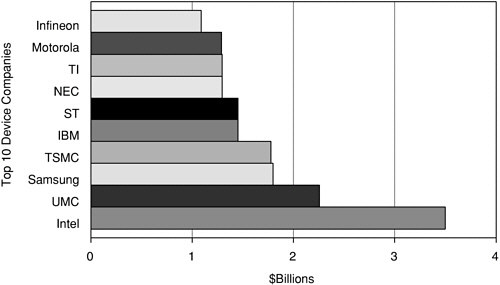
FIGURE 11 1999 semiconductor capital spending.
lithography market, which was a $5 billion business in 2000 that is projected to grow to $8 billion by 2004. (See Figure 12.) “A significant point,” he said, is that Taiwan, Korea, and Singapore have sales almost double those of Japan. He then predicted that Japan was going to come “roaring back” very strongly. Finally, he showed a chart of worldwide market share for lithography depicting both AML
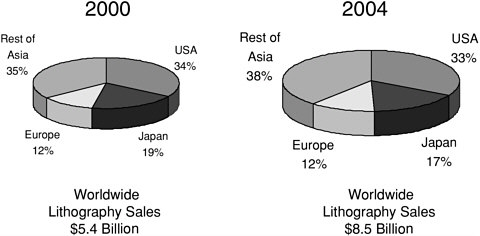
FIGURE 12 Worldwide lithography market.
SOURCE: Dataquest, July 2000.
and SVG to be growing at the expense of Nikon and Canon. He pointed out that neither ASML nor SVG had been able to sell any machines in Japan.
Finding Ways to Work Together
He said that SVG had spent almost $1 billion dollars of its own money in the last 10 years. It has received about $50 million from the government and $25 million from SEMATECH for R&D. Most of its investment capital came from stockholders.
To conclude, he reemphasized that research is expensive. He showed a SEMATECH chart on lithography funding that showed over $900 million in annual R&D expenditures by the industry to advance lithography. “I think it’s important to realize,” he advised, “that no one, including some of our customers, has that kind of money, so we have to find a way to work together on it.”











