
Additive Manufacturing in Aerospace: Examples and Research Outlook
BRETT LYONS
The Boeing Company
This paper presents an industrial view on the use of additive manufacturing for production of aircraft components and provides research examples that show the direction of related development. The advantages of additive manufacturing are becoming broadly recognized, and the stringent requirements found in the aerospace industry provide the context required to develop these complex processes to the level of robust performance established by traditional manufacturing methods.
INTRODUCTION TO AEROSPACE REQUIREMENTS FOR ADDITIVE MANUFACTURING
Additive manufacturing (AM) processes are unique in their ability to form the final part desired without any intermediate tooling. Additive processes such as selective laser sintering (SLS) begin with a computer-generated three-dimensional design of a given part. The part is then digitally segmented into very thin layers, which are selectively solidified in the machine, layer by layer. This ability to “grow” parts allows for designs with such complexity that they cannot viably be built with other processes. This approach to manufacturing removes the need, cost, and delay associated with tooling. Even with increasing rates of aircraft production (The Boeing Company, 2011), aerospace companies have numerous parts that are produced in very low quantities, making these tool-less processes attractive from an economic perspective (Ruffo et al., 2006). The use of AM provides a host of benefits, many of which are being recognized even in general media (The Economist, 2011).
From an aerospace and defense (A&D) design perspective, the weight of the
part is often the deciding design factor for choice of material and manufacturing process use. Also, the uncompromised need for safety in air travel adds a long list of complex requirements, even for the simplest part. To consistently produce parts with identical and understood properties, the material and the process used to form it must be understood to a very high level. This complicated aerospace manufacturing context, which blends low-volume economics with acute weight sensitivity and the need for highly controlled materials and manufacturing processes, has led to the development of knowledge within The Boeing Company required to safely transition AM from the laboratory and model shop onto the factory floor.
To begin to understand the foundation of requirements placed on a commercial aircraft part, one can look to the U.S. Federal Aviation Regulations, which must be met before a Type Certification can be issued for a given aircraft series, required for entry into service with an airline (Federal Aviation Administration, 2011). While this set of regulations is very extensive and detailed, the single most pertinent language within the context of an AM review can be found in Title 14, Section 25, Subpart D, Subsection 25.605: “The suitability and durability of materials used for parts, the failure of which could adversely affect safety, must (a) Be established on the basis of experience or tests; (b) Conform to approved specifications (such as industry or military specifications, or Technical Standard Orders) that ensure their having the strength and other properties assumed in the design data; and (c) Take into account the effects of environmental conditions, such as temperature and humidity, expected in service.” This brief but clear requirement is one of many that leads to the incredible safety record of commercial air transportation and also provides the impetus to rigorously study new fabrication methods such as SLS. Each A&D manufacturer will have internal specifications or will look to established standards organizations for data that allow accurate design of components from a given material, based on minimum allowable performance. Examples of material performance factors that are considered for even the simplest of components include specific strengths, fatigue, creep, use temperature, survival temperature, several tests of flammability, smoke release and toxicity, electric conductivity, multiple chemical sensitivities, radiation sensitivity, appearance, processing sustainability, and cost.
USE OF ADDITIVE MANUFACTURING IN AEROSPACE
Within Boeing, both military (Hauge and Wooten, 2006) and commercial (Lyons et al., 2009) programs use SLS to produce lightweight, highly integrated systems and payload components, as seen in Figure 1, that eliminate non recurring tooling costs and provide for life-cycle production flexibility. Since the first implementations on Boeing aircraft, the use of SLS has grown organically within a large number of programs. This is primarily due to its ability to produce thermoplastic parts that are lightweight, nonporous, thin-walled, and highly complex
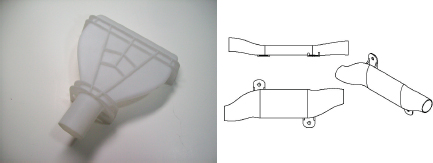
FIGURE 1 Photograph and illustration of laser-sintered air ducts.
geometrically and to do so in an economical fashion. These properties also led to the frequent use of SLS within the burgeoning field of unmanned aerial vehicles.
With weight being a critical factor, the very thin walls and complex designs possible in SLS are attractive for replacement of parts typically made through established processes such as rotational, injection, or polymer matrix composite molding. To take advantage of SLS, one must have a firm understanding of the extreme four-dimensional energy input gradients that exist during processing. For example, typical SLS machines use 75-watt CO2 lasers that have a 500-μm spot size. That laser spot moves at up to 10 meters per second, over layers of nylon powder only 100 μm thick, with each layer being completed in approximately 60 seconds. The thorough description and efforts to simulate the details of the energies present in the SLS process can be found in the literature (Franco et al., 2010). This unique manufacturing context requires that any aerospace company develop in-depth knowledge of the materials and process used in order to draft commercially efficient specifications.
EXAMPLES OF AEROSPACE-DRIVEN RESEARCH IN AM
To build parts with repeatable mechanical properties and dimensional control, the temperature distribution across the part-building platform must be held at as even a temperature as possible. In order to accomplish this and reduce scrap rates, The Boeing Company and its partners at the University of Louisville and at Integra Services International (Belton, Texas) developed a patented method for zonal control of the part bed temperature in SLS equipment (Huskamp, 2009). The multizone, near-infrared (IR) wavelength heating elements, seen in Figure 2, provide the fast response and spatial resolution required to maintain even part bed temperature. This invention, when paired with real-time IR imaging, provides a significant improvement in thermal control. This level of thermospatial control
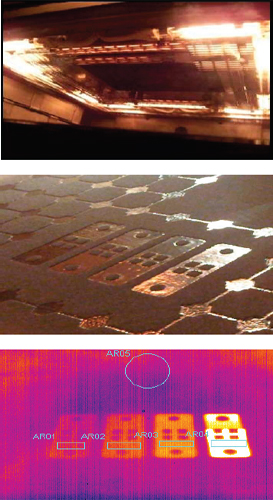
FIGURE 2 MZ heating (top), SLS part bed (middle), and same parts seen via infrared thermography during laser scanning (bottom).
has had to become more advanced than that found in most other thermoplastic processing methods.
Another example of an aerospace-driven AM need being met by researchers can be seen in the emergence of flame-retardant polyamides. When considering that many polymers are derived from fossil fuel-based hydrocarbon feedstocks, the concept of a related chemistry being self-extinguishing when exposed to flame is impressive. That characteristic is required, to a greater or lesser degree, of all polymer materials used on the interior of commercial aircraft. To gain the weight and manufacturing benefits provided by SLS on its commercial aircraft, Boeing collaborated with its suppliers to develop the first material that could be laser processed and that passed the required flammability tests (Booth, 2010).
CURRENT AREA OF DEVELOPMENT
Progress has been made to increase the number of AM applications in aerospace, which has identified three new performance challenges for SLS polymer materials. The operating requirements of programs such as F-35 and 787 have put requirements on the AM community to develop materials that can (a) operate at higher temperatures, (b) have significantly better flame resistance, and (c) offer an adjustable degree of electrical conductivity (Shinbara, 2011). These new physical performance targets must be met while maintaining as many of the attributes already established by SLS polyamide materials as possible. Those attributes include mechanical toughness, resistance to chemical attack, ultraviolet radiation resistance, dimensional fidelity, and viable economics. Such a material, if developed successfully, could have a wide range of applications within and beyond aerospace. Two of the most notable non-aerospace applications for new high-performance polymers in SLS are the potential use in medicine for implants and devices (Schmidt et al., 2007) and low-volume automotive production.
As is historically the case when a new technology is enabled and near transition to useful service, numerous parties from many industrialized nations can be seen working on the same technical problem simultaneously. Researchers in the United States, Germany, Japan, and the United Kingdom have made the deepest investigations into developing high-performance polymers for SLS (Hesse et al., 2007; Kemmish, 2010). There are many high-performance polymers that are attractive for development from a cost perspective; however, the cost of testing required by aerospace makes multiple, simultaneous material development efforts cost prohibitive. Because of the known performance of the polyaryletherketone (PAEK) family of materials, they are viewed as the lowest-risk option for current development. The PAEK family includes different chemistries such as polyetherketone, polyetheretherketone, and polyetherketoneketone. The choice of a PAEK as the next material family to be developed is based on factors inherent to its chemistry, including very good flammability and chemical resistance, low moisture sorption, good mechanical performance, good resistance to creep and
fatigue, compatibility with several methods of sterilization, and numerous material grades and suppliers to choose from.
Owing to the comparatively small size of the SLS market and the cost of developing new polymer chemistries, raw materials for SLS are typically selected from commercial-off-the-shelf (COTS) grades. These COTS materials have been designed for other applications such as coatings, films, or rotational molding. While injection molding and other methods of polymer processing can make use of both heat and pressure to form a part against the surface of a mold, AM processes have to rely primarily on thermal energy input. Viable materials for additive processes must have very specific viscosity and other properties to be successfully processed. To begin generating material performance test data, a processable material form must first be developed.
The development of a viable PAEK-SLS material is an area of competitive, industrial research at this paper’s time of writing, so specific information from any one party is generally not published. However, the comparison of established, well-understood polyamides (PAs) to the PAEK family shows the problem space of engineers working in this field. Table 1 provides comparative thermal properties of lower-temperature PA and PAEK materials, as found in the literature and in manufacturer-published information (Kemmish, 2010; Kohan, 1995).
By understanding and comparing the bulk thermal properties of these two material families, one can begin to understand how differently they will behave within the SLS process. One such comparison can be seen when the amount of energy required to heat the material is considered. To process a PA powder, the lower melt temperature combined with the lower specific heat (the amount of energy required to heat a given mass of material one degree Kelvin) indicates that the effort required to achieve a given viscosity with heat input is much lower for a PA than for a PAEK. The PAEK must be heated to twice the temperature just to approach melt and will require almost twice the energy per degree of heating. This is further complicated in SLS processing, as the transient heating retirements of each layer must not change drastically.
A second comparison is the ratio of specific heat to the heat of fusion (the energy flux exhibited in the transition from solid to liquid, and vice versa). In the SLS process, the polymer powder is heated in stages from ambient conditions
TABLE 1 Comparison of PA and PAEK Family Thermal Properties
| Matrial | Melt Temp °C |
Glass Trans. Temp °C |
Specific Heat J/g K |
Heat of Fusion (100% crys.) J/g |
Thermal Conductivity W/m K |
Thermal Expansion (ppm/Tg°C°C) |
Specific Gravity g/cc (crystalline) |
| PA | 180-186 | 42-55 | 1.26 | 226 | 0.19 | 85 | 1.03 |
| PAKE | 300-375 | 145-165 | 2.20 | 130 | 0.26 | 60 | 1.30 |
to very near the melt point. PA has a lower ratio of specific heat to heat of fusion than the PAEK family of materials (1.26/226 compared to 2.20/130). This is important because, despite best efforts, there is some gradient of energy input and temperature across the building area at any given time. If a material has a very gradual transition into melt, such as fully amorphous polymers, it can be difficult to feed smoothly onto the machine’s part-building area.
This ratio of specific heat to heat of fusion gives an indication of how easily a given material can be heated to near the melt point, across the whole part bed, without fusing particles together. The closer to the melt point the material can be fed into the machine, the lower the energy input requirements are on the laser for heat input that transitions the material into the melt region. The lower the requirement put on the laser for energy input, the lower the risk of polymer degradation. This is because within the CO2 laser spot there is a roughly Gaussian distribution of energy, the peak of which can cause degradation.
Also tied to this comparison is the speed at which the laser draws each layer of the part. With a given energy input requirement put on the laser per the above comparison, the layer can be drawn with faster or slower laser scan speeds. The scan speed affects the overall per-layer time which, in addition to the proportion of preheat to laser energy required, results in a variable temperature distribution and cooling rate across a part’s cross section, per given layer. If too long a time has passed between the start and stop of a given layer and too high of an energy demand is put on the laser, sections of that layer will have cooled faster than others and, in turn, will have shrunk nonuniformly. Dimensional distortion can result if too high a cooling gradient exists relative to recrystallization temperature, thermal conductivity, coefficient of thermal expansion, and a host of other material factors.
A thorough description of the interaction between just the properties shown in Table 1 is beyond the scope of this paper, but the three examples give a window into the problems currently being solved by AM researchers. Thankfully, despite

FIGURE 3 Examples of parts of PEAK materials processed via SLS.
all of these complexities, multiple parties are reporting success with the processing of PAEK materials via SLS, as can be seen in Figure 3.
MOVING FORWARD
Beyond new higher-performance polymers, numerous research frontiers exist within AM. Separate from the specific material development identified earlier, AM equipment must transition from comparable low-reliability laboratorygrade equipment to hardened, cost-effective, high-temperature industrial-grade machines. The AM industry can look to its predecessors in injection molding and computer numerical control machining for examples of how to establish new manufacturing technology and the supporting business case. The unique material requirements posed by AM processing have, during the technology’s infancy phase, tied machine manufacturers to material and even part sale activity. While this has provided a good revenue source to support the new companies, it has also impeded new applications by making new material development difficult for all but the largest of users and material companies. This dependence on material and part sales, and nonproductive patent litigation, has also distracted the machine manufacturers from improving upon their equipment with an eye toward highervolume, economical industrial manufacturing. Equipment manufacturers such as Toshiba, Haas Automation, MAG, Husky, and Arburg do not rely on material or part sales to bolster their equipment business, and if the AM industry is to grow successfully it might look to their business models and history for reference.
Beyond polymers the use of metals in AM for aerospace is equally as complex and exciting. Leading the way in direct metal part manufacturing have been engine manufacturers. While direct part manufacturing is a highly dynamic field, the leveraging of AM’s ability to create highly complex shapes is very applicable to tooling for both metal and composites components. New tooling-focused machines, processes, and materials are being actively developed that leverage the process benefits of AM while delivering the performance of cast metals (Halloran et al., 2010) or long-fiber-reinforced composites (Wallen et al., 2011).
Independent of material or processing conditions, the analysis of complex geometries that can be built only with additive methods is also an active and important area of research. Even with material test data generated, the types of structures that AM can build, such as the trussed airfoils seen in Figure 4, are difficult to analyze for predictive behavior. This field of study is generating new software tools for the generation and predictive analysis of complex structures, such as three-dimensional trusses (Engelbrecht et al., 2009).
These descriptions of current research areas, along with examples such as Boeing’s use of SLS on commercial and military aircraft, show that the aerospace industry has the opportunity to lead, and responsibility to contribute to, this revolutionary field of manufacturing technology.
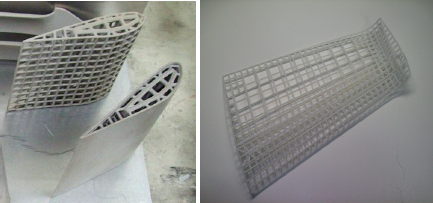
FIGURE 4 Two complex truss examples that indicate the difficulty of predictive analysis.
REFERENCES
The Boeing Company Press Release. 2011. Available at http://boeing.mediaroom.com/index.php?s=43&item=1426.
Booth, R., October 7, 2010. Methods and systems for fabricating fire retardant materials. U.S. Patent Application 2010/0255327.
The Economist. “Print me a Stradivarius.” February 12, 2011. p. 11.
Engelbrecht S., L. Folgar, D. Rosen, G. Schulberger, and J. Williams. 2009. Cellular structures for optimal performance. Proceedings of the University of Texas at Austin Solid Freeform Fabrication Symposium, Austin, Texas, 2009.
Federal Aviation Administration. 2011. Available at http://www.faa.gov/regulations_policies/faa_regulations/.
Franco, A., M. Lanzetta, L. Romoli. 2010. Experimental analysis of selective laser sintering of polyamide powder: An energy perspective. Journal of Cleaner Production 18:1722–1730.
Halloran, J.W., V. Tomeckova, S.P. Gentry, S. Das, P. Cilino, D. Yuan, R. Guo, A. Rudraraju, P. Shao, T. Wu, T. Alabi, W. Baker, D. Legdzina, D. Wolski, W. Zimbeck, and D. Long. 2010. Photopolymerization of powder suspensions for shaping ceramics. Journal of the European Ceramic Society 31(14): 2613–2619.
Hauge, R., and J. Wooten. 2006. Rapid Manufacturing: An Industrial Revolution for the Digital Age, Chap. 15, p. 233. Chichester, U.K.: John Wiley & Sons Ltd.
Hesse P., P. Tillmann, R. Weiss. November 22, 2007. Powder for rapid prototyping and associated production method. U.S. Patent Application 2007/0267766.
Huskamp, C. April 7, 2009. Methods and systems for controlling and adjusting heat distribution over a part bed. U.S. Patent 7,515,986.
Kemmish, D. 2010. Update on the Technology and Applications of Polyaryletherketones, Shawbury, U.K.: iSmithers.
Kohan, M. 1995. Nylon Plastics Handbook. Cincinnati, Ohio: Hanser/Gardner Publications.
Lyons, B., E. Deck, and A. Bartel. 2009. Commercial Aircraft Applications for Laser Sintered Polyamides. Society of Automotive Engineers Technical Paper 09ATC-0387.
Ruffo, M., C. J. Tuck, and R. J. M. Hague. 2006. Cost estimation for rapid manufacturing–laser sintering production for low to medium volumes. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 220(9):1417–1427.
Schmidt, M., D. Pohle, and T. Rechtenwald. 2007. Selective laser sintering of PEEK. CIRP Annals–Manufacturing Technology 56(1):205–209.
Shinbara, T. 2011. High temperature laser sintered components. Presented at the Society of Manufacturing Engineer’s AeroDef Manufacturing 2011 Event, Anaheim, California, April 7, 2011.
Wallen, M., J. Rossfeldt, C. Aune, and Z. Wing. 2011. Washout Tooling for Hollow Composites: Toward Rapid, Low Cost Production Technology. Society of Manufacturing Engineers: Composite Manufacturing, Talk #6793, Dayton, Ohio.










