
Additive Manufacturing—Session Summary
INTRODUCTION TO ADDITIVE MANUFACTURING AND CURENT AND FUTURE APPLICATIONS
David Bourell, Temple Foundation Professor, Mechanical Engineering and Materials Science and Engineering Departments, University of Texas at Austin
Dr. Bourell began his presentation by defining additive manufacturing as the ability to print three-dimensional (3D) objects. The technology has been in existence for 20 or 30 years and is undergoing a rapid transformation. As with 2D printers, the quality and cost of 3D printers can vary dramatically. They range from low-quality, homemade printers costing several hundred dollars to elaborate printers that can cost a million dollars or more.
Dr. Bourell said that a primary challenge in 3D printing is the lack of standards in the community, including a lack of common terminology. ASTM International is developing standards for terminology, machines, and processes for 3D printing. Current ASTM standards have identified seven types of additive manufacturing machinery, as well as specific processes or technologies supporting each type of machinery. The seven types of machinery are these:
• Binder jetting, in which a binder glues the material together;
• Directed energy deposition, in which a laser or electron beam joins material not in a powder bed;
• Material extrusion, in which a polymer is melted and extruded;
• Material jetting, in which material (usually a polymer) is sprayed in droplet form;
• Vat photopolymerization, an older technique including stereolithography;
• Powder bed fusion, in which an energy beam is used to melt powder in a bed; and
• Sheet lamination, a cut-and-stack approach.
To date, at least 35 different companies are involved in developing additive manufacturing machinery, processes, and supporting technologies worldwide.
Interest in additive manufacturing is developing around the world, particularly in Europe. Lower-cost machines tend to be located in the United States, while the higher-end capabilities tend to be in Europe or Japan. Dr. Bourell reported that the value of the machinery and parts is approximately $1.7 billion, and the industry is growing at 15-20 percent per year (Wohlers Associates, 2012). He also reported a rise in patents and patent applications, with between 600 and 800 patent applications per year.
Dr. Bourell then discussed the cost basis of additive manufacturing. In standard injection molding manufacturing, the cost is inversely proportional to the quantity of parts produced. For example, it may cost approximately $10,000 per part to produce tens of 2 lb nylon parts via injection molding but less than $10 per part as the production quantity increases to tens or hundreds of thousands. With additive manufacturing, however, the cost to produce one part is the same as that of producing 100,000 parts (in the case of the 2 lb nylon part, the price is fixed at roughly $100 per part). Figure 2.1 shows a sample schematic comparing the cost per piece as a function of quantity for additive manufacturing and injection molding.
Additive manufacturing is an attractive option for low-volume production, but it is not a viable alternative for large-scale production. Additive manufacturing is also able to produce very complicated geometries that standard injection molding may not be capable of. Thus, Dr. Bourell shared his “mantra” for additive manufacturing: low production runs, complicated geometry.
Dr. Bourell then listed a number of industries and areas that could benefit from additive manufacturing technology:
• Automotive industry: Not for large-scale production pieces but for support items, such as jigs and tooling, and for custom automobiles, such as Bentleys.
• Aerospace industry: Additive manufacturing may be well suited to this industry, as the number of parts produced is quite small (for example, the Boeing 747 had 1,524 orders).
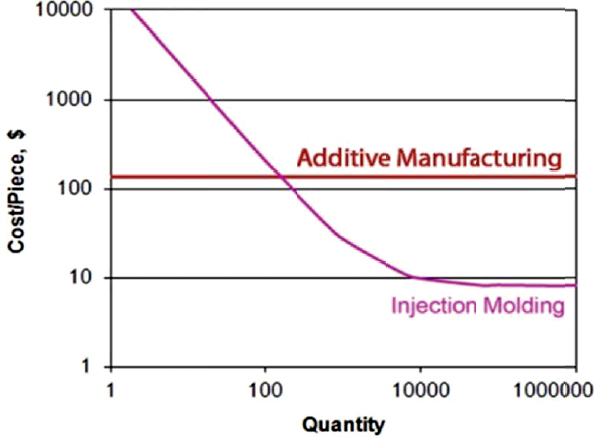
FIGURE 2.1 Economics of additive manufacturing showing the price per part as a function of quantity for a 2 lb nylon part manufactured via additive manufacturing and via injection molding. SOURCE: David Bourell, University of Texas, Austin, presentation to the Standing Committee on Defense Materials, Manufacturing and Infrastructure on December 5, 2012, slide 15.
• Tooling for injection molding.
• Medical implants and prosthetics: Each item must be custom-fit, so items are individually produced.
• Game avatars: Each item is customized to the consumer.
• Art and jewelry: Each piece can be custom-made and can include complex geometry.
• Architecture: These include scale models and custom pieces, including those with high levels of geometric detail.
• Prototyping: Additive manufacturing could be used in the design process, enabling a more efficient process through rapid prototyping.
A roadmapping effort was conducted in 2009 by the additive manufacturing community, funded by the Office of Naval Research and the National Science Foundation. The document that resulted from the roadmapping effort (Bourell et al., 2009), identified the following topics as the most critical research areas:
• Consistency and repeatability;
• Process standards;
• Closed-loop feedback control;
• Predictive analysis and modeling;
• Material property data generation;
• Exploitation of unique features of additive modeling;
• Design rules and tools (uniformity used to be critical, but additive manufacturing has changed this); and
• In-build considerations, such as inspection and sensors.
Dr. Bourell noted that work on process standards was completed in 2009: ASTM International has formed a technical committee and produced three or four standards. In addition, ASTM and the International Organization for Standardization (ISO) have agreed to fast-track efforts between ASTM and ISO.
Dr. Bourell predicted an increase in the near term in research emphasis on manufacturing in general, and on additive manufacturing specifically, pointing to the National Additive Manufacturing Innovation Institute (NAMII) as an example. He said that he anticipates more widespread consumer acceptance of additive manufacturing through the standard-setting efforts of ASTM. In addition, he said that he believes there will be more low-cost printers entering the marketplace from do-it-yourself enthusiasts, as well as easier access to libraries of parts, such as the Shapeways library (http://www.shapeways.com), where manufacturers sell their parts online. In the mid-term, Dr. Bourell stated that he foresees the community moving toward easy-to-use consumer software for 3D applications, driven by the need to print 3D objects. He also could envision a “Kinko’s-style” additive manufacturing capability, where the consumer designs his or her part and sends it to a neighborhood printer to be printed and retrieved. He believes that the lower costs of 3D printing will drive the higher-cost technology along and that the experience base will foster new applications and spur competition among different additive manufacturing technologies.
Dr. Bourell described several potential challenges facing additive manufacturing processes. Surface finish and tolerances have been continual research challenges for the community. There is also a question of liability. There are many people involved in creating a part (designers, standard setter, downloader, printer, etc.), making it difficult to identify where the responsibility lies if a part fails. There is also the question of copyright: A 3D printer provides the ability to print copyrighted material. However, copyright concerns are no different in 3D than they are in 2D. Finally, there is the question of terrorism and unlicensed weapons. There is the potential for an explosive device to be implanted into an additively manufactured part. It is also conceivable that someone could use additive manufacturing to build
a weapon that is not licensed, though Dr. Bourell pointed out that the weapon would have to be made of plastic at this point (he described a case where this had occurred). However, such a capability still poses a safety concern.
During the question-and-answer session, Dr. Bourell said that most of the materials used in additive manufacturing are polymers and plastics, and that there is currently much interest in developing metals as well as ceramics. There is a need for new metal alloys with characteristics appropriate for additive manufacturing; however, certification considerations are one major concern. The Air Force is likely to reject an altered metal because it would not be able to incorporate parts made from such a metal without a lengthy and tedious recertification process.
In response to a question, Dr. Bourell noted that separating the information content from the part content is a great advantage to the additive manufacturing process. Hod Lipson’s research group at Cornell University has developed a programming language to capture the information content of a part, such as color, gradient, and features.
In closing, Dr. Bourell was asked about the costs of additive manufacturing. He pointed out that, historically, machine cost dominates the costs of 3D-printed parts, not the material itself. If machine cost could be reduced or productivity increased, then the cost of additive manufacturing (the horizontal line on Figure 2.1) would decrease. As patents expire, competition will increase and machine costs will decrease. Dr. Bourell also noted that additively manufactured metals have made great inroads recently, but not in the consumer market.
Prabhjot Singh, Manager, Additive Manufacturing Laboratory, GE Global Research
Dr. Singh began his presentation with a broad overview of GE and a description of its manufacturing research activities. He then moved on to the more specific area of additive manufacturing research, and said that there are two primary uses for additive manufacturing:
• Rapid prototyping to compress the design cycle from a few years to a few months (for example, an engine part could undergo 50-60 iterations in less than 6 months) and
• Manufacturing previously difficult-to-produce high-performance components at a lower cost.
Dr. Singh divided additive manufacturing research into three size scales: micro (tens to hundreds of microns), macro (hundreds of microns), and large (500
microns and above). At the microscale, GE is developing processes to print ceramics and is printing sensors atop existing turbomachinery components. At the macroscale, GE has a range of machines that are being commercialized for turbomachinery applications, as well as for direct metal laser melting and electron beam processes. Large-scale features are created with existing conventional technologies such as laser and electron beam cladding and spray technologies. Parts repaired with those techniques are currently used on aircraft. Most of GE’s efforts are focused on macroscale additive manufacturing, Dr. Singh said, although it has a small effort in microscale technologies. He described research efforts at each size scale in more detail.
In microscale additive manufacturing, Dr. Singh explained that the technologies under development at GE are focused on digital microprinting with a thin layer (20-100 μm) of ceramic slurry and a UV-cured photopolymer. Using this low-cost, highly adaptable manufacturing method, GE has created high aspect ratio shapes with lateral dimensions of less than 30 μm. The technique has been demonstrated in materials including polymers, alumina, piezoceramics, platinum, and phosphors. Dr. Singh described how this microscale technique could be used to create novel ultrasound transducers. Using microscale additive manufacturing, piezoelectric elements can be placed into unique ultrasound transducer architectures instead of a standard rectilinear arrangement. This can change the acoustic response of the device built, allowing GE to produce a high-frequency ultrasound probe with an improved signal-to-noise ratio.
Dr. Singh then discussed macroscale additive manufacturing, including both direct metal laser melting (DMLM) and electron beam melting (EBM). In each case, an electron beam moves over a metal powder and melts it locally, stitching the metal powder together, layer by layer, until a fully manufactured part is created. GE has over 20 DMLM systems in place and collaborates with other entities on EBM systems. Dr. Singh reported that the material properties of the resulting parts are reasonable, with tensile strength and fatigue somewhat comparable to wrought and cast iron. The two primary advantages to the macroscale additive manufacturing technique are the ability to create novel shapes (many flanges can be eliminated from GE’s original engine design) and reduced mass (GE’s stated goal is to shed 500-600 lb from its engine). In addition to structural benefits, additive manufacturing can provide other benefits. Dr. Singh envisions using the additive manufacturing process to create parts optimized for reduced emissions or heat transfer properties; the freedom of this technique lies in the ability to develop new geometries optimized for specific purposes.
Dr. Singh then briefly described large-scale additive manufacturing, in which a laser beam or an electron beam is used to heat the metal powder. The technology is 20+ years old. Dr. Singh described an example where large-scale additive manufacturing is being used—the leading edge of a fan blade approximately 2 ft long.
The primary advantage of the technique is in material savings; using conventional techniques, significant amounts of material would be machined away.
Dr. Singh went on to describe the path forward for additive manufacturing. Machines are improving, both increasing in size and decreasing in price. However, one primary drawback is that the machines capable of this type of processing are all based in Germany, and acquiring a custom machine is expensive and difficult. He would like to see more machines made by multiple producers. Also, the qualifying of materials is a big problem; some materials developed in the late 1980s (such as materials for the composite fan blade) are only now qualified for flight. There are long development times for all kinds of materials processing; this is in part due to rigorous aviation certification procedures. The same is true for materials processing qualification. Inspection is also a problem: Additive manufacturing can create unique, complex shapes that are difficult to inspect. New inspection methods will be necessary to qualify these new parts.
Dr. Singh would like to see materials databases developed collaboratively, so that everyone can benefit from the technology development. He would like to see accelerated materials qualification. Dr. Singh envisioned an “ecosystem-like” R&D environment in which government, industry, universities, and national laboratories cooperate to develop a range of technologies to support additive manufacturing. Additive manufacturing makes the most sense and will have the greatest impact when there exists a unique design, a qualified materials system, and a mature manufacturing technology.
During the question-and-answer session, Dr. Singh was asked about the access to electron beam and laser processing machines. He answered that no U.S. companies make electron beam machines; only one Swedish company makes them, which is a restrictive situation for U.S. users. About six companies manufacture the laser machinery, but electron beam processing is 4-5 times faster than laser processing.
It was pointed out by a member of the audience that the examples given in the presentation were all mechanical; the person asked whether integrated electronic circuits could be manufactured by additive processing methods. Dr. Singh replied that GE is interested in flexible electronics, and there is active research in that area at GE and in academia as well. Hence, rapid prototyping is also relevant to circuits.
Dr. Singh was asked to elaborate on parts that are difficult to produce. He explained that some parts can take as many as 15-20 steps to process conventionally, as opposed to one single step with additive manufacturing. Additive manufacturing would also eliminate joints, which provides a performance advantage. As it takes less time to develop the manufacturing techniques in additive manufacturing, it provides a cost savings as well.
Dr. Singh also said that combining materials with different properties, growing parts onto one another, and embedding structures are all areas that will likely take off in the near term.
Dr. Singh was asked to describe the certification process. He said it starts with the material, which must have a composition that meets the specification. The machine being used must be qualified. The laser has to be within the right operating window, and additive layers must be produced at the right thickness. The heat treatment steps must produce the part to the right dimensions, material properties, and microstructure. The specification gets written for the material, for each step. It is a very involved process. The current process takes 10-12 years, and he would like it to take 1-2 years.
In response to a question about the application domain in which to invest, Dr. Singh pointed out that it is important to consider the game changers and to think about where industry may be willing to pay the premium for high-performance parts. For instance, the manufacture of prosthetics is far ahead of the aerospace industry in additive manufacturing because each piece needs to be custom-made. Indeed, biomedical applications in general would be another application to consider. Printing cells is a long-term goal (perhaps something to consider in our grandchildren’s lifetime).
CENTER FOR INNOVATIVE MATERIALS PROCESSING THROUGH DIRECT DIGITAL DEPOSITION
Richard Martukanitz, Assistant Director, Applied Research Laboratory, Pennsylvania State University
Dr. Martukanitz began his presentation by briefly describing the additive manufacturing process. Additive manufacturing uses a digital description, or digital file, to drive the manufacturing process: The digital description generates a “build path” that consolidates material in an additive manner using a laser, electron beam, or other concentrated energy source. The energy source can be scanned over a powder bed or can be directed along the build path with the addition of new material. Additive manufacturing techniques are applicable to a range of materials, including polymers, metals, and ceramics. Dr. Martukanitz described three primary advantages to additive manufacturing:
• The ability to reduce costs through decreased material usage and machining;
• The ability to create complex designs and features that would be difficult to manufacture with traditional manufacturing methods; and
• The ability to use multiple materials or graded materials to locally tailor a component’s functionality and performance.
With these advantages, additive manufacturing can both produce new components and repair or remanufacture existing parts.
Dr. Martukanitz described how additive manufacturing processes can provide benefits in three primary areas:
• Production of unique materials. The high solidification rates and high cooling rates allowable with additive manufacturing can produce materials with unique properties. Examples include bulk metallic glass and eutectic ceramics.
• Modification of the surface. Additive manufacturing can allow local changes to the surface of the material (e.g., repairing turbine blades in the aerospace industry).
• Production of a component. This is the most interesting goal of additive manufacturing today: creating 3D components.
Dr. Martukanitz then described the requirements for ensuring process and product reliability in the design, process, and product phases of development. He said there first must be a certified material source; the whole material supply chain should be defined for this process, which is not true today. Next, there should be an open architecture for the equipment system used to allow everyone to have full access to the processes. The powder bed electron beam system currently used is a closed system: The parameters used and the materials used to service the equipment are closely guarded by the equipment manufacturers. Dr. Martukanitz believes it is important to have an open architecture and full access to the process and materials. Next, he stated the process requires quality control and assurance. Finally, he said that there needed to be more significant data sharing within the industry. He expressed this as follows: “Everyone is making bricks, but no one is building houses.”
Dr. Martukanitz then went on to describe the capabilities at Penn State University in the Center for Innovative Materials Processing through Direct Digital Deposition (CIMP-3D) laboratory, a university-wide initiative designed to become a world-class facility for developing and implementing additive manufacturing technology for critical metallic components. CIMP-3D was scheduled to break ground in January 2013 on a new 10,000 ft2 manufacturing and demonstration facility with state-of-the-art additive manufacturing capabilities as well as ancillary capabilities.
CIMP-3D is divided into two areas: the Advanced Manufacturing Laboratory and the Advanced Design and Prototyping Studio. The Advanced Manufacturing Laboratory contains three primary pieces of equipment: an Optomec LENS MR-7 laser-based powder-fed system for complex geometries, an EOS M280 laser-based powder bed system, and a large Sciaky wire-feed electron beam system. The laboratory can interrogate and inspect final parts and reverse-engineer parts and can design and prototype parts.
The Advanced Design and Prototyping Studio consists of several models being
developed for virtual experimentation. Dr. Martukanitz described five submodules, which are interoperable (Figure 2.2). The first model is the process submodule, which can be refined and engineering and economic metrics assessed for their suitability to additive manufacturing. That submodule drives the coupled thermal-mechanical submodule, which simulates the thermal-mechanical response of the material during processing. That information drives two areas: (1) the microstructural evolution submodule, developed primarily for titanium alloys, and (2) the phase identification submodule, which ascertains the best mixing of materials and material grading. That information drives the resultant mechanical properties
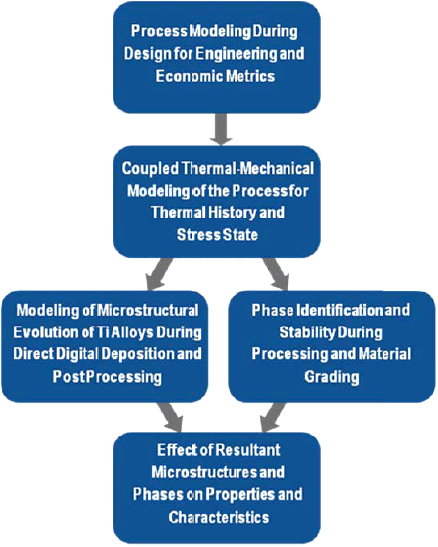
FIGURE 2.2 The five basic modeling tools of the Advanced Design and Prototyping Studio. SOURCE: Richard Martukanitz, Penn State University, presentation to the Standing Committee on Defense Materials Manufacturing and Infrastructure on December 5, 2012, slide 15.
model, which is currently the weakest link in the modeling process and considers such features as dynamic properties, fracture properties, fracture propagation, and fatigue. These tools will be available on the Shared Information and Data Network.
Dr. Martukanitz then provided some examples applying the modeling techniques to the microstructural evolution of a titanium alloy; these examples reflected an understanding of the processes based on their advanced modeling tools. He showed the ability to analyze fairly complex geometries, simulating such variables as distortion, residual stress, and thermal history.
CIMP-3D, which was established in 2011, has been actively involved in the more rapid acceptance of additive manufacturing technology. It is hoping to cultivate a national network committed to the advancement and implementation of direct digital manufacturing technology.
In response to a question about qualification, Dr. Martukanitz said that the welding industry would be a good model to follow. Welded structures have a design code to provide guidelines, qualified materials, qualified operators, processes, and repeatability within a range of process parameters. This makes welding a good model for additive manufacturing. An audience member pointed out, however, that welding might make sense because it is formed by attaching two well-defined end structures instead of using powder. Dr. Martukanitz replied that we do need to look at the feedstock. He said that the specifications that cover injection molding and sintering do not apply to additive manufacturing. He does believe that ASTM is moving in the right direction.
In response to several questions regarding repair, Dr. Martukanitz clarified that additive manufacturing is used to repair jet engine turbine blades, not replace them. A limited number of jet engine blades are in use today that were repaired using laser-based additive manufacturing repair techniques. In response to a more general question about repair compared to manufacturing, Dr. Martukanitz agreed that the processes for qualification for additive repair and additive manufacturing are similar. The codes are separate, but the processes are similar. Thus, the qualification for repair can be taken forward to qualify additive manufacturing.
Dr. Martukanitz was asked about the size of parts that can be manufactured additively. He said that a modified electron beam welding system by Sciaky, Inc., has a build envelope of 4 m; this system works by adding material to a plate. This shows that directed energy systems can be quite large in extent. Powder bed systems are quite different: There, because the bed size sets the limit, the system is much more constrained in size.
OPEN DISCUSSION: ADDITIVE MANUFACTURING
Discussion Leaders: Denise Swink, Private Consultant, and Robert Latiff, Chair, DMMI Standing Committee
Ms. Swink began the discussion by noting that the major effort in additive manufacturing appeared to be taking place in the United States and Europe; she then asked the group to describe the differences between the research efforts in the two arenas. She noted that there were more manufacturing capabilities in Europe and asked if that was tied to any research efforts. She also asked how the United States could stimulate more manufacturing capabilities here. Some participants noted that the research in Europe is more applied, or at least more project-specific, and that Europe has more grants in additive manufacturing. Europe also builds on a more traditional approach, technology transfer, which tends to lead to more manufacturing. Other participants responded that research in the United States is more basic, and when it proves itself to be useful, it will work its way into industry. The more basic U.S. research tends to be more innovative and a little more high risk; the United States is more tolerant of failure. A participant noted that the Manufacturing Innovation Institutes under President Obama could be very innovative, though potentially short-lived.
Dr. Latiff asked if there were any standard model and simulation packages used throughout the community. Participants replied that there are mechanical models that have been well verified for design. Process models and materials models are less standardized, and less validation and verification has been performed on those models.
The group then discussed sustainment and performance capability. Ms. Swink noted that this is the opportunity for additive manufacturing to get sustainment right—by including, for example, processes and principles that ensure that a part’s complete digital history is accessible to all users. Participants then also briefly discussed performance capability, or making sure that a part meets specification. Someone pointed out that a sequence of rudimentary tests for reliability and performance or quality can be built into the process. When one participant asked whether there would be problems caused by suppliers printing poor-quality goods, other participants noted that the incentive would not be very great, as the cost of doing so would be high.
Participants then brought up the issue of qualifying the process rather than qualifying the end product. To take an integrated computational approach to materials qualification, it may be necessary to qualify all the interrelationships among the materials and processes. The certification processes would then need to change. Multiple participants discussed the need for change in the certification process used by the Federal Aviation Administration, which is currently designed for bulk
manufacturing, where the first 100 parts are built and certified, and subsequently 2 of every 100 parts are certified. It was noted that that style of certification does not make sense if the process to create individualized parts is certified.
Ms. Swink asked whether new materials would be needed for additive manufacturing. She also asked if there is a challenge in that the manufacturing and design communities are not well integrated. Other participants agreed that materials in production are not specifically tailored to additive manufacturing and may be somewhat deficient. Further, designers are not much involved in the materials process even though it is they who should be providing specifications to the materials scientists.
Surface finish was mentioned as an area where technical advances could be made.
Ms. Swink pointed out that the United States lacks an industrial base for additive manufacturing machine systems and for some materials supply to the DOD community and wondered if this posed a problem. Some participants pointed out that part production for the machinery is done in the United States, although the machines may come from overseas; since DOD is a relatively minor player in this area of additive manufacturing, this scenario is unlikely to change. There is an industrial base for some materials feedstock in the United States; nonetheless, some niche applications may have a hard time sourcing their material in this country.













