
Constant Change, Constant Challenge
JOE H. MIZE
Historically, “factory modernization” initiatives were singular events occurring once every 20 to 25 years. The factory structure was essentially fixed for long periods of time, and product life cycles were much longer than they are today. Relatively small capital expenditures were required between major modernization projects. The same was true for the “systems,” policies, and procedures of the organization.
Today's environment requires a very different approach. Companies can no longer use equipment until it “wears out”; it will become obsolete long before. Consequently, factory modernization today must be considered a continuous, ongoing process in which 25 to 30 percent of all processes and systems are being replaced annually in many industries.
Managers are rapidly losing many of the planning aids that have allowed them to proceed in an orderly, progressive fashion. In the past, managers could safely assume that tomorrow will be much like today, with only marginal changes. In fact, randomness was often much larger than the average marginal change; thus, the “noise” masked the “signal.” Consequently, many of today's managers know how to manage only on the margin, in a static mode.
Today's managers are faced with the fact that change is continuous, pervasive, and often traumatic. It affects every level and every aspect of the organization. A rapidly changing total environment has become the norm, replacing the relatively stable and static environment of the past.
NEW MANAGEMENT PARADIGM NEEDED
Traditional organizational structures, management practices, and organizational policies are proving inadequate for the new environment. It appears that a complete paradigm shift will be required in order to cope with the new challenges. The new management mind-set must be based on the realization that rapid, continuous change is the norm, not the exception. At this point, we have only vague notions and tentative hypotheses regarding the nature of the new management paradigm. Table 1 contrasts the traditional and change-driven management environments. As Davis has observed (1987, p. 8), an important aspect of any management paradigm is the prevalent view of time:
In the industrial economy, our models helped us to manage aftermath, the consequences of events that had already happened. In this new economy, however, we must learn to manage the beforemath; that is, the consequences of events that have not yet occurred.
Increasingly, managers will have to visualize their businesses and organizations at a point in the future, interpolate their way backward into the current reality, and then aggressively manage the implementation of the transition path from here to there. But the future vision is a moving target, and the backward interpolation process must be ongoing and dynamic.
MANAGING FROM THE FUTURE
Managers of organizations must learn to lead and to create plans relative to a future point in time, with a mind-set that assumes that one has already arrived at that point in time. This is possible due to the unique human ability to project oneself into the future and to create in one's mind a desired state of affairs. This mental act may be called “visioning,” and almost everyone can do it to a certain degree.
Far from everyone, however, can effectively execute the next step in converting visions or dreams into tangible results. We are speaking of the ability to work backward from the desired future state to the present state in a way that clearly and unambiguously delineates an achievable action path. Most of us have great difficulty in dealing with dozens of interdependent variables, sorting out the complex cause-effect relationships, and relating all the dynamically changing outcomes to explicit decision variables over which we can exercise day-to-day control.
The rare individuals who have this capability seem to be blessed with a unique set of mental processes.
Their intuition is generally ahead of their conceptual framework, and they evolve a coherent and post-facto rationale for the details of what they are
TABLE 1 Traditional Versus Change-Driven Management Environments
|
Factor |
Traditional Environment |
Change-driven Environment |
|
Time Factors |
||
|
Long range |
5 years |
1 to 2 years |
|
Medium range |
2 to 3 years |
6 to 18 months |
|
Short range |
3 months |
1 week |
|
Frozen master schedule |
6 months |
1 month |
|
Frozen operational schedule |
1 month |
1 day |
|
Machine schedule updates |
1 day to 1 week |
continuous |
|
Facility modification |
2 to 4 years |
1 month |
|
Equipment Replacement |
|
|
|
Prototyping, Scale-up, Full Production |
|
|
|
Training |
On-the-job training, irregular and infrequent |
Professional, continuous |
|
Job Design |
|
|
|
Quality |
|
|
|
Work Flow |
Sequential |
Parallel |
|
Planning |
Reactive |
Responsive, learning, anticipatory |
already doing. For those whose strategy flows from their actions, rather than vice versa, strategy is the codification of what has already taken place; it is the writing of future history (Davis, 1987, p. 27).
This describes the mind-set of many entrepreneurs, and suggests that organizational strategy formulation based on insightful intuition is superior to that based on traditional formal planning.
The challenge we face is to translate “insightful intuition” into a logical and conscious process amenable to organizational implementation. This process must be understandable and executable by the large majority of managers who do not possess the unique intuitive abilities described above.
STRATEGIC CONTROL: THE LEARNING ORGANIZATION
The early practice of strategic planning amounted to little more than extrapolation of the past into the future. Most formal planning processes attempt to characterize the future several years out and then monitor the organization's progress toward the vision on a rolling basis.
Figure 1 shows the basics of traditional planning processes. In this model of management planning and execution, the control system monitors past outcomes, usually on a quarterly basis. Only minimal learning results from this approach. Since there is no formal linkage back to the planning
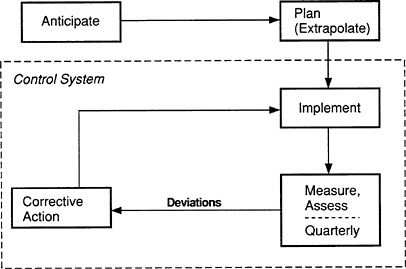
FIGURE 1 Traditional formal planning process: An open loop and minimal learning.
function, the system operates essentially in an open-loop mode with respect to the planning function.
The weaknesses of this traditional process underscore the need for a conceptual framework for planning and managing that incorporates visioning, futures evaluation, and organizational learning. As suggested by Davis (1987), the tracking portion of the control function should be placed in the visioning component of the model, so that it continuously tracks how the projected future is changing and determines the best strategies for the organization to follow. Although not mentioned by Davis, a control function is still required at the operational level.
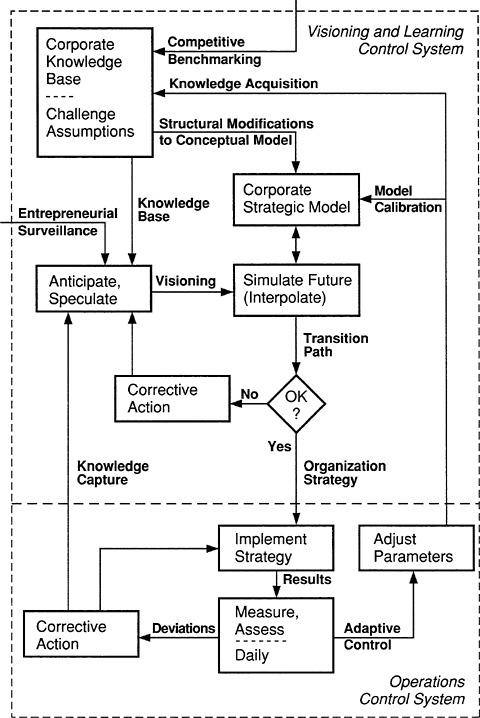
Figure 2 illustrates the conceptual framework for a learning organization. In this model, the control system operates at two levels. First, it monitors a simulation of the future iteratively until an acceptable organizational strategy has been identified consistent with the vision of the desired future state. In a sense, this control structure is a feed-forward control loop.
Second, a feedback control loop tracks actual results, compares them with the planned results emanating from the organization strategy, and determines appropriate corrective action relative to operational performance. It is important to note that this model captures corporate experience and imbeds the “knowledge” accumulated from strategic and operational experience in the “corporate memory” for use in future planning.
The strategic control model shown in Figure 2 may be considered as two highly interrelated subsystems acting as an integrated whole. The dashed lines indicate the composition of the two subsystems. Some of the terms included in the diagram are defined as follows:
Competitive benchmarking: A process of systematically assessing critical performance attributes of a firm and comparing the firm to the best comparable firms in the world, relative to those attributes.
Entrepreneurial surveillance: The practice of aggressively surveying the total business environment, with the goal of identifying all pertinent opportunities for enhancing competitive advantage.
Model calibration: The process of continually “fine tuning” parameters within the Corporate Strategic Model, in light of experience gained in operations.
Knowledge base: The organization of data and information into rule sets for use in creating inferences relative to strategic choices that may be made.
Visioning: Strategic posturing with respect to possible future scenarios.
Organization strategy: The collective and comprehensive intention of the firm.
Adaptive control: The process of capturing experience to improve the comprehensive closed-loop system of planning, execution, and control.
A significant advantage of this model is that it accommodates equally well the concepts of those who advocate “breakthrough planning” as well as those who advocate “continuous improvement.” These concepts need not be in conflict. This model of organizational control facilitates continuous learning and improvement through the application of new knowledge. It also facilitates, when appropriate, the kind of broad, sweeping change that results in order-of-magnitude improvement in a short period of time.
ORGANIZATIONAL LEARNING
A major element of this suggested framework is “organizational learning,” a concept that is not well understood. There are essentially no tools proven useful for performing this essential function. Many of the decisions that must be made in an organization are either similar or identical to decisions made in the past. Yet, because these past decisions and their results were not recorded, new decisions are based on whatever is remembered from the past and on the perceived results of past decisions. Because human beings are not able to remember details of hundreds of prior decisions, let alone the consequences of those decisions, there is a critical need for research in “corporate memory processes.”
Another shortcoming in available methodology is evident from a close examination of the strategic control model depicted in Figure 2 . Our ability to “simulate the future” is primitive. Current modeling and simulation methods are grossly lacking in this regard, and research should be directed toward filling this void (see also Mize and Beaumariage, 1988, for related research needs).
Until better tools and methodologies are developed, organizations have little choice but to rely on human expertise to perform the learning functions described above. In fact, humans will always be responsible for these functions, even when better tools and methodologies are available. The tools will be decision aids; they will not make the decisions.
Hayes, Wheelwright, and Clark (1988, pp. 268-269) make several important points regarding organizational learning:
-
“The two essential tasks of management are to create clarity and order (eliminate confusion), and to facilitate learning.”
-
“Change is not synonymous with confusion. . . . In a confused environment it is very difficult to determine cause and effect.”
-
“Reducing confusion and enhancing learning are not contradictory imperatives. To the contrary, they are closely related and powerful in combination. ”
-
“The effectiveness with which people work together . . . has an important influence on the organization's ability to create new knowledge
-
and apply it in the production process. Moreover, each time an individual or team completes a learning cycle, they expand their knowledge of the process and their skill in solving problems.”
Thus, we see that an organization is truly capable of learning.
SUMMARY
Effective management in today's environment presents formidable challenges. The environment is unpredictable, unstable, and increasingly competitive. Reactive management is no longer viable. Managers who survive and thrive will be those who develop the ability to manage their organizations as a combination feedback and feed-forward control system. Central to this ability will be three critical characteristics:
-
The ability to create a realistic vision of the future state of affairs.
-
The ability to simulate the future environment through the generation and evaluation of strategic scenarios.








