
5
Conclusion
To assess the relative role of cost differentials and other factors in global manufacturing, the committee has relied on its members' experience in major multinational corporations, received input from experts in industries not represented on the committee,1 and reviewed relevant literature and statistical information. By focusing on three of the most internationally competitive manufacturing industries, the committee has tried to highlight the extent and importance of the developments taking place in global manufacturing. Although. generalizations must be approached cautiously in an economic activity as diverse as manufacturing—no two companies are alike, let alone whole industries—the committee believes its analysis has illustrated many of the forces at work in global factory site selection.
WHAT ATTRACTS MANUFACTURERS?
Based on its analysis of the onshore/offshore decision-making process, the committee has identified several attributes that attract manufacturers to a given location. These attributes fall roughly into three categories: access to low-costs, access to technologies and capabilities, and access to markets. Depending on how a firm understands costs and cost reduction, there are a variety of attributes that might make a location attractive for a new production facility. The attributes that are attractive
strictly because they determine the resources a firm must expend to make its product are included under the general heading of “Access to Low-Costs”:
Access to Low Costs
-
access to reduced factory costs in terms of direct labor rates, materials costs, and load costs that include indirect labor and fringe benefits
-
access to low transportation costs, duty payments
-
access to low-costs associated with decreased inventory requirements, a function of defect rates, work in process, and proximity to and relations with customers and suppliers
-
access to reduced distribution and sales costs
Although low production costs have long been attractive to manufacturers, the need to ensure access to advanced technologies and production capabilities is a relatively new phenomenon. Research and development capabilities have spread broadly around the globe, and no manufacturer can afford to rely Strictly on the domestic market to provide needed technology. Clearly, imports of equipment can ameliorate the need to venture offshore for new technology, but many manufacturers have discovered that timely access to technology often requires a physical presence in the market where it is developed. The same is true for some types of manufacturing capabilities: companies need not only access to advanced equipment but also the opportunity. to access the management and operations practices and knowledge and skills needed for effective utilization of the equipment. Consequently, access to technologies and capabilities is becoming an increasingly important attractor of manufacturers:
Access to Skills, Technology, and Capabilities
-
access to component technologies
-
access to design systems
-
access to process equipment
-
access to work force skills (management skills, engineers, technicians)
Finally, manufacturers choose sites for production facilities
as a way to cultivate new markets. This approach to expanding the business (1) offers new sources of revenue, (2) enhances exposure to a new customer base for more timely knowledge of consumer preferences, (3) provides opportunities to preempt competitors' revenue from uncontested markets, and (4) enables the firm to compete directly, in the same environment, against competitors that may have learned to cut costs more efficiently or to add more value to their products. Taking full advantage of these potential benefits sometimes requires building manufacturing facilities in foreign markets. Factors that would affect a decision to move manufacturing offshore to gain access to foreign markets include:
Access to Markets
-
avoiding import duties, tariffs, and other trade barriers
-
meeting in-country value-added requirements
-
closeness to customers and suppliers, better understanding of the market, faster response to the market
-
benchmarking products and processes against world-class competitors to improve management practices, learn about new technologies, and build skills
All of these attributes are attractive because they fit into a firm's overall strategy for maximizing total business potential (and are reflected in the model on page 14). However, the draw of each attribute is modified by the perceived associated risk—a concern in any site selection decision. By moving manufacturing functions abroad, a firm risks:
Risk Factors
-
losing expertise in technologies
-
losing expertise in manufacturing processes
-
losing management skills
-
losing control over product quality and development cycles
These risk factors are not always well understood and are typically difficult to quantify, but they need to be a fundamental part of the calculus behind any decision to locate offshore.
Although a huge number of factors affect any site location
decision, only a few tend to dominate in a given situation. For example:
-
Semiconductor manufacturers have built wafer fabrication facilities in Europe in order to comply with local content requirements. (Access to Market)
-
IBM produces flat panel displays in Japan in order to gain access to a product and process technology infrastructure unavailable anywhere else in the world. (Access to Technology and Skills)
-
AT&T builds consumer telephone instruments in Thailand in order to take advantage of low-cost direct labor, engineers, and materials. (Access to Low-Costs)
Which variable will dominate any one decision depends on:
-
the product (e.g., flat panel displays vs. breakfast cereal), and the stage of production (e.g., semiconductor fabrication vs. assembly)
-
the company (e.g., U.S. company vs. a Japanese company)
-
time (e.g., Digital's manufacturing strategy changed significantly between 1965 and 1985)2
Having examined site location decisions in the wider context of corporate strategies to maximize total business potential, the committee found that cost is clearly no longer the only factor in site location decisions and today, in the cases examined, is not the dominant factor. Market access and access to technology and capabilities are often more important drivers of factory site selection decisions.
ABANDONING MYTHS
A critical issue in the factory location decision process is the degree to which current decisions benefit from the lessons of past decisions and are based on current realities in the global market. Too often, management decisions are based on "common wisdom" that might have been true once but no longer holds, as well as information that is incomplete and misleading. An effective way to illustrate the general level of misunderstanding within the manufacturing community is through discussion of a series of myths.
Myth 1: Automate, Emigrate, or Evaporate
The premise behind this commonly heard statement is that U.S. labor costs are too high to compete with foreign manufacturers. To survive, U.S. manufacturers must get the labor content out of their products, through extensive application of automation or by shifting production offshore to inexpensive labor locations. Though true for some products, this premise cannot be generalized; in many cases it is simply outdated.
The committee's analysis of the consumer electronics, semiconductor, and automobile industries indicates that direct labor is a diminishing proportion of total manufacturing costs, at least for the large corporations examined. Managers need to assess accurately their manufacturing costs to determine their true direct labor costs before moving production abroad or investing in automation technology.3 Certain processes, such as semiconductor packaging, will prove to be labor-intensive, but an accurate assessment is likely to indicate that reducing direct labor is no longer a high-leverage strafes, for cost reduction for most large firms. As a result, moving production offshore simply to save labor costs may incur management and logistics costs that outweigh the labor savings.
The primary reason for the diminished importance of direct labor costs, of course, is that advances in manufacturing processes and automation have been very successful in reducing the direct labor requirements in modern manufacturing operations. Continued technological advances will no doubt further displace direct labor, especially low and semiskilled workers, but with rapidly diminishing returns. Future investments in advanced manufacturing technologies will be justified, even required, for the strategic advantages they provide—in terms of product customization, rapid time to market, and improved quality—rather than the labor they save.
Technology investments, however, also require close scrutiny and should not be viewed as a panacea. As company after company has learned, it can be a costly mistake to automate a process that is not in control, and gaining control often precludes the need for automation. Effective management strategies, organizational relationships, work flow, and quality pro-
cedures often are the source of competitive advantage, not input cost differentials per se. Neither automation nor low-cost labor can compensate for a poorly managed, poorly controlled manufacturing process.
Myth 2: Manufacturing Offshore Cuts Costs
A widely held assumption in U.S. industry is that manufacturing abroad or sourcing manufactured goods from foreign suppliers lowers costs. Often, plant location decisions are based almost exclusively on cost assessments, with an overemphasis-on wage rates. The accuracy of the assumption, however, varies widely.
Sometimes offshore manufacturing is less expensive. For some products where labor content is still substantial (e.g., semiconductor assembly), offshore production can cut labor costs as much as 90 percent and total costs as much as 30 percent. As long as the cost structure for these products holds, almost any level of cost advantage will attract manufacturers to "low-cost" manufacturing environments, particularly when margins are low (often the case in mature products).
The cost advantage of offshore manufacturing does not always flow from labor cost differentials, however. Manufacturers may find that access to lower-priced materials, for example (as was demonstrated in the AT&T study), provides greater leverage to lower total manufacturing costs. Offshore management culture may be a source of cost advantage as well: management methodologies that improve quality, for example, can also drive up productivity and lower costs. When the domestic corporate manufacturing culture is too set in its ways to make methodological advances, firms will go abroad to find managers who can immediately be trained in world-class manufacturing practices (or who practice them already). This dynamic has been demonstrated by a number of firms moving to Asia in order to greenfield management. Because management systems are a "portable" cost advantage (lean manufacturing, for instance, is successfully practiced in the United States), this source of cost cutting cannot be assumed to be the exclusive province of offshore manufacturing.
Management differences aside, inexpensive labor does not assure low-cost production. Toshiba, for example, found that it could manufacture color picture tubes less expensively in the United States than it could in Japan (even when Japanese labor costs were lower). Exchange rate differentials, along with changes in trade status, can have profound effects on the cost advantages of a given manufacturing environment. Offshore manufacturing can also have hidden cost disadvantages. In assessing the cost of sourcing abroad or locating capacity offshore, firms must recognize the cost of low productivity, shipping and warehousing costs, quality lags (including inspection regimes), and slower response times. Often these hidden cost factors can make onshore manufacturing the less expensive option.
Myth 3: Sourcing from Foreign OEM Suppliers Is Preferable to Building Internal Capacity
Rapidly changing market conditions, either due to intense foreign competition or emerging new opportunities at home or abroad, often create situations in which firms need new or different manufacturing capacity. For many reasons, such firms may not have the resources or expertise to modify existing capacity or to establish plants abroad, so they turn to foreign OEMs to supply their needs. Such a strategy can be a highly effective short-term expedient: (1) it gets a product to market faster than building new capacity, (2) it offers more flexibility because OEM arrangements can be canceled and shifted, and (3) it is less expensive because it requires little or no capital investment.
Many U.S. firms, including AT&T, General Motors, Ford, and Chrysler, have used OEM relationships to great advantage, both in the United States and in foreign markets. Such arrangements help meet changing demand conditions rapidly, provide a mechanism to gauge market demand before investing in wholly owned capacity, and provide some experience in a market or product line that may be unfamiliar.
The disadvantages of OEM relationships tend to emerge when they cease to be short-term expedients and become long-term strategies. First, long-term objectives of the OEM may be
different, and at cross purposes, to those of the customer. Their interest in the relationship may be to gain design, manufacturing, and marketing experience in order to become an effective competitor. Examples of Asian OEMs becoming competitors with their customers abound in products such as cameras, consumer electronics, photocopiers, and cars. Second, firms that. rely on OEMs lose the opportunity to gain experience in manufacturing those products and to build potentially critical engineering skills. Third, because the OEM controls the manufacturing process, it controls the pace of process improvement that could result in lower costs and higher quality. Finally, even if the customer firm can match the OEM's production costs, it would still pay the OEM profit.4
Considering these disadvantages, it is clear that OEM relationships must be carefully managed. The effectiveness of the relationship depends on the specific companies and products involved, the control of information between the firms, the time frame, and the objectives of the firms in entering the relationship. Except in situations of highly compatible objectives, the risks embodied in the disadvantages mount over time. Particularly if the customer's motive is long-term investment avoidance, OEM production will likely be a disadvantage.
Myth 4: Moving Offshore Is a Quick, Expedient, Reversible Solution to Transient Competitive Pressures
Many companies move manufacturing capacity abroad, through investment or OEM sourcing, with the intent of repatriating production after further R&D creates the next-generation product or process. This intent, however, is often difficult to fulfill for several reasons. First, an OEM contract can be a large part of a supplier's business. This means OEMs will always try to make it worth the customer's while to stay in the relationship; eventually, the customer becomes dependent. The initial OEM relationship can also become so comfortable that it is easy for the customer to make new product and process development a low priority. This is a disadvantage if the customer loses the requisite skills to leapfrog competitors.5 Arguably, these fac-
tors played a major role in the demise of the U.S. consumer electronics industry.
Investing abroad can also force changes in corporate strategy, changes that are not foreseen when the initial decision to move offshore is made. If no strategy exists to integrate the new capacity into the firm's manufacturing system, the offshore plant can become more of a burden than an asset. If production schedules are not closely managed, for instance, the firm can end up with products it cannot sell because of demand changes since the order was placed.
An offshore presence can bring about positive long-term advantages, however. Once offshore, a company may find unexpected learning opportunities in having a foreign plant. Organizational systems, supplier relations, and other methodological innovations can result in higher quality and other benefits that can be transferred to domestic plants. Further, experience with offshore manufacturing can expand a firm's vision of its own manufacturing system, spurring it to build global manufacturing capacity. For instance, by benchmarking its domestic operations against its offshore plants and suppliers, AT&T has identified specific areas for improvements and mechanisms to improve.
Myth 5: The Role of Offshore Plants Is Fashioned by Communication Barriers
Two views of offshore plants are common. One is that communication is so difficult that foreign plants can only be suppliers of labor-intense products or components, performing the manufacturing function cost-effectively. The other view holds that communication barriers are such that, given the need for integration of manufacturing with design, engineering, and other functions, offshore plants inevitably become self-contained product development and production centers, thereby shifting skilled engineering jobs abroad. Examples of both views abound in different companies, and the role of foreign plants can shift over time within companies. Both views are overstated.
Effective management of manufacturing operations and new product realization depends on factors such as maintaining effective communication across functions—design, engineering,
manufacturing, marketing, R&D—and keeping processes under control. Given the opportunities for effective communication provided by modern telecommunications technologies, there is no reason that global manufacturers cannot integrate far-flung operations into an effective system. For instance, Japanese automobile manufacturers combine marketing information and product design from the United States with engineering and manufacturing expertise in Japan to produce cars for the American market in a timely manner; the Toyota Camry and Mazda Miata are examples. Similarly, AT&T combines design, engineering, and manufacturing expertise from domestic and Asian operations to speed new product introduction.
Having a strong understanding of the total manufacturing system and maintaining a high level of control over that system allow firms to take advantage of and coordinate expertise wherever it resides. Offshore plants need not be confined to production, thereby ignoring useful expertise that can contribute to the firm's total operations, or self-contained and therefore not benefiting from expertise elsewhere in the firm. Increasingly, technologies will allow real-time communications and seamless integration of functions wherever they reside, provided management practices, organizational structures, and corporate cultures encourage and profit from such integration.
AFTER MYTHS: RETHINKING COSTS, COMPETITIVENESS, AND ATTRACTIVENESS
Because site location decisions are driven by a variety of forces (not just cost factors that are widely misunderstood), it is necessary to find a new way of thinking about what kind of and how much manufacturing the United States can attract. More importantly, such a shift in thinking is necessary if government and the manufacturing community are to envision a "desired state"—one in which the United States is a leading player in the global economy and is attractive to a variety of manufacturing industries that serve the needs of consumers, manufacturers, and the continuing health of the national economy. To help explain both its conclusions and the "desired state," the committee created the model shown in Figure 5-1.
The model has two axes. The vertical axis is the manufac-
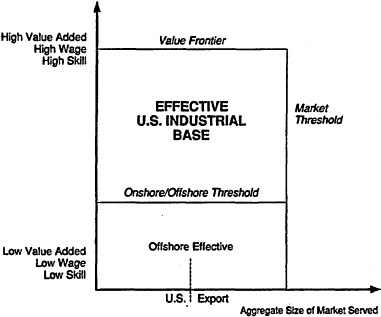
Figure 5-1
The effective U.S. industrial base.
turing value continuum. At the bottom end are low value-added manufacturing activities, characterized by a high degree of direct labor, low skill levels, and low wages. At the top end of the continuum are high value-added manufacturing operations, those characterized by high skill levels and high wages.
At a given time, there is a certain threshold along this continuum under which the U.S. industrial base cannot be effective. Below the onshore/offshore threshold the wage level necessary to sustain a worker at the U.S. standard of living exceeds the value being added in the manufacturing process. In other words, the manufacturer cannot attract sufficient domestic workers at a wage it can afford to pay. These manufacturing activities are done more effectively in newly developing economies. This line can move up or down depending on the effects of a variety of factors, such as technological change, changes in exchange rates, and changes in tariff barriers.
There is also an upper boundary along the value continuum. This is the value frontier—the area in which manufactur-
ers are exploiting new sources of value-added. The frontier is continually expanding as firms, spurred by competition, find new ways of adding value that the market will recognize. Whether the U.S. industrial base can be effective on this expanding boundary is affected by several factors, discussed below.
The horizontal axis in the model defines the size of markets (along the value continuum) that can be served from the U.S. industrial base. Obviously, the total world market size constrains how far out the market threshold can be moved. In certain areas the market may be extremely large, but the U.S. ability to serve it is limited. To the extent that markets are growing in the areas that the U.S. industrial base can add value for which customers will pay (i.e., those areas above the onshore/offshore threshold), the lateral size of the region in which the U.S. industrial base is effective expands.
There are forces at work that are constantly changing how this system of boundaries and thresholds is arranged. The onshore/offshore threshold, for example, is affected by several forces, some inherent to the system such as exchange rate fluctuations and changing wage differentials, others dependent on innovations in individual firms, advances in technology, or changes in the character of different manufacturing locations.
The committee has identified several forces that can drive the onshore/offshore threshold down, thereby decreasing the minimum value-added that can be justified at the domestic wage levels. The first is the appearance of new manufacturing methodologies such as lean production that allow products to be made at lower cost while adding the same or greater level of value. Although offshore locations such as Japan had a competitive advantage when they invented such methodologies (and some would argue that their cultural environment is more suited to this methodology), the success of “transplant” auto manufacturing in the midwest shows that all locations—including the United States—can potentially overcome wage differentials by managing production more effectively. Whether a country exploits this advantage, however, is a different matter. Just because the U.S. industrial base can be effective in a certain area does not mean that U.S. manufacturers (domestic and foreign) are guaranteed market share. In this model the area of U.S. effectiveness represents the possibility of effective-
ness, not the reality of market share (which could be garnered by other nations that may also potentially be effective in those areas or that are more competitive manufacturers in the United States):
The threshold can also be driven up or down by exchange rate differentials. In the late 1980s the weakening of the U.S. dollar drove the threshold down, making the United States a less expensive place to manufacture. In this context the U.S. environment actually becomes "low-cost," contrary to commonly held assumptions. The analysis of Toshiba's manufacturing costs attests to the impact of exchange rate differentials on the effectiveness of manufacturing in the United States. (Although Toshiba's motive for locating production in the United States was to assure access to the U.S. market, the New York plant is in fact a low-cost facility at exchange rates prevailing since 1987.)
There is also a natural tendency for the onshore/offshore threshold to drift downward. Cost advantages of offshore manufacturing are usually transitory for a given location, as seen, for example, in the rising wages and labor shortages in newly industrialized countries. An extreme example of this dynamic are efforts in Singapore to move blue collar production to Batam Island and turn the onshore labor force into commuting managers. Though the global pattern of economic development varies widely, many countries that were once "low-cost" develop (they accumulate wealth, expertise, and higher expectations, and their wage levels rise), diminishing the effective wage differential with developed nations such as the United States. This movement makes offshore manufacturing a less effective alternative to staying in the United States.6 This dynamic of convergence (which drives the onshore/offshore threshold down) is further exaggerated by the tendency of developing nations to trade market share for technology. As new technology flows into these low-value-adding locations, they develop more rapidly, evolving a skill base and infrastructure that will sustain future, higher-value-added manufacturing activities.
The onshore/offshore threshold is supported or driven up by several forces as well. For example, the AT&T cost analysis demonstrated that materials cost differentials significantly impact the total cost of telephone manufacture, to the point where
locating offshore or outsourcing was the obvious choice. While direct labor is decreasing as a proportion of manufacturing costs (thus depressing the onshore/offshore threshold), the concomitant rise in the proportion of materials in the cost of goods sold (COGS) means that international differentials in the cost of materials can drive. manufacturing offshore just as labor differentials once did.
Offshore manufacturing will remain attractive for a wider range of products as long as there are differences in manufacturing cultures as well. In the AT&T study an important motive for moving offshore was that it provided an opportunity to restructure operations immediately that were not operating at world-class standards onshore. This practice of greenfielding management offers significant short-term cost advantages when the domestic corporate manufacturing culture makes immediate methodological manufacturing improvements difficult.
A final critical factor affecting the onshore/offshore threshold is trade policy, though the pressure it exerts may be upward or downward. Tightening market access through higher tariffs or import restraints makes U.S. production more attractive to both local and foreign producers. The risk, of course, is that retaliation in export markets will encourage offshore movement by U.S. producers, thereby shifting the threshold upward. In a complex global economy, the net effects of competing national trade policies are difficult to discern. However, by ameliorating competitive pressures in the U.S. market, trade protection also risks sapping the market vitality that drives technological and methodological improvements that can lower the threshold in the long-term.
Another threshold that moves over time is market threshold—the size of the market that can be effectively served by firms manufacturing in the U.S. environment. This threshold expands (moves to the right) when (1) the U.S. market grows or is better served by a local manufacturing presence, or (2) foreign markets grow that can be effectively served from the United States.7 The U.S. market is already attracting manufacturers because of its size and the relative affluence of its consumers. Toshiba's presence in the United States (color picture tubes) and the automobile "transplants" clearly attest to the powerful draw of the U.S. market.
The quality of the U.S. market—the sophistication of consumers, pace of technological change, and intensity of competition—can also draw foreign manufacturers, even when alternative locations provide lower manufacturing costs. This is the effect of a state-of-the-art market, where manufacturers compete with world-class peers for a group of sophisticated, demanding customers. Access to such a market can be a boon for manufacturers, beyond what might be gained from whatever markets could be served, because it helps them hone their manufacturing skills (e.g., Ford's adoption of lean manufacturing principles after competing with Japanese automakers manufacturing in both Japan and the United States). Further, the inflow of new ideas can have a positive effect on the manufacturing infrastructure (e.g., the improvement of U.S. auto part suppliers dealing with Japanese "transplants"). However, it is important to recognize that the benefits of a large state-of-the-art U.S. market will not necessarily accrue to U.S.-owned firms. Foreign firms manufacturing in the United States may be in a better position to benefit from those market characteristics.
Factors that would push this market threshold out by encouraging a state-of-the-art market include (1) encouraging free trade and open competition in the U.S. market; (2) eliminating unfair trade practices (such as product dumping) that destroy the integrity of the market; (3) encouraging foreign direct investment, thereby enlarging the field of local competitors; and (4) allowing interfirm cooperation of all sorts (both domestic and foreign), thereby increasing the means available to local manufacturers to adapt to new competitive challenges. In a state-of-the-art market, firms must also be guaranteed access to export markets. The more demands and competition to which a manufacturer can be exposed—at home and abroad—the greater the opportunity for improvement and increased competitiveness.
The market threshold can also recede, for instance, if the U.S. market for manufactured goods were to shrink or if U.S. manufacturers could not serve foreign markets. because of trade barriers. If the quality of the U.S. market were to deteriorate, in terms of manufacturing infrastructure (supplier base, knowledge base) or loss of open, vigorous competition, the threshold would move to the left.
U.S.-based manufacturers have often had an advantage over manufacturers in other locations because advanced technologies and manufacturing methodologies (once Taylorist mass production) were relatively unparalleled abroad. As manufacturing technologies and methodologies diffuse, however, (forces that continue to eliminate the differences between manufacturing environments as manufacturing globalizes), the effective sphere of the U.S. industrial base will increasingly come to be defined by the size of the world market that can be serviced from within the United States (an attribute that currently attracts manufacturers) and the learning opportunities available to those competing in the U.S. market (which will attract the manufacturers of the future).
There is a third set of boundaries that deserves attention: the bottom and top segments of the world manufacturing industrial base. The bottom segment of the base is slowly moving upward as direct labor-intensive, low-skill operations become increasingly rare in manufacturing (although as the studies of the semiconductor and consumer electronics industries show, certain operations such as assembly are still direct labor-intensive and will likely remain so for several years). That bottom segment is also driven up by improvements in manufacturing methodology that effectively let manufacturers add more value while using less resources (labor, materials, overheads). As manufacturing continues to become more sophisticated, and skill levels, wages, and standards of living continue to rise around the world, cost differentials will stop determining how much value a firm can add in a given location. This trend is already apparent in semiconductor wafer fabrication, where cost differentials on huge investments are of secondary importance to the strength of the local infrastructure, particularly skill levels (the real determinant of how efficiently value can be added). In this and other industries, the quality of the workers, the strength of the local infrastructure, and the ability of managers to control the total manufacturing system let manufacturers add value more efficiently, effectively metamorphosing a previously low-value-added, direct-labor-intense process into one in which greater value is added with less effort: high-value-added mass production.
Movements on the top boundary—the value frontier—are
especially significant to U.S. manufacturers. The value frontier, as previously defined, is that area of growth where new kinds of value are being added that customers will pay for. That value might flow from technological innovations, new or improved product design, better product performance, higher quality, features that are uniquely suited to individual customer preferences, or product availability (to name a few).8 Since future market growth (lateral expansion) is, by definition, at this end of the manufacturing spectrum, there are obvious benefits to retaining a dominant position in this area.
Growth on the value frontier can be encouraged by a complex of several factors. First, a state-of-the-art market encourages manufacturers to find new and creative ways of adding value. Historically, U.S. manufacturers have been strong in this respect, literally inventing new sources of value that will determine customer preferences in future competition. A broad base of innovative, highly skilled personnel has, historically, enabled American firms to be pioneers of the value frontier. The skill base (both technologically and methodologically speaking) will likely define the ability of the American industrial base to continue moving forward and pioneering new forms of value, creating new markets for products manufactured within its borders.
But American industry is no longer alone on the value frontier. Effective management practices—in particular, lean manufacturing-have been skillfully exploited by foreign manufacturers. Product quality, availability, and customization have all become market standards (i.e., customers now demand them) because offshore management practices allowed manufacturers to create and offer these new kinds of value (or at least make them affordable). Just as American firms had done before them, offshore manufacturers are clearing new ground on which to compete. These methodological innovations are significant, and must be embraced by American manufacturers. A U.S. industrial base that cannot learn from competitors—particularly if it ignores offshore innovations simply because they are "foreign"—will be denying itself the very opportunities it should be aggressively seeking out. While obvious, the point needs to be reiterated: only an American manufacturing base that is eager to learn from anyone, anywhere, will be competitive and effective in the long-term.
Those factors that might drive the value frontier down, or rather, retard U.S. progress on this front with respect to offshore competitors, are of two kinds. First, there must be an infrastructure of skills, suppliers, and technology to sustain growth. If this infrastructure deteriorates because innovation has migrated abroad, the value frontier will become a value threshold: there will emerge a level of value above which the U.S. manufacturing base cannot effectively sustain manufacturers. Signs of this are already apparent in some sectors, such as semiconductor materials. A second factor that might limit U.S. industrial growth in high-value-added industries would be an inability of manufacturers to get an adequate return on large R&D investments. Again, the semiconductor industry offers a telling example: the inability of U.S. firms to get adequate return on the huge investment required to stay in the DRAM business forced them to leave the market almost entirely. Product dumping, combined with a lack of management skills needed to squeeze high yields out of semiconductor wafer fabrication facilities, contributed to a U.S. environment that virtually prohibited domestic manufacture of these devices.
TOWARD A DESIRED STATE
As the model (Figure 5-1) demonstrates, there are three possible thresholds or boundaries that define the size of the effective U.S. industrial base: the onshore/offshore threshold (bottom), the market threshold (right), and the value frontier (top). The desired state is one in which the effective U.S. industrial base is expanding in areas that contribute both to a high U.S. standard of living and to the long-term viability/expansion of that base. To expand the effective base, U.S. corporate and government policies can push back any of the three boundaries (the onshore/offshore threshold, the market threshold, and the value frontier). Clearly, it is most desirable to keep moving the value frontier up and the market threshold to the right. This will increase the proportion of the global market best served by the U.S. industrial base.
As mentioned previously, the United States has historically been dominant on the value frontier. Ironically, it is perhaps the very skills that brought it there—technological and intel-
lectual innovation—that have served to bias U.S. manufacturers toward purely technological sources of value, away from emerging methodological sources that have been so effectively exploited by offshore manufacturers. U.S. manufacturers cannot afford to ignore methodological sources of value. While there is evidence that environmental cost factor differentials and unfair trade practices have contributed to dwindling U.S. competitiveness in certain frontier industries, the fact remains that effective management and methodological innovations are decisive advantages in global competition.9
To expand the value frontier, U.S. manufacturers (foreign and domestic), must understand that it is necessary but not sufficient to bring manufacturing operations up to world-class standards. In doing so, manufacturers will have access to increased revenues and market shares, both of which will feed other vital sources of value that require timely, aggressive investment (i.e., technological or design innovation). The historical strength of the U.S. industrial base—technological innovation—can still be a source of tremendous growth on the value frontier. It will take excellent management and a highly skilled work force, however, to ensure that growth.
Another direction in which the U.S. effective industrial base can expand is to the right—developing a large, accessible, state-of-the-art market that attracts manufacturers from all around the world (preferably in the high-value-added areas) and supports a highly skilled, well-compensated domestic work force. As described previously, essential to growth in this area are actions that (1) increase the mobility and skill level of the work force; (2) encourage foreign direct investment and interfirm cooperation (among firms of all nationalities); and (3) discourage unfair trade practices such as collusion, asymmetrical market access, and product dumping.
Finally, the effective U.S. industrial base could expand on the bottom end: essentially pushing the onshore/offshore threshold down to the point where all manufacturing, no matter how little value is added, can be effectively done in the United States. This could be accomplished, for instance, by a rigorous protectionist trade policy. It is the least desirable area of expansion for two reasons. First, the United States does not want to court or expand low-value-added jobs that do not sustain a high
standard of living. If pushing down the onshore/offshore threshold means lowering the U.S. standard of living (getting American workers to accept low wages), this approach is not only unrealistic, it is undesirable. Second, innovations in manufacturing methodology and technology are changing the way manufacturers add value; low-skilled, direct-labor-intense manufacturing is a declining breed. As long as the world manufacturing base keeps shifting up the value continuum (as direct labor content shrinks), the U.S. industrial base will be effective in a broader spectrum of that continuum. U.S. workers, however, must be equipped with the skills to add value that sustains the high U.S. standard of living. Without them, U.S. manufacturing personnel will be as hard hit as their offshore counterparts as low-skill, direct-labor-intense manufacturing jobs become more and more scarce.
This analysis must not suggest, however, that the United States abandon low-value-added, direct-labor-intense manufacturing. The ability to excel in high-value-added manufacturing is linked to a strong presence on the low-end for several reasons. First, low-margin manufacturing is important because of the relative weights of different factors in COGS. For low-margin products, COGS are dominated by production costs, while high end products have a great proportion of COGS in nonproduction functions (e.g., installation, marketing, and R&D); therefore, the financial incentive to minimize production costs through manufacturing improvements is relatively insignificant. Further, the source of value in low-end manufacturing may be more in process development and the lessons taught to the total organization than in the market value of a low-margin product. The ability to innovate and speed product realization depends crucially on lessons learned through effective manufacture of high-volume products as well. Consequently, the definition of high- and low-value manufacturing from a national comparative advantage perspective needs to be reassessed.
Another reason to maintain capability in low-margin products is the relatively higher risk involved in concentrating strictly on high-margin products. Success in high-margin goods often depends on speed to market; margins decline over time as competitors enter, so rapid product realization and constant inno-
vation are essential—and difficult. Only rarely are conditions right for such products to sustain a business.
Finally, movement of low-value but often high-volume production offshore can have a significant and detrimental effect on infrastructure. Domestic manufacturers' decisions to move offshore can devastate the local supplier base because the volume requirements of the high-value goods left in the United States cannot support the large supplier network. At the same time, the infrastructure offshore is reinforced. Eventually, this infrastructure becomes a magnet—if a firm wants to operate in a certain field, the skills, components, and materials are concentrated abroad. Malaysia's growth to dominance as a location for semiconductor assembly attests to this point.
Only methodologically advanced, well-managed firms will be able to maintain competitive high-volume operations onshore at a profit. This is another advantage of methodological excellence: it allows firms to keep low-margin product lines running profitably onshore—often essential to future success in other, higher-margin areas of manufacturing.
To summarize, U.S. corporate and government policy can expand the effective area of the U.S. industrial base in several areas. In the long-term, the most desirable areas of growth are in high-wage, high-value-added manufacturing. Having a large, fair, and diverse state-of-the-art market is essential to U.S. effectiveness in these areas. A mobile, highly skilled work force is also essential. Perhaps most important, however, is for the U.S. industrial base to mobilize its resources in an effort to add new kinds of value—to rediscover the value frontier. This means managing effectively while fully exploiting methodological, technological, and other sources of value that can shape demand in both the U.S. and export markets.
RECOMMENDATIONS
With a state-of-the-art market at home and open markets abroad, the United States will be in the best possible position to continue innovating as the world manufacturing industrial base evolves. To this end, the committee offers several recommendations for private and public action.
Firms must:
-
Accept responsibility for losses in competitiveness instead of blaming them on exogenous cost factors. Managers must understand that they have the power to stimulate dramatic improvements in manufacturing effectiveness. External cost factors need not have a significant impact—in most in-stances—on a firm's ability to produce competitively. The cost advantages of offshore locations can often be offset by strong, effective management of a skilled work force keeping appropriate manufacturing process technology in tight control.
-
Understand that global competition has raised the performance standards required for manufacturing success; thriving firms need to perform as “best-in-class” in their respective markets. To do so, firms must not let outdated notions of cost drive business decisions (i.e., focusing on labor), they must collaborate with and learn from domestic and foreign competitors, and they must educate and train managers and production workers so they can drive lean production.
-
Take advantage of natural U.S. advantages: (a) a large and relatively open market comprising innovative, creative, risk-taking manufacturers and (b) an excellent university system capable of driving tremendous intellectual advances and providing highly skilled personnel for world-class manufacturing.
-
Constantly strive to provide customers with higher value-added—embracing both technological and methodological sources of value. This means opening markets at home and abroad so that new technologies/methodologies can be accessed and R&D costs can be amortized. U.S. firms can push new-value frontiers only if they do it globally.
Government must:
-
Foster a favorable environment in the United States for competitive global manufacturers, foreign and domestic, by maintaining the macroeconomic conditions necessary to sustain a state-of-the-art market. The strong competition and healthy demand needed for such a market require stability and predictability in prices, tax regimes, and trade policies to allow confident decisions with long time horizons.
-
Avoid restrictions on foreign direct investment, joint ventures, and other sorts of interfirm cooperation or technology
-
flows that would inhibit U.S. manufacturers' access to skills, knowledge, and technology, whatever the source. Fight similar restrictions abroad where they limit U.S. exports, direct investment, and technology access.
-
Encourage and support work force education and skills mobility. A skilled, educated work force is a critical component of a state-of-the-art market. The United States must maintain the necessary investment in its educational infrastructure to ensure that the supply of courses, materials, and instructors is sufficient to meet demand, not just for new graduates but for much of the existing work force.
-
Resist pressures from the business community to protect the status quo. U.S.: business failures are not necessarily market failures requiring government remediation.
Given appropriate incentives, skills, resources, and management of manufacturing as an integrated system, U.S.-based production can be competitive, not only in cost but also in quality, features, and timeliness. Both American and foreign-owned companies have proven it.
























