
7
Failure Risks, Systemization, and Contingency Options
This chapter discusses the possible risks of failure within the biotreatment area (BTA) at the Pueblo Chemical Agent Destruction Pilot Plant (PCAPP). Figure 7-1 shows the three main subsystems of the BTA—immobilized cell bioreactors (ICBs), the water recovery system (WRS), and the brine recovery system (BRS)—and the various inputs and outputs of the overall system. PCAPP identified several sources of potential failure, along with contingency options, in its recent white paper on risk reduction and mitigation in the BTA (PCAPP, 2014). It plans to evaluate the majority of these risks during systemization. This chapter expands on the analysis in the white paper by considering the risk of failure once the system begins treating actual munitions and focuses on decisions leading to changes in plant operations. The decision framework, the performance criteria, and the graded scale for success that were introduced in Chapter 6 are leveraged in the discussion.
This chapter is organized in the following manner. To simplify the evaluation, the ICBs and the BRS are considered separately and the WRS is considered to be a part of the BRS. For each component, the following topics are considered:
- Technical factors that may lead to insufficient treatment.
- Systemization and likelihood of insufficient treatment.
- Impacts if system underperforms or does not perform.
- Contingency options for onsite operations.
- Summary table with graded performance.
Next, the unlikely scenario of multicomponent failure is discussed. If all contingency options are deemed ineffective, or if multicomponent failure or catastrophic failure occurs, decision makers may be led to shift operations toward offsite shipment of hydrolysate. Specifically, this section considers actions that must be taken to prepare for and implement offsite shipment of hydrolysate. Finally, the chapter concludes with a comparison of the Colorado Citizens’ Advisory Commission (CAC) concerns (reprinted in Appendix A) with the risks and options discussed herein.
FAILURE RISKS, SYSTEMIZATION, AND CONTINGENCY OPTIONS IN THE IMMOBILIZED CELL BIOREACTOR
As discussed in Chapter 2, there are several advantages to using the ICBs to implement biotreatment for the unique and complex hydrolysate feed. The aerobic biodegradation of thiodiglycol (TDG) will yield primarily mineralized products of water, carbon dioxide, and sulfuric acid. The planned steady-state performance within the ICBs is intended to destroy at least 95 percent of the TDG in the hydrolysate feed. The following section discusses the failure risks and contingency options in the ICBs.
Technical Factors That May Lead to Insufficient Treatment
Several technical factors may lead to insufficient treatment of TDG in the ICBs, especially under off-normal conditions. For example, although TDG is readily biodegradable under aerobic conditions, it is toxic to the degrading biomass at elevated TDG concentrations. That is the reason for diluting the hydrolysate from the agent processing building by a factor of 8 (one part hydrolysate to seven parts process water) with recovered process water from the BRS. Thus, if there is incomplete biodegradation of the TDG in the ICBs and the concentration of TDG increases, toxic inhibition can slow down the biodegradation rate, which further promotes the accumulation of TDG in the bioreactor.
In addition to toxicity concerns from the TDG itself, incomplete biodegradation of TDG can result if the pH is not in the optimum range of 7 to 8. Both higher and lower pH values will slow biodegradation. The hydrolysate generated from the caustic neutralization of mustard agent is at pH >10, so there is a provision to add sulfuric acid in the ICB’s feed tank to lower the pH of the feed water to the ICBs. The bio-oxidation of TDG in the ICBs is expected to yield sul-
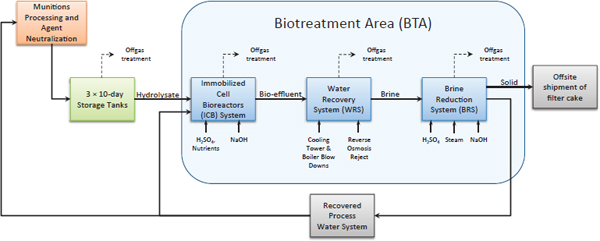
FIGURE 7-1 PCAPP BTA process diagram. SOURCE: Adapted from Don Guzzetti, start-up field supervisor, PCAPP, and Dave deLesdernier, support, Battelle, “Biotreatment Area Risk Reduction and Mitigation,” presentation to the committee on July 29, 2014.
furic acid, which will tend to lower the pH in the treatment units. Consequently, provision has been made for sodium hydroxide (caustic) to be added to the ICBs to help raise the pH during biotreatment. Because control to near-neutral values is difficult to achieve by adding a strong acid or strong base, fluctuations in the pH could be an issue for effective operation of the ICBs. The addition of sodium carbonate (soda ash), which is a weaker base, could be considered as an alternative to sodium hydroxide to help buffer the pH to between 7 and 8.
Operating temperature influences biodegradation performance. A previous study that examined the removal of TDG found that biotreatment was optimal between 8°C and 35oC (46°F and 95oF) and that the performance significantly declined when biotreatment was conducted at 35°C to 40oC (95°F to 104oF) (SBR Technologies, Inc., 1996). The ICBs are equipped with steam injection ports for heating during cold weather operation, but there are no provisions for cooling the ICBs. If the summer heat and solar radiation cause the temperatures in the ICBs to exceed the optimum range, then the TDG biodegradation will likely slow down and contribute to incomplete treatment.
In light of the potential toxicity and inhibition issues, acclimation of the biomass during start-up will be critical, as start-up represents a non-steady-state condition. If transition from the planned operations with the simulated hydrolysate to operations with the actual 1:8 diluted hydrolysate feed takes longer than scheduled due to slow biomass acclimation, this can delay the ability to treat the hydrolysate stream being generated from the munitions processing and agent neutralization step. Hydrolysate storage in the three 10-day tanks does provide some time cushion if biomass acclimation takes longer than scheduled or time is needed for recovery of the biotreatment process. If a delay is longer than 30 days, then hydrolysate can no longer be generated, and the munitions processing must be temporarily halted unless contingency plans are in place that can be implemented rapidly. The composition of the hydrolysate is anticipated to be relatively uniform, and the hydrolysate in the feed tanks will be diluted and acid-neutralized to produce a uniform feed concentration. These two factors are expected to promote steady-state conditions for the ICBs if the pH and temperature can be adequately controlled.
Two other factors can slow the TDG biodegradation rate: nutrient and oxygen limitations. The hydrolysate is devoid of adequate nutrients to support biomass growth. Both nitrogen and phosphorus must be added to the hydrolysate feed tanks as supplemental nutrients. Nitrogen will be added as urea and phosphorus as diammonium phosphate (DAP). The iron in the hydrolysate might cause FePO4 to precipitate, which will reduce the availability of phosphorus for the biomass, further inhibiting TDG biodegradation. Air will be supplied to the ICBs via coarse diffusers to provide oxygen. The air supply is evenly distributed throughout the three chambers, with all the TDG loading in the first chamber. The greatest demand for oxygen will therefore occur in the first chamber, and, if the demand exceeds the supply, there will not be enough oxygen for the biomass. Too little oxygen will lead to anaerobic reactions, which typically proceed at slower rates (Metcalf and Eddy/AECOM, 2014) or to reactions in which sulfates are reduced to sulfides. Sulfide concentrations ≥100 mg/L can be toxic to the bacteria (NRC 2013, p. 15). Both processes lead to less effective destruction of TDG.
Excessive biomass growth and accumulation of other solids in the ICBs could hinder the TDG treatment efficiency by way of at least two mechanisms. First, the accumulation of solids could clog the support medium and hinder the flow of wastewater through the immobilized biomass, leading to channeling and short-circuiting of the flow, reducing the contact time with the biomass, and reducing the extent of TDG biodegradation. Second, if large quantities of biomass grow and accumulate on the support medium, periodic sloughing events could lead to extensive short-term biomass loss, thereby decreasing the amount of TDG that can be biodegraded in the period immediately following the sloughing event and until new biomass accumulates on the support medium. Such periodic sloughing events will cause spikes in the solids loading to the BRS and may impact operations downstream by potentially fouling heat transfer surfaces, producing acid upon hydrolysis of the biomass at the high temperatures of the evaporator and increasing the organic content of the solids produced in the crystallizer.
One additional concern is the release of malodorous compounds during aeration. The system is designed with granular activated carbon (GAC) adsorbers to capture volatile chemicals, including vinyl chloride, that are present in the hydrolysate or that are generated during the course of biodegradation. Some of these compounds may also be malodorous. If these odorous compounds are not adequately removed, they may pose a problem with one of the performance goals—for example, exceeding the dilution to a threshold (D/T) ratio of 7 at or beyond the fence line.1
Finding 7-1. The hydrolysate generated by agent neutralization is a complex mixture. While ICB reactors have been used successfully to treat complex hazardous organic wastes, they have not been used to treat this specific hydrolysate.
Finding 7-2. Technical factors that may lead to insufficient hydrolysate treatment include hydrolysate toxicity to microbial biomass, the need for careful pH and temperature control, nutrient and oxygen limitations, biomass buildup and sloughing, start-up and acclimation issues, and release of malodorous compounds.
Recommendation 7-1. PCAPP should develop contingency plans to mitigate risk in the event that one or more of the above factors inhibit efficient ICB operations. Such plans should be in place prior to system start-up so that agent neutralization operations are not unduly delayed.
Systemization and Likelihood of Insufficient Treatment
Although the hydrolysate is a complex feed that has not been treated before with ICBs under the planned full-scale operating conditions, there is a high probability that successful biodegradation of the TDG can be achieved at PCAPP. First, bench-scale biodegradation tests and pilot-scale bioreactor studies have demonstrated that effective biological destruction of TDG can be achieved (NRC, 2013). Second, because the hydrolysate feed to the ICBs is expected to be relatively uniform in composition, typical problems associated with fluctuating organic loads and flows should be avoidable and the ICBs can be anticipated to exhibit steady-state behavior. Third, the immobilized biomass provides greater resistance to fluctuations in organic loading (should they occur), exposure to toxic compounds, and faster recovery from excursions in pH and temperature than suspended growth bioreactors. Fourth, pH monitoring and control capabilities have been provided so that the ICBs can be operated under their optimal pH conditions. Fifth, under normal operations, there is excess hydraulic capacity within the ICBs relative to the anticipated production flow rate of the hydrolysate, so the ICBs are not expected to be the rate-limiting step in the overall mustard agent destruction process. Separation of the agent neutralization process from the downstream hydrolysate biotreatment allows each of these two operations to be operated with considerable independence. The 30-day storage capacity for the hydrolysate provides a cushion to minimize the impact of potential delays and downtimes on the operations schedule.
Finally, the risk reduction and mitigation efforts during systemization will test a number of key process variables, identify potential failure points, and determine optimal ways to operate the downstream processes at PCAPP (PCAPP, 2014). For example, one phase of the systemization studies will be conducted with an ICB unit filled only with water to measure the temperature of the ICBs during the hot days of summer and maximum solar heating, evaluate the ability to control pH through caustic or acid addition, and test the recycle piping and pumps for the process dilution water. A second study will involve respirometry to screen for an appropriate biological seed from local municipal wastewater treatment plants, assess acclimation requirements for the selected biological seeds, determine the maximum hydrolysate loading, and compare the biodegradation response to the surrogate hydrolysate feed and to samples of actual hydrolysate. Respirometry measures the amount of oxygen consumed in a batch culture over time as an indicator of the rate and extent of the biodegradation and can also be used as an indicator of microbial inhibition and toxicity.
In the last phase of systemization, a subset of the ICBs will be operated for 4 months with a surrogate hydrolysate feed containing actual TDG. This program appears to be well thought out and designed. PCAPP has purchased TDG and will prepare a surrogate hydrolysate in the 30-day storage
________________
1 RCRA Permit modification #31, BTA and BRS Odor Control and Colorado Regulation No. 2, 5 CCR 1001-4. Note that the limit shown in PCAPP (2014), p. vii, is an “odor-to-threshold” ratio of ≥1.0.
tanks that contains 5.6 wt% TDG, 5.4 wt% NaCl, 0.2 wt% FeCl3, and caustic to raise the pH to 10. The ICBs will be seeded using the biomass with the best TDG biodegradation properties as determined from the respirometer studies. A 2-month start-up period is planned during which the TDG loading will be gradually ramped up to the design loading, followed by 2 months of steady-state operation with the surrogate hydrolysate as the feed. This testing with the surrogate hydrolysate provides an opportunity to assess the start-up process, demonstrate the effectiveness of TDG removal, confirm aeration and nutrient requirements, demonstrate adequate pH control, assess the extent of solids accumulation and their impacts, confirm the heat-transfer model for simulation of operating temperatures, and gain operational experience with the biotreatment and biomass activity. It will also help with downstream evaluation of the WRS and BRS. The timing of this testing with surrogate hydrolysate will dovetail with the start-up of the actual agent neutralization operations, thus allowing for a blended transition from surrogate hydrolysate to actual agent hydrolysate. This will allow full-scale operation of the ICBs to commence with an acclimated biomass and will facilitate rapid start-up and transition to steady-state operation of the ICBs treating hydrolysate.
Finding 7-3. There is a high likelihood that successful biodegradation of the TDG can be achieved, but there is still a small possibility that the overall performance of the BTA will not meet expectations.
Finding 7-4. The proposed risk reduction and mitigation plan will test a number of key process variables, identify potential failure points, and determine better ways to operate the downstream processes at PCAPP.
Finding 7-5. Sequencing of the risk reduction and mitigation effort with surrogate hydrolysate and full-scale hydrolysate generation and biotreatment operations should allow for timely start-up and steady-state operation of the ICBs.
Impacts If ICB Systems Underperform or Do Not Perform
If the ICBs provide substantial biodegradation of the TDG but are not able to achieve the design treatment goal of at least 95 percent TDG destruction, the downstream BRS may still be able to separate the remaining TDG from the liquid effluent and produce water of adequate quality for recycling. The impact would be increased amounts of TDG in the solid cake that is shipped offsite for disposal and, possibly, higher TDG loadings to the GAC adsorbers that treat the product water from the BRS. The additional organic loading on the BRS will probably mean more frequent replacement of the GAC or require more GAC adsorption capacity. Poor TDG removal in the ICBs could overload the capacity of the BRS and cause it to fail. If this happens, the water produced may be of inadequate quality for recycling and may not meet the anticipated permit requirements. Note also that if the ICBs destroy a substantial amount of the TDG but are not able to achieve the design treatment goal of at least 95 percent TDG destruction, mitigative measures could also entail the need for permit modifications and discussions with the Organisation for the Prohibition of Chemical Weapons (OPCW) regarding TDG destruction efficiency, both of which could lead to a significant delay in agent processing.
If the combination of the ICBs and BRS is not able to yield process water that can be recycled, then a means to dispose of the BRS effluent must be found. Because the hydrolysate is diluted 1:7 to reduce TDG toxicity of the feed to the ICBs, a much larger volume of water will need to be disposed of. If the ICB and BRS combination is not able to produce water that is adequate to be recycled as process water, then a decision may be required on whether it would be more prudent to ship the undiluted hydrolysate offsite for treatment rather than to attempt to dispose of the much larger volume of BRS effluent. This decision should be based on an evaluation of the criteria for success and the agreed-upon decision framework described in Chapter 6.
Contingency Options
A number of alternative operational strategies (i.e., contingency options) may be implemented if insufficient biotreatment of TDG is realized with the ICBs or if operational problems are encountered. Such alternative operational strategies as those described below aim to maintain onsite processing of hydrolysate in the BTA. Some performance limitations may become apparent during the risk reduction and minimization studies, so that timely action can be taken to avoid delays in agent neutralization operations.
- The TDG loading can be reduced to overcome toxic inhibition and decrease the demand for oxygen. The flow rate to the ICBs can be reduced to increase the hydraulic residence time. This modification will result in less hydrolysate treated in a given time period compared to the designed operating capacity, but the performance may still be adequate.
- If FePO4 precipitation is responsible for the insufficient treatment, then moving the feed point for the DAP from the ICB feed tank to the recycle line for each ICB unit can be advantageous. Adding DAP to the feed tank will likely result in more FePO4 precipitation because of the higher residence time in the feed tank, between 10 and 30 days, and increased iron availability. Adding the DAP to the recycle line will lessen the time of contact of the DAP with the iron originally in the hydrolysate and diminish the amount of FePO4 that precipitates. This will also improve the availability of phosphorus for biomass growth.
- If pH cannot be adequately controlled through the addition of strong acid (sulfuric acid) and strong base (sodium hydroxide), consideration should be given to using sodium carbonate as a weaker base to buffer the pH.
- If the temperature exceeds the optimal conditions for biodegradation in the summer, then cooling strategies should be implemented for months when high temperatures prevail. Alternatively, the flow rate to the ICBs can be reduced to increase the hydraulic residence time to account for the reduced rate of biodegradation. In this case, performance will be at a decreased capacity.
- If the supply of oxygen is inadequate in the first chamber of the ICBs, the influent and recirculation piping should be modified to allow for the feed to be introduced into both the first and second chambers of each ICB unit and to permit chamber-to-chamber recirculation to better distribute the organic loading and the demand for oxygen. This will provide more flexibility to match the oxygen demand of the biomass with the available air supply.
- Although not specifically related to biotreatment performance, if the malodorous compounds released during biotreatment cannot be removed to acceptable levels, additional GAC capacity can be installed to meet this objective.
Finding 7-6. The proposed contingency options described above can maximize the likelihood that the biological treatment system will meet its target TDG removal objectives during steady-state operation.
The technical factors leading to insufficient treatment in the ICBs, along with the impacts and contingency options, are summarized in Table 7-1. Each factor is also evaluated against the performance criteria described in Chapter 6 and assigned to a performance (grade) category based on the overall risk it poses to PCAPP operations.
Finding 7-7. Any failure that leads to significant flow reduction or shutdown of the BTA for 2 weeks or more would force the cessation of agent processing owing to the limit on storage capacity for hydrolysate. This assumes the tanks with their 30-day storage and the WRS storage are partially full at the time of the failure.
As indicated in Chapter 4, adding more onsite hydrolysate storage capacity may be considered. This would provide extra time to address failures that lead to significant flow reduction or shutdown of the BTA. However, if adding hydrolysate storage capacity is considered, there should be a high degree of confidence that fixes being considered to downstream processes would be successful. Otherwise, if fixes to downstream processes are unsuccessful, adding storage capacity would only allow for storage of more hydrolysate, and the facility would still be faced with the need to consider offsite transportation. Further, considering the time it takes to process and approve permit documentation for adding storage capacity, it may not be possible to know ahead of time, prior to the decision to consider adding storage capacity, what specific issues might occur with the BTA and, consequently, whether fixes to downstream processes would be successful.
Recommendation 7-2. PCAPP should consider whether additional storage capacity might be needed and, if it is, should enter into negotiations with the CDPHE, the county, and other stakeholders to discuss options for increasing storage capacity, including adding more storage tanks or increasing containment space to accommodate contingency tanks.
Downstream from the ICBs, the WRS and the BRS will enable PCAPP to recover and recycle 80 percent of process water back into munitions processing and hydrolysate dilution requirements for biotreatment. The WRS serves as a holding tank where effluent from the ICBs and other process streams is collected, mixed, and stored for up to 7 days before being transferred to the BRS. No treatment or processing takes place in the WRS other than acid addition and deaeration for stripping of carbon dioxide. This section will focus on the failure risks and contingency options in the BRS.
As described in Chapter 2, the BRS is a relatively conventional evaporator and crystallizer system that separates the water from the brine, recovers the water, and, as designed, produces a filter cake, which along with the spent GAC media should be the only wastes generated by the BTA requiring offsite disposal. The unit operations in the system are conventional, but since the biotreatment process has not been tested at full scale, the composition and concentrations entering the BRS are unknown and the process has not been tested with the feed from the biotreatment units.
Technical Factors That May Lead to Insufficient Treatment
Perhaps the greatest concern for the BRS is whether the water produced by the process will meet the requirements established in the present Resource Conservation and Recovery Act (RCRA) permit by CDPHE. Chapter 4 recommends that the product water should not be considered a waste and that the only consideration is whether the water meets technical specifications for reuse. There are a number of technical factors that influence the quality of the water produced by the BRS. For example, liquid droplets carried over through the entrainment separators in the evaporator could damage the vapor compressor equipment. Droplet carryover from the crys-
| Technical Factor | Grade | Rationale for Assigned Grade | Contingency Option |
| TDG toxicity | 0 to 1 | TDG will be diluted; respirometry will identify toxicity limits. Systemization with TDG will verify treatability. | Reduce TDG loading and/or reduce flow rate to the ICBs. |
| Inability to control pH | 1 to 2 | Hydrolysate pH will be neutralized with H2SO4; acid generated within ICBs will be neutralized with NaOH. Systemization with TDG will verify pH control capability. | Buffer with sodium carbonate as an alternative. |
| Inability to control temperature | 0 to 1 | Steam injection ports exist for heating reactors during cold weather. No contingency as yet for cooling during hot weather, if needed. | Reduce hydrolysate throughput to accommodate slower kinetics of biodegradation during high summer temperatures. |
| Start-up difficulty/ acclimation | 1 to 2 | Systemization with TDG should facilitate smooth transition to hydrolysate treatment. | Halt start-up to address problems with hydrolysate feed. |
| Nutrient limitations | 0 to 1 | Urea will be added as a source of N; DAP will be added as a source of P. Precipitation of FePO4 may limit P availability; systemization with TDG will verify P availability. | DAP may be added directly to the process water recirculation line, or higher amounts of DAP may be added to the feed tank. |
| Oxygen limitations | 0 to 1 | Air will be supplied by coarse bubble diffusers to all ICB chambers to meet oxygen demand of TDG biodegradation. Systemization with TDG will verify need to redistribute influent TDG load or oxygen supply. | If oxygen demand of TDG in first chamber exceeds oxygen supply, the TDG influent can be distributed uniformly across all ICB chambers. The urea and DAP as sources of nutrients both exert an oxygen demand. Switching to nitrate and phosphate salts will eliminate this oxygen demand. |
| Loss/sloughing of biomass solids | 1 to 2 | Biomass is immobilized in ICBs, so continuous loss of biosolids should be limited; systemization with TDG surrogate will verify biomass retention and potential losses. | Increase retention time in ICBs to ensure sufficient TDG biodegradation. |
| Buildup of biomass solids | 1 to 2 | Biomass sloughing should occur naturally; systemization with TDG will help verify that solids do not build up to undesirable levels. | Increase retention time in ICBs to reduce the TDG loading rate, which will reduce the amount of biomass accumulation and sloughing. |
| Limited hydrolysate storage capacity | 2 to 3 | 30-day capacity available to store hydrolysate from agent neutralization. If kinetics of biotreatment are inhibited, rate of agent neutralization can be slowed. This is not expected to be a regular occurrence but may happen intermittently. | Reduce rate of agent neutralization as needed. Construct more hydraulic buffer (storage) capacity. |
| Release of malodorous compounds | 1 to 2 | GAC adsorbers are in place to remove volatile compounds. | Install additional GAC capacity. |
tallizer might have greater impact on the downstream water quality since the droplets are saturated with brine. Recommendation 3-3 in NRC 2013 states: “The concentrations of the organic compounds and suspended solids in the distillate from the PCAPP crystallizer should be carefully monitored. If they prove to be unacceptably high, consideration should be given to upgrading the de-entrainment device in the crystallizer.” Another option that should be considered is to divert the condensate, as necessary, from the crystallizer to the WRS.
Operational difficulty with the GAC adsorbers is another possible cause of poor recycle water quality. NRC 2013 also points out that it may be necessary to replace the carbon in the carbon system at shorter intervals. If the pressure drop across the carbon bed is too high, the level of suspended solids in the GAC influent may be reduced by modifying the crystallizer and/or more frequent backwashing of the adsorber.
The BRS handles fluids with high chloride contents at elevated temperatures. Even though the pH is generally above 7, these fluids are highly corrosive. The material of construction selected for the BRS equipment reflects this fact, and no obviously inappropriate materials selections
are noted. However, there is always the possibility that local conditions will become corrosive to the selected materials. This is especially possible in crevices or under deposits. In these locations, the pH can be much lower than in the bulk fluid, resulting in pitting or crevice corrosion. Heat transfer surfaces are especially prone to such attack.
The amount of biomass and/or organic matter that will be transferred into the BRS process is unknown. Its presence could foul heat transfer surfaces, thereby reducing the heat transfer rate and necessitating frequent cleaning. Such cleaning has been provided for by having spare heat exchangers so that fouled heat exchangers can be taken out of service for cleaning. Even so, fouling could become a problem if cleaning has to be done too frequently.
Another potential problem is that biomass carryover from the ICBs could be subjected to acid hydrolysis with the addition of sulfuric acid ahead of the deaerator, leading to the solubilization of organic matter. Excess organic matter in the BRS could result in foaming, higher organic loading to the GAC adsorbers, and less effective dewatering.
There is also a possibility that the filter cake will contain excess water, preventing it from being disposed of as a solid and thereby adding to the cost of disposal and possibly requiring some modifications to the equipment or process (e.g., addition of a chemical dewatering aid). This outcome would also modify the water balance in the overall hydrolysate treatment system and might lead to requirements for additional water to meet overall operating needs.
A possibility exists that the biomass/organic content of the filter cake will generate odors. Provisions for introducing additives into the filter cake to inhibit biological activity and eliminate potential odor issues should be considered. Such additives might include fly ash or lime prior to packaging and shipment.
Finding 7-8. Technical factors that may lead to insufficient treatment of the ICB effluent include liquid droplet carryover in the evaporator and crystallizer; failure or excessive replacement frequency of the GAC adsorbers; high chloride content, leading to corrosion; excessive biomass or organic compounds, leading to fouling, foaming, or odors; and excess liquid in the filter cake.
Recommendation 7-3. PCAPP should develop contingency plans to mitigate risk in the event that one or more of the above factors inhibit efficient BRS operations. Such plans should be in place prior to system start-up so that agent neutralization operations are not unduly delayed.
Systemization and Likelihood of Insufficient Treatment
In general, the performance of the BRS depends on the performance of the ICBs. If the biotreatment of TDG is 95 percent effective and carryover of biomass from the ICBs is minimal, then treatment in the BRS is likely to produce water with a quality sufficient for recycling back into the plant for hydrolysate dilution and munitions processing needs and a filter cake with the expected solids composition. While it is possible that factors such as fouling and corrosion will impact the water throughput for the BRS, it is unlikely that they will prevent it from functioning at all. On the other hand, if the water produced is not suitable for reuse, the system might be considered to have failed. While poor dewatering of solids in the filter cake would increase disposal costs for these solids, it is likely that the equipment or process could be modified to keep the process running (e.g., by adding sorbents to eliminate free liquid in the filter cake).
The risk reduction and mitigation effort, which involves testing surrogate hydrolysate, should greatly reduce the uncertainties identified above and should provide an early indication of the nature and extent of any problems that might arise. Important data to be gained from these tests include the following:
- Composition and concentrations of components entering BRS.
- Total organic carbon (TOC), total suspended solids (TSS), and total dissolved solids (TDS) in crystallizer distillate.
- TOC, TSS, and TDS to GAC adsorbers.
- GAC adsorber effluent quality.
- Pressure drop in carbon adsorbers.
- Filter cake water content and composition.
- Equipment records, especially heat exchanger, fouling, and required cleaning schedule.
Finding 7-9. Data collected during risk reduction and mitigation activities can be used to assess how closely BRS operation matches its performance specifications. This information will allow a determination of the likelihood and significance of failure of the BRS or components therein over time.
Recommendation 7-4. PCAPP personnel should identify and monitor critical process data during risk reduction and mitigation activities. These data could include composition and concentrations of solutions entering the brine reduction system and leaving the granular activated carbon (GAC) adsorber, total organic carbon, total dissolved solids, and total suspended solids in process streams, pressure drop across the GAC, filter cake water content, and equipment fouling.
Finding 7-10. If, for some unforeseen reason, the BRS does not produce water of acceptable quality for reuse, there will be no way to recycle the water within the plant at PCAPP. This failure will place much greater strain on the aquifer from which PCAPP withdraws water. Moreover, the effluent from the ICBs will have to be shipped offsite for treatment and disposal. Because the hydrolysate is diluted eightfold prior to entering the ICBs, the liquid volume leaving the ICBs will be eight times that of the hydrolysate.
Recommendation 7-5. If the brine reduction system fails and a decision is made to ship offsite, it would be more prudent to ship undiluted hydrolysate rather than continuing to operate the immobilized cell bioreactors and ship the effluent offsite. This action would minimize the total volume of material that needs to be shipped offsite and, although it would still place additional strain on the freshwater needed from the aquifer, it would minimize that quantity.
As discussed in Chapter 4, under the current RCRA permit, process water from the BRS can be recycled within the plant only if it meets Colorado Drinking Water Standards for all RCRA constituents (Appendix VIII of Section 261) or if, for a specific application and with CDPHE approval, it meets the limitations for all RCRA constituents. Based on the recommendations in Chapter 4, the only consideration should be whether the BRS process water meets technical specifications for reuse within the plant. Should a modification of the current permit requirements for water recycling be rejected by CDPHE, there is a moderate probability that BRS water treatment requirements cannot be met consistently, even though the water is still of adequate quality to be reused within the plant. Therefore, it would be prudent to apply now for permit modifications or other actions, as recommended in Chapter 4.2
Impacts If WRS or BRS Underperform or Do Not Perform
One of the main purposes3 of the WRS and BRS is to reclaim water that can be recycled back into the munitions processing and agent neutralization operations and for dilution of the agent hydrolysate. If the ICBs perform effectively but the downstream WRS and BRS underperform, there would be a significant impact on the ability to reuse the process water. If the recycle water does not meet drinking water standards but is still of adequate quality for the process applications noted, the permit could be modified to satisfy an alternative water standard—for example, the wastewater discharge standard.
If the BRS water that is recovered for reuse comes close to meeting the product water quality requirements but is not completely suitable for recycle, then two solutions could be evaluated: (1) determine the source of the undesirable contamination and selectively remove that water stream from the WRS/BRS water feed system or (2) install additional water treatment to allow the feed water to meet process water requirements. Either case will require permit modification as well as the identification of an appropriate management system for the water.
Contingency Options
A variety of steps can be taken in the event that the BRS does not perform as expected. Some of these steps involve plant modifications; others are more regulatory in nature. A number of potential causes of underperformance (i.e., technical factors) will be tested during systemization. If issues are identified, then PCAPP can prepare and implement contingency plans as needed, before full-scale operations begin. While many potential causes of underperformance will be tested during risk reduction and mitigation efforts and during systemization in general, the full extent of the impact may not be realized until full-scale munitions processing begins:
- If there is liquid droplet carryover through the entrainment separator, the crystallizer de-entrainment device could be upgraded. This would incur additional infrastructure costs that would, however, probably outweigh the costs of the damage that could be caused by such carryover.
- If the crystallizer condensate is not of adequate quality, it could be separated and sent back to the WRS for reprocessing. This would reduce the throughput of the BRS, thereby reducing the product water available for recycle. However, as long as the storage capacity of the WRS is not exceeded, the improvement in performance might be a favorable trade-off for the decreased capacity.
- If there is excessive biomass carryover from the ICBs to the WRS and BRS, it may be necessary to install a clarifier after the ICBs to remove the biomass and other TSS ahead of the WRS. Depending on the hydraulic loading rate of the clarifier, this addition may slow process throughput but improve performance of the BRS.
- If there is excess liquid in the filter cake and no options exist for modifying the BRS to remove the excess liquid (e.g., drying agent additives such as CaCO3 are ineffective), alternative arrangements will be needed for offsite shipment and disposal.
- If the solid residue in the filter cake has unacceptable odors, additives could be applied to control the biological activity responsible for the odors.
- Regular monitoring and maintenance of the systems is critical to successful operations. However, overly demanding maintenance requirements (e.g., too-frequent replacement of GAC or cleaning of heat exchangers due to fouling) can be costly and can cause schedule delays. These issues may be best addressed by incorporating more system redundancy or by reducing system throughput. The impacts of these operational changes must be weighed against the impact of excessively frequent maintenance.
________________
2 The reader is referred to Chapter 4 for an in-depth discussion on permitting related to the quality of recycled product water, along with recommendations on actions PCAPP can take to reduce the risk of failure.
3 Another important purpose of the WRS/BRS is to produce a filter cake with no free liquids that may then be disposed of in compliance with regulatory requirements without further treatment.
| Technical Factors | Grade | Rationale for Assigned Grade | Contingency Options |
| BRS product water quality is acceptable for reuse but does not meet permit requirements. | 2 to 3 | Product water may not consistently meet RCRA permit requirements. | Initiate obtaining permit modification to adjust the BRS water treatment requirements. |
| Liquid droplet carryover through the entrainment separators. | 1 to 2 | Liquid droplets in the evaporator could damage compressor. In the crystallizer, they could reduce recycle water quality. | Upgrade de-entrainment devices. |
| Poor performance of GAC adsorbers. | 0 to 1 | High TOC, suspended solids, or microbial growth on GAC lead to need for backwash due to the large pressure drop across adsorbers or frequent replacement of GAC. | Install additional GAC capacity, standby GAC adsorbers. |
| Corrosion, especially on heat transfer surfaces. | 1 to 2 | High chloride content and high temperatures could lead to corrosion in crevices and under deposits. | Aggressive corrosion monitoring and deposit removal are required to avoid unexpected failures. |
| Foaming and fouling, especially on heat exchangers. | 1 to 2 | Biomass carryover from ICB can lead to acid hydrolysis of biomass and solubilization of organic matter; currently unknown how much biomass will be carried over. | Install clarifier after ICBs to remove biomass and other TSS; monitor antiscalant effectiveness and fouling tendencies; add antifoaming agents; increase cleaning frequency. |
| Filter cake with biological activity and organic material. | 0 to 1 | Biological activity may lead to unacceptable odors. | Include additives (e.g., fly ash or lime) in filter cake to inhibit biological activity. |
| Liquid content of filter cake is too high. | 0 to 1 | Treatment in BRS does not yield a solid product owing to high organic content; drying agents used as additives are insufficient to dry the cake. | Find an alternate TSDF that will accept waste. |
| pH control. | 0 to 1 | Low pH is required for CO2 stripping in the WRS, and a neutral pH is required for the BRS to minimize the corrosion potential. | Control pH in the WRS with sulfuric acid and control pH in the BRS with NaOH. |
NOTE: TSDF, treatment, storage, and disposal facility.
The technical factors leading to insufficient treatment in the WRS and BRS are summarized in Table 7-2, along with the impacts and contingency options. Each is also evaluated against the performance criteria described in Chapter 6 in order to assign a grade to the overall risk it poses to PCAPP operations.
OFFSITE SHIPMENT AS A CONTINGENCY OPTION
Up to this point, Chapter 7 has focused on operational strategies to maintain onsite capabilities for treatment of hydrolysate in the event that the BTA does not meet selected performance goals. However, if underperformance of the overall system cannot be remedied through the strategies described above, then offsite shipment of hydrolysate may become a better alternative. While the offsite shipment and disposal option is viewed as a last resort, it is prudent to plan and prepare in advance for such a scenario in the event it is needed in order to avoid further delays in agent neutralization operations. This section discusses the downstream impacts of a decision to ship hydrolysate offsite and the steps that would need to be taken to make this operational change.
Downstream impacts of, and actions needed to implement, the offsite shipment option are described here in terms of “plant, paper, and people.” The committee and PCAPP leadership discussed the downstream impacts of offsite shipment of hydrolysate (see Lecakes [2014] for a complete list of the topics discussed). Many factors highlighted in this section were addressed at that meeting. Although the committee views it as unlikely that offsite shipment of hydrolysate will be needed, PCAPP can initiate preparations for such shipment now, prior to live agent operations, to expedite the implementation of this option should it be needed.
Plant
Should the decision be made to ship hydrolysate offsite, additional infrastructure would be needed to efficiently and effectively transfer the hydrolysate for shipment. Shipment could occur by truck, rail, or some combination of the two. Necessary infrastructure might include additional piping and
storage tanks, leak and odor containment, MINICAMS4 for agent monitoring, waste loading areas, loading docks, new rail-/roadways onsite, and extra traffic controls. It is of note that rail infrastructure currently exists at PCD but not yet within the PCAPP facility.
An important impact of the decision not to use the BTA is that the plant will be unable to recycle process water. Although there will be water savings in the overall process since the need for a 1:7 dilution for ICB operations will be eliminated, a significant amount of water will still be consumed during munitions processing and agent neutralization. PCAPP might need to obtain approvals for increasing amounts taken from groundwater or might be required to identify supplementary water sources to offset the shortfall. The Pueblo area is under water stress, so drawing from local water resources may put undue burden on the surrounding community. Furthermore, new infrastructure at PCD may be needed to supply additional water to PCAPP. A contingency plan for such additional water supply should be developed ahead of any offsite shipment decision.
Finally, consideration must be given to how the hydrolysate will be treated elsewhere. An appropriate TSDF should be identified ahead of any offsite decision, as discussed in Chapter 4. Once hydrolysate is delivered to its destination, one disposal option is deep-well injection; treatment options include biotreatment and/or incineration. Although significant investments in labor, time, and money have been devoted to the BTA, there are some benefits of not operating this portion of the plant. These include a reduction in odor and emissions; elimination of solid waste streams (e.g., BRS filter cake, spent carbon from the GAC adsorbers); a reduction in utility loading (e.g., heat tracing, cooling water, and steam); and a significant reduction in maintenance and manpower needs. Existing plans for closure of the BTA could be initiated if the offsite shipment scenario is implemented.
Paper
Should the decision be made to ship hydrolysate offsite, a significant amount of paperwork for permitting, operating procedures, and contracts must be in place before actions can be taken to implement the decision. Chapter 4 discusses permit requirements applying to changes in PCAPP operations and offsite shipment of hydrolysate in detail. Briefly, offsite shipment will impact the facility’s RCRA permit, may impact the NEPA requirements, could impact the Pueblo County Certificate of Designation, and will also impact adherence to OPCW treaty requirements. Furthermore, PCAPP will need to identify and contract with licensed hauler(s) and TSDF(s) and coordinate shipment to the final disposal site (see Chapter 5). Changes to the PCAPP facility’s Site Safety Submission Document and Facility Construction Certification would be required, along with revisions, cancellations, and the adoption of new standard operating procedures. “Paper” is an area where preplanning for this worst-case contingency option might be very beneficial.
People
As indicated earlier, there are numerous stakeholders in the PCAPP project. A major change in operations, such as a shift to offsite shipment of hydrolysate rather than use of the BTA, would have a major impact across all stakeholder groups. In particular, shutdown of the BTA would likely result in PCAPP staff reductions or reassignments, and delays in implementation of offsite shipment could result in further loss of staff from the facility as a whole. The surrounding community, represented by the Colorado CAC, would also be impacted by this decision. Transparent decision making and frequent communications with the Pueblo community may contribute to their support and cooperation in the event that offsite shipment is needed, as discussed in Chapter 3.
Recently, the Colorado CAC briefly presented its perspective on the risks of offsite shipment of hydrolysate (Kornelly, 2014, reprinted in Appendix B). These risks include permitting changes, costs, public perception, and operational logistics. The Colorado CAC also identified a list of things that “could go wrong” in the BTA. All the technical factors raised by the Colorado CAC are considered in this chapter. It is worth noting that the Colorado CAC has high confidence that these technical factors can be addressed by PCAPP, primarily through rigorous maintenance. Overall, PCAPP is well positioned for successful operations.
As described earlier in this chapter, there are many actions that can be taken should the BTA not operate as expected. Any decision on the implementation of a contingency option should, as discussed in Chapter 6, be based on an established decision framework that takes into consideration a variety of criteria—such as effectiveness, efficiency, cost, and regulatory factors. The committee acknowledges that there are many uncertainties surrounding the start-up and performance of each separate component within the BTA and their ability to work together to treat the hydrolysate, and one or more contingency options may have to be resorted to. Each decision may have to consider a continuum of options, from operational tweaks to improve performance (e.g., changing chemicals to maintain pH levels) to more long-term operational changes (e.g., longer retention times) and infrastructure changes (e.g., installing a clarifier) to accommodate performance issues, to interim actions while other contingency options are being implemented (e.g., constructing and employing additional hydrolysate storage capacity), and, finally, to instituting offsite shipment of hydrolysate.
Such options may constitute a temporary change (e.g., a matter of days, weeks, or a month or two until a remedy
________________
4 MINICAMS are automated near-real-time monitoring systems that have been used in chemical agent disposal facilities since 1990 to monitor for chemical agents.
can be implemented) or a permanent one, and decision making using the performance criteria and decision framework should consider both options. For instance, if the change is only temporary, there could be additional actions or costs necessary to restart operations in the BTA. Such decisions might take into account more than just technological or cost criteria. For instance, temporary shutdowns could result in perceived uncertainties leading to the loss of trained PCAPP staff and loss of confidence on the part of the community.
The committee believes that the optimum outcome is that the existing BTA operate without the need to implement the offsite option. The committee sees offsite shipment of hydrolysate as the last resort, the final option on the continuum. However, if offsite shipment of hydrolysate is chosen, one very crucial decision that will need to be made is whether the offsite shipment will be temporary or permanent. The committee acknowledges the possibility that once the decision to implement offsite hydrolysate shipment is made, it may be necessary to make that process permanent due to cost, the need for stability, or other considerations. The committee also acknowledges that the fix or set of fixes needed for the BTA may take only a few days, or weeks, or even a month or two, and that it may be possible, after some delay, to start up the process again and continue with onsite hydrolysate treatment.
Implementing offsite transport of hydrolysate will affect plant, paper, and people, as discussed above. Physical changes to the plant, changes in permit documentation and standard operating procedures, retraining and possible reassignment or even furlough or layoff of staff would be needed, to name just a few examples. The effort to implement offsite transport will be considerable. If it is implemented as a temporary fix, with the intent of restarting the BTA processes, the effort to switch back to the BTA would also be considerable. Depending on the length of the delay and on whether staff furloughs or layoffs have occurred, original staff may no longer be available. Besides which, if the BTA processes are restarted, there is no guarantee that the fix will even work, and PCAPP may need to restart offsite shipment again. Still, the committee believes that there may be circumstances under which restarting the BTA processes, after some delay, may be feasible. The committee discussed at length whether a change to offsite shipment could be temporary, or whether this change should be permanent. It acknowledged that at this time it is impossible to predict the exact circumstances leading to severe underperformance of the BTA. The committee concluded, therefore, that it would make no specific recommendation concerning the exact nature, extent, or permanence of any option, including the permanent, offsite shipment of hydrolysate. The decision must be based on the application of an established decision framework and appropriate consultation.
Finding 7-11. The decision to ship hydrolysate offsite can result in many types of downstream impacts, including the addition of new infrastructure for shipment, modifications to permits and new operating procedures, and PCAPP staff reductions or reassignments.
Recommendation 7-6. In the event that offsite shipment is the only viable option for PCAPP to meet its mission goals, this contingency option should be implemented as efficiently as possible to reduce the downstream impacts that could result in a significant delay in munition processing.
Recommendation 7-7. To preserve the ability to ship hydrolysate offsite for treatment in the event that offsite shipment is found to be the only viable option, steps should be taken as soon as possible. Examples of such steps include initiating permit modifications; drafting alternative standard operating procedures; preparing transportation risk documentation; designing process safety controls, spill containment, and fall protection for hydrolysate loading facilities; and communicating with stakeholders about if and when this option would be utilized, including how the stakeholders would be involved in the decision process.
Guzzetti, Don. “Biotreatment Area Risk Reduction and Mitigation,” PCAPP presentation to the committee on July 29, 2014.
Kornelly, Irene. “PCAPP Bio-Treatment Area Concerns of the Colorado Chemical Demilitarization Citizens’Advisory Commission (CO CAC).” August 29, 2014.
Lecakes, George. “Downstream Impacts to Plant Operations If Offsite Shipment Is Required,” PCAPP chief scientist, discussion facilitated between committee and PCAPP leadership on July 29, 2014.
Metcalf and Eddy/AECOM. 2014. Wastewater Engineering: Treatment and Resource Recovery, 5th Edition. New York, N.Y.: McGraw-Hill Education.
NRC (National Research Council). 2013. Review of Biotreatment, Water Recovery, and Brine Reduction Systems for the Pueblo Chemical Agent Destruction Pilot Plant. Washington, D.C.: The National Academies Press.
PCAPP (Pueblo Chemical Agent Destruction Pilot Plant). 2014. White Paper Bio-Treatment Area Risk Reduction and Mitigation. 24852-30H-BTA-V0001. Pueblo, Colo.: Pueblo Chemical Agent Destruction Pilot Plant.
SBR Technologies, Inc. 1996. Biodegradation of HD Hydrolysate in Sequencing Batch Reactors. South Bend, Ind.
This page intentionally left blank.












