
7
Underperformance and Failure Risks, Systemization, and Contingency Options
Figure 7-1 provides an overview of the hydrolysate treatment system at the Blue Grass Chemical Agent Destruction Pilot Plant (BGCAPP), indicating the two major components of the system, the supercritical water oxidation (SCWO) system and the water recovery system (WRS), and the various inputs to and outputs from the overall system. This chapter discusses the possible risks of underperformance or failure of the SCWO and/or the WRS. The BGCAPP project staff is in the process of identifying sources of potential SCWO and WRS underperformance or failure and contingency options should either system underperform.1 They plan to evaluate these risks in preoperational testing activities that will take place during systemization (see Chapter 6). This chapter also considers the risk of underperformance or failure once the system begins treating actual hydrolysate and focuses on decisions leading to possible changes in plant operations. The decision framework, the performance criteria, and the graded scale for success that were introduced in Chapter 6 are used in the discussion of technical factors in this chapter.
This chapter is organized in the following manner. For each component (SCWO and WRS), the following sections are presented:
- Technical factors that may lead to insufficient treatment,
- Systemization and likelihood of insufficient treatment,
- Impacts if the system underperforms or fails to perform,
- Contingency options for onsite operations, and
- Summary table with graded performance.
Finally, the possibility of multicomponent failure is discussed. If all contingency options are deemed ineffective, or if a multicomponent or catastrophic failure occurs, decision makers may want to consider shifting operations toward offsite shipment of hydrolysate and/or SCWO effluent. Specifically, the final section of Chapter 7 considers actions that should be taken to prepare for and implement offsite shipment of hydrolysate and the downstream impacts of this change.
As discussed in Chapter 2, SCWO is a suitable technology for secondary treatment of hydrolysates at BGCAPP because it can irreversibly break down a variety of organic compounds using only oxygen, water, and supplementary fuel into simple, benign molecules such as CO2, H2O, N2, and inorganic salts. For example, SCWO solutions have been designed for the treatment of diverse waste materials, water purification, the recovery of precious metals from catalytic materials, and the production of heat and power. However, based on research and development of SCWO systems, including first-of-a-kind (FOAK) testing on hydrolysate simulants, BGCAPP scientists and engineers have identified a number of challenges that may be encountered in the operation of the SCWO system at BGCAPP, and they are taking appropriate corrective actions to address these challenges (BPBG, 2013). The rest of this section discusses underperformance and failure risks, and presents contingency options for use of SCWO to treat hydrolysates at BGCAPP.
Finding 7-1. BGCAPP scientists and engineers have identified a number of challenges that may be encountered in the operation of the SCWO system at BGCAPP and are taking appropriate corrective actions to address these challenges.
The feed source to the SCWO system will consist of two independent hydrolysate feed materials, as shown in Figure 7-1. One will be energetics hydrolysate combined with
______________
1 J. Barton, BGCAPP chief scientist, Battelle, “BGCAPP Agent and Energetics Treatment Processes,” presentation to the committee on January 27, 2015.
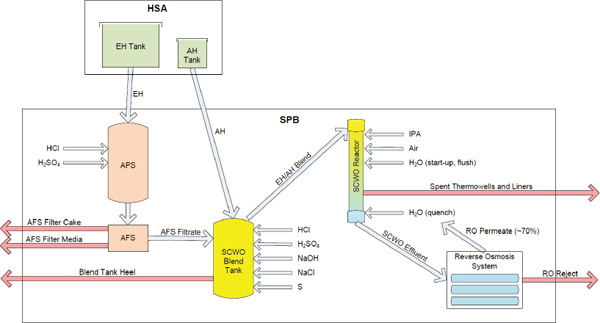
FIGURE 7-1 Schematic of the major components of hydrolysate treatment housed in the SCWO process building (SPB) including the Aluminum Precipitation System (APS) and Aluminum Filtration System (AFS), the SCWO blend tank and reactor, and the Reverse Osmosis (RO) Water Recovery System. This schematic also illustrates all of the process additives utilized and waste streams produced in the treatment. NOTE: AH, agent hydrolysates; EH, energetics hydrolysate; HSA, hydrolysate storage area; IPA, isopropyl alcohol. SOURCE: G. Lucier, deputy chief scientist, BGCAPP, D. Linkenheld, SCWO start-up supervisor, and L. Austin, waste manager, BGCAPP, “SCWO Process: Cradle to Grave,” presentation to committee on January 28, 2015.
GB hydrolysate, and the other will be energetics hydrolysate combined with VX hydrolysate. While each hydrolysate feed will have similar characteristics, such as a high pH and high organic and inorganic content, the detailed composition of each material must be taken into account for successful treatment in the SCWO units to occur. Outlined below are the characteristics of each feed and the special considerations that must be dealt with in treating each component.
In addition to chemical agent, energetic materials from the chemical rockets in the stockpile will also be hydrolyzed. The motors and bursters of M55 rockets will be physically separated during the dismantling of the rocket and the energetic materials (including compound B, made of RDX and TNT, along with M28 propellant from leaker rockets) neutralized in the energetics batch hydrolyzers. The chemistry of the hydrolysis step and the resultant composition has been well documented (Masterson and Hurley, 1997; Balakrishnan et al., 2003; Newman, 1999). The unique chemistry of the energetics hydrolysis results in the potential formation of cyanide. This hydrolysis reaction has been extensively studied, and BGCAPP claims that specific hydrolysis reactor conditions have been identified that should effectively eliminate cyanide in the hydrolysate product (BGCAPP, 2013).
While the neutralization of energetic materials is effective, the resulting hydrolysate contains aluminum that is particularly problematic to the SCWO process. Past studies, using actual energentics hydrolysate, investigating the oxidation of organics with materials that contain significant amounts of aluminum have resulted in solid precipitates in the SCWO reactor that interfere with the flow of material in the reactor. As a result, the energetics hydrolysate will be treated with a precipitation and a filtration step—the aluminum precipitation system (APS) and aluminum filtration system (AFS), respectively—to remove most of the aluminum before it is transferred to the SCWO blend tanks. The precipitation is accomplished by adding acid to the energetics hydrolysate to produce an aluminum hydroxide precipitate, followed by dewatering using a filter press. The filter cake is captured in large roll-off boxes and sent for disposal offsite. The filtrate from the AFS will be collected in storage tanks, where it will be kept for blending with agent hydrolysate as feed to the SCWO.
It would be at this point in the process where, if cyanide is produced during the hydrolysis reactions, it would become particularly problematic as it would be converted to hydrogen cyanide upon acidification of the energetics hydrolysate and would be released within the headspace of the APS and AFS. Proper care must be taken to ensure that the appropriate operating conditions of the hydrolysis reaction are maintained
to minimize cyanide in the hydrolysate. Proper analytical practices would need to be used to determine the presence of cyanide. If cyanide is found to be present above levels of concern, appropriate personnel protection equipment should be used to protect workers from potential exposure to cyanide. In addition, waste containing cyanide would have to be properly treated under Resource Conservation and Recovery Act (RCRA) regulations if it meets the definition of a RCRA reactive waste.
Finding 7-2. Although hydrolysis reaction conditions have been optimized to minimize cyanide production, there is a possibility that cyanide will be present in the energetics hydrolysate. Residual cyanide could become a problem in the aluminum precipitation and filtration system, where the hydrolysate is acidified, potentially producing hydrogen cyanide gas.
Recommendation 7-1. If it is determined that the energetics hydrolysate contains cyanide above levels of concern, (1) BGAPP personnel should take corrective action to optimize operational conditions so that cyanide is destroyed to acceptable levels, and (2) workers should wear the appropriate level of personnel protective equipment until such corrective action has been taken.
The nerve agent GB will be destroyed first, followed by the nerve agent VX, both using caustic hydrolysis. The chemistry of GB and VX hydrolysis has been well documented (Munro et al., 1999). After hydrolysis, the agent hydrolysates will be stored in large holding tanks. The agent hydrolysate will then be blended with energetics hydrolysate (after the removal of aluminum in the APS and AFS) as the feed mixture to the SCWO system. The blending process is very important as it has been demonstrated that there is a synergistic effect of mixing hydrolysates that optimizes performance, so the blending process needs to be properly managed.
It also needs to be noted that the GB hydrolysate can contain some dissolved aluminum due to corrosion of the GB rocket warheads (GB corrodes aluminum). The blending recipe therefore also considers the dilution needed to meet target aluminum levels in the SCWO feed that can be tolerated—that is, less than 200 mg/L.
There is one other characteristic of the GB hydrolysate that must be carefully managed. While in storage, the pH must be maintained above 12 to prevent any reformation of the hydrolysate material back to GB or other toxic byproducts (NRC, 1999). This phenomenon is well understood, and provisions are in place to eliminate this risk. Nonetheless, this operating discipline must be maintained.
Technical Factors That May Lead to Insufficient SCWO Treatment
Process flow diagrams; mass balance tables; and throughput, reliability, availability, and maintainability models have been developed by the contractor to simulate flow operations. This information provides a basis for estimates for how significantly the SCWO system can underperform and still be viable. As shown in Figure 2-1 and Figure 7-1, the SCWO system is complex and has a number of components, all of which have to operate in unison for hydrolysate to be effectively destroyed. First, agent hydrolysate and energetics hydrolysate (after aluminum removal) are mixed with specific amounts of one or more of HCl, NaOH, H2SO4, NaCl, and S in the blend tank. In addition to requiring specific blend ratios of energetics hydrolysate to agent hydrolysate in the SCWO feed system, salt management is also critical to the successful operation of the reactors. Each feed campaign has specific formulation requirements to generate what are characterized as eutectic mixtures of salts in the SCWO feed blend tanks. Proper maintenance of a eutectic mixture of the key salts ensures that, under SCWO operating conditions, the insoluble salt mixtures flow through the reactor system and do not precipitate inside the reactor. Even so, there are some salt components that are organically bound and thus do not become available for eutectic formation until minimum levels of oxidation occur. As a result, there is a risk of some precipitate formation in the front end of the reactor. While this is a potential risk, FOAK testing conducted during the development of the process demonstrated reasonable throughput without any major salt plugging issues. Successful operation of the SCWO during agent processing will require close monitoring of feed composition with each feed campaign to ensure the target additive concentrations are reached prior to feeding the mixtures to the SCWO reactors.
Further, while all the hydrolysates contain organic species, their heat content is insufficient to sustain the energy required for supercritical conditions. To sustain SCWO operating temperatures and pressures, a fuel (isopropyl alcohol, IPA) is co-fed to the SCWO reactors along with the hydrolysate blend. This has also been factored into the design of the SCWO and, while temperature is a critical operating parameter, FOAK testing has demonstrated that the proper operating conditions can be successfully maintained.
The mixture is then fed into one of three parallel SCWO reactors along with high-pressure air and water. After the hydrolysate has been destroyed, the reaction is quenched using recovered process water from the WRS. Gases are separated from the liquid, analyzed, and filtered. The aqueous effluent is then analyzed for total organic carbon (TOC) before being sent to the WRS. The design criterion for TOC is <10 ppm.
For the following discussions it is important to note that each SCWO reactor is fitted with a replaceable titanium liner and has titanium thermowells that contain thermocouples to monitor temperature during the SCWO. At the committee’s
January 2015 meeting the following critical equipment performance points were presented. These were identified as a result of FOAK testing.2
Corrosion
Titanium liner and thermowell corrosion has been identified as an important limiting characteristic issue in the SCWO system (NRC, 2013). At this point, thermowell corrosion is expected to determine the maximum operating time between reactor shutdowns and maintenance. The observed corrosion rates of the liner and thermowells have been measured to be on the order of 1 mil per hour. The corrosion rate is higher for higher temperatures and flow rates (as high as 1.9 mil per hour) and lower for lower temperatures and flow rates. The corrosion damage has the appearance of erosion-corrosion, which is a phenomenon whereby the damage is much greater than would be the case for either erosion or corrosion alone. Erosion reduces the effectiveness of the protective layer that forms on corrosion-resistant materials, permitting the corrosion reaction to progress faster than expected. This may at least partially explain why the observed attack is greatest at the top of the reactor, where the flow is most turbulent and hence most erosive. Lower in the reactors, the flow pattern may be nearer to laminar flow, which is much less erosive. The presence of liquid salts on the reactor wall lower in the reactor may also contribute to the lesser damage rate by providing a physical barrier between the reactor wall and its contents. The maximum allowable extent of corrosion prior to liner replacement is 67 percent of the initial wall thickness and 80 percent for the thermowells (NRC, 2013). Thermowell and liner replacement both require shutdown of the SCWO reactor, about 6 hours for the thermowell replacement and 10-12 hours for liner replacement (NRC, 2013). It appears that the corrosion rates are predictable and that replacement can be treated as a maintenance issue rather than as an equipment failure. Nevertheless, the frequency of replacement will still have an effect on reactor throughput and will need to be monitored continuously.
High-Pressure Air Compressor Reliability
During the FOAK testing, the high-pressure air compressors were found to be unreliable and resulted in unscheduled SCWO train shutdowns (BPBG, 2013). These incidents included high-pressure cooling loop failures, expansion tank bladder failures, and low oil level/demister failures (NRC, 2013). Modifications have been made to the air compressors at BGCAPP to correct these problems. A program has been developed during systemization testing to verify that the modifications made to increase reliability of the air compressors are effective.3 The BGCAPP SCWO Working Group (see below) also recommended manifolding the high-pressure air compressors so that all of the SCWO reactors will have a common air supply.
Compressor Condensate Oil-Water Separator Operation
The oil–water separator (OWS) is used to separate emulsified oil from the condensate discharged from the high-pressure air compressors. The oil, which comes from compressor lubrication, can account for a significant fraction of the condensate and can cause fouling of the downstream filters. While there are four high-pressure air compressors for the SCWO, there is only one OWS. During the FOAK testing, there were several instances when the OWS required workarounds to keep the system running (NRC, 2013). While OWS malfunction would probably not shut down SCWO operations, increased maintenance and repairs to the OWS system would likely reduce overall system availability and hydrolysate throughput.4 Modifications have been made to BGCAPP’s OWS (e.g., replacing the pump and cleaning the oil sensor regularly) to correct these problems. BGCAPP plans to test the modified OWS during systemization to verify that it can operate reliably. The National Research Council’s 2013 report on the BGCAPP SCWO FOAK testing recommended installation of a backup OWS (NRC, 2013).
Finding 7-3. The operation of the oil–water separator (OWS) has been problematic. At present BGCAPP does not have plans to install a backup OWS.
Recommendation 7-2. BGCAPP should install a backup oil–water separator.
Liquid Effluent Letdown Valve Erosion
The liquid effluent letdown valve is located between the high-pressure gas–liquid separator (HPGLS) and the low-pressure gas–liquid separator (LPGLS) (see Figure 2-1). This valve moderates the pressure of the SCWO effluent and allows liquid and some of the gas out of the HPGLS and into the LPGLS for further separation. During FOAK testing, the Hastelloy C-276 valve seats were eroded by titanium dioxide particulates in the SCWO effluent, which originated from corrosion of the SCWO liners, resulting in excessive flow from the HPGLS to the LPGLS (BPBG, 2013). The valves, including the seats, cage, and trim, were rebuilt with Stellite 6B and will be evaluated during systemization (BPBG, 2013). This is a cobalt alloy that is harder and has better erosion resistance than Hastelloy C-276. Tungsten carbide is another alternative material being considered for the valve seat. While this, too, is harder than Hastelloy C-276, the
______________
2 G. Lucier, deputy chief scientist, BGCAPP, “Supercritical Water Oxidation Risk Mitigation Activities,” presentation to committee on January 28, 2015.
3 Ibid.
4 Ibid.
tungsten carbide particles are held together by a matrix of a softer metal, such as nickel, cobalt, or other alloys, that may still be susceptible to wash-out during erosive conditions.
Solid Sulfur Heating and Mixing in the Blend Tank
Elemental sulfur is added to the blended hydrolysate to facilitate salt flow through the SCWO reactor. This sulfur will be oxidized to sulfate (SO4–2) in the reactor. However, inadequate mixing in the blend tank caused the sulfur to melt onto the heating elements during the FOAK testing, resulting in reduced and/or blocked flow through the SCWO reactor and erratic salt transport through the reactor (BPBG, 2013). During systemization, blend tank agitation and heating will be evaluated. It should be noted that the heating system in the operating unit will be different from that used in the FOAK test. Also, SCWO operation with a duplex basket strainer after the feed tank heater will be tested. Other alternatives that might overcome this problem include reducing or eliminating solid sulfur by allowing deviations from the target Cl:S ratio or by addition of an alternative nonacidic sulfur material.
SCWO Control System Code
There is a concern that the SCWO control system may produce unnecessary automated system shutdowns. The programs are being modified by BGCAPP staff to optimize the SCWO parameters and to add system holds that temporarily halt the process without causing a system shutdown (BPBG, 2013).
TOC Analyzer Reliability
Concerns have been raised that the online TOC analyzer, which samples SCWO liquid effluent to determine effectiveness of organics destruction, may become clogged by particulate material, thereby skewing the analysis results due to loss of instrument sensitivity. There are also concerns about the analyzer functioning effectively in this high salt environment. There are two TOC analyzers for each SCWO train to address this concern. The SCWO gaseous effluent is also sampled for carbon monoxide, which provides a parallel verification of organics destruction. Software and hardware modifications, including the addition of a sample extraction pump, adjusting analysis methods, and increasing sparge time along with sample acidification, will be evaluated during systemization (BPBG, 2013).
Other Concerns
Additional SCWO system concerns identified at the January 2015 meeting included these:
- Equipment deterioration during installation and preoperational storage;
- Operator currency and experience gaps;
- Unacceptable equipment wear and corrosion during operation;
- Simultaneous maintenance and operation of three reactors, which presents potential safety problems since maintenance personnel would be working near operating reactors;
- While actual agent hydrolysate and energetics hydrolysate were successfully tested on smaller SCWO reactors, only simulated hydrolysates have been tested on a full-scale unit;
- Potential variations in hydrolysate feed composition, which may present operating problems;
- The proper mix of feed additives is complex and is determined using a computer algorithm;
- Elevated aluminum concentrations in the reactor feed may cause reactor plugging; and
- Untested blend tank mixing effectiveness.5
BGCAPP intends to address each of these concerns during preoperational testing, concurrent with systemization.
Finding 7-4. The SCWO system is complex and has a number of components, all of which have to operate in unison for hydrolysate to be effectively destroyed in a timely manner.
SCWO Systemization and Likelihood of Insufficient Treatment
In August 2012, BGCAPP prepared a Systemization Implementation Plan for SCWO that described each element of systemization, identified the equipment and systems to be tested, and defined activities involved in plant systemization. The technical factors that may affect SCWO performance, as described above, will be addressed during preoperational testing activities, which will be carried out during the optimization subphase of systemization—that is, the 6 months immediately preceding the start of BGCAPP operations.
Furthermore, a BGCAPP SCWO Working Group was formed in April 2014 to address issues related to SCWO performance. This working group is made of representatives from
- BGCAPP engineering,
- SCWO systemization and start-up,
- BGCAPP science and technology,
- The Program Executive Office (PEO) for Assembled Chemical Weapons Alternatives (ACWA) BGCAPP field office, and
- SCWO subject-matter experts.6
______________
5 Ibid.
6 Ibid.
The SCWO Working Group is addressing the gaps in knowledge, experience, and performance of the SCWO process, providing recommendations for closing these gaps, and producing a plan for implementing these recommendations. Its assessment and recommendations can inform BGCAPP management and stakeholders as they consider system performance and, potentially, the need for offsite shipments. The recommendations are expected to fall into four categories: administrative, maintenance, plant modification, and testing.7 They will be addressed during systemization. With this approach, the reliability of SCWO operations should be greatly enhanced. However, in view of the complexity of the SCWO design, there is still a real possibility that unexpected issues could reduce the effectiveness and hydrolysate throughput of the SCWO process, perhaps to the point that alternative actions may need to be considered.
Finding 7-5. The SCWO Working Group is addressing concerns identified during the 2013 FOAK testing and is actively involved in planning for preoperational testing during systemization at BGCAPP.
Recommendation 7-3. The SCWO Working Group plan, as described in the December 17, 2014, Systemization Planning Report, and recommendations for correcting potential gaps in the October 27, 2014, SCWO Working Group report should be aggressively implemented. Furthermore, the SCWO Working Group should continue to provide support to all risk mitigation activities involving SCWO operations at BGCAPP.
Impacts If the SCWO System Underperforms or Does Not Perform
The underlying chemistry for destruction of the hydrolysates by SCWO is well known so that insufficient treatment of hydrolysates by SCWO is unlikely. However, SCWO operating conditions are very hard on the process systems, as illustrated by the technical factors discussed above. The two main challenges of operating SCWO process systems are salts management and monitoring and attending to corrosion (these are discussed also in Chapter 2). As a result, any system underperformance will likely be associated with an inability to keep up with maintenance requirements and equipment underperformance, causing a reduced rate of hydrolysate processing through SCWO operations. While FOAK testing established reactor downtimes and maintenance cycles, these tests were conducted on simulated hydrolysate streams and over relatively short periods of time compared to the expected 3-year destruction schedule at BGCAPP. It is, therefore, unknown whether the anticipated operational challenges—especially as they begin to compound over time—will become increasingly difficult to manage over the long term. Substantial storage capacities for hydrolysates at the front end of the secondary treatment area (discussed in Chapters 4 and 6) provide a significant buffer in the treatment timeline, affording flexibility for SCWO system maintenance and repair. However, if performance requirements and goals cannot be met consistently and satisfactorily, then it may become necessary to consider shipping some or all of the hydrolysate offsite for disposal elsewhere.
Finding 7-6. The SCWO system to be used at BGCAPP has been subjected to numerous tests with hydrolysate simulants and appears to be a mature technology capable of processing hydrolysate at BGCAPP in a timely manner. However, this technology has not been used with actual hydrolysate blends in a continuously operating environment for the 3-year time during which it is expected to perform at BGCAPP.
Finding 7-7. Although a comprehensive preoperational testing program to improve SCWO performance will be undertaken, there is still a possibility that shipping hydrolysate offsite may need to be considered at some point.
Mitigation strategies for technical factors that may contribute to underperformance of the SCWO system were identified in previous reports (BPBG, 2013, and NRC, 2013). Many of these mitigation strategies and contingency options have been adopted by BGCAPP and will be tried in preoperational testing during systemization. In general, preventing equipment underperformance or failure through rigorous monitoring and maintenance of the SCWO reactors is expected to mitigate the majority, if not all, of the issues that may arise due to corrosion or salt fouling.
If corrosion is worse than expected, titanium liners and thermowells will need to be replaced on a more frequent basis. Currently, replacement of liners is anticipated every 300-400 hours and thermowells every 75-130 hours. This process requires that the reactor be taken offline while maintenance occurs. Ideally the SCWO maintenance schedule would be coordinated such that at least one of the three reactors is operating at all times, enabling uninterrupted treatment of hydrolysate. However, concerns have been raised about the safety of personnel near operating SCWO reactors (NRC, 2013). Maintenance schedules can be adjusted to address this concern.
BGCAPP is currently planning to use Grade 2 titanium in the SCWO reactors. To mitigate the challenges posed by corrosion, other titanium materials are being considered, including hardened alloys. The FOAK report suggests that they may test heat-treated Grade 2 titanium and Grade 5 titanium, which is a 6Al-4V alloy used in the aerospace industry. However Grade 2 titanium is not a heat-treatable alloy. If higher hardness from heat treatment is achieved, it will probably be because the alloy is contaminated with
______________
7 Ibid.
oxygen in the production process, and that is not likely to be controlled or repeatable. The corrosion resistance of Grade 5 titanium is significantly poorer than that of unalloyed titanium, such as Grade 2 titanium, but Grade 5 is harder and has greater erosion resistance than Grade 2 titanium, so if erosion is the primary cause of metal loss, there might be some improvement with Grade 5 titanium. However, if that is the case, the use of unalloyed Grade 3 or 4 titanium might be better. These grades have higher oxygen levels (Grade 2, 0.25 percent; Grade 3, 0.35 percent; and Grade 4, 0.40 percent) with associated increases in strength and hardness and no loss in corrosion resistance. The properties of these higher grade alloys would be more predictable than those of heat-treated Grade 2 titanium. However, there may be procurement issues with Grades 3 and 4 titanium. These alloys are not widely used and are probably not stocked in the warehouses of alloy distributors. They are available from alloy suppliers, but probably not off-the-shelf in large quantities, which may result in extended delivery times. If BGCAPP were to switch to alternative titanium materials in the SCWO reactors, consistent availability is an important consideration.
If there are problems with salt precipitation in the SCWO reactors, it may be due to improper levels of the sulfur additive (too high or too low), inadequate mixing, and/or heating of the solid sulfur. Allowing deviations from the target Cl:S ratio or using an alternative nonacidic sulfur material, could reduce or eliminate the need for solid sulfur. Although other strategies for dealing with salt precipitation in the SCWO reactors include periodically removing the salt deposits by brushing or scraping, or increasing operating densities to avoid precipitation altogether, these are not practical in the vertically-oriented, larger-diameter reactor vessels to be used at BGCAPP.
Finding 7-8. Due to the potential for a number of technical factors to inhibit SCWO system performance, a rigorous and efficient monitoring and maintenance program is critical to successful SCWO operations.
A number of technical factors have been identified that could potentially lead to underperformance in the SCWO system. BGCAPP has 36 weeks of hydrolysate storage capacity, which will provide some buffer to implement any needed onsite maintenance and mitigation activities. Increasing hydrolysate storage, however, will not adequately address BGCAPP scheduling challenges in the event of outright SCWO failure (as discussed in Chapters 2, 4, and 6). There are a number of reasons for this. The biggest reason is that, if BGCAPP cannot fix the SCWO or WRS in 36 weeks, the committee believes it is likely they will not be able to fix these systems at all. Further, without demonstrating that continued storage is necessary for the effective disposal of the hydrolysate, storage for longer than 1 year is prohibited under RCRA regulations. Additionally, prolonged storage would conflict with contractual requirements, would likely entail additional regulatory and environmental work and documentation, and would be problematic for certification of destruction as required by the Chemical Weapons Convention.
Technical factors leading to underperformance of the SCWO system as currently designed, along with the corresponding impacts and contingency options, are summarized in Table 7-1. Each factor is also evaluated against the performance criteria described in Chapter 6.
The WRS consists of three SCWO effluent storage tanks, a pretreatment system (ion exchange, coagulation, and filtration), three RO units (two in operation, one in reserve), two storage tanks for RO permeate, and two storage tanks for RO reject, which will eventually be shipped offsite for disposal. A brief overview of the WRS is presented in Chapter 2; a more complete description is provided in the 2012 NRC report (NRC, 2012). The WRS influent is made up of two combined streams: SCWO effluent and cooling tower/steam blowdown water.8 These streams are high in total dissolved solids (TDS), which makes RO an attractive process for treating the water so that it can be reused as quench water for the SCWO reactors. Although RO is an established treatment technology for high TDS waters, the SCWO effluent is a unique feed for RO, which poses some treatment challenges, which are discussed below.
Technical Factors That May Lead to Insufficient Treatment
Within the WRS, the RO unit is designed to provide a 24-hour supply of recycled water for use as quench water in the SCWO reactors. In order for the RO unit to function properly, its feed must be relatively free of particulate matter and calcium, both of which may foul the membranes.
The cooling tower and steam blowdown contains dissolved calcium, which must be removed prior to RO treatment to prevent precipitation on the membranes. Currently, ion exchange is planned as a softening process for these blowdown streams prior to blending with the SCWO effluent. The efficiency of ion exchange for calcium removal, combined with the existing dissolved calcium in the SCWO effluent, would affect the ability of the RO system to meet the design recovery of 70 percent since that design target assumes no calcium in the RO influent (NRC, 2012).
Because the design recovery was calculated assuming no calcium in the influent, additional RO hydraulic design
______________
8 Blowdown water is water that is drained from cooling equipment or boilers to remove minerals that accumulate over time. By definition, such equipment tends to concentrate calcium and other dissolved impurities.
TABLE 7-1 Summary of Potential Technical Factors Leading to System Underperformance or Failure in the SCWO, and Corresponding Contingency Optionsa
| Technical Factor | Gradeb | Rationale for Assigned Grade | Contingency Option | |
| Aluminum in hydrolysate | 0 or 1 | Excess aluminum (>200 ppm) in the SCWO feed will generate solids in SCWO system and interfere with hydrolysate processing. |
|
|
| Cyanide in energetics hydrolysate | 1 or 2 | Excessive cyanide levels in AFS system will pose a hazard when energetics hydrolysate is acidified. | Measure cyanide levels in energetics hydrolysate; If above target, optimize energetics hydrolysis process. | |
| Hydrolysate formulation and additives | 1 to 3 | If the hydrolysate composition varies significantly from batch to batch, it will be more difficult to determine the correct feed additives to prevent reactor plugging due to salt deposition and excessive corrosion. | Determine chemical composition of actual hydrolysates during operations to improve formulation strategy; storage tanks should equalize hydrolysate batches to minimize variability. | |
| SCWO reactor liner corrosion | 1 or 2 | Corrosion is rapid but predictable; preoperational testing during systemization is planned to evaluate measures to increase the lifetime (i.e., protracted maintenance cycles). |
|
|
| Thermowell corrosion | 1 or 2 | Corrosion is rapid but predictable; systemization tests are planned to evaluate measures to increase thermowell lifetime. |
|
|
| High-pressure air compressor reliability | 2 or 3 | Unreliable air compressors caused unscheduled SCWO train shutdowns during FOAK testing; modifications to the air compressors have been made and will be tested during systemization. | Manifold compressors so that they have a common air supply. | |
| Oil–water separator reliability | 0 or 1 | Only one OWS in the whole SCWO system. Underperformance/failure, however, would likely not shut down the SCWO. Furthermore, the pump in the OWS has been replaced. |
|
|
| Liquid effluent letdown valve erosion | 1 or 2 | Hastelloy C-276 valve seats had short operating life. Valve components have been rebuilt with Stellite 6B. | Test Stellite 6B valves and evaluate alternative materials, including tungsten-carbide for valve components. | |
| Solid sulfur heating and mixing in the blend tank | 1 or 2 | Inadequate mixing and sulfur melting and build-up caused reduced and/or blocked flow during FOAK testing. A different heating system and a strainer than used for FOAK testing have been added to the blend tank and will be tested during systemization. |
|
|
| Facility control system code | 0 or 1 | Concern over unnecessary automated system shutdown | Modify the control system to permit the control system to stop and/or temporarily halt the process without causing a system shutdown. | |
| Technical Factor | Gradeb | Rationale for Assigned Grade | Contingency Option | |
| TOC analyzer reliability | 0 or 1 | Clogging of the TOC analyzer could cause loss of instrument sensitivity, skewing the results. Modifications have been made to both the software and the hardware. These will be tested during systemization. |
|
|
| Safety issues with maintenance of SCWO reactor while other reactors are operating | 1 or 2 | If hazard evaluations determine that maintenance activities requiring personnel to work near operating SCWO equipment are not safe, SCWO throughput would be negatively affected. | Test integrated SCWO operational and maintenance with all three SCWO trains operating at once. Adjust maintenance schedules to reflect safety requirements. | |
| Actual hydrolysate may behave differently from simulated hydrolysate | 1 or 2 | The behavior of actual hydrolysate will not be known until such materials are processed. Shifting from GB to VX hydrolysate will likely require new adjustments to operations due to different hydrolysate compositions. | Processes should be in place for adjusting additives, throughput, and maintenance schedules, as needed. | |
| Mitigate risks from operator currency and experience gaps | 0 or 1 | Proactive measures are being taken to manage this risk, including training and adding experienced SCWO experts. | Ensure proper training and knowledge transfer of personnel in operations, maintenance, and analytical support divisions. | |
a Many of these contingency options are discussed in the Bechtel Parsons Blue Grass Report, Recommendations for Correcting Potential Gaps in SCWO Knowledge, Experience, and Performance (BPBGT, 2014).
b 0 = success is practically certain, 1= high likelihood of success, 2 = success is uncertain, 3 = success is unlikely.
simulations should be considered using different levels of calcium in the feed, taking into account the calcium levels in the anticipated ion exchange-treated water and SCWO effluent, in order to establish the expected level of recovery for each campaign.
Finding 7-9. While the design target for water recovery by RO was based on calculations that assumed no calcium in the RO influent, there may be low concentrations of calcium in the water collected from the cooling tower and steam blowdown, due to incomplete treatment in the water softener, or in the SCWO effluent itself.
Recommendation 7-4. Additional modeling should be conducted using different levels of calcium to verify the expected level of water recovery by RO.
In addition to having a high TDS concentration, the SCWO effluent could contain high concentrations of suspended solids. The concentrations of chemical species in the GB and VX campaigns will exceed the solubility products for AlPO4, (Ca)2(PO4)3, and Fe2O3 (NRC, 2012). Additionally, particulate titanium dioxide released from corrosion of the titanium liners will add to the particulate load. If these solids are not reduced to relatively low levels before the water is applied to the RO unit, their deposition at the membrane surface could lead to unacceptable pressure losses and underperformance or failure of the RO system.
Accordingly, pretreatment of water from the SCWO effluent tanks is required to remove suspended solids and to condition the water to minimize precipitation of minerals that may foul the membranes. The current pretreatment design for SCWO effluent includes coagulant addition using an in-line static mixer for coagulant dispersal and direct filtration through a multimedia filter, followed by addition of an antiscalant. One potential problem with this approach is uncertainty regarding the amounts and size of the titanium, aluminum, calcium, and iron particles and their sedimentation in the storage tanks prior to being fed to the media filters. Coagulant requirements will be dictated by the solids concentration, and this will add to the solids load. Solids overloading of the filters is a real possibility, which would lead to frequent backwashing of the filters and loss of quench water. An earlier NRC report, The Blue Grass Chemical Agent Destruction Pilot Plant’s Water Recovery System (NRC, 2012), expressed the following concerns associated with the WRS system:
- Possible overloading of the multimedia filters with particles from the SCWO process, including titanium dioxide, iron oxides, and calcium and aluminum phosphate precipitates;
- Potential for RO fouling and scaling due to inadequate pretreatment by the coagulation and direct filtration processes; and
- Durability of the materials of construction.
Based on the briefings and documentation provided to the committee by BGCAPP, the committee believes that concerns expressed in the letter report were not completely addressed by the current WRS design.
Finding 7-10. To the committee’s knowledge, the current design and systemization plan does not address many of the concerns raised in the 2012 NRC letter report The Blue Grass Chemical Agent Destruction Pilot Plant’s Water Recovery System, including overloading of the multimedia filters with particles from the SCWO process and the potential for RO fouling and scaling.
Recommendation 7-5. BGCAPP should address the concerns raised in the 2012 NRC report The Blue Grass Chemical Agent Destruction Pilot Plant’s Water Recovery System and incorporate the recommendations into its systemization testing and, if needed, into operational practices.
WRS Systemization and Likelihood of Insufficient Treatment
Direct filtration is a process that is not very forgiving when challenged with a high load of particulate material and the system could easily become clogged, causing short filter runs and frequent backwashing. As such, it is not typically recommended for water with high turbidity. For such water, a clarification step typically precedes filtration. Additionally, because SCWO effluent is used to backwash the filters, frequent backwashing will result in the loss of SCWO effluent to feed the RO units, increasing the need for an alternative source of water to meet SCWO reactor quenching needs. As noted in that letter report, the absence of a clarifier ahead of the filters increases the likelihood of overloading the filters with suspended solids.
Finding 7-11. The absence of a clarifier ahead of the filters increases the likelihood of overloading the filters with suspended solids.
Recommendation 7-6. The WRS design should include a clarifier before the multimedia filters to reduce the solids loading to the filters.
Uncertainties associated with solids loading and coagulant requirements for efficient multimedia filtration would ideally be addressed by preoperational testing—e.g., coagulation jar testing to determine appropriate coagulant dose and testing performance under reduced throughput—using actual SCWO effluent or a realistic simulant. These tests would also establish operational conditions for effective filtration.
It would be helpful for preoperational testing to also include testing the effectiveness of inorganic coagulants for treating SCWO effluent, and to determine the exact type(s), concentration, and operational conditions (e.g., pH) for effective coagulation. Inorganic coagulants are meant to form metal hydroxide precipitates that facilitate coagulation. However, high phosphate concentrations may lead instead to the formation of phosphate precipitates (AlPO4, FePO4), which could increase coagulant requirements but might not produce filterable solids. Further, it is uncertain how TiO2 solids emanating from corrosion of the SCWO liner will respond to coagulation.
Another potential problem is the volume and quality of water available to backwash the filters. The current plan is to use SCWO effluent for this purpose. Because SCWO effluent water, as noted above, is expected to have a relatively high suspended solids concentration, the committee believes that this is not a prudent source of backwash water. Filtered water would be a better source of backwash water, but no facilities are available for storage of filtered water to meet this objective. Backwash water may be transported back to the SCWO effluent tanks for reprocessing and recovery, especially if there is a clarifier.
Finding 7-12. The source, quantity, and quality of water available for backwash of the multimedia filters are of concern. The high solids loading and use of SCWO effluent as backwash water are potential obstacles to successful operation of the WRS.
Recommendation 7-7. An appropriately sized filtered-water storage tank should be installed to provide water for backwashing the filters rather than using SCWO effluent. The WRS design should also include piping to transport backwash water to waste or for reprocessing in the WRS, according to water needs.
Finding 7-13. Since many WRS process details are unknown, including the amount of solids in the SCWO effluent, the amount of solids that settle in the SCWO effluent storage tanks, and coagulant requirements and effectiveness, successful operation of the current WRS direct filtration multimedia pretreatment system is uncertain. Therefore, successful operation of the RO units is uncertain.
Recommendation 7-8. Well-planned preoperational testing should be performed with actual SCWO effluent, or a realistic simulant, to establish operating conditions for effective pretreatment and to determine if the WRS system, especially the multimedia direct filtration system, will perform as expected. In particular, preoperational testing should determine the solids loading and corresponding coagulant requirements for effective pretreatment. As noted in Chapter 6, serious consideration should be given to forming a WRS working group analogous to the SCWO Working Group.
Impacts If WRS Underperforms or Does Not Perform
The WRS will treat effluent from the SCWO process for reuse as quench water in the SCWO units. The quench water is introduced circumferentially into the bottom of the SCWO reactor and is needed to keep salts in solution downstream of the SCWO reactor. The RO membranes should be able to provide low TDS permeate, as they are rated for a seawater influent of 3.5-3.9 percent dissolved solids content, whereas the expected SCWO effluent will have a 1-3 percent dissolved solids content. A prior NRC report found that this conservative design for the RO units should readily meet the design objectives of 500 mg/L TDS content necessary for reuse as quench water (NRC, 2012). No problems are anticipated in meeting these water quality objectives, provided that the RO pretreatment (coagulation and media filtration) meets water production needs and adequately removes suspended solids to avoid fouling and other operational problems with the RO units.
To help illustrate the linkage between WRS performance and SCWO operations, the expected flow rates for these systems are as follows: The maximum feed flow of GB or VX hydrolysate to each SCWO reactor will be 1.74 gpm, for a total of 5.2 gpm for the three SCWO reactors operating in parallel. For the GB campaign, the quench water flow demand for all three SCWO reactors is 71 gpm. In this case, the RO feed flow for the two online RO units will be 101 gpm, permeate flow will be 71 gpm (70 percent recovery), and rejectate flow will be 30 gpm. For the VX campaign, the quench water flow demand for all three SCWO reactors is 34 gpm. In this case, the RO feed flow for the two online RO units will be 49 gpm, permeate flow will be 34 gpm (70 percent recovery), and rejectate flow will be 15 gpm. In both situations, the RO permeate flow provides the entire quench water demand for the SCWO reactors. The feed flow to the RO units comprises the pretreated cooling tower and steam system blowdown flow (25 gpm for the GB campaign and 31 gpm for the VX campaign) and the pretreated SCWO effluents. The blowdown waters are necessary to meet the permeate requirements for SCWO quenching.
If the WRS underperforms or fails, not enough RO permeate will be produced to meet the demand for quench water by the SCWO reactors. The capacity of the RO permeate storage tank can meet the quench water demand for at most 1.5 days. An alternative source of clean water will need to be secured if the RO units are not able to meet the SCWO demands for quench water of 71 and 34 gpm for the GB and VX campaigns, respectively. Water from this other source might contain minerals and particulate material that could clog the SCWO nozzles, limiting SCWO operations.9 If the quench water supply is insufficient and an alternate source of clean water is not available, then the SCWO effluent and cooling tower and steam blowdown water may need to be shipped offsite as detailed in the next section.
The operation of the SCWO process for destruction of the agent hydrolysates is tightly linked to the production of quench water from the WRS units. In the event of WRS underperformance or failure, such as the inability to recover sufficient quench water from the SCWO effluent, the quench water requirement would have to be rapidly filled from another acceptable water source in order to prevent a slowdown or halt in SCWO operations. For example, if the RO units are able to operate only with the pretreated cooling tower and steam blowdown water, this should yield permeate flows of 18 gpm and 22 gpm for the GB and VX campaigns, respectively. In this case, the supplemental needs for quench water would be 54 gpm for GB and 12 gpm for VX. With total failure of the WRS, the supplemental quench water needs would be the entire 71 gpm for GB and 34 gpm for VX. BGCAPP has indicated that it would likely draw from onsite surface water reserves to fulfill this need. There is currently neither infrastructure nor permits in place to make this operational change. Infrastructure or permit modifications may be necessary to do this (see Chapter 4).
If the WRS were to become nonfunctional, SCWO operations could continue if an alternative source of SCWO quench water were available. The SCWO effluent would still need to be treated or disposed of, which could involve a currently unidentified onsite process but more likely would entail offsite treatment or disposal. Here, a question would be whether to seek offsite treatment or disposal of the SCWO effluent or to forego SCWO operations entirely and send the hydrolysate offsite instead. The process flow volume does increase substantially with SCWO treatment as a result of dilution with quench water. With a total agent hydrolysate feed flow of 5.2 gpm to the three SCWO units, the SCWO effluents become 77 gpm for GB (nearly a 15-fold flow increase) and 39 gpm for VX (nearly an 8-fold flow increase). In this case BGCAPP may wish to continue SCWO operations onsite, as doing so would destroy chemical agent and other compounds regulated by the Chemical Weapons Convention (CWC), alleviating further oversight of the destruction process from the Organisation for the Prohibition of Chemical Weapons (OPCW). This is discussed also in Chapter 4. Additionally, the SCWO effluent itself, which contains, at most, 10 ppm TOC and a number of benign salt species, should not pose a significant hazard for offsite shipment.
Finding 7-14. In the event of WRS underperformance or failure (either temporary or permanent), BGCAPP may continue SCWO operations to achieve its mission of hydrolysate destruction. However, in order to do so and to ensure uninterrupted operation of the SCWO system, an alternative source of quench water would need to be established rapidly.
______________
9 John Barton, BGCAPP chief scientist, Battelle, e-mail communication dated February 16, 2015.
| Technical Factor | Gradea | Rationale for Assigned Grade | Contingency Option | |
| Inadequate calcium removal during softening | 1 or 2 | High calcium concentrations will cause mineral scaling of RO membranes and reduce treatment effectiveness and rate of production of water for SCWO quenching | Implement monitoring of ion-exchange process for calcium; insert piping to bypass RO membranes if softening is inadequate; regenerate ion-exchange resin more frequently; implement prudent use of antiscalants. | |
| Solids overloading of media filters due to high concentrations of metal oxides, hydroxides and phosphates, and TiO2 released from SCWO liner | 2 or 3 | Solids concentration and related solution chemistry in SCWO effluent are unknown; effectiveness of inorganic coagulants is unknown; rapid headloss buildup in media filters will require frequent cleaning (backwashing), lowering rate and amount of feed water to RO units | Install clarifier to reduce solids load to filters; conduct preoperational coagulation jar tests to establish coagulant requirements. | |
| Use of SCWO effluent for multimedia filter backwash purposes | 2 or 3 | Solids concentration and related solution chemistry in SCWO effluent are unknown; if solids concentration is too high or mineral deposition occurs, filters will not be cleaned to acceptable levels | Install filtered water storage tank to provide water for backwashing filters; provide associated piping needed for transporting and processing of backwash water. | |
| Unknown water recovery efficiency | 0 or 1 | Current estimated 70 percent water recovery for reuse is based on simulations with no calcium content | Conduct simulations with different potential calcium concentrations to determine realistic water recovery expectations. | |
| High phosphate concentrations could interfere with the efficacy of coagulants | 0 or 1 | Results in phosphate precipitates (AlPO4, FePO4), which will increase requirements for coagulant and may not produce filterable solids | Preoperational testing of coagulants should evaluate efficacy; pH can be altered to minimize metal phosphate precipitation; coagulant jar testing should address this concern. | |
| Inability of WRS to meet quantity and quality of water needed for SCWO quenching purposes | 2 or 3 |
|
Draw upon supplemental local Blue Grass Army Depot plant water to provide quench water for SCWO system; arrange for addition of the necessary infrastructure to provide local water of acceptable quality for SCWO quenching; and acquire the appropriate permits to use local water for this purpose (see Chapter 4). | |
a 0 = success is practically certain, 1= high likelihood of success, 2 = success is uncertain, 3 = success is unlikely.
Recommendation 7-9. BGCAPP should implement a backup plan to provide quench water for the SCWO reactors in the event of WRS underperformance or failure, including adding the necessary infrastructure for an alternative water source, assuring that the quality of that source is acceptable for SCWO quenching needs, and acquiring the appropriate permits.
Technical factors leading to underperformance of the WRS, as currently designed, along with the impacts and contingency options, are summarized in Table 7-2. Each factor is also evaluated against the performance criteria described in Chapter 6. The lower the grade, the lower the probability of underperformance or failure.
Tables 7-1 and 7-2 list factors that could contribute to underperformance or failure in the SCWO system and the WRS. The committee assigned individual grades to each technical factor in these tables using the guidelines described in Table 6-1. Decision makers could use a similar process to evaluate the state of operations over the course of actual hydrolysate treatment. Ideally, these types of grades could be assigned to the individual technical factors, as the committee has done here for each of the subsystems, SCWO and WRS, and even to the overall hydrolysate treatment system (SCWO and WRS together). While the committee is comfortable assigning grades to the individual technical factors discussed in this chapter, it is reluctant to assign overall grades to the SCWO or the WRS at this point because BGCAPP is still 3 years away from operation and also because preoperational testing during systemization will help to alleviate concerns. In the next 3 years, many aspects of the BGCAPP operating plan will evolve, hopefully improving the likelihood of success.
OFFSITE SHIPMENT AS A CONTINGENCY OPTION
In the event of SCWO system and/or WRS underperformance, decision makers would likely first consider onsite actions that can be taken to address the shortcomings in the performance. This chapter has discussed a number of potential modifications to the hydrolysate treatment pro-
TABLE 7-3 Combined SCWO and WRS Failure Scenarios
|
|
||
| SCWO | WRS | Contingency Option |
|
|
||
| Functions | Functions | Continue operations as planned. |
|
Functions |
Fails to treat SCWO effluent, but functions for cooling tower steam/blowdown water |
Option 1
|
|
|
|
Option 2
|
|
Functions |
Fails to treat both SCWO effluent and cooling tower steam/blowdown water |
Option 1
|
|
|
|
Option 2
|
|
Fails |
Functions |
Halt both SCWO and WRS operations and send hydrolysate offsite. |
|
Fails |
Fails |
Halt both SCWO and WRS operations and send hydrolysate offsite. |
|
|
||
cesses (SCWO and WRS) in detail, weighing the causes and impacts of underperformance or failure against the onsite contingency options. However, there may be scenarios in which SCWO system underperformance is so severe, compounded, or chronic that onsite mitigation actions are no longer sufficient. In this case, offsite shipment of hydrolysate will need to be considered (see the decision framework in Chapter 6, Figure 6-1, and the discussion of factors entering into a decision to ship hydrolysate offsite, also in Chapter 6). On the other hand, if the SCWO system performs adequately but the WRS underperforms or fails, there may be workarounds that enable BGCAPP to continue the destruction of hydrolysates using SCWO. The SCWO versus WRS scenarios are summarized in Table 7-3.
Were SCWO to function properly and the WRS to underperform, BGCAPP would have an option to continue SCWO operations and send SCWO effluent offsite or, alternatively, halt both SCWO and WRS operations and send hydrolysate offsite. However, to address CWC requirements and alleviate any requirements for further OPCW oversight, BGCAPP could continue SCWO operations and send SCWO effluent offsite. As discussed in Chapter 5, on transportation, however, sending SCWO effluent offsite would substantially increase the number of offsite waste shipments. The resource requirements for increased offsite shipment versus the alleviation of requirements for further OPCW oversight associated with continuing SCWO operations would need to be carefully evaluated.
Although the offsite shipment and disposal of hydrolysates are viewed as a last resort, findings and recommendations presented in Chapters 3, 4, 5, and 6 indicate that this scenario needs planning and preparation to avoid delays in chemical agent destruction should offsite shipment prove necessary. This committee was tasked to evaluate offsite shipment of hydrolysates, not such shipment of other potential waste streams (e.g., SCWO effluent), but, as Table 7-3 indicates, there may be a need to consider offsite shipment of SCWO effluent if the WRS fails to perform adequately and contingency plans need to be developed. In view of the committee’s statement of task (see Appendix A), the remainder of this chapter considers major downstream impacts of the decision to ship and dispose of hydrolysates offsite and the actions that need to be taken to achieve this objective.
As discussed in Chapter 6, the committee recognizes that there may be scenarios where onsite mitigation actions are available to remediate underperformance, but given the timeline of treatment and the quantity of hydrolysate remaining, offsite shipment may become the preferred option for decision makers and stakeholders. Along these lines, if the SCWO system or WRS are down for an extended period of time, decision makers may also evaluate options for temporary or supplemental (i.e., parallel) offsite shipment of hydrolysate with the intention of resuming full treatment capacity onsite after the secondary treatment systems are repaired. The feasibility and value of these options similarly depends on where BGCAPP is in the treatment schedule for hydrolysates, as discussed in Chapter 6.
The committee, PEO ACWA, and BGCAPP discussed the downstream impacts of offsite shipment of hydrolysate at their January 2015 meeting.10 Many factors highlighted
______________
10 J. Barton, BGCAPP chief scientist, Battelle, “Downstream Impacts to Plant Operations If Offsite Shipment Is Required,” presentation to the committee on January 28, 2015.
in this section were addressed at that meeting. In general, the downstream impacts can be categorized in terms of their effect on plant (physical infrastructure), paper (e.g. regulatory permit modifications), and people (e.g. BGCAPP staff, local community members, PEO ACWA)—a categorization scheme used by PEO ACWA. Although a switch to offsite shipment, if initiated, will require a significant investment of time, labor, and funding, there may also be some benefits that would be gained from the change. These benefits are indicated as well.
The hydrolysates (GB, VX, and energetics) each have unique chemical compositions that must be considered when making operational changes, including offsite shipment. In the current operating plan, the energetics hydrolysate is treated to remove aluminum and then blended with nerve agent hydrolysate and spent decontamination solution prior to treatment with SCWO. If offsite shipment of hydrolysates is pursued, BGCAPP has indicated that the three hydrolysate wastes would be shipped separately rather than blended and shipped as a mixture. If this is the case, waste characterization data would need to be provided to the receiving treatment, storage, and disposal facility or facilities (TSDFs) for each of these waste streams to inform the TSDF(s) of the waste’s composition (see Recommendation 4-2). Along these lines, the committee believes it would not be necessary to remove aluminum from the energetics hydrolysate prior to offsite shipment, as long as the receiving TSDF is able to accept the hydrolysate as is. It would also be equally acceptable to ship the hydrolysates separately or blended.
Finding 7-15. If offsite shipment of hydrolysate is necessary, there is no reason to remove the aluminum from the energetics hydrolysate prior to shipment.
Should the decision be made to ship hydrolysate or SCWO effluent offsite, additional infrastructure would be needed to efficiently and effectively transfer the material for shipment. BGCAPP plans to ship the RO reject effluent and aluminum filter cake for disposal offsite. As a result, some infrastructure is already in place for truck-based shipment of hazardous waste. As discussed in Chapter 5, switching to offsite shipment of the hydrolysates prior to any additional treatment (dilution, removal of aluminum, and treatment with SCWO) actually produces fewer truckloads of hazardous waste material requiring disposal than the current plan. There is also a railway near the Blue Grass Army Depot that could be adapted for shipment of hydrolysates. Necessary additional infrastructure would likely be minimal but might include additional piping, leak and odor containment, agent monitors, waste loading areas, truck loading docks, new rail/roadways onsite, new signage, and extra traffic controls at BGCAPP.
Besides the reduced volume of hazardous waste requiring offsite shipment, there would be additional benefits to not operating the SCWO treatment system. These include elimination of solid waste streams (aluminum filter cake, spent carbon), a reduction in utility loading (e.g., power, cooling water, steam) and chemical usage, and a reduction in emissions. There would also be a significant reduction in maintenance and manpower needs, which could be seen as a benefit to some and a detriment to others. The SCWO and WRS processes would cease to operate if the offsite shipment scenario is implemented. Discussions with PEO ACWA and local stakeholders, including the Kentucky Department for Environmental Protection, would need to be held to gather input for decisions and procedures to be implemented in the event of offsite shipment of hydrolysate.
If a decision were made to ship hydrolysate or SCWO effluent offsite, a significant amount of paperwork would be required for permit modifications, changes to operating procedures, and execution of TSDF and shipping contracts that must be in place before actions can be taken to implement the decision. Chapter 4 discusses permit requirements applying to changes in BGCAPP operations and offsite shipment of hydrolysate or SCWO effluent in detail. Although the BGCAPP RCRA Research, Development, and Demonstration (RD&D) permit does not include offsite shipment of hydrolysate, offsite shipment is not prohibited by regulation. A decision to halt SCWO operations and ship hydrolysate, however, would negate the RD&D permit because SCWO was used as the basis for the FOAK technology determination underlying the RD&D permit. Offsite shipment would require substantial permit modifications, which, as discussed in Chapter 4, the committee believes would take more than a year to accomplish.
In addition to RCRA permit modification, offsite shipment might impact National Environmental Policy Act requirements and could also impact OPCW treaty monitoring requirements. BGCAPP would also need to revise the Madison County host community certification if infrastructure improvements require changes in the Emergency Response Plan. Finally, the water withdrawal permit from Lake Vega on the Blue Grass Army Depot may also need to be amended. These are also discussed in Chapter 4.
Furthermore, BGCAPP will need to identify and place contracts with licensed hauler(s) and TSDF(s), plus coordinate shipment to TSDF(s) (see Chapters 3 and 5). Changes to the BGCAPP facility’s Site Safety Submission Document would be required, along with revisions, cancellations, and the adoption of new standard operating procedures and destruction schedules. “Paper” is an area where preplanning for this last-resort contingency option would be very beneficial.
As indicated throughout this report, there are many stakeholders in the BGCAPP project. A major change in operations, such as a shift to offsite shipment of hydrolysate rather than using the SCWO and WRS, would have a major impact across all stakeholder groups. In particular, shutdown of the SCWO would result in BGCAPP staff reductions or reassignments, and delays in implementation of offsite shipment could result in further loss of staff from the facility as a whole. The surrounding community, represented by the Citizens’ Advisory Committee and the Chemical Demilitarization Citizens Advisory Board, would also be impacted by this decision. A decision to ship hydrolysates offsite would create new stakeholders, including, potentially, regulators in recipient states and residents of communities near the disposal location.
Finding 7-16. A decision to ship hydrolysate offsite could have serious impacts on stakeholders, BGCAPP operations, regulatory compliance, and obligatory requirements under the Chemical Weapons Convention. There might be additional negative impacts if BGCAPP is not prepared ahead of time for a possible transition to offsite shipment, if and when such a decision is made.
A decision to ship SCWO effluent offsite would also affect stakeholders. However, because the SCWO effluent is a nonhazardous dilute brine, the impact on the recipient community would be minimal except for increased truck traffic.
Treatment Timeline in the Offsite Shipment Decision
Any decision to ship offsite needs to be based on a set of agreed-upon performance criteria, as discussed in Chapter 6. However, an important factor that must be considered in the decision is the point at which it takes place in the treatment schedule—that is, how much hydrolysate has been treated and how much still remains to be treated (as discussed in Chapter 6). For example, if 90 percent of the hydrolysate has been treated if and when the SCWO operation or the WRS fails to perform adequately, it may be desirable to ship the remaining 10 percent offsite rather than repair the system. In contrast, if only 5 percent of the treatment has been completed when there is serious underperformance or a failure in the SCWO system or the WRS, decision makers may consider it worthwhile to take corrective actions to allow continuing onsite treatment despite possible costs and schedule delays. This is a fairly simple example; in reality the decision would likely be much more complex. As noted in Chapter 6, the decision should take into consideration the history of SCWO and/or the WRS operating problems, the severity of these problems, the costs and time needed to restore SCWO and/or WRS to its desired performance level, and, in general, the degree of confidence that the BGCAPP staff has in the ability of SCWO and the WRS to operate successfully if changes were made to equipment and operational procedures.
Among the many factors to be considered, the storage capacity for the various hydrolysates is a major factor impacting the treatment schedule. The large amount of storage capacity at BGCAPP affords a significant buffer in the schedule—at least 36 weeks—for repair of the SCWO or WRS without halting the front end neutralization processes (storage capacity is discussed in detail in Chapters 2, 4, and 6). While this creates a bias in favor of repairing the SCWO system or WRS, if repair is feasible, schedule progress, including buffer capacity, would need to be taken into account in the decision to consider shipping offsite.
The committee also deliberated at length on whether the decision to ship offsite should be permanent, or if there are scenarios in which offsite shipment could be used temporarily while modifications to SCWO and/or the WRS are made, or used in parallel while the SCWO system and WRS operate at reduced availability. Implementing offsite transport of hydrolysate under any circumstance (temporary, parallel, or permanent) will affect plant, paper and people as discussed above. Physical changes to the plant, changes in permit documentation and standard operating procedures, transportation risk assessments, retraining and the possible reassignment or even furlough or layoff of staff would need to be considered, to name just a few examples. Any effort to implement offsite transport will be considerable. Likewise, the effort to shift back to onsite treatment after a delay resulting from repairs would also be substantial.
Offsite shipment operating in parallel with reduced onsite treatment might alleviate some of the transition burdens, but the scenarios in which this option would be practicable are limited. Also, operating SCWO at reduced capacity while also shipping some hydrolysate offsite would increase the system management efforts, in addition to whatever efforts are required to repair the underperforming component(s). The committee acknowledges that at this time it is not possible to predict the exact circumstances of a SCWO or WRS underperformance or failure once BGCAPP enters into operation and that the evaluation of whether to ship offsite permanently, temporarily, or in a parallel manner is more appropriately made by decision makers and stakeholders when the specific circumstances are known. Thus, the committee makes no specific recommendations concerning the nature, extent, or duration of any option for offsite shipment of hydrolysate.
Finding 7-17. Planning and implementation of offsite shipment of hydrolysate on a temporary or parallel basis will require the same effort as will permanent offsite shipment.
Throughout the report, the committee has recommended that BGCAPP take actions, such as filing the necessary permit modifications and installing shipping infrastructure,
to prepare for the last-resort scenario to ship hydrolysate offsite in order to avoid further delay in munitions processing. However, the committee also recognizes the tension that this creates in the decision process by implementing these measures before they may be needed. Making these preparations beforehand should in no way bias the decision in favor of offsite shipment. In the event that offsite shipment must be considered, the decision must be based on the application of an established decision framework and appropriate consultation with stakeholders.
Finding 7-18. The SCWO system to be used at BGCAPP has been subjected to numerous tests with hydrolysate simulants and appears to be a mature technology. Likewise, the RO system at the heart of the WRS is a proven technology for desalinating water. However, these technologies have not been used with actual hydrolysates in a continuously operating environment for the 3 years during which it is expected to perform at BGCAPP.
Recommendation 7-10. Although the SCWO and WRS appear to be capable of processing hydrolysate at BGCAPP, and a comprehensive preoperational testing program to improve performance will be undertaken, there is still a reasonable possibility that at some point during BGCAPP operations, a decision may need to be made to ship hydrolysate or SCWO effluent offsite. As a precaution, BGCAPP management should prepare for this contingency by taking all necessary actions having long lead times well in advance of such a decision.
Balakrishnan, V.K., A. Halasz, and J. Hawari. 2003. Alkaline hydrolysis of the cyclic nitramine explosives RDX, HMX, and CL-20: New insights into degradation pathways obtained by the observation of novel intermediates. Environmental Science & Technology 37(9): 1838-1843.
BGCAPP 2013. Energetics Neutralization–Mitigation of Low-Level Cyanide Hazard. 24915-00-30H-G01-00133, Rev 0, WP155, July 30.
BPBG (Bechtel Parsons Blue Grass). 2013. Test Report for Supercritical Water Oxidation (SCWO) First-of-a-Kind (FOAK) Test (Preliminary Draft). SDN-24915-00-GQY-GGEN-00094. Richmond, Ky.
BPBGT (Bechtel Parsons Blue Grass Team). 2014. Recommendations for Correcting Potential Gaps in Supercritical Water Oxidation (SCWO) Knowledge, Experience, and Performance. 24915-00-30R-SCWO-00003. Richmond, Ky.
Masterson, W.L., and E.J. Slowinski. 1972. Chemical Principles. Philadelphia, Pa.: W.B. Saunders & Co.
Munro, N.B., S.S. Talmage, G.D. Griffin, L.C. Waters, A.P. Watson, J.F. King, and V. Hauschild. 1999. The sources, fate, and toxicity of chemical warfare agent degradation products. Environmental Health Perspectives 107(12): 933-974.
NRC (National Research Council). 1999. Review and Evaluation of Alternative Technologies for Demilitarization of Assembled Chemical Weapons. Washington, D.C.: National Academy Press.
NRC. 2012. Letter Report: The Blue Grass Chemical Agent Destruction Pilot Plant’s Water Recovery System. Washington, D.C.: The National Academies Press.
NRC. 2013. Assessment of Supercritical Water Oxidation System Testing for the Blue Grass Chemical Agent Destruction Pilot Plant. Washington, D.C.: The National Academies Press.
Newman, K.E. 1999. A Review of Alkaline Hydrolysis of Energetic Materials: Is It Applicable to Demilitarization of Ordnance?, IHTR 2167. Indian Head, Md.: Naval Surface Warfare Center.
This page intentionally left blank.
















