
2
Theoretical Understanding of Materials Science and Mechanics
The first session of the first two days of the workshop provided an overview of the theoretical understanding of materials sciences and mechanics applied to additive manufacturing (AM), including related physical sciences, engineering, and mathematics for AM. This includes but is not limited to design of metallic alloys or polymer blends, mixing and compatibilities of fundamental materials, heat source interaction with feedstock, heat source modeling, and incorporation of thermodynamic modeling into micro and macro heat transfer for the prediction of microstructures and metrology. Emphasis was placed on polymers, alloys, and alloy-polymer interfaces. Marianne Francois (Los Alamos National Laboratory), Peter Olmsted (Georgetown University), John Turner (Oak Ridge National Laboratory), Steve Daniewicz (Mississippi State University), Neil Hodge (Lawrence Livermore National Laboratory), and Saad Khairallah (Lawrence Livermore National Laboratory) each discussed research, challenges, and future directions relating to the following questions:
- What are the fundamental scientific issues of AM?
- What are the unique fundamental theoretical and computational approaches that need to be proposed and developed to fully understand AM?
- What are the mathematical models and state-of-the-art theoretical, computational simulation models that describe the different aspects of AM, and what new computational, statistical, and experimental
-
methods are needed to simulate the various stages of AM, going from feedstock mixture through deposition and consolidation, and ultimately assessing characteristics of the final product?
- What integration frameworks currently exist for coupling these modeling techniques together to advance AM?
- What are the most important open questions in materials and mechanics, including related scientific disciplines, engineering, and mathematics, as well as the technical challenges to be addressed for predictive theoretical and computational approaches in order to enable widespread adoption of AM?
- Does AM require unique fundamental research in theoretical and computational materials science, mechanics, and multiscale computation? What are the opportunities?
- What multidisciplinary and related materials and mechanical sciences are needed for AM?
- How will theoretical and computational models be verified and validated for AM processes?
- What opportunities exist for public-private partnerships to advance theoretical and computational mechanics capabilities for AM? How could these partnerships benefit from shared modeling and computation advancements?
- Do materials standards change with a theoretical and computations approach to materials development and implementation?
TOWARD MODELING AND SIMULATIONS OF ADDITIVE MANUFACTURING OF METALS AT LOS ALAMOS NATIONAL LABORATORY
Marianne Francois, Los Alamos National Laboratory
Marianne Francois provided an overview of collaborative1 efforts in modeling and simulation of AM at Los Alamos National Laboratory (LANL), which largely focus on metals and directed energy deposition processes. LANL’s research in AM of metals is part of a multi-lab effort including researchers from Lawrence Livermore National Laboratory (LLNL),
___________________
1 Francois recognized contributions from the following researchers: C. Bronkhorst, N. Carlson, C. Newman, V. Livescu, S. Vander Wiel, T. Haut, S. Runnels, J. Bakosi, J. Gibbs, J. Mayeur, A. Trainer, L. Parietti, D. Teter, J. Carpenter, G. Gray, T. Lienert, T. Holesinger, A. Clarke, D. Tourret, C. Knapp, J. Shlachter, M. Schraad, B. Archer, and K. Lam.
Sandia National Laboratory (SNL), and the National Security Campus (NSC). LANL’s focus on directed energy deposition utilizes an electronic beam (e-beam) or laser beam as the heat source to melt the material, and powder or wire as feedstock.
She identified two key fundamental issues in AM: advancing science-based qualification of AM metals and shortening the qualification cycle to reduce cost. A lack of standards and certified processes for AM contributes to widespread variability. She commented that the multiple AM processes (e.g., powder bed, directed energy deposition), various operating conditions and control parameters (e.g., power, scanning patterns), varying feedstock quality, and different post-processing (e.g., heat treatment) can all impact the end product. Francois emphasized the need for fundamental understanding through a scientific methodology that integrates experiments with theoretical modeling and simulation.
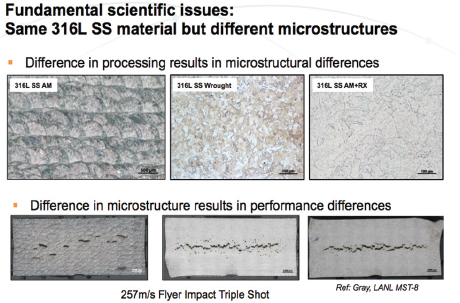
The underlying material microstructures can dramatically impact material performance, as shown in Figure 2-1, Francois explained. In this figure, three microstructures of 316L stainless steel material are shown, where each varies due to processing differences (the material shown on the left was processed using AM, the middle was processed with the wrought method, and the right was processed using AM with a recrystallization heat treatment). In the material that was processed only with AM, different length scales for the microstructure can be seen. The wrought material, in contrast, has much smaller and more uniform grain size. The material with AM and recrystallization shows an even smaller microstructure. These different microstructures result in different damage profiles, as is also shown in Figure 2-1. Francois suggested that there should be a theoretical and computational approach to integrate processing and performance through microstructure prediction. She stated that advanced modeling and simulation capabilities for AM processes need to be developed, along with experimental testing, to advance methodology for prediction and control.
Francois outlined a long-term vision for microstructure-aware modeling, spanning and linking process modeling (e.g., a moving heat source), microstructure modeling (e.g., direct numerical simulation of grain growth), properties modeling (e.g., polycrystal models to determine elastic, plastic, and damage properties), and performance modeling (e.g., thermal-mechanical models to predict elastic, plastic, damage, and failure processes). Each of these AM modeling areas is being examined at LANL with the hope of better connecting them to design and then utilizing materials based on underlying parameters.
Francois reviewed specific examples of work being done at LANL. First, TRUCHAS,2 a computational tool for modeling material processing, was discussed. This three-dimensional multiphysics package can model fluid flow with interface tracking and surface tension, heat transfer with phase change, species diffusion, and chemical reaction and solid mechanics. It also allows for complex geometries. TRUCHAS was initially developed by LANL to model casting processes but was extended to model laser spot welding in 2006. She described a validation study conducted on laser spot welding of 304 stainless steel (Parietti and Lam, 2006). This simulation starts with a solid piece of stainless steel and applies a heat source. As the material starts to melt, a melt pool region around the heat source develops. Temperature histories can then be plotted of a cross section and the top surface of the material to observe the behavior of the heating, the melting region, the phase-change region, and the resolidification over time. These results agreed with similar studies (He, Fuerschbach, and DebRoy, 2003).
___________________
2 The website for TRUCHAS is https://github.com/truchas/truchas-release/, accessed August 15, 2016.
Francois explained that Marangoni convection determines the melt pool shape and it is important to predict its impact accurately. For example, it impacts the microstructure and determines where the grains of the weld beads are going to be located. The AM scanning pattern will result in weld beads overlapping, so understanding and controlling this pattern is important. She commented that surface tension is the main driver that determines convection in the melt pool. Specifically, if there is a negative gradient, there will be an outward flow that results in a shallower melt pool, and if there is a positive gradient, there will be in inward flow that results in a deeper melt pool. Surface tension properties can vary with material composition and temperature, and impurities will change the melt pool shape and size, Francois explained. She highlighted several topics in AM that currently need more research, including the effects of fully- or partially-melted powder particles being added to the melt pool, the effects of the scanning pattern on the melting and resolidification cycle, and the role of chemical composition and surface instabilities on final results.
Currently, Francois explained, TRUCHAS is being extended to model directed energy deposition AM processes. The capabilities are being assessed via testing on AM process problems involving heat transfer and phase change, melt pool fluid flow (Marangoni effect), and residual stress and distortion. The research at LANL in this area is currently focused on implementing preliminary heat and mass deposition models with moving heat flux boundary conditions for simpler models, and fully moving powder and laser energy deposition at evolving material surface embedded within the computational domain. In the future, they plan to explore more physics models and verification and validation, as well as to develop microstructure-aware solidification models.
Microstructure evolution is being studied at LANL—specifically, grain growth evolution during solidification on flat and curved surfaces—using an implicit phase field approach to microstructure solidification simulation utilizing modern algorithms and software. She noted that most current phase field models utilize explicit methods that are time consuming because they require small time steps. In contrast, implicit time integration allows for stable solutions to be developed with large time steps, therefore completing the analysis more quickly. Francois also added that finite element approaches allow for high-order spatial discretization on unstructured two- and three-dimensional meshes, and unstructured mesh allows for irregular geometries. Some verification test cases for single grain growth in two and three dimensions have been conducted to compare accuracy.
Francois emphasized that predicting macrostructure performance will require better microstructural representation. Performance and properties modeling of AM materials are being examined, specifically with respect to damage, metallographic characterization, and strength. She commented that the influence of microstructure is significant, and it is not yet possible to represent the AM adequately to successfully predict dynamic damage with simple macroscale models. Metallographic characterization is done by extracting microstructure data from experiments and by utilizing Dream.3D3 software to generate the microstructure digitally, Patran4 finite element software with advanced surface meshers to model the polycrystalline microstructure, and Abaqus5 finite element damage model to evaluate the microscale. Strength differences between wrought stainless steel and AM with recrystallization showed that the AM-processed materials have a smaller mean grain size, which generally increases strength in materials. Francois explained that researchers are currently studying whether the grain size difference is in part responsible for an observed strength difference between these manufacturing processes.
She concluded with a discussion of the long-term objectives and future opportunities for predictive methods in AM as listed below.
Long-term objectives for theoretical and computational predictive methods in AM:
- Integration of processing and performance modeling through microstructure prediction;
- Validation with experimental testing (in situ) as part of the methodology toward prediction and control;
- Development of multiscale process modeling that is microstructure-aware; and
- Expansion of AM materials modeling and multiscale mechanical response (performance) modeling—e.g., processing phase change and microstructural evolution, cooling internal stress development linked to microstructure, and plasticity and structural feature damage prediction.
___________________
3 The website for Dream.3D software is http://dream3d.bluequartz.net/, accessed August 15, 2016.
4 The website for Patran is http://www.mscsoftware.com/product/patran, accessed August 15, 2016.
5 The website for Abaqus is http://www.3ds.com/products-services/simulia/products/abaqus/, accessed August 15, 2016.
Future opportunities for theoretical and computational predictive methods in AM:
- Material processing
- — Melting and solidification cycles, melt pools, microstructure morphology evolution, alloy composition distribution, liquid-solid phase change models;
- — Linkage of microstructure information to macroscale model (e.g., thermal gradient and cooling rate maps); and
- — Residual stresses.
- Mechanics of materials
- — AM materials models and properties (e.g., solid-solid phase transformation);
- — Plasticity and damage modeling; and
- — Linkage of microstructure information to macroscale model.
- Faster computational methods
- — Reduced-order models, fast emulators for process control; and
- — Robust, efficient, and accurate numerical methods for high-fidelity physics-based simulation (e.g., implicit methods).
CHALLENGES IN ADDITIVE MANUFACTURING OF SOFT MATERIALS: POLYMER-BASED FUSED DEPOSITION MODELING
Peter Olmsted, Georgetown University
AM for soft materials is currently being examined through a joint project between researchers at Georgetown University6 and the National Institute of Standards and Technology (NIST),7 Peter Olmsted explained. This project includes polymer-based fused deposition modeling, selective lithography, and laser sintering; the first of which was the focus of his presentation. He explained that many issues can arise with AM, such as poor material fibers adherence, weak mechanical properties, sagging, poor or textured surface properties due to sub-millimeter sized threads, undesired porosity, shrinkage, warping, and debonding. Materials properties, he emphasized, need to be better understood to move use cases for polymer AM beyond prototypes.
Olmsted provided a brief overview of the scientific areas and the challenges of fused deposition modeling of polymers (P-FDM). Fused
___________________
6 Peter Olmsted and Claire McIlroy.
7 K. Migler, J. Seppala, A. Kotula, R. Sheridan, G. Gillen, A. Forster, J. Bennett, J. Kilgore, and R. Ricker.
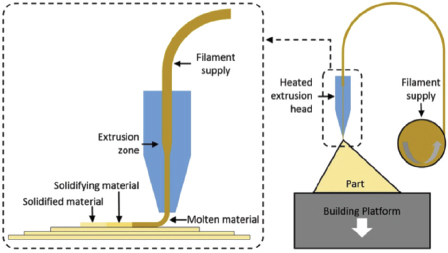
deposition modeling is sometimes known as “hot glue gun” extrusion because the process starts with a reel of solid filament, which then gets melted and extruded to lay down the material, as shown in Figure 2-2. The properties of laying down the material are non-isothermal and have not been sufficiently addressed in the polymer modeling community. He also described the challenge of balancing the need for rapid prototyping with the need for parts to be sufficiently strong with desired characteristics. Molten polymers, he noted, can either be glassy (amorphous)8 or semi-crystalline,9 and these differences pose distinct challenges with processing and mechanical properties.
Physical properties often need to be examined to better understand how to process materials. In the case of crystalline materials, when the polymer is extruded out of the nozzle, it leaves an oriented polymer filament that is more likely to crystallize. Therefore, the crystalline morphology reflects the properties of the processing and impacts the mechanical properties. Olmsted explained that ideally filaments would be entangled with each other to increase bonding between layers. Polymer rheology can also give rise to non-Newtonian fluid phenomena, such as shear thinning, rod climbing, die swell, and spurt and slip. He emphasized that many molecular features are not yet captured in modeling. Notable issues in P-FDM discussed by Olmsted include crystallization and glass transition and their potential to better inform polymer welding.
Crystal nucleation during extrusion from contraction flow can occur (Scelsi et al., 2009; Doufas, McHugh, and Miller, 2000; Doufas et al., 2000; Graham and Olmsted, 2009). To optimize crystalline materials, measurements of crystallinity need to be linked both in situ and ex situ with the modeling of the development of the crystallinity as well the effect of the crystallinity on the mechanical properties.
Glassy or amorphous polymers do not undergo the large structural change of semi-crystalline polymers, so a more amorphous isotropic material can be developed. But, he cautioned, researchers need to be thoughtful about the behavior around the glass transition. While the understanding of glass transition in polymer glasses is evolving (Forrest and Ediger, 2014; Angell, 1997), Olmsted stated that additional research is still needed. He explained that this area is particularly important to understand because
___________________
8 Examples of glassy molten polymers include polycarbonate (PC) and acrylonitrilebutadiene-styrene (ABS).
9 Examples of semi-crystalline molten polymers include poly-caprolactate (PCL) and polylactic acid (PLA).
there is increased mobility in the surface layer (top 10 to 20 nm) of polymers as the glass transition is approached. When a filament is extruded, it cools to below the glass transition point as it solidifies. However, it would be better if the previous filament is reheated above the glass transition point as the next filament layer is extruded to form a weld between the layers (Ge et al., 2013; Ge, Grest, and Robbins, 2014). He emphasized that if the weld properties between the filaments could be improved, the overall material properties would improve.
There are also computational modeling challenges that need to be addressed, according to Olmsted. Many time-dependent quantities need to be coupled in a multiphysics type of approach. In particular, understanding the molecular shape, structure, orientation, and alignment through the filament at the center and the edges is essential to understanding the flow through the filament. This needs to be coupled to the changing temperature field, the non-Newtonian fluid mechanics, the density changes, the moving and changing boundaries between solid surfaces and free surfaces, and, if crystallinity is involved, the effects of phase change materials on latent heat and time scales. These span multiple scales from the microscale to the continuum. For example, he stated that continuum modeling of non-isothermal processes such as fiber modeling includes the following parameters: momentum, conformation, stress constitutive relation, heat flow, crystallinity, and time (Doufas, McHugh, and Miller, 2000).
Polymer processing was discussed as an example where assembling a large research team to work across scales was successful. With the goal of manufacturing films at large industrial scales, researchers used reaction chemistry to inform molecular shape, which fed into constitutive modeling to help define the macroscopic properties of the melt. These results were then compared with experimental results. Several universities (Leeds, Cambridge, Durham, Bradford, Sheffield, Oxford, and Eindhoven) and industry partners (e.g., BASF, Innovene, Mitsubishi, Dow, DSM, ICI, and Lucite) formed a consortium to study the polymer rheology, flow-induced crystallization, instabilities, design-for-process, materials, and product properties. This consortium worked for over 10 years to connect theory, chemistry, experiments, and industrial materials. He suspects a similar effort for AM would be needed.
Olmsted noted the work of the Materials Genome Initiative (MGI) at NIST, which aims to develop a predictive materials database for AM; to predict mechanical properties, prototype speed, resolution, and processing parameters based on polymeric properties; to develop a seamless link between advanced metrologies, computation and prediction, and materials properties; and to shorten times for development of new protocols and products.
Olmsted emphasized that there is a need for new in situ metrologies to go along with model development. Necessary measurements include temperature, molecular conformation and shape, welding and interfacial properties, mechanical properties (e.g., elastic moduli, fracture strength and toughness, anisotropy, and plasticity), and crystallinity. Spectroscopies (e.g., infrared, X-ray, neutron, Raman, and fluorescence), microscopies (e.g., light, Raman, transmission electron, and scanning electron), and interfacial characterization (e.g., neutron scattering) could all be used to advance measurements.
In conclusion, Olmsted summarized the theory and computational needs for P-FDM at different scales. At the micron scale, coupled molecular and thermodynamic fields (e.g., temperature, mass, velocity, crystallinity, and orientation) need to be developed. At the nanometer scale, polymeric atomistic (or united atom model) simulations to model welding and deformation of materials are needed. On the millimeter scale, finite element simulations of parts and pieces should be developed and compared with experimental results on deformation, fracture, and yield. Experimental inputs and metrologies (e.g., temperature, extrusion conditions, build protocols) should be used for material models. Theory and prediction should be built around model materials as well as “wild” materials.
Lastly, he highlighted some of the main questions remaining in P-FDM:
- Fundamental scientific issues include how to handle non-isothermal conditions, molecular alignment, and welding, as well as how to understand how phase changes (e.g., crystallization and the glass transition) impact production, especially when shrinkage and warping occur.
- Unique fundamental theory and computational approaches include spanning multiple scales (molecular [nm] to part size [cm]), connecting multiple dynamic fields (e.g., temperature, velocity, deformation), and solving complex molecular and nonlinear rheology and constitutive relations.
- Mathematical models and validation of relevant materials models include the rheology of advanced models for polymer deformation, including both computation (e.g., flow solvers for complex non-isothermal constitutive models for different build protocols) and experimental (e.g., in situ characterization of temperature and orientation; weld properties and mechanical performance) results.
- Open questions in materials and mechanics include the glass transition, flow-induced crystallization, and the relation of polymer molecular structure to fracture strength and deformation.
- Unique fundamental research for AM includes the glass transition, polymer dynamics, interfaces, and other areas.
- Multidisciplinary sciences are needed, including mathematics, computation, engineering (e.g., chemical and mechanical), metrology, physics, and chemistry.
- Research partnerships would advance the community, especially those that bring together national laboratories (e.g., NIST) and industry (e.g., polymer manufacturers, AM equipment and process developers, and AM users).
MODELING AND SIMULATIONS OF ADDITIVE MANUFACTURING
John Turner, Oak Ridge National Laboratory
Turner began by giving an application example comparing a projectile hitting a block of titanium (Ti) to armor created by sandwiching a tita-
nium diboride (TiB2) center with two Ti plates. The three-dimensional Ti plates were created using AM and were designed to have varying angles on the inner-facing side of the plates. The TiB2, which is an extremely hard ceramic, was then injected into the cavity between the two Ti plates. Ultimately, this new configuration with TiB2 provided better protection with a lower weight than the Ti alone.
He explained there are two types of AM technologies that can be used to create a system such as this: (1) large melt pool technologies, including plasma, e-beam, and laser using wire feedstock; and (2) powder-bed technologies, including laser and e-beam using powder feedstock. While these technologies have differences in their particular methodologies and characteristics, their underlying physical processes are similar. This is especially true for energy deposition, melting and powder addition, evaporation and condensation, heat and mass transfer, solidification, solid-state phase transformation, repeated heating and cooling, and complex geometries. Because of these similarities, many aspects of the models used to simulate these processes can be applied to different fusion technologies. Also, these models are complex coupled multiscale physics processes that span the microstructure (e.g., grain size), the powder properties, the mesoscale, and the engineering scale. Turner noted that there are both numerical and software challenges to building these applications:
- Computational times. The build times of these large and complex simulations can take hours and brute force approaches will not work.
- Large temperature gradients. Large temperature gradients and rapid heating and cooling require coupling between thermomechanics and the melt and solidification processes.
- Heterogeneous and multiscale simulations and parameters. The resolution of energy sources and effective properties of powder for continuum-scale simulations can be challenging.
- Path optimization. The optimal path for the energy source for complex parts needs to be determined.
- Large number of parameters and missing understanding. Key uncertainties in feedstock properties and process parameters can propagate through the simulation.
- Validation. Validation is difficult as characterization is limited. Turner said that national laboratories could have a role to play in improving validation through unique experimental facilities.10
A broad spectrum of computational science is required to fully realize the promise of AM, Turner emphasized. The physics of the AM process (e.g., energy interaction with porous materials, gas-liquid-solid reactions, rapid melting, solidification and crystallography, elastic and plastic strain, and evolution solid-solid phase transformation under thermomechanical cycling) and applied mathematics and computer science (e.g., coupled large-scale partial differential equations, multiscale coupled physics, uncertainty quantification and design under uncertainty, risk analysis and decision making, scalable software, large-scale inverse problems, and large-scale optimization) need to work in tandem with characterization, experimental validation, and high-performance computing infrastructure. In some cases, Turner commented, models, techniques, and capabilities in these areas exist for other applications and can be brought to bear on challenges of AM. He also noted that computational capability has increased at a relatively steady pace for decades, making significant advances in this field possible.
Turner then discussed scale-specific challenges, including that of the powder (e.g., properties and melting), the mesoscale, and the engineering scale (e.g., the relationship between process parameters and microstructure). The selective laser melting process is sensitive to particle-level variations. Areas of exploration include measuring heat transfer in powders and packed beds and developing simulations to get effective properties such as conductivity, laser penetration and distribution, melting, and solidification.
Turner then offered some examples of current research being conducted in this area. Particle melt modeling, for example, is approached first by developing a relation for powder-bed melt percentage as a function of laser power added. The powder bed is represented as spherical particles superimposed on a background mesh. Then, the discrete element model with the multiphase code MFiX11 can be used to model particles melting and shrinking due to applied heat source.
Phase field simulations are used to understand microstructural evolution. These models have several notable features. They can be fully
___________________
10 One example an experimental facility that could provide value is the Spallation Neutron Source at Oak Ridge National Laboratory (ORNL).
11 The website for the National Energy Technology Laboratory’s software suite is https://mfix.netl.doe.gov/, accessed August 15, 2016.
integrated with system thermodynamics, and the system energy includes contributions from anisotropic interfacial energy and elastic energy due to transformation strains. The governing equations of the model are solved using the Fourier spectral method, often using large runs with thousands of processors. There is also a unique composite nucleation model that allows growth of specific variants assisted by local strain field. Turner explained that phase field simulations indicate that the nucleation rate is the main factor responsible for the formation of colony structure. Furthermore, low nucleation rate promotes colony formation when a new nucleus sees well-developed strain field from a nearby variant. High nucleation rate promotes basket weave formation when all nuclei experience a complex strain field.
Turner then gave an overview of a recent project using electron beam AM. The process begins with a three-dimensional CAD model, which is discretized into two-dimensional layers. The part is then created by adding successive layers, typically using a back-and-forth raster melt sequence known as an oxen path. Research was performed to determine if spot melting could be used to better control this process. Although microstructure manipulation via AM is not yet fully understood, it typically results in columnar grains oriented along the build direction. To study if this behavior could be controlled, researchers have adapted TRUCHAS (the LANL code developed to model metal casting processes and previously discussed by Marianne Francois) for AM applications. Specifically, TRUCHAS is used to approximate the thermal gradient at the liquid solid interface (G) and the velocity or growth rate (R) of liquid-solid interface, both of which are difficult to measure experimentally, and also to examine the significance of other process parameters (Dehoff et al., 2015; Lee et al., 2014). By adjusting process parameters, the G and R values for the melt pool can be specified such that the grain structure (equiaxed vs. columnar) can be locally controlled (Raghavan et al., 2016).
Turner summarized that this research relies on multiple physics (e.g., conduction, convection, thermal radiation, solid-solid phase transformations, melting and solidification, fluid flow with surface tension, and solid mechanics) and numerical approaches (e.g., particle methods, view factor radiation, discrete element methods, phase field methods, finite volume methods, and finite element methods). He emphasized that tools exist that provide some combination of these capabilities, but few, if any, provide all the capabilities needed to study AM processes.
Lastly, Turner summarized four key ideas from his presentation: (1) Physical processes during fusion-based AM have much in common with
other manufacturing processes like casting and welding, including heat and mass transfer, melt and solidification, solid-state transformation, distortion, and residual stress; (2) Efforts are under way to repurpose existing tools and develop new tools for analysis and control of powder properties and behavior; (3) Solid-state microstructure evolution can also be predicted by coupling overall transformation kinetics and thermal cycles; and (4) Control of solidification structure can be achieved by controlling temperature gradient and liquid-solid-interface velocity within the melt pool.
DISCUSSION
Following their presentations, Marianne Francois, Peter Olmsted, and John Turner all participated in a panel discussion moderated by the workshop chair Wing Kam Liu from Northwestern University. The first question was posed by a virtual participant regarding how the different modeling stages are linked, given that there can be a strong interaction between these stages in relation to the material modeling. Francois explained that it started with molecular dynamics simulations, process modeling, microstructure modeling, and properties modeling. Linking these models is an open research question, and she said the community is open to suggestions and collaborations. On the processing side, she mentioned the relevance of John Turner’s work to bring information from the continuum scale model of the processing, accounting for the topological gradient and velocity of the phase change, to better understand the corresponding microstructure.
Another participant commented that many material, physical, and thermal properties have been identified as critical to study as well as flow momentum, deformation, phase change, and orientation. Considering that modeling with these phenomenological understandings is the next phase, the participant asked how to prioritize research on the phenomena as well as which phenomena have the most challenges to measure or understand. Olmsted noted that in polymeric fused deposition modeling, the orientation of the polymer material is extremely important and is easy to measure if there is a homogeneous degree of orientation. However, fused deposition modeling of filaments has a thin skin layer whose orientation is crucial to understanding how well the material bonds. Information about this skin layer orientation needs to be properly extracted experimentally, and the modeling needs to be able to capture the inhomogeneity to understand the molecular properties at the weld between the two materials. There are challenges facing the metrology and the modeling of the interface. The
latter can be done at an atomistic simulation level and then brought up to a coarse grain model to understand the mechanics of a more heterogeneous material. Turner commented that the physics of solidification and melting are important to understand. This includes factors such as the interaction between the powders and the energy beam on the energy deposition. He cautioned that the surface finish is very important but is difficult to simulate and control. Francois stated that it is important to keep in mind the desired final product. Building stronger materials requires microstructure control, including the process parameters. If the goal is a product with a polished surface, machining after directed energy deposition is likely necessary. The process used, including the process parameters and the build geometry, depends on what type of product is desired, and thought needs to be given as to how to certify the part.
A remote participant wondered if it is practicable for the federal agencies to set up schemes for sharing data, thereby enabling data mining and data analytics. The participant asked if this would be fair to the originators of such data, especially when a large effort is required such as from synchrotron research. Turner responded that national laboratories would like to advance information sharing and have made attempts toward it in the past. While there are proprietary restrictions on data and geometries, he believes it would benefit the community to have common test problems and property data that can be used and shared.
An audience member asked about the practical significance of the transition from columnar grain growth to equiaxed as well as if the motivation is to avoid anisotropy. Turner responded that the columnar and equiaxed grain growth have different final strength properties. The ability to control which structure exists in different parts of a material would be a significant advance.
A participant from a national laboratory asked about the complexities and challenges of repurposing codes for AM. Turner referred to his and Francois’s discussion of the open-source TRUCHAS code, which was designed for casting, not for adding material. He explained that the software had to be significantly adapted and continues to evolve; however, the effort required for this transformation is often underappreciated. Francois agreed, noting that the underlying physics modeled (e.g., heat transfer with phase change, fluid flow) are similar but the differences (e.g., mass and energy deposition) can require significant work. There are still AM-specific modifications and capabilities that need to be decided upon and developed. In addition, the revised code also needs further refinement, verification,
and testing. Turner elaborated that there are challenges with the physics, numerical approaches, and software that need to be addressed. For example, he described an analysis where the output was needed to conduct the necessary processing and mapping. Connecting these tools and steps more seamlessly would be helpful.
A participant referenced the discussion about microstructure entanglement and the different impacts of cooling rate. He asked how cooling rates could be controlled in AM processes to achieve the desired microstructure. Olmsted emphasized that this is challenge. He and collaborators at NIST have been able to measure the temperature profiles as a function of time, and the next step is developing strategies to control the cooling rate. Ideally, the welding would occur in a warm region between the filaments while the rest of the filaments are stable and the part is structurally sound. The goal is to work at the interface to enable effective mobility and heat transfer while maintaining the mechanical properties of the part.
An online participant commented that the microstructure of the deposited alloys also contains impurities. He asked how the formation of these defects can be predicted and how their effects on the macroscopic mechanical properties can be simulated. Turner responded that handling defects is challenging, and their work so far is focused on pure or ideal materials and well-defined mixtures. However, he suspects that phase field modeling with randomly introduced nucleation points could be applied to defect modeling.
An online academic participant asked if samples could be obtained from ORNL or Sandia for experimental analyses. Turner said this is possible and there are a number of programs to facilitate this, including their manufacturing demonstration facility that works with companies of all sizes. In conclusion, Liu emphasized that clarifying these processes would help encourage university-industry-government partnerships.
THEORETICAL UNDERSTANDING OF MATERIALS SCIENCE AND MECHANICS
Steve Daniewicz, Mississippi State University
Steve Daniewicz explained that his presentation would focus on two of the overarching session questions: What multidisciplinary and related materials and mechanical sciences are needed for AM? And, do materials standards change with a theoretical and computational approach to materials
development and implementation? His emphasis was on metals, in contrast to the preceding polymer-focused discussions described in this chapter.
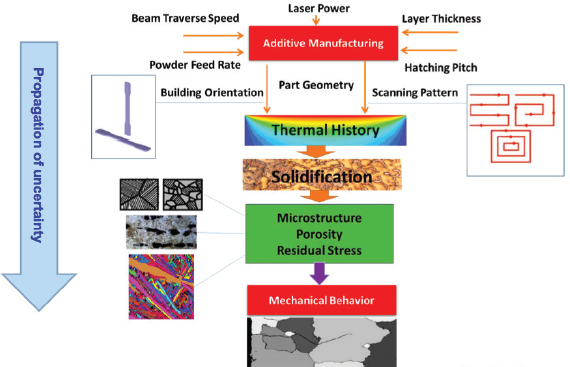
The AM process is complex, he explained, and can be illustrated as shown in Figure 2-3. Some of these technologies have been around for decades through fusion welding and can be built upon for AM. In contrast to the fusion process, there are two unique components of the AM process: the interaction of the power source and the powders, and the thermal history (e.g., welding at high velocities, melt pool solidification, and solid-state phase transformations occurring at higher rates). He explained that the unique thermal histories result in unique microstructures. Porosity, mechanical failure, residual stress and corresponding distortion, and fatigue are issues to be considered. There are several multidisciplinary scientific needs, as described by Daniewicz:
- Powder-heat source interactions,
- Microstructure evolution under non-equilibrium conditions,
- Heat transfer in melt pool and heat-affected zone,
- Origins of metallographic texture,
- Elastic-plastic constitutive relationships,
- Residual stress and distortion prediction,
- Melt pool solidification, and
- Physics of porosity development.
He emphasized that better understanding of the microstructure evolution is key to approaching many of these challenges. This understanding includes the process parameters (e.g., material, tool path, laser, scan speed), the heat transfer (e.g., cooling rate, thermal history, thermal cycling), the microstructure, and the mechanical properties, all of which are connected. With respect to the heat treatment, Daniewicz gave the example of Ti-6Al-4V manufactured four ways—as-built, annealed below β-transus temperature,12 heat treated above β-transus temperature, and wrought—and showed that the microstructure and fatigue life are impacted. In particular, there was a reduction of fatigue life of AM Ti-6Al-4V in contrast to the wrought product (Sterling et al., 2015) from a strain-life perspective. He commented that there is a higher monotonic strength (both ultimate and
___________________
12 The lowest temperature at which a 100 percent beta phase can exist is called the beta transus; this can range from 700°C (1,300°F) to as high as 1,050°C (1,900°F), depending on alloy composition.
yield strength) and less ductility for AM direct laser deposition Ti-6Al-4V as compared to the wrought version. There is anisotropy as well, with different strengths resulting from a vertical build versus a horizontal build. He stated that one approach to make additive parts more like wrought parts is to use a hot isostatic press (HIP) as a post-build treatment to reduce anisotropy and improve fracture toughness (Kobryn and Semiatin, 2001). Residual stress is also an important consideration and one that has been studied in conventional parts for several decades (Masubuchi, 1980), according to Daniewicz. Understanding how thermal gradients produce residual stresses and subsequent distortion in additive parts is an ongoing research area.
The choice of whether or not to apply the HIP treatment to an additively-built part can either bring the material back to the properties of the wrought or take advantage of additional strength with uncertainty as to how the part will respond to distortion, respectively. He emphasized that distortion properties can be crucial, especially when parts need to be machined.
The unique additive microstructures have the potential to be exploited to tailor materials for specific applications. However, Daniewicz stated that this is a complex, multiphysics problem and many of these advances depend on high-performance computing to quantify the service environment and
potential loading, use a microstructurally-aware mechanical model to predict part performance virtually, optimize microstructure and determine a target thermal history, and determine process and design parameters to produce parts via additive manufacturing.
Mechanical and materials science key issues in the short, intermediate, and long term were discussed by Daniewicz. In the short term, he said better understandings of nonlinear elastic-plastic constitutive relationships, material properties at elevated temperatures, and residual stress and distortion are needed. For the intermediate term, research in microstructure evolution under non-equilibrium conditions would be helpful. The long-term goal is to use thermal monitoring and control to optimize builds and exploit unique microstructure.
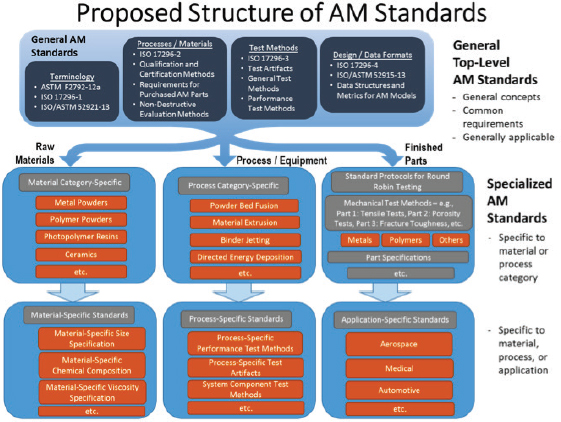
There is a strong need for standards to help understand variability, uncertainty, and reproducibility issues, Daniewicz emphasized. The standards organization ASTM International13 has several working groups14 aimed at improving AM standards. However, existing standards are in their infancy and need to be advanced in a number of areas, including generalized standards relating to terminology, processes and materials, test methods, design and data formats, and specialized AM standards relating to raw materials, process and equipment, and finished parts. These and their subcategories are shown in Figure 2-4. He emphasized that the current lack of process and testing standardization causes variability in results. An intermediate-term goal is to better understand the differences between coupons and components. In the long term, virtual prototyping can accelerate standards development and lessen variability.
PART-LEVEL FINITE ELEMENT SIMULATION OF SELECTIVE LASER MELTING
Neil Hodge, Lawrence Livermore National Laboratory
Neil Hodge began by stating that there is great potential for selective laser melting (SLM) AM, but many significant challenges exist. In particular, part-scale modeling is needed to inform part-specific configurations and
___________________
13 The website for ASTM International is http://www.astm.org/, accessed August 15, 2016.
14 Specifically, ASTM committees F42 on additive manufacturing, E08 on fatigue and fracture, and E07 on nondestructive testing.
processes. When he and his colleagues15 at Lawrence Livermore National Laboratory (LLNL) started trying to develop models for SLM, they began with LLNL’s Diablo code, which is a highly parallelized, implicit finite element code that can solve classical balance laws for solid mechanics (e.g., balance of thermal energy, balance of linear momentum) and associated thermal moving boundary problems. Diablo is now being extended to model the following features of SLM: successive activation of mesh regions, general laser path input definition, solid-only representation, powder as a low-strength solid, powder-to-solid as an irreversible phase transformation, and rule of mixtures response in partially transformed elements. Researchers started with simple modeling abstractions, such as how to represent the powder and how to handle geometric issues, and noted that the code required substantial changes to work for SLM.
A significant driver for SLM problems is the heat source. Hodge and his collaborators adopted an existing energy deposition model based on an
___________________
15 Collaborators include R. Ferencz and J. Solberg in the Methods Development Group and R. Vignes in the Computational Engineering Division.
analytical solution to a radiation transport equation for a laser impinging on a powder (Gusarov et al., 2009), which seems to work well for SLM. They then turned to modeling single-track experiments, which required additional physics, including evaporation (where an analytical expression was developed to define a Neumann boundary condition) and recoil (represented as a phenomenological constitutive relation, implemented via anisotropic thermal conductivity). A participant asked Hodge where the residual stresses came from in the Diablo simulation. Hodge responded that the thermal gradients are the largest contributor to the residual stresses.
Using this code, Hodge and his collaborators were able to examine other characteristics of SLM, including the complex thermal evolution. This study demonstrated that temperature histories can feed microstructure predictions, and cooling rates were higher than expected. Also examined were overhangs, which are formed when lateral perforations require fusing above unprocessed powder to form downward-facing surfaces. These impact dimensional fidelity and surface finish, and re-machining the internal passages is often impossible or undesirable. Hodge and colleagues were able to represent a 0.5 mm overhang with constant laser powder and achieve results comparable to experimental results. Modeling and simulation can help identify mitigation strategies, Hodge noted, so they developed an overhang mitigation simulation that scaled down the laser power linearly once the laser was traversing onto overhang territory. Doing this, they were able to reduce the unnecessary thickness developing over the overhang. Once the overhang was sufficiently established, laser power could be ramped back up to full strength without distorting the part geometry.
Part-scale modeling creates additional challenges in moving from mm3 to at least cm3 scale, particularly in determining the time scale of global heat transfer and exploring further modeling abstractions (e.g., aggregated layers and scans). Hodge and his collaborators first attempted this using a prism specimen with a vertical build, original layers aggregated as 1 mm “superlayers,” and coarse laser scanning. This model ignored powder outside the volume of the part. When comparing these modeling results with experiments (Wu et al., 2014), Hodge noted that the results are encouraging but show sensitivities. Hodge emphasized that stress evolution is nontrivial, even for simple geometries, and neutron diffraction data is another source of experimental comparison. Hodge highlighted some areas of future work relating to physics and process:
- Materials (e.g., general thermal-inelasticity, determination and representation of multiple solid states, integration with mesoscale models);
- Fracture;
- Laser path and power (e.g., integration with machine control algorithms and software);
- Support structures (e.g., continuum, structural, or both; integration with support structure generation packages); and
- Representation of build chamber, baseplate, and machine influence.
Simulation time is an obstacle, Hodge said, and cm3 models can take on the order of hundreds of hours due to their nonlinear physics and significant ratio of length scales. One option to shorten the run time is to decouple the different length scales. He commented that initial testing indicates significant decreases in runtime versus the analogous, globally-refined mesh. However, work remains to get the desired performance and workflow. Other options may be to further explore physics-dependent time integration (e.g., time stepping), physics- and spatially-dependent dynamics, improvement of the phase change algorithm, discretization methods to handle geometry and multiple scales including contact (e.g., between part and baseplate) and higher order elements (e.g., polynomials and splines), and integration with geometry definition (e.g., primary solid model generation and slicing packages).
Hodge concluded by summarizing that SLM modeling and computational strategies to date are promising, particularly with distortions and stresses. He noted that there is a need for improved material representations, while simultaneously increasing computation speed, and that the data flows within the code federation should be formalized. Lastly, there are many opportunities to partner for user workflow utilities, from design geometry to SLM machine instructions.
MAIN PHYSICAL PHENOMENA IN METAL POWDER-BED FUSION
Saad Khairallah, Lawrence Livermore National Laboratory
Saad Khairallah began by proposing that the main challenge in AM is selecting the correct process parameters for a final product that meets engineering standards. He explained that the SLM process is complex and
defects can be easily introduced. For example, defects at the single powder layer may lead to more defects in subsequent layers, including pores, incomplete melting, rough surface, bad wetting, low density, and poor overall quality. He stated that the understanding of the interplay between process parameters (e.g., laser power and speed, powder distribution and thickness) is still lacking.
To enhance this understanding, Khairallah and his collaborators developed a mesoscopic three-dimensional simulation of metal powder-bed fusion using the LLNL code ALE3D.16 He showed simulation results of a laser traversing a stainless steel powder bed, with a strong melt flow and indications of incomplete melting. From this simulation, he framed his presentation into three key areas:
- Physics: What are the driving physics?
- Pore generation: How do pores form and evolve?
- Suggestions: What is the guidance for better parameter choice?
The strong hydrodynamical effects under the laser include indentation that digs deep into the substrate, creating a backward melt flow and a vortex that follows the indentation. These effects are due to the recoil force under the laser from evaporation, surface tension (Marangoni effect), and cooling via evaporation and radiation. Khairallah elaborated that the maximum temperature below the laser results in boiling and evaporation. The particles then leave the surface with high kinetic energy and, in doing so, take energy away from the melt and help cool it. At the same time, the particles impart a recoil momentum on the melt that results in a topological deformation. Khairallah was asked by a participant if mass loss is accounted for in the evaporation rate. He responded that the mass loss is not significant and is not simulated; the strong recoil effect associated with evaporation is the dominant force. The surface tension that depends on temperature results in the Marangoni effect, which creates a strong melt flow.
In the process of starting from a solid powder, melting, and solidifying to a solid track, Khairallah explained that the laser creates an indentation that forms a pore upon collapse. The spillover helps create a denudation zone. The lateral asymmetrical melt flow and backward flow increase track volume. However, side pores are generated by denudation and strong lateral
___________________
16 To read more about ALE3D (Arbitrary Lagrangian-Eulerian 3D and 2D Multi-Physics Code), see https://wci.llnl.gov/simulation/computer-codes/ale3d, accessed August 29, 2016.
melt flow. He explained that overlapping scan vectors at 75 percent can mitigate the side pores and the incomplete melting at the denudation zone. Also, a gradual laser ramp down prevents the formation of end-of-track pores.
The recoil and surface tension are the main driving forces, he explained. Recoil pressure dominates at high temperature with an exponential dependence on temperature, and surface tension dominates at lower temperatures. This means that recoil pressure dominates around the laser indentation and surface tension dominates at the track transition and tail end. Cooling limits the peak melt pool temperature and the recoil effects. Radiation cooling due to the Stefan-Boltzman Law (i.e., black body radiation) is not a huge force, Khairallah noted. Evaporative cooling has the largest impact because it is more efficient at high temperature due to exponential dependence on temperature. Marangoni cooling also plays a role because the temperature gradients create a backward flow and help disperse heat away from indentation. He explained that the melt track breakup from the indentation to the tail end is close to a thin jet of fluid due to the Plateau-Rayleigh instability.
In conclusion, he discussed validation work done on a bare plate without modeling recoil or the Marangoini effect, by comparing to experimental results (Gusarov et al., 2009). He and his collaborators found that the bare plate melt pool compared well with experimental results, although the model used an average value for the material absorptivity. The simulation and experimental results both showed the Plateau Rayleigh instability. The simulation also predicted the main characteristic of the laser powder track. The melt pool diameter and height also match experimental results, although the melt pool depth was underestimated. Once the recoil and Marangoini effect were added to the model, the melt pool depth estimate more closely represented experimental findings.
DISCUSSION
Neil Hodge, Steve Daniewicz, and Saad Khairallah participated in a panel discussion following their presentations, moderated by Wing Kam Liu. An audience member posed the first question to Khairallah about the numerical methods used for the simulation he described (i.e., mesh strategies, time integration, spatial resolution, and governing equations). Khairallah responded that the simulation he described was done using LLNL’s ALE3D code, with many of the technical details available in Khairallah and Anderson (2014). He stated that the simulation is Eulerian
with thermal-hydro coupling with conventional governing equations and uses an unstructured mesh with a high resolution (approximately 3 microns) to capture the point contact and heat interactions of the particles.
A participant asked about the computing resources applied to the LLNL simulations. Hodge said their SLM Diablo code ran on the order of hundreds of hours with hundreds of central processing units. Khairallah said their ALE3D simulation runs on the order of tens of thousands of hours. He noted that the implication of these long run times is that not all researchers can conduct these types of simulations, but there are many opportunities for less computationally intensive research in these areas.
Another participant asked Daniewicz about the need for more and better elastoplastic constitutive modeling: What is the state of the art in this area and what is needed? Daniewicz commented that what is needed is to build in the unique microstructures that were not part of the fusion welding research. The participant responded that the physics community is developing similar physics-based models and there might be some opportunities to link these communities.
A participant asked Khairallah if the powder distribution in the ALE3D simulation was uniform and if a distribution of powder sizes would impact cavity generation. Khairallah responded that any distribution could be used but he and his collaborators have not examined if the powder distribution impacts cavity generation. Liu commented that experimental techniques to lay down the powder bed are an open research area and expanding the ALE3D simulation to include oxidation could provide an opportunity to examine fatigue. Khairallah responded that the physical parameters for oxidation would be needed to do this since the surface tension significantly changes. The community urgently needs access to realistic data to input into models, Khairallah stated.
A participant asked if the panelists had any comment on the hypothesis that small voids (less than 5 microns) in materials come from preexisting voids in the powder particles. Khairallah commented that simulations indicate that the voids in the particles can exist in the shallow pools. He said that many other possible hypotheses to this issue exist. Another participant asked which codes are open source and what codes would be good to start with for AM modeling. Hodge responded that, to his knowledge, none of the LLNL engineering codes are open source but there have been efforts to make the computing resources more accessible. However, partnerships between academia and LLNL are possible. Khairallah stated that each code
has a different policy but LLNL is making an effort to interface better with industry by sharing codes and computational capabilities.
In response to a question about how much computing on graphics processing units (GPUs) could speed up calculations, Hodge stated that solving linear algebra is a hindrance for implicit finite element simulations. He has not seen any cases of highly parallelized linear algebra solvers on GPUs and suspects this will continue to be an issue until the linear algebra packages are updated to run on GPUs.
Daniewicz was asked by Liu how the community can work with ASTM, industry, NIST, and others to advance standards. Daniewicz stated that ASTM is focused on coupon testing so a first step could be to use high-performance computing to connect the coupon testing with the component behavior. A participant wondered how new processes can be handled within established standards. Daniewicz responded that this is an important topic because establishing standards for quickly developing fields is challenging (see Figure 2-4).
Lastly, Liu asked about how nondestructive evaluations can help with in situ modeling as well as examining residual stress and other effects. Daniewicz commented that he typically uses non-destructive evaluations to examine defects; however, there is an opportunity in AM to further the use of these tools to do real-time process control and monitoring.
This page intentionally left blank.




























