
5
Additive Manufacturing Scalability, Implementation, Readiness, and Transition
The fourth sessions of the workshop discussed additive manufacturing (AM) scalability, implementation, readiness, and transition. This includes fundamental bridges that must be forged to take analytical, computational, and mechanistic models and initial laboratory experiments into pilot production lines, and subsequently into full-scale production for rate, quantity, and size, considering mass customization theme.
Yung C. Shin (Purdue University), Lyle E. Levine (National Institute of Standards and Technology), Anthony DeCarmine (Oxford Performance Materials), Rainer Hebert (University of Connecticut), Alonso Peralta-Duran (Honeywell International Inc.), and Tahany El-Wardany (United Technologies Research Center) discussed the following questions:
- What is the path for utilizing fundamental results for AM and scaling them for use in production?
- What are the roadblocks that hinder the scaling of AM technologies into production and use in systems?
- Do any of these roadblocks represent issues that can be best addressed through additional fundamental research?
- What are future applications, markets, and industry partners that may leverage the fundamental research and scale it into production?
- What measurements of quality or systems are appropriate that correlate computational and analytical methods to practical implementation?
- Which AM software architectures and databases can be used for AM model development?
- How can careful design of validation experiments for model validation, uncertainty quantification, and in situ process monitoring be incorporated?
- Can software be developed, integrated with precision engineering, and integrated into engineering work flow?
- Are there drivers to integrate computational simulation and advanced optimization methodologies to enable unique AM design?
- What opportunities exist for public-private partnerships to advance high-performance computing (HPC) capabilities for AM? How should these partnerships benefit from shared technological advancements?
- Do processing standards change with an analytical and mechanistic model approach to implementation of full-scale AM?
ADDITIVE MANUFACTURING:
CAPABILITIES, CHALLENGES, AND THE FUTURE
Yung C. Shin, Purdue University
Yung C. Shin began by emphasizing that the many AM processes—powder-bed fusion (e.g., SLS, EBM, DMLS), directed energy deposition (e.g., laser), material extrusion (e.g., FDM), vat photopolymerization (e.g., SLA, 2PP), binder jetting, material jetting (e.g., MJM), and sheet lamination (e.g., laminated object manufacturing, ultrasonic)—offer significant opportunities to embark on new frontiers of manufacturing. In addition to the capability of building three-dimensional functional parts from CAD drawings in one step, AM offers the opportunity to synthesize novel materials and gradient structures that cannot be made by conventional processes. He explained that AM processes can impart local properties as needed, thus offering new concepts of design, while allowing on-demand manufacturing without traditional inventory constraints. These processes can also provide individual customized products with little or no added cost and lead time.
However, he noted that there are lingering issues that must be resolved. The first is determining the path for utilizing fundamental results for AM and scaling them for use in productions. Another issue is the need to understand which roadblocks hinder the scaling of AM technologies into production and use in systems, as well as whether any of these roadblocks
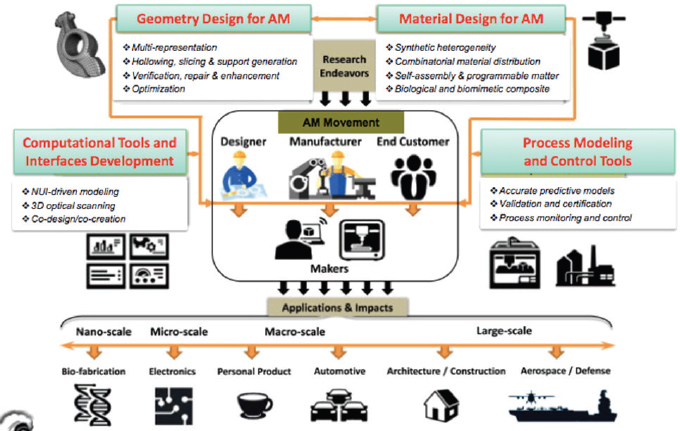
represent problems that can be best addressed through additional fundamental research. Also, he wondered about future applications, markets, and industry partners that may leverage the fundamental research and scale AM into production. He referenced the many facets that go into an AM workflow, including the geometry design, computational tools and interfaces development, material design, and process modeling and control tools. These complex factors are illustrated in Figure 5-1.
AM has many application areas, especially when combined with functional materials like the shape memory alloy Nitinol, which can be used in biomedical field applications to make orthopedic implants, medical stents, orthodontic wires, bone plates and screws, and surgical devices, Shin explained. It can also be used for aerospace applications such as sensors and actuators, as well as for other applications such as vibration dampers and vibration isolators. He stated that these materials can be made by mixing different powders to be used with directed energy deposition, applying a post-build heat treatment, and then formulating the application. This allows porosity and density control while creating a functionally-gradient material.
Bulk metallic glasses (BMGs) are one example he gave of new material synthesis. BMGs have a suppressed nucleation of crystalline phase atomic arrangement that results in superior properties (e.g., strength, hardness, wear, and corrosion resistance), according to Shin. BMGs combine high yield strength with elastic limit and have excellent resistance to wear and corrosion, but they have limited glass-forming ability, fracture toughness, and ductility and failure strain (Telford, 2004; Miller and Liaw, 2008). He noted that the material phase can also be controlled to have a partially-amorphous and partially-crystalline material to improve its ductility while retaining the advantageous features of BMG.
Another application area Shin described is the remanufacturing of gas turbine blades. These expensive parts are subjected to difficult operating conditions (e.g., temperature, velocity), and they often experience expedited erosion of the external protective barrier on the blades and increased vulnerability to abrasive effects of ingested particles. AM can be used as a cost-effective alternative to repair defective blades and improve performance.
Shin described several roadblocks that hinder the scaling of AM technologies into production and use in systems. Current design tools and material design capabilities for AM are inadequate, he stated. Also, different AM processes involve different materials and mechanics. He emphasized that the lack of accurate and reliable predictive computational tools is a problem, especially since these tools should be capable of predicting resultant
microstructure, phase, density, form accuracy, finish, residual stresses, and other mechanical, chemical, and thermal properties. The lack of validation and certification standards (for physical and numerical results) and a mostly open-loop process control also pose challenges, as do the long build times that require the process throughput improvement.
Geometry design for AM is challenging. Shin explained that most CAD systems are currently based on boundary representations and tools for topology optimization with local material properties that are lacking. The use of a stereolithography (STL) file format is difficult because it does not fully support AM processes, he commented. In addition, it is difficult to design with multi-materials or by embedding foreign objects (e.g., hybrid processes).
He also described challenges with material design for AM. Current design practice is limited to the shape of the given material, and few material choices exist for AM. He explained that both complex structural design with optimized design performance and multi-material modeling for heterogeneous objects are needed.
Process modeling for AM is also challenging. For example, he noted that various AM processes involve different physical mechanisms and
materials, making it difficult for a small group of researchers to have necessary expertise in all areas. AM processes require more process parameters than traditional manufacturing processes. Currently no simulation system exists that can be used directly by AM developers and users, Shin said. In addition, existing computational models are not suitable for iterative or real-time design since they are too intensive computationally and because AM research on process modeling is currently fragmented.
Multiscale modeling of laser-based AM processes is complex, involving material and laser inputs and modeling of heat and mass transport (e.g., laser–matter interaction, heating, cooling, melting, solidification, and evaporation). Changes such as solid-state phase transformation and dendrite growth must also be considered. Outputs of these types of analysis include system geometry and properties relating to the microstructure, material phase, strain, and stress. These analyses span multiple scales, from the atomistic scale (e.g., phases, compositions), to the microscale (e.g., microstructure, porosity), and to the macroscale (e.g., heat and mass transport in melt pool).
Trade-offs between model predictive capability and computational effort must be understood well and balanced effectively, Shin emphasized. The computationally intensive nature of these simulations can be addressed by increased parallelization or by reducing the complexity of the physics modeled. However, he cautioned that oversimplification of simulations can reduce model accuracy. By better utilizing multiscale modeling, such as atomistic modeling, to achieve critical material properties at various conditions, the challenge of doing material design and prediction capability with numerous simulations for optimization is eliminated.
The path for utilizing fundamental results for AM and scaling them for use in productions, Shin explained, relies on new design tools for AM. This includes multiscale design that connects the nanoscale, mesoscale, and macroscale. The high-dimensional volume or voxel-based approaches to represent complex geometries and multiple materials with process parameters embedded could be particularly helpful. He stressed that model validation and printability checking are crucial steps. Process validation models can be approached by taking an AM process simulator that outputs microstructure features, materials physics, phases, properties, and stress and strain distributions. These outputs are then used as inputs for a multiscale finite element solver. The finite element model then creates inputs for virtual experiments. He commented that topology optimization will likely be beneficial as well.
Scalability can also be improved by advancing research in material design for AM, Shin stated. An approach he mentioned is engineering material properties via combinatorial material distribution or microstructure control, including multi-material modeling and heterogeneous multifunctional design. Other important areas that should be advanced, he said, are the capabilities for functionally-gradient material, new material synthesis, self-assembly and programmable matter, and biological and bio-mimetic composites design.
He reiterated that process modeling, validation models, and monitoring and control for AM are important. It is necessary to develop a better understanding of the basic physics for various AM processes, for which multiscale modeling is needed. Mechanisms for longer-term collaborative efforts among researchers or between academia and industry to develop robust, accurate, and efficient process models for various AM processes should be established, he explained. This includes national level consortia for AM process modeling (that can be divided into process specific ones) and a repository or database for material selection, properties, or response surfaces. Shin argued that the community needs standards for certification and validation of AM processes, robust and reliable in-process monitoring, and closed-loop feedback control methods. Shared high-power (parallel processing) computational resources would also be helpful.
Shin discussed some future applications (e.g., high performance products with localized properties, geometric complexity, embedded sensors, electronics, and actuators) that may leverage the fundamental research and scale it into production. He also noted that AM holds potential in remanufacturing, multiscale products, customized products (e.g., implants and prostheses), tooling, fixtures, rapid prototyping, and education.
SOFTWARE ARCHITECTURE, DATABASE DEVELOPMENT, AND MODEL VALIDATION: TOWARD A COMPUTATIONAL BENCHMARK IN ADDITIVE MANUFACTURING
Lyle E. Levine, National Institute of Standards and Technology
Lyle E. Levine opened his presentation discussing what measurements of quality or systems are appropriate that correlate computational and analytical methods to practical implementation. Conventional alloys, he explained, have many decades of experience and study, controlled composition and microstructure, known thermal and deformation history, and
well-understood properties and failure behavior. Conventional manufacturing is viewed as having controlled dimensions and surface finish with relatively few material or build flaws. In contrast, AM alloys have uncontrolled microstructures (e.g., phases, grain sizes, texture), large stresses (both macro and micro), extreme compositional gradients, reproducibility issues, and build flaws. He emphasized that dimensional accuracy and precision depend on the geometry, macroscale stresses, and difficult features. The mechanical behavior of a final part (after any post-build processing) also depends on the microstructure and local stresses.
Software architecture and databases for AM model development were also discussed. Levine explained that micro-level build multiphysics simulations can feed into macro-level build simulations. The output from the macro simulation serves as inputs for both the macro residual stress simulations and the microstructure evolution models, both during and after the build. Micro residual stress simulations take inputs from the microstructure evolution models and produce outputs that inform material property predictions.
Careful experimental design for model validation, uncertainty quantification, and in situ process monitoring is important, Levine noted. In situ process monitoring, such as thermography, secondary laser probes, and in situ X-ray fluorescence and diffraction can all provide useful information. Thermography, he explained, can be used as a validation method for challenges such as determining the “true” object temperature and utilizing appropriate model parameters (e.g., physics inputs and material and simulation parameters). Levine stated that dimensional accuracy and precision can be assessed using standard test artifacts, direct dimensional measurements, round robins, standard test method development, and macroscale residual stresses measurements. He noted that macroscale residual stress measurements can also be used as validation methods while microstructure characterization and microscale residual stresses can run into unexpected problems. Also, mechanical behavior of the final part after any post-build processing could be assessed by exploring the microstructure characterization and microscale residual stresses and by utilizing mechanical testing (e.g., tensile, fatigue, and fracture).
He cautioned that many pitfalls exist with predictive simulations. Macro-scale stresses can affect part shape. Local stresses can affect microstructure evolution, and local composition gradients can affect microstructure evolution. He stressed that predictive simulations need improvement in these and other areas.
Software development, integration with precision engineering, and integration into engineering workflow are also important. He stated that software can be separated into three categories:
- High-fidelity, physics-based simulations to train computationally faster engineering simulations;
- Pre-build engineering simulations to identify potential build problems (overhangs, thin walls, etc.) and design specific AM build process (run before each new build); and
- Rapid, real-time, simulations for in situ adjustment of build parameters—requires feedback loop with in situ process monitoring (e.g., temperature profile, melt pool width).
He suggested that a conference series focusing on simulations for AM with computational benchmarks as a key component could benefit the community. In particular, this could be modeled after the NUMISHEET benchmarks.1 Possible topics for discussion could include the following: single laser trace on single powder layer of known composition and size distribution (e.g., melt pool width and geometry, spatter size distribution and ejection velocity distribution, and phases present), right angle intersection of two walls (e.g., part geometry and distribution of stresses), and overhang geometry.
A DIFFERENT PERSPECTIVE ON SCALABILITY AND PUBLIC-PRIVATE PARTNERSHIP
Anthony DeCarmine, Oxford Performance Materials
Anthony DeCarmine opened by explaining that drivers to integrate computational simulation and advanced optimization methodologies to enable unique AM design exist; however, the promise of AM cannot be properly realized without the fusion of mature simulation systems and optimizers to foster migration from conventional design methodologies to a new paradigm. As it stands, few tools currently exist that enable design function to best utilize the freedoms of AM. These freedoms defeat the usual limiting assumptions of current design methods and software implementations. Current efforts from the CAD software industry reveal
___________________
1 The website for NUMISHEET is http://www.numisheet2016.org/, accessed August 18, 2016.
acquisitions to create unions of design and analysis suites (e.g, AUTODesk with WithinLabs and ANSYS with SPACECLAIM) to achieve depth in design capabilities.
He speculated that advances in high-performance computing (HPC) capabilities for AM will likely only be brought to practical fruition by a public-private partnership because there is a lack of generally usable tools and appropriately-designed codes. He also stated that software vendors are not prepared (or perhaps not willing) to migrate. A possible pathway is in software-as-service running on a shared HPC platform (such as a private cloud) or as a distributed system (e.g., SETI). He emphasized that many would-be HPC groups exist with little to no practical outcome for commonplace activity due to a lack of migration path for the developed HPC tools. Ownership of data sets, algorithms, code, and computing capacity are important considerations for partnerships. Another consideration is how (or if) to monetize the work product. He suggested that partnerships could be the home of shared services, which he described as relatively protected from market forces that drive current software business models, and could serve as licensers of developed technology.
In the general market, DeCarmine stated that there seems only to be machine makers’ directives to run materials using captive or proprietary processes, which defeats the purpose of applying common or objective rules such as processing standards. This would suggest that an open or open-source approach would affect the situation positively. Unfortunately, all else being equal, the more open the AM machine system, the less likely there is to be any methodological process. He emphasized that any approach based on science would be an improvement to the general user base. An example of useful science would be the creation of a valid statistical performance basis, which provides material performance data to physically substantiate the output of HPC systems.
DISCUSSION
Yung C. Shin, Lyle E. Levine, and Anthony DeCarmine participated in a panel discussion following their presentations, which was moderated by Slade Gardner from Lockheed Martin Space Systems Company. A national laboratory participant commented that no single U.S. entity has the expertise and financial ability to make fast and significant gains on its own; therefore, collaboration (possibly through public-private partnerships) would be helpful if the hurdles could be overcome. DeCarmine agreed that
the challenge is in overcoming the hurdles. He noted that many groups in industry would be interested in contributing to a collaborative effort. Shin added that academia needs to engage in these collaborations but he worried that ownership of the outputs would pose a challenge. A participant said other models of public-private partnerships may provide some guidance, in particular the Fraunhofer Institute’s system where funding is split between private sources and the German government. Another issue concerns the circumstances under which universities can participate in intellectual property relationships with industry. A participant from a national laboratory commented that there is a long history of successful public-private partnerships at NIST, and a first step would be to develop a consortium to outline key problems that need attention. Levine responded that the consortium approach is common in metal research areas, aiming to bring together industry and other researchers to solve some of the most pressing problems. An incentive put in place to participate in the consortium was to allow results generated by the consortium to be used by participating groups several years before they were available to outside groups. An academic participant referenced a collaborative effort he took part in that incentivized industry involvement by structuring one-on-one time during which industry representatives could gain individualized insights from focused academic researchers. He also noted that bringing noncompetitive industries together can prevent some conflicts.
A university participant asked about the lack of topology optimization accounting for local properties. Shin noted that topology optimization currently focuses on geometric optimization, but AM allows for materials to be tailored; therefore, materials and material properties can be optimized as well. The participant noted that some of this capability is available in existing codes.
A participant commented that a challenge of high-fidelity physics modeling is understanding and having confidence in material properties, and he wondered what NIST and other standards groups could do to help industry in this area, possibly in terms of calibration. Levine said that calibration standards are a common request across many research areas but unfortunately NIST does not have the capability to address all of these areas. He noted that suggestions are always welcome. One area of active interest at NIST is calibration standards for thermography. Developing a single reference standard is an involved process that can take 5 to 10 years, millions of dollars, and a team of experts. A participant commented that high temperature properties are an active area of interest, including devel-
oping a database of interatomic potentials. Levine responded that simulations are often not thought of as standard references but this is changing, especially with density functional theory that can quantitatively validate interatomic potentials.
A participant from a national laboratory asked for clarification on what goes into designing for AM. Shin replied that this is essentially taking advantage of the unique capabilities that AM provides to modify the design process (e.g., specifying local densities, stiffness, or thermal conductivity). These additional degrees of freedom can be used to optimize shape and performance of parts. Slade Gardner commented that Lockheed Martin has begun creating a design handbook for AM. While this has been challenging, he stated that the primary objective is to expand design for conventional manufacturing approaches.
In response to a question from the audience, DeCarmine explained that Oxford Performance Materials is a technology development company working on polymer systems. A participant commented that material supply has not been optimized for AM and few groups, with the exception of Oxford Performance Materials, are working on this area. Levine and Shin agreed, noting that using existing materials can lead to problems in AM. Levine emphasized that the economic hurdles to getting these new materials are perhaps more challenging than some of the technical constraints.
A national laboratory participant agreed that Levine’s suggestion of having a benchmark for computational fluid dynamics would advance material development. Wing Kam Liu agreed and emphasized that this should be an international and collaborative effort among academia, industry, and government. Levine suggested that a first step would be to bring together a group of researchers with AM expertise to define the key challenges and identify relevant participants.
Another participant noted that topology optimization is an active research area, including multifunctional and multi-material structures, uncertainty, accuracy, feature control, overhang structure, and support design. He wondered if standards for design would be reasonable for these areas. A separate participant noted that GE has an active topology optimization program.
A participant commented that physical standards have been discussed in depth but wondered what is being done to control and manage the digital information behind physical products. Shin stated that an STL file format is typically used but agreed that more research and standardization is needed. DeCarmine noted that the ASTM F42 Committee approved a new extended
file format based on a combination of STL and Extensible Markup Language (XML) that provides markup tags that can demark elements into categories (e.g., by color, texture, material). However, no machines or software manufacturers are using this new format, and some companies are developing separate file formats. He also commented that digital rights management is a challenge. A participant commented that industry groups are working on this and have partitioned the file such that only a small portion is on an individual computer at a given time.
A participant commented on public-private partnerships, noting that the vast majority of attendees at this and similar workshops are already part of some consortium on AM. These existing relationships can be used to advance many of the issues raised in this workshop.
SCALABILITY, IMPLEMENTATION, READINESS, AND TRANSITION
Rainer Hebert, University of Connecticut
Rainer Hebert explained that the powder-bed metal AM work discussed in his presentation was done in partnership with Pratt & Whitney through a joint laboratory at the University of Connecticut and in collaboration with United Technologies Aerospace Systems. He explained that the equipment included both available commercial powder-bed equipment and a new test bed (in design phase), as well as characterization equipment (including FEI Center). Also, the practical hands-on experiences were conducted as team projects with computational materials colleagues,2 focusing on density functional theory calculations and molecular dynamics simulations.
The path for utilizing fundamental results for AM and scaling them for use in productions is complex, he explained. There are three types of fundamental results: modeling (e.g., atomic level, macro-level), theory (e.g., heat transfer, materials theory), and experiments (e.g., controlled input variables). Scaling up depends on either utilizing multiple machines of the same type or increasing build volume and throughput, both of which rely on multiple machine operators. He noted that variations in input (e.g., from machines, processes, or materials) cause variations in AM part properties (e.g., microstructures) that need to be minimized.
A key role of fundamental studies and results is to reduce variations in outcome variables while also meeting specifications, he explained. This can
___________________
2 Colleagues include Pamir Alpay, Avinash Dongare, and other professional staff.
come in the form of fundamental studies to characterize variations in input variables or to quantify relations between input and output variables. To do this, the impact of processing and materials parameters has to be measured. Even those that do not have a measurable impact may still be useful when constructing new machines, Hebert noted. The sensitivities of important parameters (e.g., those relating to defect formation, microstructures, and machine robustness) can be used to determine the accuracy, resolution, and positions to make best use of the machines for production data.
Various combinations of theory, experiments, and simulation are needed for different areas of AM. Theoretical approaches may draw from laser theory, laser-material interactions, heat flow theory, theory of thermophysical properties, solidification (e.g., phase selection, microstructure changes, phase transformations), surface chemistry, and welding theories (e.g., spatter). Experimental approaches include laboratory experiments (e.g., laser optics such as beam characteristics and beam path control, raking) and thermophysical measurements (e.g., conductivity, specific heat, wetting angles, surface tension, viscosities, sensors, and feedback control). Applicable simulations include powder flow, Lattice-Boltzmann, density functional theory, molecular dynamics modeling, solidification modeling, and phase-field modeling.
In the short term, Hebert commented that identifying important machine, processing, and materials parameters will be a research focus. Once this is better understood, information about the microstructures and defect formation will be more easily approached. He then described six major roadblocks that hinder the scaling of AM technologies into production and use in systems:
- Incomplete understanding of relations among materials and processing parameters, machine characteristics, and part properties and variations poses challenges. He emphasized that individual phenomena that occur during AM processes are known qualitatively but correlations and quantitative predictions for the overall process remain formidable tasks.
- Process transparency is difficult with some machines, especially where machine parameters are opaque and hard to integrate with modeling, and beam motion settings are not known in detail.
- Manual calibrations that some machines require create issues. While the trend is toward automated calibration and alignment routines, questions about alignment and calibration accuracies and precision will remain.
- Machine sensing tools have limited capabilities to measure AM processes in situ as well as limited understanding of what exactly needs to be sensed and measured and at what resolution.
- Fast machine evolutions are challenging when updates in software and hardware are not aligned with timelines for AM qualification.
- Some drivers to promote scaling of AM technology are counterproductive for demanding applications.
There is a drive to sell and improve machines and Hebert suspects this will be accelerated when intellectual property claims expire. He stated that roadblocks 1, 4, and 6 could be addressed through additional fundamental research. This research could be partitioned into work in materials, modeling of processing aspects, experiments, and AM machines. He also noted that materials data specific to AM is needed from experiments, first-principles calculations, and simulations, including information on surface tensions, viscosities of liquid alloys, impurity effects, specific heats, thermal conductivities, and absorption coefficients. The modeling of processing aspects is also needed, including more thermodynamics and kinetics theory and Lattice-Boltzmann simulations. Macro-level heat flow theory would benefit from modeling of processing aspects such as powder raking and heat flow fluid dynamics and theory. Experiments could be used to physically simulate aspects of the AM machines and processing (e.g., raking, laser optics, powder particle melting, atmospheric effects) and improve machine control aspects, hopefully improving feedback capabilities in the future. He stated that AM machines would benefit from enhanced sensing capabilities (e.g., thermal measurements at frequencies > 1 MHz, with a heat source finder).
Hebert then discussed future applications, markets, and industry partners that may leverage the fundamental research and scale AM into production. His first example was with hybrid materials that apply different materials during one process and are often used for metal-ceramic combinations for energy applications (fuel cells), sensing applications, and coatings. Markets for these materials include energy, aerospace, and biomedical areas. He explained that fundamental research in these materials includes multicomponent diffusion, phase transformations, interface chemistries, and microstructures.
New materials specifically developed for AM applications, Hebert explained, would result in components with improved properties and could be used with high-temperature structural applications or light-weight appli-
cations, for example. These materials are particularly relevant to aerospace, automotive, and transportation markets and industries producing materials. However, fundamental research in alloy development for AM, thermodynamics, kinetics, and phase diagrams is needed.
Supporting products for AM would also benefit from additional research as industries gear up to support the transition of AM into production. From the obvious (e.g., powder) to the unsuspected (e.g., electron microscopy), the transition of AM to new applications and production levels seems to spur developments in supporting applications. Applications include measurements of AM machines and of AM-produced parts, as well as control of AM machines. Precision engineering and software markets are likely contributors with software companies offering simulation software for traditional processing and manufacturing of analysis equipment (e.g., thermal, optical, microstructure). More research is needed for the products emerging from the relevant industries that are used intrinsically for fundamental AM research.
In terms of the timeline for these research areas, he suspects that work in supporting products will continue in the short term and hopefully advance research in hybrid materials and new materials in the intermediate (5 years) and long terms (10+ years), respectively.
In conclusion, he commented that while fundamental research can be turned off instantaneously if funding is stopped, it cannot be turned on instantaneously because it takes years to build up expertise. Some of the fundamental research relevant to AM has been neglected for many years (and even decades in some cases) and it is unclear if it is still available in the United States. He also noted that a massive effort is required to stem the challenges for transitioning AM into production. The strong focus currently on the bridge from scientific research to engineering may be underestimating the real issues for transitioning AM into production.
TESTING, ACCURACY, AND BEYOND
Alonso Peralta-Duran, Honeywell International Inc.
Alonso Peralta-Duran began by explaining that he and his collaborators3 are interested in components built with various part complexities and
___________________
3 Collaborators include Honeywell (J. Neumann, H. Deutchman), ESI (M. Megahed), QuesTek (J. Gong, D. Snyder, G. Olson), Sigma Labs (M. Cola), and SwRI (M. Enright, J. McFarland).
functional testing substations ranging from rig to engine testing. He showed several examples of build outcomes to illustrate issues that can arise with AM, including porosity, cracking, and residual stresses, noting that capturing these behaviors in simulations is challenging. He gave an overview of the measurements of quality that are appropriate to correlate computational and analytical methods for practical implementation. The manufacturing requirements and controls are driven by and need to be commensurate with the design intent. For the most part, the requirements for components tend to be functional, dimensional (e.g., accuracy of the process, distortion due to the process, surface finish capabilities of the process), and service-life related (e.g., failure modes, material defects, material microstructure and phases, and grain size).
Computational methods must have the capability to simulate the process accurately, he emphasized. This includes replication of the process (e.g., following the laser to simulate the melting and solidification), deformation during the build to predict dimensional qualities of the process, and surface roughness. Surface roughness, he noted, is a function of the build layer thickness, the powder size distribution, the randomness of the powder spreading, the laser beam diameter, the hatch spacing, and the laser power.
Developing software architecture and databases for AM model development relies on establishing software requirements for the melt pool (e.g., modeling the power size distribution; powder spreading; laser and powder interaction; computational fluid dynamics for melting and solidification, heat transfer, and Marangoni forces; defect generation such as porosity and micro cracking; and microscale residual stresses), structure (e.g., modeling the macroscale residual stresses and deformation), microstructure (e.g., model the material microstructure evolution including phases, grain growth, and defects), and properties (e.g., yield, ultimate, fatigue, crack growth, creep, and environmental effects). Location and orientation-specific prediction capabilities also play a role. He stressed that software may be self-standing or integrated, but information must be shared.
He emphasized that more information about material properties is needed for use in computational models, including information about how materials behave from room temperature to boiling point, while in non-equilibrium conditions and under extreme operating conditions. He noted that experiments are needed to verify the relevant physics of the process, including laser scribing and melting on solid and on powder, at various processing conditions, for simple to complex shapes to determine deformation.
Peralta-Duran stressed the importance of experimental design for model validation, uncertainty quantification, and in situ process monitoring. He gave examples of some areas where this could be helpful, including laser power and size calibration, melt pool shape, pyrometer temperature measurements, build conditions, and residual stress. He also emphasized the need for software to be developed that can integrate precision engineering and engineering workflow. In particular, he highlighted two key realms of interest:
- High-fidelity, physics-based simulations to simulate the process at the microscale and understand differences between build conditions and between geometrical differences; and
- Computationally faster engineering simulations for component and structural simulations based on high-fidelity models.
He stressed that location-specific material properties need to be integrated into current finite element codes and analysis and that manufacturing groups need to be engaged in future developments.
COMPUTATIONAL SIMULATION AND ADVANCED OPTIMIZATION: THE KEY ROLE OF PUBLIC-PRIVATE PARTNERSHIPS IN SCALABILITY
Tahany El-Wardany, United Technologies Research Center
Tahany El-Wardany began with an overview of United Technologies Research Center (UTRC) where she and her collaborators4 partner with other business units within United Technologies, including Pratt & Whitney, Sikorsky, UTC Building and Industrial Systems (Otis and UTC Climate, Controls, and Security), and UTC Aerospace Systems. Each of these business units is focused on separate technologies, which incentivizes the use of multiple AM approaches (e.g., AM with cold spray, wire arc, laser powder-bed fusion, laser powder deposition fusion, and electron beam melting). UTRC aims to define new frontiers, codevelop technologies, solve tough problems, serve as a hub for technical interchange, leverage a global network of innovation, and monetize UTC intellectual property. She explained that UTRC develops multiphysics, multiscale models for
___________________
4 Collaborators include Ranadip Acharya, Sergey Mironets, Matthew Lynch, Vijay Jagdale, Ken Smith, G.V. Srinivasan, Alex Staroselsky, John Sharon, and Bill Tredway.
advanced manufacturing technologies with the goal of improving product quality, performance, and cost.
She discussed drivers to integrate computational simulation and active operations management. Three major challenges in the AM process include distortion, origination of defects and microstructure and their effect on fatigue, and defects. She posed two considerations:
- At what point are material properties more influenced by defects than by the microstructure (e.g., grain size and orientation, anisotrophy)?
- To what extent does the initial microstructure from AM processing impact the properties of the final post-processed component?
Leveraging and integrating tools to get the best possible product is a challenge. The goal is to predict the right process parameters of the first part while optimizing process parameters, geometrical accuracy, mechanical and metallurgy properties, building time, and cost. However, El-Wardany described some near- and long-term development and integration efforts that are still needed, including the following:
- Material models
- — Near term: powder characteristics and representation
- — Longer term: physical properties, thermal mechanical behavior, metallurgy and rheology, and layout of functional grading in materials
- Design
- — Near term: part geometry, support structure
- — Longer term: no support structure
- Process physics
- — Near term: multiphysics simulation of AM process, energy source representation and interaction parameters
- — Longer term: possible onset and propagation of defects, part specific control of defects, interfacial characteristics
- Processing of geometric model
- — Near term: slicing and path generation, optimizing process through designed experiments
- — Longer term: tailoring of process characteristics for desired properties
- Equipment environment as model input
- — Near term: machine motion and scan parameters, chamber process atmosphere
- — Longer term: shape and characteristic angle of deposit, in-process monitoring, and closed-loop feed back
Several needs for advancing simulations are interconnected, such as designing a part for the AM manufacturing process, engineering materials for the design, and specifying and optimizing process parameters for material properties and design. Computational tools include part design and analysis (e.g., finite element analysis, computational fluid dynamics, level set, and multiphysics analysis), manufacturing characteristics (e.g., CAD and morphing), and material properties (e.g., multiscale simulations). She explained that optimization is also often done by linking codes and simultaneously considering design, manufacturing, and materials.
HPC modeling and simulation capabilities are essential for AM large-scale modeling, El-Wardany explained. She suggested that standards for HPC collaborations among universities, national laboratories, and industry are needed to advance the AM large-scale modeling of microstructure and material properties.
Also, she explained that opportunities exist for public-private partnerships to advance HPC capabilities, enhance the ability to add different constraints during the design stage of AM parts, and augment the computation of different multiscale phenomena and enable smoother coupling between them for large scale modeling that predicts material properties and mechanical behavior. Partnerships could also help facilitate the development and execution of high-fidelity models of complex features such as microstructure evolution during rapid solidification in AM, she stated. Integrated computational material engineering (ICME) and large data managements would also benefit from partnerships, as would technology transfer through the supply chain and into the aftermarket.
These partnerships stand to benefit from AM advancements, El-Wardany noted, especially with respect to developing the mechanistic understanding of materials behavior during layered manufacturing to enable unique design optimization, generating new commercial off-the-shelf tools that can be applied for microstructure and mechanical property prediction, developing preliminary design curves for new materials with minimum experimental cost, and linking materials and process models to support probabilistic design capabilities.
Future processing standards are also a consideration, she explained. She said that processing standards often change with each analytical and mechanistic model approach. The standards need to reflect the mechanical property models developed to support materials, processing properties relationships, and AM component design. The inclusion of a physics-based model in the process framework may improve the chance of the first part being produced correctly. She noted that real-time feedback control of the process model is required.
In conclusion, she emphasized that the evolving AM paradigm requires ICME and optimization with physics-based models and topology optimization. Concurrent hybrid processes can be implemented to include process monitoring, online inspection, feedback control, and virtual manufacturing workflow optimization.
DISCUSSION
Following their presentations, Rainer Hebert, Alonso Peralta-Duran, and Tahany El-Wardany participated in a joint panel discussion moderated by Anthony DeCarmine, Oxford Performance Materials. The first question came from a national laboratory participant who asked about the impact of large powder particles. Peralta-Duran responded that large particles impact the surface roughness for two reasons: the spreading of the large particles disrupts the melt pool dynamics, and the large particles may not melt entirely and therefore protrude from the surface.
A participant asked about the panelists’ experiences using multiple machines. Hebert responded that he and his collaborators use several different machines and have noticed differences in the robustness of the machines. It is difficult to do direct machine comparisons because they use dedicated powder intended for each machine.
A participant asked about taking manufacturing into consideration when doing topology optimization. El-Wardany responded that this is particularly important for some AM approaches, such as is the case with cold spray and its fixed spray angles. The parameters that need to be designed for include structural supports, surface finish, and available power. Another participant noted that reference material on design rules for AM processes would be helpful to guide researchers in these areas.
An online participant noted that many of the computational approaches discussed in the workshop have had long run times and wondered what faster simulation approaches show promise. A previous speaker commented
that differences between the faster and slower computations come down to explicit and implicit time integration. Much of the commercial code simulations are slower because the typical thermal problem requires implicit time integration to resolve the time scale of the phase change. Peralta-Duran commented that this is not always the case and modeling assumptions and decisions are often employed to simplify and therefore speed the computation. While this can limit predictive capabilities in some cases, he explained that these simplified simulations can be used to model many types of behaviors effectively. El-Wardany added that there is also the potential to expand these codes to solve a variety of problems, including physics problems.
A participant asked El-Wardany to elaborate on near-term material models for material characteristics being developed at UTRC. She explained that they developed procedures for powder and wire deposition characterization. They do not have models for powder deposition but they are using experimental data that can closely represent the powder behavior.
Another participant asked how to separate the base plate from the build and whether this induces stress or distortion. Peralta-Duran commented that Honeywell has been using wire-cut electrical discharge machining, which does not seem to induce notable stress or distortion.
An online participant asked about priorities for the process parameters. El-Wardany said the power velocity ratio (or power density function of the velocity) is usually the first parameter UTRC considers because it impacts the geometry. They then typically look at the hatch spacing. However, she noted that there are over one hundred variables and at least a quarter of them have to be accounted for in a model. Peralta-Duran added that the priorities depend on the model objectives.
This page intentionally left blank.






















