
3
Panel 2: Subsea Fastener Design Quality
The workshop’s second panel included four speakers who were asked to present on qualification testing and reporting of original equipment manufacturer (OEM)-designed mechanically fastened systems used in the offshore environment; processing steps for a subsea fastener cradle to grave, including subcontractor oversight, mechanical property testing methods, and data curves for the materials used in subsea fasteners; identification of the factors that affect the capability of fasteners to function properly; adequacy of nondestructive and destructive testing methods to assure quality of fasteners; human-systems interaction factors affecting fastener manufacturing and installation used in the offshore environment; and alternative fastener designs capable of improving the safety of all offshore drilling and pipeline selection.
HYDROGEN EMBRITTLEMENT AND HIGH-STRENGTH STEEL FASTENERS
Salim Brahimi, Industrial Fasteners Institute
Salim Brahimi is the director of engineering technology at the Industrial Fasteners Institute, which represents and advances the interests of the North American fastener industry and offers technical expertise, standards development, training on topics such as torque tension and the friction coefficient, and research support. Brahimi is also president of IBECA Technologies Corporation and research manager at the McGill Hydrogen Embrittlement Facility, and was recently appointed chair of ASTM International’s subcommittee on Fasteners, F16. Working
at the intersection of industry, academic research, and international standards, Brahimi specializes in two areas of HE: the susceptibility of high-strength steel and what effect coatings have on HE in those steels.
In his presentation, he delved into fastener characteristics, failure mechanisms and root causes, HE in subsea applications, relevant research findings, and the importance of a material’s microstructure.
Fastener Characteristics
Fasteners are used in nearly every imaginable industry and can be critical or noncritical. Considerations for critical bolts in subsea applications include numerous factors such as water pressure, low water temperature, strength of the material, corrosion and fatigue resistance, locking or anti-loosening ability, coating requirements, and thread formation. Some fasteners are used in self-drilling applications, where their high surface hardness makes them particularly susceptible to HE. This variety of criteria means that bolt design requires a range of expertise, and when failures occur, a broad spectrum of information is needed in order to pinpoint a root cause.
Fasteners in a bolted joint are tightened to their particular proof load or yield strength. Although sometimes fasteners are tightened to below their yield strength, it is increasingly common to push bolts to their over-elastic limit “to get more bang for your buck,” including on bridges and buildings.
There are four strength levels for fasteners: 400, 800, 1000, and 1200 MPa. 400 MPa/60 ksi are not heat treated and are low strength. 800 MPa/120 ksi are heat treated and made of carbon or steel alloy. 1000 MPa/150 ksi are heat treated and have a higher hardness level. 1200 MPa/180 ksi have a hardness above 39 HRC, are heat treated, and are made of steel alloy.
Across all industries, we see HE susceptibility at and above the 1200 MPa level for several reasons (although Brahimi noted he was excluding discussion of cathodic protection [CP]). First, the material’s high hardness level makes it highly susceptible to HE. Second, these bolts are used in critical applications, and so they are pushed to their stress limit in order to maximize load. Third, they are usually coated, which generates hydrogen internally. Finally, they are used in corrosive environments, which are also likely to generate hydrogen. Failures typically occur in the fastener’s underhead fillet, where the head meets the body, or at the highest thread, because these areas carry the greatest stress loads.
Fastener strength is an important issue, but Brahimi pointed out that whatever its hardness, a properly manufactured and heat-treated fastener should always have some degree of ductility. If a bolt hasn’t been tempered properly, it lacks ductility and can experience a brittle fracture (Figure 3.1). Consequently, a brittle fracture
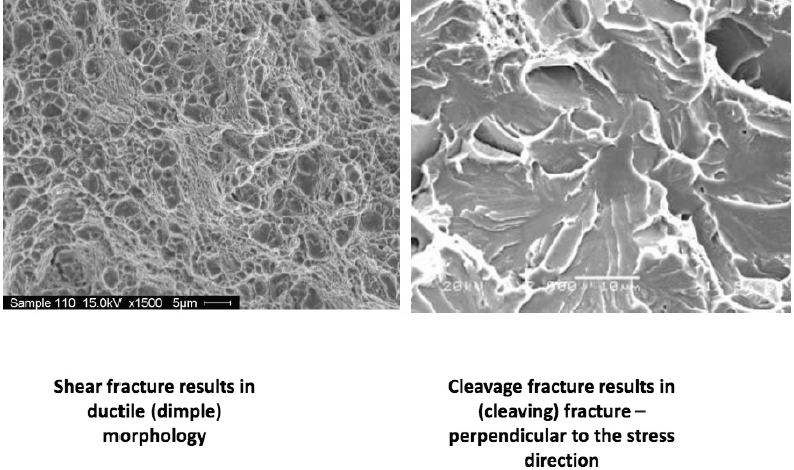
is an indication that the material was treated improperly, Brahimi said, noting that in his experience, improper processing has been the root cause of many failures.
To emphasize this point, Brahimi detailed several fastener failures:
- In 2013, anchor rods on the San Francisco-Oakland Bay Bridge failed. After lengthy studies, the root cause of the failure was determined to be subpar material. The material actually met the required standards, but the standards themselves were too loose and, in this case, poorly applied given the large diameter of these fasteners. The rods therefore lacked a uniformity of both microstructure and mechanical properties and therefore had abnormally high HE susceptibility.
- Fasteners failed in the Leadenhall Building in London in 2014, and the investigation concluded that 70 percent of the roughly 4,000 bolts in use were above the specified maximum hardness levels. A closer look at the microstructure of these bolts revealed that they were poorly made and thus defective.
- Several components, including bolts, failed due to fatigue on a drilling rig in an open pit mine in 2008, causing one fatality when the rig collapsed. The initial blame was leveled at zinc electroplating on the fasteners, which
-
can lead to HE, but years of testing and validation determined that the root cause was poorly designed bolted joints.
- Gate valves in a natural gas distribution network, which are supposed to last for years or even decades, failed in one case because the bolts installed on them were too high strength. The manufacturer used higher-strength fasteners to increase clamp load, even though the same effect could have been achieved using a less hard bolt that was properly installed. These unnecessarily high-strength bolts failed because the higher strength increased their HE susceptibility.
- Case-hardened screws, used in several applications, illustrate how the material, stress loading, and environment intersect (as in the Venn diagram referred to throughout the workshop) to cause cracking, Brahimi said. These screws have a surface hardness of roughly 55 HRC because they bore through material like a screwdriver, although their core hardness is in the 37 to 38 HRC range. This hardness makes them very susceptible to HE, and they are zinc electroplated, yet they rarely break because they are not used in very stressful applications. A small change in their application could shift the “stress” circle of the diagram toward the others, resulting in HE, but they generally function well.
HE in Subsea Fasteners
Brahimi then turned to the role of HE in subsea bolt failures. He explained that there are two sources of hydrogen in HE: internal and environmental. Internal hydrogen embrittlement (IHE) is when hydrogen is introduced via electroplating during processing and then sealed in by a coating. Although tempering the material removes all the diffusible hydrogen, electroplating and coating happens after tempering and so hydrogen can be recreated in these steps.
Environmental hydrogen embrittlement (EHE) results from corrosion and can be a natural result or from an applied coating. A sacrificial coating on a fastener, typically zinc, generates more hydrogen in service than no coating. While the coating is supposed to prevent corrosion and thus hydrogen generation, Brahimi said, it can instead generate hydrogen from its interaction with the CP current. Protecting against natural corrosion is a good idea, but if the material is HE susceptible, it isn’t enough.
When a failure occurs, it’s important to note how long that fastener was in service, because that can illuminate the source of the hydrogen, Brahimi said. IHE failures generally occur within 24 hours of installation. If the bolt was in service for longer, it is more likely to be EHE, perhaps from corrosion or CP. CP, he noted, is a wild card because there’s so much variation in how it functions in the field.
Material susceptibility to hydrogen is essential to consider when analyzing
failures and is the first question Brahimi asks when he starts an investigation. Above 180 ksi or 39 HRC, the material is susceptible and shouldn’t be in use at all. Below those levels, fasteners normally don’t fail because of HE, so the next step is to examine manufacturing processes, material condition, and material quality.
Fully mapping a fracture surface and determining if the crack was ductile or brittle provides clues as to how the crack progressed. Many failures are misdiagnosed because this mapping isn’t conducted, and HE or stress corrosion cracking is labeled the “cause of the failure” as opposed to the “root cause.” HE is a failure mechanism, Brahimi emphasized, not a root cause. In Brahimi’s experience, the root cause is either a design issue in susceptible material or a manufacturing issue in nonsusceptible material.
Pointing to his variation on the Venn diagram noted throughout the workshop, Brahimi proposed that material condition is the fundamental factor in HE and that the other two factors, stress and hydrogen (internal or environmental), are merely the triggers. The material of the bolt is what ultimately determines its fate, he said. As long as it is not susceptible, even large amounts of hydrogen or stress will have no impact. He also noted that HE is a slow process. It takes time for hydrogen to diffuse and degrade a material.
Research Results
Susceptibility to hydrogen damage depends on two things: the material’s mechanical properties and its metallurgical structure. To study these characteristics, investigators first observe how a material behaves in the absence of hydrogen and then how it behaves when hydrogen is introduced. Susceptibility is characterized by “threshold stress,” which is a measure of how much stress a susceptible material in the presence of hydrogen can handle without ever cracking.
Measuring threshold stress, such as with a bending load frame test with a step-load pattern or a slow-strain rate test, can help us better understand material susceptibility. The experiments are similar to using CP, where after a baseline is established, they impose a potential, control the current density, and then start introducing hydrogen. The threshold stress level is different for every material, and there is not yet an effective way to model or predict it.
The reason Brahimi’s team was interested in this research is because the current standards don’t dictate what material to use, such as a steel’s grade or type, but rather what broad mechanical properties are required. Manufacturers select their material according to their equipment’s capabilities, because the hardness standards can be met through a variety of materials or manufacturing methods.
Over the course of years of these experiments, Brahimi and his team have compiled a large amount of data. They manufactured several hundred bars out of ten different materials to four different hardness levels. At high charging condi-
tions (where there is a lot of hydrogen) the material is brittle, but as hydrogen is reduced, ductility becomes the greater issue. These results, Brahimi said, confirmed their suspicions that strength has a first-order effect: The higher the strength, the higher the susceptibility.
While the data do not fit the line exactly, they fit much better when segregated by alloy, meaning that the type of alloy makes a difference. Alloys vary chemically, so even if they are manufactured to the same hardness, they are still quite different at the microstructure level, and those differences have a second-order effect, Brahimi said.
Another research area Brahimi has examined is zinc electroplating, which is considered to increase IHE. In one experiment, Brahimi took two alloys—4135, considered the most HE susceptible, and 4340, considered the least—and zinc electroplated them in order to see whether HE susceptibility was affected. At a hardness below 39 HRC, the material wasn’t compromised, but above 39 it was, although this effect was different in the two alloys. In other words, below 39 HRC the material can tolerate higher hydrogen amounts without degrading their strength.
After conducting this research, the team noticed two ASTM standards that contradict each other. ASTM B633 (2007) mandates that anything harder than 31 HRC has to be baked. Yet F1941 (first published in 1999) says that material under 39 HRC doesn’t have to be baked. Every day, Brahimi noted, millions of fasteners below 39 HRC are zinc plated, not baked, and don’t experience HE.
The team ran the same experiment with a high CP charge, generating much greater amounts of hydrogen. They saw similar behavior in the alloys, except the ductile-brittle transition where HE is more likely was at 35 HRC. Again these experiments show that fasteners below 39 HRC with a metallic coating don’t fail under normal circumstances, although Brahimi cautioned that he wasn’t closely examining CP.
Microstructure
Brahimi noted that his research uses materials created via ideal, tightly controlled manufacturing processes, resulting in a uniform microstructure. While the industry may assume that all fasteners are made this way, the unfortunate reality is that they are not, and when bolts fail it is usually because of an imperfect procedure affecting the uniformity of the microstructure, Brahimi said.
Nonhomogeneity of a metallurgic structure can result from poor heat treatment, incomplete martensitic transformation, unintended carburization, or impurities in the steel. These vulnerabilities cause unexpected failures and would be revealed via a Charpy test, which is especially effective at identifying defective material. Low toughness measurements also correlate with high material susceptibility, and therefore ASTM is adding Charpy test requirements into its standards.
Material susceptibility can vary within a single material that is treated to different hardnesses under the same conditions, or in different alloys under different conditions. One alloy that Brahimi noticed has a lower susceptibility is made with vanadium, which transforms into vanadium carbide, which is especially good at trapping hydrogen atoms. Similar tests could help widen our understanding of material susceptibility.
Material microstructure is fundamental. Hardness is an imprecise measure of strength, and so to truly understand a material’s mechanical properties, tests like full-stress strain curves and toughness measurements are needed, Brahimi said. The microstructures may still vary, however, and so Brahimi and his team are going further, examining microstructures down to the transmission electron microscopy level to count dislocation densities, grain size, and inclusion volume fractions. The goal is to build a database of materials correlating behavior with HE susceptibility. One current project that could increase understanding is studying hydrogen quantification to determine which materials either trap hydrogen well or are easily permeated by hydrogen.
Brahimi concluded his remarks, and John Scully, session moderator, opened the floor for a short Q&A period. An unnamed participant noted that Brahimi’s research stopped at −1.2 V and asked what the effects would be if the tests were run at −1.5 V. Brahimi replied that doing so would introduce more hydrogen and would likely result in further loss of fracture strength. The conditions would be more severe and would have to include CP scenarios, which introduce more variables. His research stops at −1.2 V because that most closely mimics the effect of zinc coating.
Roger McCarthy, McCarthy Engineering, asked Brahimi to clarify his definition of HE. In McCarthy’s view, embrittlement alone doesn’t make materials weaker; hydrogen embrittlement does so because it causes parts to break at lower stress points. Brahimi defined embrittlement as a loss of ductility, which can be quantified via testing the strength or the tensile load. McCarthy pointed out that those two characteristics are different, and Brahimi agreed but added that they are complementary. The bending test measures a loss in strength, and a slow strain rate test measures a loss of ductility. These tests are useful because they determine when materials stop yielding and break.
Tim Haeberle asked how Brahimi established his acceptance criteria for his research, specifically step-load type testing. Is he looking for likely performance in the field, or is the goal to find the best material for its own sake? Brahimi answered that through experimentation, he decided to use 60 percent acceptance. This threshold was used in his research on A490 bolts, which were tested in conditions simulating salt spray or corrosion, and so far all of his data have correlated well and validated that acceptance number.
Following up, Haeberle asked what the acceptance criteria would be for a uni-axle type test, and Brahimi responded that to determine zero HE susceptibility, they
would expect no loss of strength in these tests, and the acceptance number would be 100 percent. Haeberle then asked whether the presence of hydrogen sulfide made a difference. Brahimi answered that he would still expect a 100 percent acceptance, but would want to look very closely at the fracture surface in the microstructure to check its reaction.
An unnamed participant asked how a bolt below 39 HRC, and thus not susceptible to IHE, would behave when CP is applied. Brahimi’s data have shown the ductile-brittle transformation happens around 35 HRC with CP at −1.2 V. At 35 HRC, the unnamed participant asked if a post-bake would release IHE so that it doesn’t add to the hydrogen CP can generate. Brahimi answered that there is no benefit to post-baking, because that will introduce hydrogen. Adding CP on top of that will add more hydrogen, creating a much more severe situation where hydrogen can last for years. Baking offers no benefit in this situation, he said.
REMOVING VARIABLES
Ian MacMoy, Moy Surface Technologies
Ian MacMoy is president of Moy Surface Technologies, which helps companies design fastener coatings that will work in the field. He has been involved in bolt research, coating development, and failure analyses. He discussed his extensive experience studying IHE, failures from torque, and the effect of coatings. He is a member of API, ASTM, and NACE International.
Through his role as an applicator in the post-baking and coating process, he has had the experience of being “one of the last people to touch the product before it goes out the door,” giving him a unique perspective on the variables possible in the fastener finishing process and firsthand experience working within the constraints of applicable rules and standards. He noted that applicators need a level of understanding about many variables that are still not fully understood, such as polytetrafluoroethylene coatings, torquing, zinc plating, and embrittlement.
MacMoy’s talk focused on removing variables in order to reduce risk. He noted that the conception of “catastrophe” has changed over time. Whereas 50 years ago the term might suggest an event killing 10,000 people, today catastrophe is used fairly often to describe any loss of life or environmental damage, such as an oil spill. In some respects, he suggested, the word has changed because there are so many more variables in every situation. We have more questions, and more uncertainty about how much risk an act entails. To reduce these risks, we look to discussions like the one this workshop was designed to facilitate, in which experts enumerate the facts, identify the variables, and, if possible, find ways to remove the variables altogether.
Variables in Subsea Bolts
To remove variables in subsea bolting, we must first identify the variables and then rank them. Variables include the entire system’s capabilities, the materials involved, the stress caused by internal processes, and the stress caused by environmental conditions. All of these vary depending on operating locations and conditions, and any of these could fail in a small or large way that could produce a catastrophe.
Fastener variables are tested and monitored, but we haven’t yet figured out how to completely remove them, MacMoy said. Tests done during processing measure performance, quality, and reliability against the variables that exist in the field. Fasteners are also monitored for these known variables over time and after changes to the environment or processes. But we can test only for the variables we are aware of, of course, and in conditions that are known; there is no way to test for the unknown.
The removal of a variable, in MacMoy’s view, means that we are certain there will be no harmful reactions in the field. For example, from testing we know that electroplating must follow API’s 20E rules, such as ASTM B850, which says materials must be post-baked to mitigate HE, and ASTM F519 outlines the specifications for any hydrogen left after these processes.
However, once a material is exposed to an acid or other harsh chemical, HE susceptibility is reintroduced. Once it is exposed to the risk of HE, there is no way to reverse that exposure, though the impacts can be reduced through baking. It would be better, though, to remove all risk of HE by using other procedures that don’t introduce hydrogen, MacMoy said.
Once we identify, rank, and eliminate the variables that cause critical failure, we can test and improve noncritical variables. Instead of removing plating variables, for example, MacMoy posited that it would behoove the industry to standardize testing, enforce rules, and create strict regimes meant to “cover our bases” to minimize mounting risk.
Less Is More
MacMoy shared a quote from celebrated writer and aviator Antoine de SaintExupery, who said, “A designer knows he has achieved perfection not when there is nothing left to add, but when there is nothing left to take away.” This sentiment reflects MacMoy’s belief that the industry should strive to take away risks completely, rather than focus on adding tests for designers or engineers to follow.
Listing more than 30 examples of ASTM, ISO, and API standards and testing protocols for subsea fasteners, MacMoy questioned whether the industry might be
better off without them, as they lead to a world where we are keeping variables and adding tests for them instead of eliminating them.
MacMoy suggested that subsea operations in the North Sea by DNV GL and other companies could provide a model for the type of variable-limited scenario he envisions. There, thermally diffused zinc (ASTM A1059) is the best material for topside and subsea bolts, and has never resulted in HE. There are no heavy coatings or dry lubricants applied to fasteners, which keeps the friction coefficient the same. The only variables in these contexts are time, temperature, and substrate, he said. By asking a few more questions, he suggested, it may be possible to find ways to remove the risk of HE altogether in this situation.
Supply Chain Improvements
“No plan of operations extends with any certainty beyond the first contact with the main hostile force,” said Helmuth Karl Bernhard Graf von Moltke, the 19th-century German field marshal considered an army modernizer. In addition to removing variables in fastener materials, MacMoy suggested supply chain vendors should be held to a higher standard. Comparing engineers to the armed services generals who direct strategy and vendors and suppliers to the captains and colonels who provide on-the-ground intelligence, MacMoy suggested it would be best for engineers to reduce their reliance on testing and instead encourage vendors to increase their technical authority and abstract reasoning. Doing so will remove variables and allow engineers to optimize fastener performance. On the flip side, the more tests we have, the more rules and laws the government will have to enact, with the attendant legal repercussions when failures happen, including even jail time in some industries.
MacMoy concluded his talk with a personal anecdote illustrating the dangers of overreliance on testing. He had been told by a supplier that a certain material could last more than 30,000 hours of use in salt spray without developing red rust, but when he contacted the laboratory to verify the results, he found that not only could they not replicate the results, the original test wasn’t even completed, and the only person who knew how to run it had left the laboratory 2 years before. Verifying processes is essential, MacMoy said, quoting Ronald Reagan: “Always trust that the right thing is being done, but verify that it has been.”
We must agree that oil spills are indeed a catastrophe, and that the more variables there are in this equipment, the greater the risk of failure, MacMoy said in closing. We need to look for solutions that do not add testing and risk. Furthermore, this is not a problem that rests on engineers alone; supply chain vendors, who can impact variables and thus risk, need to be a part of the entire operations team.
SUBSEA BOLT MANUFACTURING AND PROCESSING VARIABLES
Herman Amaya, Schlumberger
Herman Amaya is chief metallurgist at Schlumberger (formerly The Cameron Group) and has direct experience with failure analysis for HE in steel and alloy fasteners. He is also an active API member and works on the task group responsible for updating the 20E and 20F specifications for critical fasteners.
Amaya gave an overview of his experience with fastener failures before focusing on how processing factors affect a material, influence HE susceptibility, and cause failures. He explained in detail the procedures that go into making bolts: casting (continuous and ingot), heat treatment, thread rolling, and plating.
Fastener Failures
Amaya emphasized that bolt failure is an industry-wide problem that affects all manufacturers and all operators. Subsea bolt failures have made the news several times over the years, most recently in 2016 when several bolts failed on a BOP during routine maintenance. Such experiences, he said, highlight the importance of the work of this National Academies committee.
Fasteners are in widespread use across industries, which has turned them into a commodity. However, their use in subsea environments—for example, 5,000 feet under water with at least 130 atmospheres of pressure at temperatures barely above the freezing point of water—involves significant risks. Describing risk as “the inability to define the unknown,” Amaya said the high risks in subsea bolting underscore the need to improve material specifications and remove variables related to materials. If fasteners are connecting different components of a BOP, for example, the risk is that the seals can break, and a blowout of oil or mud might not be prevented. These unknowns make bolt failure a critical issue.
HE is an issue in subsea oil and gas operations due to the sacrificial anode CP system that is installed to protect the structures from corrosion by seawater. As the cathodic protection creates a current flow in the water, this current flow electrolyzes the water at the interface of the exposed metal part into hydrogen and OH– ions. The hydrogen, which is the smallest element in the periodic table, diffuses into all exposed metal surfaces. It can just as easily diffuse out, unless it gets trapped within the alloy lattice due to material defects or traps.
No alloy is immune to failure. Noting that he has seen HE failures with multiple alloys, including carbon steel, stainless steel, and nickel, Amaya said that if we required a guarantee against failure, we would have no materials to build with. Therefore, identifying material susceptibilities—microstructural features capable
of trapping hydrogen—is a primary concern. Important material variables include hardness, segregation, banding, and others.
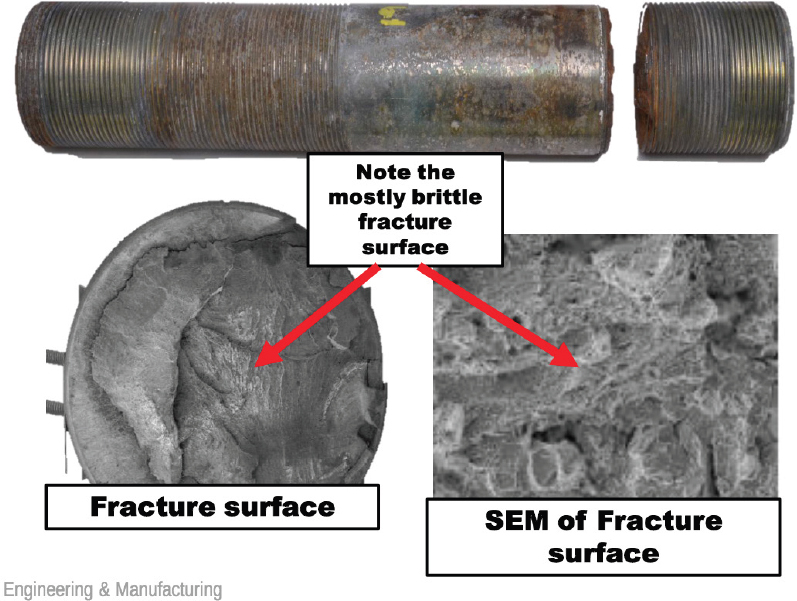
For failure analysis, it is essential to look at where a bolt failure occurred. Fastener failures due to HE occur at the areas with highest stress—that is, at the root of the threads and close to the flange/nut interface. Examining the fracture surface and using scanning electron microscopy can reveal whether it was a brittle or ductile failure, or a combination (Figure 3.2). Most bolt failures in subsea applications fail due to brittle fractures, Amaya said. Interestingly, the majority of these bolts do comply with strength, yield, or hardness requirements, yet they experience HE failure from the metallurgical differences that Salim Brahimi, Industrial Fasteners Institute, called “second-order” effects. The material susceptibilities that create hydrogen traps are microscopic and do not manifest themselves in the macroscopic properties of the material; as a result, the measured properties may comply to requirements, yet the microstructure may expose it to potential failure.
HE occurs because hydrogen has become trapped in the lattice structure of the base metal, typically at the grain boundaries, creating a concentrated area of stress. As the material is put under stress due to normal function, the hydrogen tends to pin the boundaries and in doing so creates a condition of incremental stress that at a point can only be released by the process of rapid crack propagation.
The Bolt Manufacturing Process
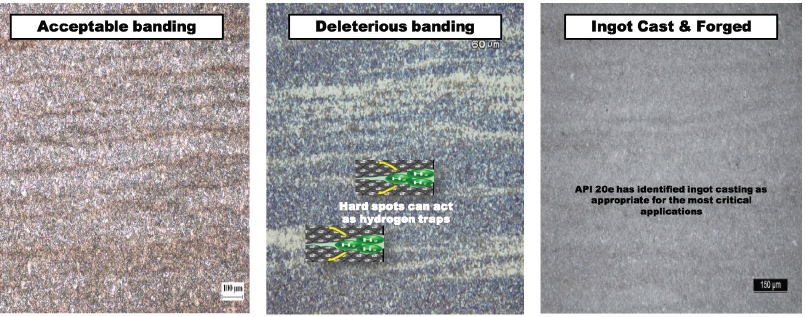
Casting is the first step in making bolts. There are two types: continuous casting and ingot casting. Continuous casting creates well-made bolts that are widely used, but there are circumstances where the process of continuous casting causes alloy segregation that produces a featureless untemperable martensite (banding), which in turn makes the overall alloy susceptible to HE.
Ingot casting, on the other hand, results in better forge reduction ratios, which can break up any segregation throughout the structure and reduce the potential for deleterious banding segregation. That is why it is used for critical bolting applications, Amaya explained.
Heat treatment is the next step after casting, and encompasses loading, quenching, and testing. Amaya presented an example in which a supplier improperly loaded parts during heat treatment, underscoring the importance of attention to detail when auditing suppliers.
Rolling happens next. While thread rolling can introduce a variable that leads to HE susceptibility, Amaya explained that API 20E specifications counteract this effect by requiring stress relieving. The concern was that thread rolling after heat treating not only distorts the material in the root of the threads, but also hardens the area locally. Stress relieving after rolling alleviates this condition.
Plating, bathing, and baking are the last step and can lead to either IHE or EHE. Plating is a protective coating that disappears once a fastener is in subsea use. Zinc plating historically has been used as a temporary corrosion protection while the equipment is in storage topside. Once the equipment is submerged and put into service, the zinc is essentially consumed. While this process of galvanic consumption generates hydrogen and has raised concerns, Amaya pointed out that the degree of hydrogen generation due to this galvanic reaction has not been quantified.
There are a number of specifications relevant to these processes. Amaya emphasized the importance of ASTM A193, A194, and A320 as the documents that are used to procure fasteners. For oil and gas applications, the two categories of bolts used are high-strength fasteners and NACE-compliant fasteners. Of these two categories, the high-strength fasteners L7, B7, and L43 raise the greatest concern, Amaya explained, since they are the most susceptible to HE from the sacrificial anode CP system. In addition, the higher the hardness of a carbon alloy steel component, the more susceptible it is to HE due to the distortion of the lattice structure.
Casting
Schlumberger (Cameron) approached the Association of Well Head Equipment Manufacturers to collaborate on new bolt requirements after a series of industry failures on carbon alloy steel bolting. One variable the group focused on was continuous casting, in which the metal cools in molds and forms a solid bar as the material is poured in. As other workshop presenters noted, continuous casting creates banding because the differential cooling creates alternate layers of pearlite-rich areas. This banding is normal and acceptable. However, potential variables such as insufficient magnetic stirring of the melt can lead to bands of featureless martensite due to alloy segregation, which was what caused the failure in this particular case, despite the fact that the surface hardness met specifications.
Although investigators caught that particular failure and were able to find the root cause, failures often result from a combination of several factors. The fact that there may be equivalent material in use with these structures underscores the need to reduce these interactions by breaking the linkage between the variables and, in the process, reduce the potential risk. While this microstructural problem is rarely produced, the fact that it can happen at all means that it is a possibility for which we must test, so in addition to hardness testing, metallography is conducted to ensure there is no martensitic banding after continuous casting.
In that example, before they identified the true root cause, investigators first asked whether the error could have been introduced via heat treatment. They took bolts with the martensitic banding and repeatedly reheated and retempered them, but the banding could not be eliminated, which is what led them to next examine the casting process. Martensitic banding is rare, but affects how bolts perform under CP. That is why 20E specifies that for critical bolts a microstructural evaluation is essential to eliminate this variable. For the highest-criticality bolting, the ingot casting and forging process is the recommended route (Figure 3.3).
Heat Treatment
Industry failures have highlighted the need to audit and qualify suppliers, Amaya said. Doing so has revealed that many practices are not up to standard. For example, some vendors were not properly spreading bolts out before heat treating, which resulted in nonuniform heating and quenching of the parts. Other factors include the agitation of the quench tanks. Lack of agitation will not break the vapor blanket that is formed by introducing hot parts into a water quench bath, in turn resulting in inadequately quenched parts.
Improper technique in both heating and quenching procedures leads to differential hardness levels throughout fasteners, which increases the risk of failure.
Schlumberger now conducts quality control on the sub-vendors who control heat-treatment processes.
Thread Formation
Threads are formed either by rolling or by machining. Because failures typically occur at the root of the thread, it is essential to do stress relief when forming threads, according to both internal Schlumberger specs and API. The highest-stress areas are the root of the threads, and these are the areas most susceptible to HE. Hydrogen atoms generated by CP can penetrate the material there, get trapped, and potentially lead to HE if the stress level increases.
Part of what makes failure analysis so difficult is that it takes just the right combination of material and processing factors for a bolt to fail. This explains why, even with two identical bolts, one might fail while the other does not. Amaya likened it to a “Swiss cheese effect,” because these factors have to line up with each other in order to create a failure.
Plating
Plating garnered attention after a 2014 failure analysis assigned some blame to the fact that the fasteners had not been plated. As a result, the industry collaborated to parse out a distinction between IHE and EHE. Amaya reiterated his belief that
because any coating eventually dissolves, plating offers temporary protection for topside use only and that plating or lack of plating is not a key factor in bolt failure. While hydrogen might be created via acid pickling or cleaning, baking removes it.
The issue of galvanic coatings that dissolve when put into a subsea seawater environment, Amaya explained, is that as they dissolve they are an added source of hydrogen. With hydrogen generated by the CP plus the additional hydrogen generated by the galvanic dissolution of the coating, conditions may arise where for a brief time a great deal of hydrogen is being pumped into a highly stressed area. If the root of the thread is susceptible and has microstructural “traps,” the conditions for failure would be met.
Wrapping up, Amaya shared a video loop showing a very-high-strength (45 HRC) C ring that was tested at 120 percent of its stress yield. A technician set the C ring in a beaker with artificial seawater and a zinc anode. Within minutes, a dramatic HE crack formed and split the ring. Schlumberger is partnering with the University of Texas to expand these tests by visually locating where the hydrogen resides in order to draw more conclusions and increase understanding of HE.
MATERIALS QUALIFICATION FOR BOLTING APPLICATIONS
Oliver Moghissi, DNV GL
Oliver Moghissi is vice president of technology for DNV GL Americas Oil & Gas, a wide-ranging company that has roles as a laboratory, consulting firm, and technical assurance provider. His area of expertise is corrosion and how it affects risk management. He has also been involved in developing corrosion assessment measures and corrosion standards, and served a term as president of NACE International.
Moghissi presented information on bolting use, manufacturing, and performance, noting that he was leaving out background information that had already been covered by other workshop presenters. He focused his remarks on those areas where he believes the field has more to learn and more to improve in order to address fastener failures.
More to Learn
Moghissi began by stating that because relatively few failures have occurred and been analyzed, our ability to find patterns has been limited. We don’t know, for example, if there have been few failures because of the statistics of crack distribution, a different underlying cause, or even because of incident underreporting. He suggested that the field needs to pay more attention to process safety, which can
prevent catastrophic failures or at least reduce their risk. This is a separate focus from personal safety, which affects individuals.
Moghissi suggested the oil and gas industry could benefit from adopting the principles of “highly reliable organizations” such as those in the nuclear industry, commercial aviation, and NASA. These organizations, he said, are highly reliable because of the way they value learning from failure, deference to expertise, a reluctance to oversimplify, resilience, and sensitivity to operations.
While learning from failures or near failures can be especially valuable, Moghissi asserted that currently the oil and gas industry has a lack of knowledge about risk related to bolt failures. For example, how many of the tens of thousands of bolts in use in the Gulf of Mexico are at risk of failure? Even if the number is likely to be small, the point is that we don’t know the answer. The failures that we do know about must be examined in detail, but near failures—such as bolts that have cracked but not yet failed—should also be thoroughly studied in order to understand their behavior in context and identify root causes, beyond metallurgy, to improve future applications.
A close look at DNV GL failures in the North Sea shows that 9 percent have been fastener failures. Among those, 65 percent were brittle fractures, 25 percent were fatigue failures, 5 percent were corrosion failures, and the remaining 5 percent were unidentified. Of the brittle fractures, 57 percent were HE, 29 percent were temper embrittlement, and 14 percent were other or unidentified. Moghissi said these numbers are likely to be consistent in the Gulf of Mexico as well.
Commonly used fastener materials are low-alloy steels, Monel, stainless steels, duplex, and titanium. They have all been shown to be susceptible in some way, usually to HE or corrosion. As other speakers at the workshop mentioned, Moghissi emphasized that there is no silver-bullet material that will be failure-proof in all circumstances.
More to Improve
Tests cover a multitude of factors including hardness, hydrogen, and environmental conditions. But excess hydrogen tests are irrelevant if the fastener will be charged with CP in service, Moghissi noted, since we know CP can generate hydrogen. While testing for environmental conditions oversimplifies the complexities of the ocean and its corrosive abilities, he suggested that tests could be expanded to reflect the bolt location—for example, being in a crevice—and potential biofilm effects. Tests are also run for load and design characteristics, installation, and stress loads.
Testing to assess a material’s fitness for a specific service is fundamentally different from the more general quality control tests manufacturers must run. Tests based on a general “check the box” standard without considering the specific service for
which the bolt is being made are going to be less effective for preventing bolt failures than tests that are more specific, Moghissi asserted. For example, while simple verifications, such as hardness measurements, may be popular and efficient, they can also oversimplify a complex process. Pointing again to the principles of “highly reliable organizations,” Moghissi noted that such organizations are willing to add safety factors or extra performance components despite the cost or inconvenience.
In the oil and gas industry, because we still don’t know the distribution of unsafe materials, we are not yet in a position to add safety factors. In fact, safety is compromised because of the many applications in which potentially unsafe factors are in use, Moghissi suggested. Looking for a failure among 10,000 bolts is like looking for a needle in a haystack, but if we don’t look, we are compromising safety. Another example of potentially compromised safety is exception requests, where companies ask BSEE to overlook a conservative standard and inadvertently create an opportunity for errors.
If all of our current standards and specifications were met, would there be no bolt failures? Moghissi said we don’t know the answer to that question, but expressed skepticism based on the fact that most API, ASTM, and ISO standards are generic metallurgical requirements that don’t address specific in-service performance.
What Do We Measure?
As many other workshop speakers mentioned, hardness measurements may be inconsistent throughout a component. There can also be surface cracks that don’t lead to failure. Moghissi speculated that perhaps critical assessments could be engineered that would determine whether flawed bolts could still be acceptable for service.
Moghissi discussed how hydrogen content and HE susceptibility can be measured. ASTM’s F1113 measures preservice hydrogen standards, and ASTM F1642 measures the HE threshold. While these tests are meant to predict performance in the field, Moghissi pointed out that fracture load is measured for a short amount of time and may not reflect true service conditions.
Two tests measure fracture toughness. A slow continuous rising displacement test, which is somewhat rarely used, shows whether there is low toughness. Step loading tests, as required by F1624, can have variable and uncertain results. However, the results of these tests may only be important if the bolt will be put into critical use, Moghissi noted. To illustrate this point, he described the high-pressure, high-temperature test method. After a pressure and temperature change, the result ideally represents the load profile the material will see when in use. However, typical service conditions involve load changes or longer periods of constant loading. Moghissi suggested test methods need to better simulate real-life conditions instead
of relying solely on one number, such as HRC level; by doing so, we could avoid potentially catastrophic failures.
Distributions of hardness levels come from measurement uncertainties, heterogenous structures or environments, and stochastic processes like corrosion or fatigue. Other data distributions that we have seen have been in a material’s properties, hydrogen before service, hydrogen in service (as with CP or coatings), the environment, and the in-service load profile. If we know these distributions, Moghissi suggested we could perhaps calculate a prediction for bolt performance. In fact, researchers at Ohio State University have developed a Bayesian network to do just that. The Bayesian network is a probability table that includes measurements like hardness and CP use and determines the likelihood of failure. It can also be turned around and used for root cause analysis. Materials qualification testing could help populate the Bayesian network and put real probabilities to what is now an unpredictable problem. To Moghissi, the Bayesian network illustrates that failure is not a black-and-white issue: “it’s really all about grays,” he said.
Moghissi wrapped up with some conclusions. First, he underscored that we are not in a crisis situation: The majority of fasteners perform as expected. However, exceptional failures happen and do need to be addressed, and the true failure rate of fasteners is something we need to uncover. Second, experts are currently working to improve the existing standards and specifications for materials qualifications. Some lack uniformity, others are too conservative, and still others are not conservative enough, but on the whole they work well.
Future challenges include creating tests that better measure fitness-for-service and improving failure reporting, analysis, and sharing of results. Because there are so few failures, data sharing is crucial to enable a widespread, thorough understanding of these underlying issues. A better understanding of distributions, how they aggregate, and their probabilities could lead to risk-informed decision making that could be more successful and meaningful than just “meeting a spec.”
PANEL 2 DISCUSSION: SUBSEA FASTENER DESIGN QUALITY
John Scully moderated a discussion following the workshop’s second panel on Subsea Fastener Design Quality. Scully is an engineering professor and codirector of the Center for Electrochemical Science and Engineering at the University of Virginia. His technical focus is on corrosion and EAC resistance in a wide variety of materials and in numerous environments, particularly seawater. He has served on several government review boards and worked closely with both industry and international governments.
Scully offered a brief overview of the ideas raised by the panel. Brahimi covered many topics relating to a fastener’s material, but specifically pointed out the dividing line of 1200 MPa. If a bolt below that level fails due to HE, research suggests the
failure was due to poor-quality material. MacMoy emphasized that the proliferation of standards is still missing the point: We should be removing variables completely instead of merely imposing new standards. Amaya emphasized the fact that despite meeting all the necessary standards and specifications, bolts can still have metallurgical defects that cause them to fail. Moghissi stressed that because there have been so few failures, it is important to study both failures and near failures, in the model of “highly reliable organizations” from industries such as nuclear, aeronautics, and space, in order to better understand the causes of failures. Also, test methods that don’t hew closely enough to a fastener’s use load profile can be unreliable; “fitness-for-service” testing would be a better indicator of failure than the pass/fail criteria we currently use.
Several themes emerged from the discussion. After a discussion about criticality, participants discussed particulars around standards and specifications, bolt design and manufacturing, testing, and safety factors. Participants and panelists debated the influence of environmental factors versus the components and manufacturing of the material itself. Participants also discussed their own failure experiences and explored what might be learned from other industries.
Criticality
Roger McCarthy opened the discussion by asserting that while change is needed, the focus should be on critical bolts, which constitute a very small percentage of all undersea fasteners. For example, he noted that while there have been few failures overall, when the BOP was needed on the Deepwater Horizon accident, despite having performed successfully for 100,000 hours, there was a catastrophic failure. Bolts in the “soft” conditions of the North Sea don’t help us home in on the critical question, he said. Furthermore, a massive recall of noncritical bolts, like GE conducted, is probably unnecessary, because most bolts perform well and are not used in severe environmental conditions. But critical bolts have a continuously high stress load, and if they fail they could cause extreme damage. For these situations we need to better understand the environments in which critical bolts are used, learn to reduce failure risk, and get a better handle on tradeoffs such as convenience, reliability, and expense.
Peter Bennett, Pacific Drilling, responded specifically to McCarthy’s point about the recall of thousands of bolts. Those bolts were replaced because it was known that some were flawed, but the company was unable to trace exactly which ones. In his view, the recall was a responsible move despite its high cost. He also argued that although BOPs are designed to not be used, they are tested every 2 to 3 weeks. Moghissi added that there is no clear, universal definition of what bolts are “critical.” A probabilistic analysis could help the industry better understand
criticality, but part of what makes this problem so difficult is that catastrophic events are extremely unlikely.
Standards and Specifications
Many speakers raised concerns about current standards and specifications. Bennett expressed disagreement with some presenters who stated that hardness should be a focus, and asked the panel why API’s 20E has hardness specifications when, as several people pointed out, it is an imprecise measurement and the specifications could include errors. Building on this point, Moghissi said that focusing on one characteristic oversimplifies the problem and ignores exceptions that have the potential to cause catastrophic failures. Amaya pointed out that 20E covers more than just hardness to cover metallography; in this case, API went beyond what ASTM required.
An unnamed participant commented that certain aspects have already been updated, such as drill-through bolts. Others, such as hardness measurements and ingot casting procedures, are still in the updating process, but new specifications are expected within a few years. Implementing the latest changes should lower the failure incidence even further.
The participant added that BSEE’s new rules include redundancy requirements for BOP stacks. This is important because BOP stacks can have 20 18-inch-long, 3- to 4-inch diameter bolts, and in one example, 9 of the 20 were found to be broken, but the BOP not only remained functional, it also passed its pressure testing. This example underscores the fact that one or two flawed bolts do not make a failure.
MacMoy noted that the new 20E specifications include new, expensive materials and requirements that the industry is voluntarily taking on. However, if the materials are coated, the coater or plater could inadvertently introduce flaws that increase failure risk. Everyone makes mistakes, and those mistakes can initiate failure. This, in his view, underscores the importance of doing quality assurance with every order.
Trent Fleece asked whether the specs are appropriate, especially if failures still occur despite components being “in spec.” If that is the case, can the specification be considered optimum?
Brun Hilbert asked for clarification on what applications actually require bolting specification level (BSL)3. Tom Goin, U.S. Bolt, said that it is currently left up to the manufacturer, but specifications in publication now may differ. Leonard Childers, BP, chair of the committee creating 16A, known as the “BOP spec,” clarified that 16A states that for offshore use, which includes platforms and subsea, all pressure containing and closure bolting must be BSL3. On land, the specification
requires BSL2. As Thomas Eagar mentioned, the 20E specifications don’t tell you exactly what to use, but 16A does add that requirement.
A participant who was a member of the committee that worked on 20E explained the decision-making process that went into 20E. At the surface of a thread root, there is a dramatic increase in microhardness. Because we know hardness is an issue with HE, it was deemed prudent to stress-relieve the bolt in order to reduce that hardness. A number of things happen when a thread is rolled, including compressive stresses, increased microhardness, a highly polished surface (thread cutting can leave micro tears at the thread root), and a reoriented grain flow. With this process, small bolts can handle much greater fatigue than a cut thread. Subsea bolts are much larger, and the compressive stress effects are dramatically less than in a small bolt.
Casting
Participants discussed the continuous casting process to identify opportunities for testing and tracking quality in a given “heat.” In response to a question by McCarthy, Goin defined a heat as the contents that are melted together in one pot. McCarthy pointed out that continuous casting can result in material from the same heat that is several miles long, and asked how that is subdivided for testing. Clarifying the discussion, Thomas Eagar explained that the casting is considered “complete” after each ladle of material. While casters can run continuously for a year, they are not always casting the same material. When a new alloy is needed, a new ladle is poured, the material is cut at the transition point, and any extra is sent back to be remelted. In response to a question from McCarthy, Eagar noted that a heat makes more than a bolt manufacturer needs at one time; as a result, manufacturers usually buy a “partial heat.” Brahimi added that the lot number of the manufacturer is more relevant, because a lot is the group of fasteners that are heat treated together, which functions as the control unit. One heat can make up several lots of fasteners at different factories.
Thread Rolling
David Johnson, Stevens Institute of Technology, asked Amaya to clarify whether a rolled thread or a machined thread will have more problems with HE and stress concentration. Amaya answered that rolled threads are preferable because they are stronger. Five years ago, there was a failure with a rolled threaded CRA, and so those are machined, but rolling is still preferred. After rolling, bolts are heat treated and stress-relieved.
Brahimi added that there are actually three methods. Cutting threads looks tidy but isn’t preferred for this use. The convention is to roll threads after bolt formation
and then heat treat them. This is a quick and streamlined process, but because the threads are still soft when they are entering the furnace, there is a risk of microtears. Also, rolled threads don’t add compressive residual stress that can increase a bolt’s fatigue limit. For aerospace’s critical applications, bolts are thread rolled after heat treatment to increase the fatigue limit and counteract tensile stress in service. In 20E, however, this compressive residual stress was considered to increase HE susceptibility, so Brahimi noted that the recommendation is to stress-relieve the bolt after thread rolling. However, it’s unclear whether this step is helpful. What is clear from data is that thread rolling after heat treatment does improve hydrogen resistance, and Brahimi expressed his belief that 20E should reconsider this stance. It may not be adding harm, but it is certainly not helping reduce HE, he said.
Brahimi also clarified that this increased hardness at the thread surface doesn’t change a material’s microstructure, but rather comes from an increase in dislocation density. Data have shown that this dislocation density is beneficial because it reduces a material’s susceptibility to hydrogen damage. In his view, stress relief should be done after a thread roll only if data on large bolts validate the practice. Right now, the data are only from small bolts, and the practice could be unwittingly countering its intent.
Scully pointed out that this issue is clearly not resolved. In his own work, he said he has seen a 718 subsea failure, which had rolled threads, cold work, dislocation density, and precipitation age hardening. In that case, the hardness did meet the specification—it was only harder at the thread root due to the cold work and dislocation density. The manufacturer was concerned that rolling the threads after the aging would damage their equipment because of this additional hardness. So, they rolled first, then aged. This inadvertently created higher hardness, and the bolts failed. The case, Scully said, illustrates the role of processing steps in contributing to failures.
Brahimi reiterated that increased hardness doesn’t change microstructure, and dislocation density slows down hydrogen absorption. These factors should be taken into account when the next spec revisions are made. In response to a follow-up question by Scully, Brahimi confirmed that his tests are done under CP.
Manuel Maligas explained that cut threads give a bolt weaker strength than rolled threads and also create microtears, which Brahimi pointed out makes them unfit for service. Maligas noted ASTM recommends rolled threads, with stress relief to reduce hardness.
Amaya pointed out that production and drilling are two distinct applications that respond differently to CP in terms of embrittlement. In production, CP starts with an anode run on overvoltage, then stabilizes, and the anode is expected to last for 20 years. In this scenario, if there is going to be a failure, it will happen quite soon after the anode is started. Drilling operation anodes, on the other hand, last only a few years, and for BOPs they are in use for only 3 to 6 months. These dif-
ferences make it harder to understand the causes of HE. The bolts might not fail until the anodes are replaced, or until they are affected by chloride, or until these or other factors combine. In his research with the University of Texas, Amaya is hoping to define the timeline for anode flow during production.
Alloy Development
Jyotirmoy Mazumder asked if instead of taking existing alloys and changing their treatment to make them acceptable, the oil industry could learn from aerospace and design a completely new alloy to address HE and stress corrosion cracking. Brahimi said that he is trying to find that alloy in his research. So far, all the experimental alloys have a first-order susceptibility, and so they are working on reducing the second-order effects. At the strengths the industry uses, there are ways to work the material to reduce susceptibility, such as introducing vanadium, although we don’t yet know what disadvantages that could also bring. But while companies are working to find more resistant alloys, he expressed his belief that at the strength levels used in the oil and gas industry, it will be impossible to reduce susceptibility to zero. Adding to the discussion, Narasi Sridhar, DNV GL, commented that alloy designers are reluctant to design for one specific application, because it could create unintended consequences.
Testing Methods
A participant from the aerospace industry shared his “outsider” perspective, positing that in his industry, API’s 20E would not pass muster. Based on descriptions presented at the workshop, he said it appears that critical operations are in a “continuous manufacturing flow” that doesn’t leave room for 100 percent testing. While full-scale testing is expensive, he said, it is necessary to maintain the safety factor for critical components. Amaya replied that his company does test every single bolt for hardness, and also marks it with a traceable serial number, heat number, heat treat lot number, alloy designation, and hardness imprint. Microstructure, however, is tested on the basis of sampling via tensile strength, Charpy impact, or other tests.
The specifications also require that bolt manufacturers check the properties of the material they buy, even after heat treatment. Asked if testing can be representative if it covers only one piece of a much larger body of material, Amaya replied that it should be, because furnaces have calibration requirements manufacturers have to meet yearly.
Goin asked the aerospace representative what 100 percent testing means. Although U.S. Bolt certainly tests critical components, he noted that they can’t run destructive tests on every bolt, and furthermore “you can’t test and inspect quality
into a product”: While inspections might find subpar bolts, they don’t necessarily indicate that all other bolts will never fail. 20E was an attempt to create a process that gives uniformity while meeting the appropriate specifications. Goin pointed out that in his view, 20E does require “100 percent inspection” of dimensional, hardness, and destructive testing per heat-treatment lot.
Goin also clarified that API doesn’t determine the criticality level of bolts. There are three options, BSL1, BSL2, and BSL3, which each have their own specifications that the purchaser or designer has to meet. BSL3 is the highest level of criticality, but most bolts in use in oil and gas don’t need that designation, and requiring that they be BSL3 would cripple the supply chain and quadruple the costs of drilling, he said.
Scully described how loading can increase hydrogen concentration and crack growth and lower threshold stress. As a result, slow strain tests, slow step rising load tests, and step loading tests have yielded very different loading rate results. He asked the panel to clarify the current standard for obtaining strain breaks to ensure balanced static loading. Childers responded that most fasteners are loaded at assembly, and that load does not change until the fastener is removed from service. Asked if the loads in service ever change, perhaps from environmental factors, Childers replied that no, critical bolts on BOPs are at the maximum load when they are assembled and this load doesn’t change.
Noting that some speakers advocated testing via extreme hydrogen charging while focusing solely on how the material responds, Sridhar expressed his belief that this is a conservative approach but questioned its utility. He paraphrased Robert Rapp of Ohio State University, who said that metallurgists will always find a way to induce EAC. There are other factors to consider beyond testing microstructure, he asserted, such as the environmental issues Russell Kane described in his presentation. Testing hydrogen embrittlement in a series of environments could bring a more holistic understanding of the problem. Brahimi expressed his agreement with this point, reiterating that his approach is to control every variable for the worst-case scenario, and then back up and try to simulate a more realistic application.
Scully described his own testing methods in more detail. He tests in a range of hydrogen concentrations in order to best mimic what the application environment will be like. He also uses Kane’s “sweet spot” calculations to determine the hydrogen concentration. In his view, it should be possible to define the environment and then test for it. But then, even the best standardized testing of two steels with the same hardness level will result in a distribution of the data. It is these “intermediate potentials” that point to subpar material. Specifications can be met, but at high heat or high charging the material quality really makes a difference, he said.
Maligas countered that “bad materials” don’t exist, only bad specifications, poor manufacturing processes, or improper use. In his view, all the failures discussed at the workshop fall into one of these three categories.
Haeberle asked Moghissi about his test acceptance criteria. Moghissi replied
that he focuses less on a number and more on matching the service environment, but did not strive for exactly 100 percent. Brahimi noted that testing material characteristics is different from testing for in-service applications. The former gives you an understanding of the material, but the latter is more focused on yield strength. Generally speaking, step load tests are passed when the failure occurs at a higher-yield strength than will be present in service. Following up on this, Sridhar wondered whether notched material would actually perform this way. In his view, percentage of yield isn’t the right acceptance criteria, although it might help in quality control. In a fitness-for-service determination, he suggested, the combination of geometry, environment, and material matter more than yield. Brahimi agreed that geometry was critical and the tests should be designed to reflect that.
Another participant cautioned that notched rising load tests are accelerated and mimic unrealistic, worst-case environments. These tests are very complicated to set up, and the results would be more useful if the tests hewed closer to a realistic service condition. By worst-case standards, “everything in the world should fail,” yet that doesn’t happen. However, the participant agreed that simulating service strain rates is essential. After the right level, rising load testing can predict service performance well. It is important that scenarios focus on what is realistic, the participant emphasized.
Safety Factors
Pol Spanos asked if there were any calculations that could determine a safety factor in an acceptable range. A participant replied that API specifications 6AF and 6AF2, which are more than 20 years old, make it easy to calculate safety factors for specific loads and connections, but unfortunately, they address only strength. Adding CP reduces the fastener strength and changes the safety factor.
Brahimi noted that limiting subsea fastener strength introduces that safety factor by default, although it may not always be necessary to do so. He also pointed out how important it is that manufacturers know how to properly make high-quality bolts. In his view, that should also be the expectation across the entire supply chain and in the standards.
Bill Capdevielle, independent consultant, sent a question remotely, asking if the industry should switch from safety factors to a load resistance factor design (LRFD). Sridhar responded that LRFDs have been successful in structural engineering, but if we adopt them we must remember that load and resistance are abstract, unfixed qualities that are especially dependent on environmental factors and material characteristics that can change over time.
Spanos asked if there are any design redundancies that could be addressed. With the cooperation of the whole industry, it should be possible to accommodate a higher safety factor, he suggested. We may not have to make bolts that can “go
to Mars,” but an alternate design could help. A participant from Technip FMC answered that his company caps the hardness of their fasteners at 35 HRC, basically avoiding high-strength steels, and if a client needs something over that limit, they do change the design.
Another participant spoke of an experience with a manufacturer who wanted to use a particular bolt because it fit into the flange design, which the company didn’t want to change. He stressed that it should be common knowledge across the industry that it’s easier to redesign a part, such as a flange, than it is to pass load stress to a bolt. While there are high-strength fasteners and ways to reduce load and EAC potential, there is a limit to how effective they can be.
Environment versus Material
Kane emphasized the importance of the environmental context. In his view, we are wrongly applying what we learn in shallow water, where polarization and calcareous deposits easily form, to deep, cold, high-pressure water, where the process is much different. In those environments, films that form are weaker, and lateral currents have a much larger effect, he said. Details about material susceptibility, stress, and safety factors have been discussed, but there’s a great need to qualify and quantify the data, such as hydrogen charging, in the real environment. In his view, a test conducted in a beaker does not yet fully replicate the conditions at 10,000 feet below sea level.
Haeberle expanded on the complexity of environment. In one failure, the bolt was part of a second environment: It was located in between two connector bodies in an annular area that was not sealed off from seawater. In shallow water, this wouldn’t matter, but in deep water there is more hydrostatic pressure. There was also a zinc-plated bolt adding another galvanic cell to the operation, he noted.
Amaya noted that in his tests, he is building a pressure valve to better replicate the environment, which could be a good start. Offering a counterpoint, Brahimi asserted that while duplicating undersea conditions helps, hydrogen absorption ultimately comes down to the material. In his view, because we can never truly know or control environmental hydrogen conditions, we should “assume the worst.” Steel will absorb hydrogen, but we can control its microstructure and design a material that won’t fail, even under the worst hydrogen rates and highest stress. If you do that, he suggested, “then you’ve won most of the battle.”
Another participant cited cost as a major downside to this type of worst-case scenario planning, asserting that it would be better to focus on understanding the environmental conditions. Scully agreed, stating that more measurements are needed: Instead of just potential, current density, or hydrogen content, we should measure reduction notch, tensile strength, and threshold stress intensity to obtain a more complete understanding of the deep-sea environment and its effects. In a
production riser failure that he studied, Scully noted that there had been no CP. Instead, it was at open circuit, and the crack was on the threads, which were inside. It was unclear whether the crack was caused by internal drilling fluids or the external seawater. In his work, he tries hard to create an anoxic environment and model the fastener behavior under these conditions. While it’s impossible to accurately predict every environment, he believes such modeling is essential to understand how a material responds to any hydrogen level. It is also important to know, if possible, how much hydrogen the service environment is capable of creating.
James Jennings pointed out that the microbiological environment is important to consider, too. He cited an example in which the Navy traced subsea bolt failures to microbes that interacted with the lubricants on the bolts. In this case, it had nothing to do with the material, but was a product of the interaction among the environment, the lubricant, and microbes.
Failure Experiences
Clyde Briant noted that temper embrittlement and HE often show up together, suggesting that relationship could potentially play a role in the North Sea data Moghissi presented. He suggested that taking more samples and running full-scale analyses could also help determine what guidance to give manufacturers. Moghissi agreed that a deeper root cause analysis of that data would be helpful, and Briant pointed out that temper embrittlement is often enhanced by high hardness.
Building on this discussion, Scully cited an experience he had with a riser failure at the thread. In that case, the threshold stress intensity and the fracture toughness were too high. The team tried to reduce toughness by temper embrittlement, but it didn’t work as expected. The failure wasn’t due just to the presence of hydrogen or the quality of the material, but resulted from a combination of factors. More root cause analyses of failures will show that this is not an “either- or” issue but a combination, he suggested. MacMoy agreed, referring to what he called “initiating events” and Scully called “triggers.” In Scully’s view, failures have dependencies, triggers, and drivers.
Fleece wondered whether the available data actually reflect a real uptick in the failure rate. The failures that we know about from the past 30 years happened in the Gulf of Mexico and were reported to BSEE. As Amaya pointed out, his company has had failures internationally, but they weren’t considered newsworthy at the time. Fleece suggested that what has changed may not be the failure rate, but the level of attention blowouts and other failures receive. In an analogous situation, he said that years ago, rigs were considered “safe,” yet there were many accidents. Studying the safety metrics and creating measurements taught us that rigs are not safe, and changes occurred.
In addition, Fleece continued, it’s quite possible that not all failures have been
reported to BSEE because there has been no incentive to admit a problem and seek a solution. As Amaya mentioned, his company was motivated to learn from their failures, and so they did it themselves, but they didn’t share the information widely. In the end, our ability to learn from failures comes down to human factors, which influence a company’s and an industry’s culture of learning, sharing, and collaborating to reach a common understanding.
Learning from Aerospace
Johnson asked Brahimi if we can learn from the aerospace industry, which he said has “a handle on HE.” Brahimi agreed, noting that aerospace and other industries take great precautions when using extremely high-strength bolts and have not had HE problems. He also noted that although workshop participants used the term “high strength” to mean a range of 34 to 35 HRC, there are in fact much higher-strength bolts in use. Aerospace uses fasteners in the mid-50s HRC and does not have an HE problem. This would suggest other possible contributors to the problems. Unlike oil and gas, he said, aerospace and other industries are held to much higher risk and failure expectations. Certain oil and gas practices lack this level of control, such as proper use of CP and manufacturing consistent hardness.
Brahimi continued that aerospace tests are also better at duplicating real-use conditions and can “tighten the net” to ensure defective bolts are caught. Moghissi has advocated for similar tests in the oil and gas industry, and 20E attempts to address manufacturing processes, but there is room for improvement. CP also needs to be more closely examined to understand the maximum amount of hydrogen a particular hardness can handle, he said. In addition, manufacturers must be conscientious about their processes and comfortable using the latest techniques in order to prevent failures.
Despite the parallels, another participant mentioned that while we can learn from aerospace, there are also important differences to consider in the subsea environment. For example, the aerospace industry uses a material, 718, that we know is the most susceptible to HE in the subsea environment. Instead of following their lead, we should focus on understanding all the parameters of a failure and share that information widely to make a better bolt that is suitable for our applications, the participant suggested.





























